Professional Documents
Culture Documents
Liquid Phase Alkylation of Benzene With Ethylene
Uploaded by
Ahmed AliOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Liquid Phase Alkylation of Benzene With Ethylene
Uploaded by
Ahmed AliCopyright:
Available Formats
Dalhousie University
Department of Chemical Engineering
Liquid Phase Alkylation of
Benzene with Ethylene
Jeffrey MacDonald
Richard Roda
Michael Beresford
CHEE 4842 Plant Design
Date Submitted: April 22
th
, 2005
ii
Table of Contents
List of Figures............................................................................................................................... iv
List of Tables ................................................................................................................................ iv
1 Introduction ....................................................................................................................... 1
1.1 Ethyl Benzene Reaction System.................................................................................... 1
1.2 Methods of Producing Ethyl Benzene............................................................................ 2
1.2.1 Gas-phase Production Using Zeolite Catalysts (Mobil/Badger) ................................ 2
1.2.2 Liquid Phase Production with AlCl3: Friedel-Crafts/Alcar Process.......................... 4
1.2.3 Liquid Phase Reaction Using Zeolite Catalyst in a Fixed Bed (Lummus/UOP
EBOne
TM
)................................................................................................................................ 7
1.2.4 Process Selection...................................................................................................... 11
2 Process Simulation .......................................................................................................... 12
2.1 HYSYS Simulation Fluid Property Package............................................................... 12
2.2 Reaction Kinetics ......................................................................................................... 12
2.3 HYSYS Process Flow Diagram.................................................................................... 14
2.4 Section 1: Feed Preparation......................................................................................... 16
2.5 Section 2: Alkylation Reaction and Effluent Cooling.................................................. 19
2.6 Section 3: Benzene and Ethyl Benzene Separation .................................................... 22
2.7 Section 4: Transalkylation........................................................................................... 25
2.8 Section 5: Cooling Water System................................................................................. 27
2.9 Energy Requirement Summary................................................................................... 28
3 Market Survey ................................................................................................................. 29
3.1 UOP Process................................................................................................................. 29
3.2 Styrenics Industry (Nova Chemicals).......................................................................... 29
3.3 Plant Location.............................................................................................................. 30
3.4 Raw Material Availability ........................................................................................... 31
3.4.1 Ethylene
20
................................................................................................................. 32
3.4.2 Benzene .................................................................................................................... 33
3.4.3 Operating Results, 2003 versus 2002
20
.................................................................... 34
3.5 Demand ........................................................................................................................ 35
3.6 Outlook......................................................................................................................... 36
4 Costs................................................................................................................................. 37
4.1 Equipment Costs.......................................................................................................... 37
4.2 Capital Costs ................................................................................................................ 39
4.3 Direct Operating Costs ................................................................................................ 40
4.4 Profitability .................................................................................................................. 41
5 Environmental Considerations........................................................................................ 43
5.1 Plant Design Considerations ....................................................................................... 43
5.1.1 Greenhouse Gas Emissions...................................................................................... 43
5.1.2 Vapour Flaring......................................................................................................... 44
5.1.3 Process and Waste Water Treatment: Oily Water Sewer ....................................... 45
5.2 Environmental Regulation: Plant Operation Considerations..................................... 45
5.2.1 Canadian Environmental Protection Act ................................................................ 46
5.2.2 National Pollutant Release Inventory..................................................................... 47
5.3 ISO Certification.......................................................................................................... 48
5.4 Material Concerns........................................................................................................ 50
5.5 Case Study: Texas Nova Chemical Plant Explosion and Release............................... 51
6 Safety ............................................................................................................................... 52
6.1 Chemical Properties..................................................................................................... 52
iii
6.1.1 Ethylene ................................................................................................................... 53
6.1.2 Benzene .................................................................................................................... 54
6.1.3 Ethyl Benzene .......................................................................................................... 56
6.1.4 Di-ethyl Benzene and Tri-ethyl Benzene................................................................. 58
6.1.5 Toluene..................................................................................................................... 58
Y-zeolite Catalyst ................................................................................................................. 59
6.1.6 Chemical Property Summary: Explosion Characteristics....................................... 60
6.2 Material Storage .......................................................................................................... 61
6.2.1 Compressed Gas Storage ......................................................................................... 61
6.2.2 Liquid Storage.......................................................................................................... 64
6.2.3 Catalyst Solids Storage............................................................................................ 65
6.2.4 Storage related hazards ........................................................................................... 65
6.2.5 Inherently Safer Material Storage .......................................................................... 66
6.3 Material Transportation.............................................................................................. 67
6.4 Hazard Analysis........................................................................................................... 69
6.4.1 Dow Fire & Explosion Index.................................................................................... 69
6.4.2 Chemical Exposure Index ........................................................................................ 70
6.4.3 Hazard Analysis: What-if......................................................................................... 72
6.5 Case Studies................................................................................................................. 73
6.5.1 Benzene and Ethylene Explosions........................................................................... 73
6.5.2 Short Term Ethyl Benzene Exposure...................................................................... 75
6.5.3 Long Term Benzene Exposure................................................................................. 75
6.5.4 Lessons to be learned............................................................................................... 76
7 Conclusions ...................................................................................................................... 78
8 Recommendations............................................................................................................ 80
8.1 Process Recommendations........................................................................................... 80
8.2 Safety and Environmental Recommendations ............................................................ 80
8.3 Economical Recommendations..................................................................................... 81
References.................................................................................................................................... 82
References.................................................................................................................................... 82
A. Economics Spreadsheet ................................................................................................... 86
B. Sample Equipment Cost Calculations............................................................................. 88
C. Glossary............................................................................................................................ 90
D. What-if? Analysis............................................................................................................. 91
E. F&EI Sample Calculations .............................................................................................. 94
F. CEI Sample Calculations............................................................................................... 102
G. HYSYS Workbook Output ............................................................................................. 105
iv
List of Figures
Figure 1-1: Friedel-Crafts alkylation of Benzene to form EB. ..................................................... 4
Figure 1-5: EBOne process.
