You might also like
- Cahier Meca 4 STDocument150 pagesCahier Meca 4 STMohamed Mtaallah89% (18)
- 2039751347732511.PDF Construction Mécanique Bac Pro - Livre Professeur - Ed.2010Document62 pages2039751347732511.PDF Construction Mécanique Bac Pro - Livre Professeur - Ed.2010xevni55% (11)
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsFrom EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsNo ratings yet
- Cours Et TD Conception IIDocument124 pagesCours Et TD Conception IIhocine gherbi100% (4)
- 2STM Eleve T1 PDFDocument59 pages2STM Eleve T1 PDFHanane TounsiNo ratings yet
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.From EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.No ratings yet
- Transmission de Puissamce PDFDocument82 pagesTransmission de Puissamce PDFkhocine75% (4)
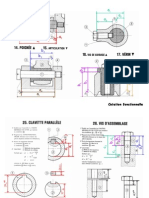
- Cotation FonctionnelleDocument27 pagesCotation FonctionnelleOutmane Lakhlili100% (14)
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesFrom EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNo ratings yet
- Transmettre-2SMB Eleve 2014Document81 pagesTransmettre-2SMB Eleve 2014mdrougui100% (8)
- Unité Transmettre 1 STE - Partie 1Document68 pagesUnité Transmettre 1 STE - Partie 1Boulette Moulay Hfid67% (3)
- Fonction Assemblage (Les Assemblages Démontables)Document24 pagesFonction Assemblage (Les Assemblages Démontables)MIMFS85% (20)
- Lecture D'un Dessin D'ensembleDocument3 pagesLecture D'un Dessin D'ensembleMIMFS92% (13)
- GENIE MECANIQUE. Semestre 5 PDFDocument105 pagesGENIE MECANIQUE. Semestre 5 PDFamr100% (6)
- Cotation FonctionnelleDocument19 pagesCotation FonctionnelleChayma Gueddari67% (3)
- F0rmes UsuellesDocument3 pagesF0rmes UsuellesMIMFS89% (19)
- Transformation de MVTDocument24 pagesTransformation de MVTMIMFS91% (11)
- Guidage en Rotation Par Roulements (BC)Document9 pagesGuidage en Rotation Par Roulements (BC)MIMFS91% (11)
- Cours 4 S Technologique TunisieDocument312 pagesCours 4 S Technologique Tunisiemechergui92% (12)
- Coupes Leç&exosDocument24 pagesCoupes Leç&exos3ab9our100% (13)
- M9 Conception Et Dessin D-Outillage de Production Version 2Document120 pagesM9 Conception Et Dessin D-Outillage de Production Version 2kalgm1100% (6)
- Coupes Et Sections 2Document4 pagesCoupes Et Sections 23ab9our92% (12)
- Transformation Des Mvts ApplicationDocument4 pagesTransformation Des Mvts ApplicationMIMFS50% (2)
- Présentation Cours Engrenages - Doc ProfDocument8 pagesPrésentation Cours Engrenages - Doc ProfNedrosat89% (9)
- Les Embrayages Et Les FreinsDocument4 pagesLes Embrayages Et Les FreinsMIMFS88% (17)
- Transmission de Puissance Sans Modification de La Vitesse - 2Document12 pagesTransmission de Puissance Sans Modification de La Vitesse - 2lfadli88% (8)
- Cours Mecanique 4eme-1Document46 pagesCours Mecanique 4eme-1riadh100% (2)
- Eléments de Construction MécaniqueDocument2 pagesEléments de Construction MécaniqueBel Ami100% (2)
- Les Liaisons Des Pièces MécaniquesDocument42 pagesLes Liaisons Des Pièces MécaniquesAymen HssainiNo ratings yet
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysFrom EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNo ratings yet
- Guidage en Rotation Par Roulements (BT Et KB)Document6 pagesGuidage en Rotation Par Roulements (BT Et KB)MIMFS67% (12)
- CHAPITRE 4 - Généralités Sur Les RoulementsDocument15 pagesCHAPITRE 4 - Généralités Sur Les RoulementsAnouar100% (28)