3
........................................................................................................ 10
Figure 2-2: Section 1 feed preparation........................................................................................ 17
Figure 2-3: Section 2 alkylation reactor assembly...................................................................... 19
Figure 2-4: Section 3 benzene and ethyl-benzene separation. ................................................... 22
Figure 2-5: Section 4 transalkylation. ........................................................................................ 25
Figure 2-6: Section 5 transalkylation of DEB............................................................................. 27
Figure 3-1: Styrene/EB plant location (Sarnia, Ont.)................................................................. 31
Figure 3-2: Alberta ethylene cost advantage (/lb).
70
................................................................. 32
Figure 3-3: Selling prices for ethylene, benzene, and styrene for 2003-2004.
23
......................... 34
Figure 3-4: Demand for ethyl benzene since 1998 (in millions of kg). ....................................... 36
Figure 4-1: Rate of return as a function of selling price............................................................. 41
Figure 4-2: Relationship of total capital cost and total operating cost as a function of EB
production. ........................................................................................................................... 42
Figure 4-3: Relationship of ROR as a function of EB production for various selling prices of EB
(current = $US 1.12/kg). ...................................................................................................... 42
Figure 6-1: Typical ethylene storage tank. ................................................................................. 63
Figure 2: CEI hazard distance map............................................................................................ 71
List of Tables
Table 2-1: Operation-section key ................................................................................................ 14
Table 2-2: Plant section description. ........................................................................................... 16
Table 2-3: Section 1 conditions.................................................................................................... 17
Table 2-4: Section 2 reactor conditions. ...................................................................................... 20
Table 2-5: Recycle 2 and E2 Inlet stream data. .......................................................................... 20
Table 2-6: Section 4 conditions.................................................................................................... 26
Table 2-7: Energy requirements summary. ................................................................................ 28
Table 3-1: Yearly North American production of EB.
25
.............................................................. 36
Table 4-1: Equipment costs (all equipment is carbon steel)....................................................... 38
Table 4-2: Capital costs (EB = 156,000 tonne/yr). ...................................................................... 39
Table 4-3: Direct operating costs (EB = 156,000 tonne/yr)......................................................... 40
Table 4-4: Indirect operating costs (EB = 156,000 tonne/yr)...................................................... 41
Table 5-1: CEPA 200 regulatory limits.
32
................................................................................... 47
Table 6-1: NFPA codes for chemicals used in the production of EB. ......................................... 53
Table 6-2: Ethylene exposure limits.
40
........................................................................................ 53
Table 6-3: Benzene exposure limits data.
45
................................................................................. 55
Table 6-4: Ethyl benzene recommended exposure limits.
49
........................................................ 57
Table 6-5: PPE material and break through time.
49
................................................................... 58
Table 6-6: Important explosion chemical properties for design considerations......................... 61
Table 6-7: Dow F&EI for the EB plant. ...................................................................................... 69
Table 6-8: CEI calculated values................................................................................................. 71
v
Executive Summary
An ethyl benzene plant has been designed using a liquid phase alkylation of benzene
with ethylene. The process is to be implemented at the Nova Chemical styrene plant
in Sarnia, Ontario. Several EB synthesis processes were evaluated: the Mobil/Badger
gas-phase process, the Alcar/AlCl3 liquid phase process, and the Lummus/UOP
EBOne
TM
liquid phase process. The EBOne
TM
process was selected as a basis because
it uses a safe and less expensive fixed bed catalyst, moderate operating conditions, and
low benzene-to- ethylene feed ratio.
A benzene-ethylene feed is introduced into an alkylation reactor assembly forming EB
and undesired di-ethyl benzene. A distillation separation system composed of two
columns is used to separate benzene and EB from the main process stream. Benzene is
recycled to the alkylation feed and transalkylation section. The transalkylation reactor
is then used in conjunction with a recycled benzene feed to convert separated DEB to
additional EB. This stream is recycled to the entrance of the separations system. The
HYSYS 3.2 simulation software package was used to model the necessary unit
operations and processes in the EB synthesis process.
Based on the current simulation and a plant capacity of 18,000 kg/h (156,000 tonne/a)
of EB, the plant has a positive net present value of US$ 7.2 million, based on a MARR
of 20% with an IRR of 27%. The plant capital investment is estimated at US$ 23
million, with total operating costs at approximately US$ 160 million. Product revenue
is estimated at US$ 175 million in EB sales, at a current selling price of US$ 1.12/kg.
The vast majority of un-reacted benzene is recycled, and a negligible amount is purged
to tankage. Plant life is estimated at 20 years.
vi
The selling price of EB to turn a profit at a MARR of 20% is US$ 1.09/kg. This was
determined by calculating the effect of EB selling price on rate of return. The effect of
EB production with respect to equipment cost and operational costs was also
determined. The value-added increase in EB selling price is marginal compared to the
benzene cost of US$ 1.05/kg. It is difficult to predict benzene cost as the value has
oscillated in the past 8 months.
Plant capacity is currently at 156,000 tonne/a, comparable to that of the Nova
Chemical plant of 150,000 tonne/a. The benzene-ethylene ratio of 5:1 fed into the
alkylation assembly is too large. An excess of benzene is left un-reacted to cycle
through the recycle streams of the plant. Complications with the HYSYS 3.2 software
makes this change difficult, and other designs may be required to lower this ratio.
This benzene increases reboiler duty costs, column costs, and large amounts of
circulated benzene.
Dow F&EI and CEI analysis indicated the areas of highest risk in the plant. The most
notable area is the alkylation assembly feed, which had a CEI of 1120 and Dow F&EI
of 165. The design must be modified to minimize the amount of hazardous material in
this section of the plant. Decreasing the benzene-ethylene ratio should reduce the
amount of recycled benzene and decrease the overall flow rate into the reactor
assembly.
1
1 Introduction
The reaction of benzene with ethylene produces ethyl benzene and by-product di-ethyl
benzene. Ethyl benzene is an intermediate in the production of styrene. Nova
Chemical Corporation has contracted to update their existing ethyl benzene synthesis
process at their styrene plant in Sarnia, Ontario. A declining trend of profitability
resulting from subsequent yearly losses prompted Nova Chemical to evaluate new
technology in the synthesis of ethyl benzene.
There are multiple technologies in current practice in the styrene industry. The
fundamental differences are related to the reaction phase and vessel system. In the
following sections, several methods of ethyl benzene production are explored to
determine which technologies offer the best combination of profitability and inherent
safety.
1.1 Ethyl Benzene Reaction System
The proposed plant design involves creating ethyl benzene from the raw components of
benzene and ethylene. The chemical reaction to create ethyl benzene is:
5 2 5 6 4 2 6 6
H C H C H C H C +
(1.1)
Eq.(1.1) for the reaction of benzene and ethylene to form EB is accompanied by five
side reactions. Three of them are shown in Eq. (1.2), (1.3), and (1.4).
( )
2 5 2 4 6 4 2 6 6
H C H C H 2C H C +
(1.2)
( )
2 5 2 4 6 4 2 5 2 5 6
H C H C H C H C H C +
(1.3)
( )
6 6 6 4 2 5 6 5 2 5
2
C H C H C H 2C H C H +
(1.4)
2
The reaction illustrated in Eq. (1.2) and (1.3) produces an undesired product, DEB.
Proper use of LeChateliers Principle can force the equilibrium reaction described by
Eq. (1.4) to yield as much desired product (EB) as possible. Eq. (1.5) and (1.6) show
two further side reactions, but are negligible for simulation purposes.
7 3 4 6 3 4 2 5 2 5 6
H C H C CH H C H C H C + (1.5)
( )
5 2 3 6 2 3 4 2 5 2 5 6
H C H C CH H C H C H C + (1.6)
The kinetics for these two reactions were not found to be documented in literature.
However it has been shown that the reaction extents for both reactions are negligible
when simulating the process.
1
As such, Eq. (1.1)-(1.4) shall be used for design in
HYSYS. Several process designs can be implemented to favour the production of EB.
Several methods for creating ethyl benzene are discussed in the proceeding section.
1.2 Methods of Producing Ethyl Benzene
Most production methods of creating ethyl benzene have approximately 95 mol%
conversion.
1
The three methods discussed in this report include the creation of ethyl
benzene in the gas-phase reaction (Mobil/Badger), in the liquid phase using an AlCl3
acid catalyst, and a liquid phase reaction in fixed bed reactors using a zeolite catalyst.
1.2.1 Gas-phase Production Using Zeolite Catalysts (Mobil/Badger)
The gas-phase reaction to create ethyl benzene using a zeolite catalyst is referred to as
the Mobil/Badger process. The mechanism for creating EB differs from the AlCl3 and
Alcar process (see Section 1.2.2), since the zeolite catalyst produces a carbonium ion
which activates the ethylene to create an adsorbed electrophilic species which is
quickly attacked by benzene. This in turn causes a faster reaction; however, more by-
3
products are produced as well which have to be recycled and converted back to useful
product using a transalkylator.
Approximate operating conditions are 675-725 K and 200-400 psig. The operating
conditions are significantly higher than those for the liquid phase process, resulting in
higher risk and cost of operation. In addition, the benzene/ethylene ratio is
approximately 8-16 by mole fraction for the gas-phase reaction. Such a large ratio is
needed since the catalyst used is highly deactivated by the presence of ethylene as
more carbonaceous species are created.
Catalyst life using a gas-phase reaction is a major downfall of the gas-phase process.
The catalyst requires regeneration every two to four weeks. To maintain steady state
operation, it is typical to run two reactors in parallel. Because of this, the costs
associated with this process are high as shutdown costs, catalyst costs, and
deactivated catalyst disposal are high. In addition, because the B/E ratio is high, the
costs of operation are higher in order to retrieve and recycle the excess benzene.
The gas-phase reaction does have some positive aspects. The zeolite catalyst is safer
environmentally and disposal costs are not as high. Also, the catalyst is non-corrosive
and therefore special materials, which are required for the AlCl3 and Alcar process,
are not required. However, the catalyst life problem is a major issue with this process.