- Cours Génie Mécanique 3ème AnnéeDocument272 pagesCours Génie Mécanique 3ème Annéentayoub100% (1)
- Fonction AssemblageDocument32 pagesFonction AssemblageyahyaouiNo ratings yet
- 01-Lecon1 Analyse Fonctionnelle 2012-13Document8 pages01-Lecon1 Analyse Fonctionnelle 2012-13Med Aymen Bensalem100% (1)
- La Cotation FonctionnelleDocument7 pagesLa Cotation FonctionnelleToinou06100% (8)
- Cotation FonctionnelleDocument16 pagesCotation FonctionnelleMIMFS90% (10)
- Cotation FonctionnelleDocument3 pagesCotation FonctionnelleMIMFS100% (3)
- CHAPITRE 1 - Liaisons MécaniquesDocument10 pagesCHAPITRE 1 - Liaisons MécaniquesAnouar100% (18)
- Devoirdesynthesen3 1as 2006 2007 Cle+de+PlombierDocument5 pagesDevoirdesynthesen3 1as 2006 2007 Cle+de+Plombierntayoub82% (11)
- Coupes Et SectionsDocument14 pagesCoupes Et Sections3ab9our92% (13)
- Filetage Metrique Iso Pour Usages Generaux: Sans Restriction D'UtilisationDocument8 pagesFiletage Metrique Iso Pour Usages Generaux: Sans Restriction D'UtilisationamdarvishvandNo ratings yet
- Partes de Tw60Document3 pagesPartes de Tw60Alan GonzalezNo ratings yet
- b13 Guidage en RotationDocument7 pagesb13 Guidage en Rotationncibm67% (3)
- Embrayages Frein 10 11 12Document7 pagesEmbrayages Frein 10 11 12Heraiz Rachid100% (4)
- Fonction Guidage en Rotation Par RoulementDocument4 pagesFonction Guidage en Rotation Par RoulementMIMFS100% (7)
- Cours de 2STE TransmissionDocument40 pagesCours de 2STE TransmissionJeulin Marabou60% (5)
- Cours Engrenages PDFDocument5 pagesCours Engrenages PDFHanane Tounsi100% (2)
- Guidage en Rotation Par RoulementDocument2 pagesGuidage en Rotation Par RoulementMIMFS100% (1)
- Résumé TransmettreDocument18 pagesRésumé TransmettreMehdi Ben Zouine100% (3)
- Les Liaisons MécaniquesDocument6 pagesLes Liaisons Mécaniquesabdelhi74100% (2)
- Système Robo YoupiDocument5 pagesSystème Robo YoupiWalid Fattoum100% (2)
- Calcul-Ajustement CotDocument2 pagesCalcul-Ajustement CotMansour Ndiaye100% (2)
- TP Appui Butee DoubleDocument3 pagesTP Appui Butee DoubleMed Ali MaatougNo ratings yet
- Éléments de Cotation FonctionnelDocument10 pagesÉléments de Cotation FonctionnelWasfi ZakariaNo ratings yet
- Exame GsitDocument4 pagesExame GsitRafik DiocelNo ratings yet
- EVALUATION 3 4eDocument3 pagesEVALUATION 3 4eCéleste Félicité NgahNo ratings yet
- EXAMEN - DEM - Janvier 2021Document6 pagesEXAMEN - DEM - Janvier 2021Khaled GammoudiNo ratings yet
- 6TP1Document4 pages6TP1DjoNo ratings yet
- Devoir de Contrôle N°1 - Technologie - Poste de Tronçonnage - 1ère AS (2011-2012) MR Chokri MessaoudDocument3 pagesDevoir de Contrôle N°1 - Technologie - Poste de Tronçonnage - 1ère AS (2011-2012) MR Chokri MessaoudChihab GhlalaNo ratings yet
- UntitledDocument9 pagesUntitledYassine FadilNo ratings yet
- TP MEF RapportDocument12 pagesTP MEF Rapportilyes jaouadiNo ratings yet
- Technique Beton Accessoires de Coffrages Section 4 Mai Avril 2018Document22 pagesTechnique Beton Accessoires de Coffrages Section 4 Mai Avril 2018ykmail0582No ratings yet
- Cat Ag FR 2014 06 PDFDocument86 pagesCat Ag FR 2014 06 PDFeuqehtbNo ratings yet
- MASTER - TransmissionDocument17 pagesMASTER - TransmissionLotfi Ben SlimNo ratings yet
- TP Etau À Ventouse ProfDocument5 pagesTP Etau À Ventouse Profmidoun100% (2)
- 480 Pose FeuillureDocument3 pages480 Pose FeuillureedelongvilliersNo ratings yet
- Unistrut Francais PDFDocument48 pagesUnistrut Francais PDFbcenergiesNo ratings yet