The AlCl3, Alcar, and liquid process using zeolite catalysts resolve this issue. Figure
1.1 illustrates the operation of a Mobil/Badger process.
2
4
1.2.2 Liquid Phase Production with AlCl3: Friedel-Crafts/Alcar Process
One method of creating EB is through a Friedel-Crafts reaction of ethylene in the
presence of an aluminum chloride acid catalyst (AlCl3). This reaction occurs in the
liquid phase and is illustrated in Figure 1-1.
Figure 1-1: Friedel-Crafts alkylation of Benzene to form EB.
Where
R = Ethylene group
X = Chlorine atom
With this process, the AlCl3 is injected as fine particles into the alkylator reactor
where the ethyl benzene is formed. The AlCl3 is quite often promoted with HCl or
ethylene chloride to reduce the amount of AlCl3 required for the reaction. Once
through the reactor, the AlCl3 is filtered out of the product by water washing and then
sent for disposal or regeneration. To recover the unwanted di-ethyl benzene and other
unwanted products, a transalkylator is commonly used. Here, the unwanted products
are reconverted to EB, hence increasing feed conversion.
2
The liquid phase process has several advantages over the gas-phase process because
temperatures and pressures are reduced which lead to saving in operating costs. In
addition, the operation is safer since operating conditions are not as severe. Typical
running conditions for temperature and pressure are between 420-470 K and 70-150
psig for the alkylation and transalkylation processes. In addition, the
benzene/ethylene (B/E) ratio is lower at approximately 1.5-2.5 by mole ratio.
R
AlCl3 (cat)
R X
-HX
5
F
i
g
u
r
e
1
-
2
:
M
o
b
i
l
/
B
a
d
g
e
r
P
r
o
c
e
s
s
.
2
6
Having a lower B/E ratio reduces the operation costs associated with removing the un-
reacted benzene and provides a more economical plant operation.
2
Another positive
aspect of the liquid phase reaction is that the catalyst is not subjected to high
deactivation rates. However, this type of catalyst does have some downfalls.
The catalyst used in the AlCl3 process is an acid, which tends to corrode the operating
equipment unless the internals of the equipment are lined with special materials
(such as brick or glass). The use of such materials increase construction costs and may
be expensive to maintain as some are quite fragile. In addition, the catalyst is injected
and removed from the process on a continuous basis, leading to higher operation costs
in water and filtration when the catalyst is separated from the process stream.
Finally, the AlCl3 catalyst is hazardous to the environment and there are relatively
high costs involved in assuring that it is stored and disposed of properly.
Further process designs, such as the Alcar Process from Universal Oil Products (UOP)
resolved some of the downfalls of the AlCl3 process. It used a fixed bed of BF3 catalyst
which had reduced corrosion concerns and eliminated the need for continuous catalyst
removal. However, the Alcar process did require much higher operating pressures of
approximately 500 psig and therefore increasing operating costs. Also, the problem of
the AlCl3 catalyst disposal was also present when using the BF3 catalyst. The AlCl3
and Alcar processes are shown in Figures 1-3 and 1-4, respectively.
Research continues for the use of a zeolite catalyst in a fixed bed for a liquid phase
reaction of ethylene and benzene to create ethyl benzene.
2
7
1.2.3 Liquid Phase Reaction Using Zeolite Catalyst in a Fixed Bed
(Lummus/UOP EBOne
TM
)
Similiar to the Mobil/Badger process, the liquid phase reaction uses a zeolite catalyst
which does not require special material for reactor internals, piping, or in other parts
of the process. In addition, the zeolite catalyst is not as harmful to the environment
which saves in disposal costs. There are several patents for this type of reaction,
however, the Lummus/UOP EBOne is the most recent and provides the most benefits.
3
This process, like the preceding AlCl3 and Alcar process, requires an alkylator and a
transalkylator. In addition, the operating temperature and pressures are similar to
that of the AlCl3 process. The B/E alkylator feed ratios range from 1.5-2.0 on a molar
basis. Since temperatures and pressures are not extreme and B/E ratios are relatively
low, there are large savings available in operational costs when compared to the
Mobil/Badger process. Further, since the catalyst is contained in fixed beds there are
reduced operational costs when compared to the AlCl3 and Alcar process because the
catalyst does not have to be continuously removed from the process using a filter and
washing.
8
F
i
g
u
r
e
1
-
3
:
P
r
o
d
u
c
t
i
o
n
o
f
E
B
u
s
i
n
g
A
l
C
l
3
p
r
o
c
e
s
s
.
2
9
F
i
g
u
r
e
1
-
4
:
P
r
o
d
u
c
t
i
o
n
o
f
E
B
u
s
i
n
g
t
h
e
A
l
c
a
r
p
r
o
c
e
s
s
.
2
10
The most positive aspect of the EBOne process is that catalyst life is claimed to be at
least five years for the alkylator and the transalkylator when using the EBZ-500
and EBZ-100 as the fixed bed catalyst, respectively. Also, these catalysts may be
regenerated for at least three cycles. Therefore, they constitute a more economical
alternative to conventional catalyst. Further savings are realized since shutdowns are
less frequent to change out the catalyst in the fixed beds of the reactors. A diagram of
the EBOne process is shown below in Figure 1-5.
Figure 1-5: EBOne process.
3
As Figure 1-5 shows, the main reaction takes place in the Alkylation Section in the
presence of the EBZ-500 catalyst in fixed beds. The ethylene and benzene react to
form the product ethyl benzene and other unwanted products. The top product of this
reactor flows to the Benzene Column where the excess benzene is removed from the
product stream and then sent back as recycle with Fresh Benzene. The remaining
gas is then sent to a Lights Removal Column where any un-reacted ethylene is sent
11
to a flaring system. Any un-separated benzene is also combined with the recycled
benzene stream.
The bottoms of the Benzene Column are sent to the midsection of the Ethyl Benzene
Column. The ethyl benzene product is separated from the other unwanted products
as distillate and then sent to storage. The bottoms of the Ethyl Benzene Column are
sent to the mid section of the Poly-ethyl Benzene Column. The distillate of this
column is condensed and combined with some recycle benzene and then sent to the
Transalkylation Section.
In the Transalkylation Section the side reaction (DEB and TEB) products are
reacted in the presence of the EBZ-100 catalyst in fixed beds to form more ethyl
benzene. The top product of Transalkylation Section is then combined with the top
product of the Alkylation Section, where it repeats the process loop. The bottom
product of the Poly-ethyl Benzene Column is mostly a viscous tar material which is
disposed of as a waste material.
1.2.4 Process Selection
The EBOne process offers the best economical benefits, operating conditions, safety,
and environmental considerations. The EBOne process has been successfully used in
15 fully operational plants with capacities ranging from 65,000 tonne/yr to 200,000
tonne/yr. Five more plants are in the construction phase licensing the EBOne process.
The first plant has being operating at full capacity for 12 years.
3
Low operating
conditions, liquid phase reactions, and the environmentally friendly zeolite catalyst
were the primary determinants in selecting this process for a design basis.
12
2 Process Simulation
2.1 HYSYS Simulation Fluid Property Package
The Peng-Robinson property fluid package was used for this simulation. It utilizes the
Peng-Robinson (PR) equation of state model which can be seen in the HYSYS help
manual. It was chosen because the PR model gives good results for non-polar systems,
and has a wide range of materials that can be used for accurate results. All the
components used in the production of EB are either non-polar or contain very weak
dipole moments. It was also noted that HYSYS contained all the necessary interaction
parameters for the PR EOS model, which sharply improves accuracy.
2.2 Reaction Kinetics
Kinetics for the Alkylation Section are taken from Qi and Zhang (2004)
1
. The
kinetics takes into account the use of zeolite catalyst. The reaction of benzene with
ethylene to produce the product ethyl benzene is as follows:
5 2 5 6 4 2 6 6
H C H C H C H C +
-5 1.0 0.32
1 E B
-45.8
r =8.410 exp( )C C
RT
(2.7)
The reaction of benzene with two moles of ethylene to produce di-ethyl benzene is as
follows:
2 5 2 4 6 4 2 6 6
) H (C H C H 2C H C +
-4 1.3 0.33
2 E B
-61.6
r =6.0310 exp( )C C
RT
(2.8)
The reaction of ethyl benzene with ethylene to produce di-ethyl benzene is as follows:
2 5 2 4 6 4 2 5 2 5 6
) H (C H C H C H C H C +
-7 1.77 0.35
3 E EB
-86.4
r =8.510 exp( )C C
RT
(2.9)
The three kinetic equations above have the units of kgmole/m
3
s. The activation
energies given in Qi and Zhang (2004) did not contain information on units. A second
source indicated that the units were kcal/mol.
7
The results of a conversion of the
activation values into kJ/kgmol are shown above in Eq. (2.7)-(2.9). The equilibrium
13
reaction of benzene with di-ethyl benzene to form two moles of ethyl benzene is as
follows:
( )
6 6 6 4 2 5 6 5 2 5
2
C H C H C H 2C H C H +
( )
EQ
276.6
ln K = -0.3599
T
(2.10)
The reactions for the Transalkylator Section were modeled using the equilibrium
expression in Eq. (2.10). These were derived using thermodynamic assumptions
described in literature.
8
The equilibrium constant can be related to temperature using
the following expression:
( )
o
H 1 1
K
ln =- -
K
R T T
| |
|
\ .
(2.11)
Where
K = Equilibrium constant at temperature T
K = Reference Equilibrium constant at temperature T
= Standard enthalpy change of reaction
T = Arbitrary temperature
T = Reference temperature at value of Equilibrium constant K
The reference temperature and equilibrium constant were given in Qi and Zhang
(2004). These values had a K value of 0.883 and a T value of 571 K.
1
The standard
reaction enthalpy was determined using HYSYS as -2.4x10
3
J/mol. Manipulation of
Eq. (2.11) and substituting the appropriate values in for variables yields Eq. (2.10).
In the following section, a detailed description of the simulation in HYSYS will be
presented discussing each major unit operation with its function, parameters such as
height, diameter, required work/duty, etc.
14
2.3 HYSYS Process Flow Diagram
Figure 2-1 shows the HYSYS process flow diagram in its entirety. There are 14 main
process operations contained in five sections of the plant. Table 2-1 summarizes the
PFD labels of these operations with descriptions of the equipment and the section of
the plant in which they are contained. Table 2-2 shows a summary of each of the five
sections of the plant.
Table 2-1: Operation-section key
PFD Label Operation Description Plant Section
P-1 Fresh benzene feed pump to
Alkylator
Section 1
E-1 Alkylation Feed Cooling Water
Heat Exchanger
Section 1
P-2 C-1 Recycle Pump Section 1
R-1-1A/R-1-2A Train One Alkylation Section Section 2
R-2-1A/R-2-2A Train Two Alkylation Section Section 2
R-1-1B/R-1-2B Train One Equilibrium Reactor Section 2
R-2-1B/R-2-2B Train Two Equilibrium Reactor Section 2
VLV-100 Alkylation Effluent Pressure
Reducer
Section 2
E-2 R-1 Assembly Effluent Cooling
Water Heat Exchanger
Section 3
C-1 Benzene Separation Column Section 3
C-2 EB Separation Column Section 3
C-3 Flash Drum Section 3
E-3 C-2 Bottoms Cooling Water
Heat Exchanger
Section 4
R-3-1A Transalkylation Alkylator Section 4
R-3-1B Transalkylation Equilibrium
Reactor
Section 4
15
F
i
g
u
r
e
2
-
1
:
H
Y
S
Y
S
s
i
m
u
l
a
t
i
o
n
P
F
D
.
16
Table 2-2: Plant section description.
Section
Number
Brief Description
Section 1 Feed preparation section of the plant. Its purpose is to
prepare the feed components for the reactions in Section 2.
Section 2 Alkylation section of the plant which is divided into two
trains of reactors. The purpose of this section is to form
ethyl benzene from ethylene and benzene raw components.
It contains four real reactors, a reducing valve and an
effluent cooling water heat exchanger.
Section 3 Benzene and ethyl benzene separation section of the plant.
It contains two distillation columns and a flash drum.
Section 4 Transalkylation section of the plant. Converts some of the
diethyl benzene to ethyl benzene using C-1 benzene recycle
Section 5 Cooling water section of the plant. It provides the plant
with the required cooling water needed in the distillation
columns, reactor cooling jackets, and the three cooling
water heat exchangers.
A detailed description of each section is discussed in the following sections.
Operating conditions, performance, design specifications are discussed in
further detail.
2.4 Section 1: Feed Preparation
The purpose of this section of the ethyl benzene plant is to prepare the feed
components for processing in Section 2 of the plant where the alkylation
reaction occurs. This section handles a large recycle benzene stream which is
combined with the raw feed components.
Section 1 of the EB plant includes the fresh feed streams of benzene and
ethylene, the benzene feed pump (P-1), the benzene recycle pump (P-2), and
17
the R-1/R-2 assembly feed heat exchanger (E-1). The raw ethylene arrives on
site from a pipeline which operates at approximately 4 MPa and is reduced to
1.8 MPa before entering the main plant. The feed and recycle are mixed then
cooled using a cooling water shell and tube heat exchanger (E-1). The tube
side of the exchanger contains the cooled product which then proceeds to
Section 2 for alkylation. A HYSYS schematic of this section is shown in
Figure 2-2.
Figure 2-2: Section 1 feed preparation.
Table 2-3 summarizes the composition, operating conditions, and flow rates
for the important streams.
Table 2-3: Section 1 conditions.
Fresh
Benzene
Ethylene
Raw Feed
E-1-Inlet
Train-
Feed
Recycle
Feed
Temperature [C] 25 268 90 40 83
Pressure [kPa] 101 1800 1800 1780 1800
Mass Flow Rate
[kg/h]
14,500 4769 78,530 78.530 59,260
Benzene Mole Frac. 0.99 0.0 0.83 0.83 0.98
Ethylene Mole Frac. 0.00 1.0 0.17 0.17 0.02
18
To pump the fresh benzene to the reactor conditions of 1.8 MPa, the pump
requires 10.5 kW of power when running at 75% efficiency. In order to
prevent catalyst deactivation, the feed ratios of the benzene/ethylene (B/E
ratio) are adjusted using a spreadsheet (Feed Ratios and Reactor
Calculations) to a value of 5.5 on a molar basis. This ratio may be reduced
further to approximately 1.4 by the addition of more ethylene. However the
HYSYS simulation became unstable for any attempts to decrease the ratio. If
this ratio is decreased any further than 1.4, the deactivation of the zeolite
catalysts in the R-1 assembly becomes a major issue requiring the shutdown
of the R-1 reactor for catalyst re-activation or worse, replacement.
1
It should
be noted that increasing this ratio in HYSYS drastically improved the
benzene conversion, however HYSYS does not take catalyst deactivation into
account, and as such, the simulation is bound to this constraint.
9
The desired
B/E ratio from the reactor inlet steam (Train Feed) is controlled in the
HYSYS simulation through a spreadsheet (Feed Ratios and Reactor
Calculations).
The E-1 heat exchanger is simulated with a complex shell and tube heat
exchanger. The process stream flows on the tube side of the exchanger and
the cooling water passes through the shell side. Heat integration was not
possible however, since no heating is required in the simulation other then
the re-boilers in the distillation columns (where heat integration is not used).
19
2.5 Section 2: Alkylation Reaction and Effluent Cooling
Section 2 of the ethyl benzene plant consists of a benzene/ethylene alkylation
reactor assembly which forms the product compound of ethyl benzene and
other by-products such as diethyl benzene. The assembly is divided into two
trains, Train 1 and Train 2. Each train consists of two CSTR reactors and two
equilibrium reactor models to simulate the non-reversible and equilibrium
reactions, respectively, represented in Eq. (2.7)-(2.10). The overall purpose of
this section of the plant is to facilitate a reaction to produce ethyl benzene at
the highest yield and level of safety as possible. A schematic of this section of
the plant is illustrated in Figure 2-3.
Figure 2-3: Section 2 alkylation reactor assembly.
The two trains are identical to each other in terms of mass flow rate,
pressure, temperature, and composition. Table 2-4 summarizes the process
20
details for each reactor while the conditions for the Recycle 2 and E2 Inlet
stream can be seen in Table 2-5.
Table 2-4: Section 2 reactor conditions.
R-1-1-A/
R-2-1
R-1-1B-Liq/
R-2-1B
R-1-2A/
R-2-2A
R-1-2B
R-2-2B
Temperature (C) 125 125 138 138
Pressure (kPa) 1700 1700 1700 1700
Mass Flow Rate
(kg/h)
39,210 39,210 39,210 39,210
Benzene Mole Frac. 0.870 0.822 0.837 0.821
Ethylene Mole Frac. 0.073 0.073 0.021 0.021
EB Mole Frac 0.00 0.096 0.107 0.14
DEB Mole Frac. 0.056 0.0081 0.034 0.017
Table 2-5: Recycle 2 and E2 Inlet stream data.
Recycle 2 E2 In
Temperature (C) 20 115
Pressure (kPa) 500 500
Mass Flow Rate (kg/h) 22,540 100,000
Benzene Mole Frac. 0.846 0.826
Ethylene Mole Frac. 0.007 0.018
EB Mole Frac 0.135 0.016
DEB Mole Frac. 0.012 0.016
The volume of each CSTR model is approximately 35m
3
, which are ordered in
series for both trains as illustrated in Figure 2-3. Realistically, a reactor
reaches its size limit around 250 m
3
. The reactor volume had a negligible
effect on the benzene conversion. HYSYS encountered some difficulties in
performing accurate case studies to optimize the reactor volumes. However,
21
35m
3
was the smallest volume to which HYSYS would converge without
giving inappropriate results.
At steady state, the R-1 assembly runs at 125C and 1700 kPa in which there
is a 13C exotherm in the second R-1 of each train. These process conditions
are based on U.S. Patent 6,504,071 and most conditions fall within the
proposed ranges.
10
To improve heat efficiency of the plant, the reactors were
allowed to provide more exotherm instead of using large amounts of energy to
cool the reactant contents. The reactor outlets are cooled just enough to
maintain them in the liquid phase. As a result, the reactant outlets do not
require heating to become a saturated liquid before entering C-1. Since
cooling water is cheaper then steam this more economical.
E-2 was simulated using a complex shell and tube heat exchanger. The
process stream flows in the tube side of the exchanger and is cooled by water
passing through the shell side of the exchanger. Again heat integration was
not possible as there are no process streams that require heating other than
the re-boilers of the distillation columns.
In order to obtain a respectable life of the EBZ-500
TM
catalyst, the B/E ratio
must be maintained as high as possible in order to keep ethylene as a
limiting reagent, and therefore limiting its interaction with the catalyst and
22
causing deactivation. As previously stated, the deactivation of the catalyst
increases operational costs in the forms of increased shutdowns and catalyst
replacement and regeneration. However, this ratio must also be kept as low
as possible to prevent high separation cost of benzene in C-1.
2.6 Section 3: Benzene and Ethyl Benzene Separation
Section 3 of the ethyl benzene plant consists of two distillation columns (C-1
and C-2) and a flash drum (C-3). This section of the plant is used to separate
benzene and ethyl benzene from the main process stream. A schematic of this
section of the plan is shown in Figure 2-4.
Figure 2-4: Section 3 benzene and ethyl-benzene separation.
23
The benzene separation occurs in C-1 in which the distillate stream is 99.7%
benzene (m.f.). A portion of the distillate proceeds to C-3 for flaring and to
provide benzene to the transalkylation section. This is accomplished by
invoking a 40 kPa pressure drop allowing some of the process stream to flash
off. The remainder is recycled back to the feed section of the plant for further
reaction in the R-1 assembly. The bottoms of the column proceed to C-2 for
further separation. Process details of C-1 inlets and outlets are detailed in
Table 2-6 and the process details of C-3 can be seen in Table 2-7.
Table 2-6: Section 3 C-1 process data.
C-1-Feed C-1-Distillate C-1-Liquid
Temperature [C] 107 83 194
Pressure [kPa] 470 400 400
Mass Flow Rate [kg/h] 101,000 79,470 21,470
Benzene Mole Frac. 0.083 0.976 0.051
Ethylene Mole Frac. 0.018 0.022 0.001
EB Mole Frac. 0.139 0.002 0.848
DEB Mole Frac. 0.016 0.0 0.100
Table 2-7: Section 3 C-3 process data.
Out-4
Benzene to
Tankage
Benzene to
Transalk
Temperature [C] 83 82 82
Pressure [kPa] 400 360 360
Mass Flow Rate [kg/h] 19,820 47 19,770
Benzene Mole Frac. 0.977 0.311 0.991
Ethylene Mole Frac. 0.022 0.689 0.007
EB Mole Frac. 0.002 0.00 0.002
DEB Mole Frac. 0.00 0.00 0.00
24
C-1 is approximately 16.3 m high, has a diameter of approximately 3.4 m,
and contains 27 actual trays (assuming a tray efficiency of 60%). The feed
stage is on tray number 19, where the column is numbered from top to
bottom. C-1 removes 99.5% of the benzene from the process stream. The
reflux ratio is 15.8 and the column has a pressure drop of 70 kPa.
The bottoms of C-1 are sent to C-2 where ethyl benzene is separated from
diethyl benzene. C-2 is approximately 20.3 m high, has a diameter of 2.3 m,
and contains 33 trays assuming 60% tray efficiency. C-2 removes 99.9% of the
ethyl benzene from the process stream. Table 2-8 illustrates the process
details of C-2. The distillate stream of C-2 is the product stream of ethyl
benzene while the bottoms of the column are mainly diethyl benzene which is
transalkylated to produce more diethyl benzene product.
Table 2-8: Section 3 C-2 process data.
C-2-Distillate C-2-Liq
Temperature [C] 185 240
Pressure [kPa] 360 360
Mass Flow Rate [kg/h] 18,770 2700
Benzene Mole Frac. 0.042 0.0
Ethylene Mole Frac. 0.0 0.0
EB Mole Frac. 0.978 0.007
DEB Mole Frac. 0.0 0.993
Table 2-8 shows a summary of the design specifications of C-1 and C-2.
25
Table 2-8: Section 3 C1 and C2 design summary.
C-1 C-2
Height (m) 16.3 20.3
Width (m) 3.4 2.3
Number of Actual Trays
(60% Efficiency)
27 33
Reflux Ratio 0.7 2.1
Re-boiler Duty (kW) 16 5
Condenser Duty (kW) 16 5
Feed Stage 11 19
2.7 Section 4: Transalkylation
Section 4 of the EB plant design is the transalkylation reaction section. A
diagram of this section is shown in Figure 2-5.
Figure 2-5: Section 4 transalkylation.
Approximately 23,000 kg/h enters the transalkylator. A breakdown of the
stream components are shown in Table 2-6.
26
Table 2-6: Section 4 conditions.
Component E-3-Out (mol %) R-3-1B-Liq (mol %)
Benzene 90.7 80.4
Ethylene 1.7 0.3
EB 0.2 17.4
DEB 7.2 1.9
Toluene <0.0001 <0.0001
The Transalkylator (R-3-1A & R-3-1B) makes use of the equilibrium and
CSTR models. Equilibrium kinetics were described in Eq. (2.11).
Approximately an 83% conversion of EB to DEB was obtained. Conditions for
the transalkylation section were not described in the supporting
documentation for EB production. However, a paper documenting the
transalkylation reaction of EB to form benzene and DEB operates their
transalkylator at high temperatures (400-600 K).
11
Since the reverse is
required for this plant design, it is logical that lower temperatures are
required for the reaction to produce EB. This is supported by inspection of
Eq. (2.10). The transalkylation process is independent of pressure, and as
such there is no reason to lower the pressure when it will need to be
increased again for the recycle loop.
12
The reactor has been sized at 30 m
3
. The simulation did not converge at lower
volumes, and the conversion achieved at higher volumes was negligible. The
bottoms of C-2 is mixed with the benzene recycle and cooled to 25C and
maintained at 360 kPa. A larger proportion of DEB is desired to increase the
27
amount of EB formed, however this is related to the high benzene-ethylene
ratio entering the R-1/R-2 assembly. There is too much unreacted benzene
circulating the recycle streams, and not enough ethylene is present to
increase the amount of EB and DEB formed.
2.8 Section 5: Cooling Water System
Section 5 of the EB plant consists of the upper and lower cooling water
headers for the plant. Figure 2-6 shows the upper header inlet and lower
header.
Figure 2-6: Section 5 transalkylation of DEB.
Cooling water at 22C and 100 psig enters the upper header and exits the
plant at 55C and 100 psig. Approximately 633,000 kg/h of cooling water is
required. The outlet temperature was determined to be below 60-70C to
avoid scaling issues. An inlet temperature of 22C was selected based on an
average seasonal temperature.
28
2.9 Energy Requirement Summary
The energy requirements for the plant are summarized in Table 2-7. It is
readily apparent that the largest utility costs are the condenser and re-boiler
of the columns C-1 and C-2. Steam is used for the re-boiler requirements as
the temperatures are not unrealistically large. Relatively low pressures are
used in the plant resulting in low pump costs.
Table 2-7: Energy requirements summary.
Energy Stream Unit Power Req. [kW]
P-1-D P-1 10
P-2-D P-2 40
E-1 E-1 -2,150
R-1-1A-D R-1-1A -110
R-1-1B-D R-1-1B -34
R-1-2A-D R-1-2A 490
R-1-2B-D R-1-2B -10.5
R-2-1A-D R-2-1A -110
R-2-1B-D R-2-1B -34
R-2-2A-D R2-2A 490
R-2-2B-D R-2-2B -10.5
E-2 E-2 -415
C-1-CD C-1 16,000
C-1-RD C-1 16,000
C-2-CD C-2 5,000
C-2-RB C-2 5,000
E-3 E-3 853
R-3-1A-D R-3-1A -128
R-3-1B-D R-3-1B -25
P-3-D P-3 1.5
29
3 Market Survey
Over 99.9% of the ethyl benzene produced in the world is used in the
manufacture of styrene. Therefore, the demand for ethyl benzene is
determined primarily by styrene production.
16
EB is also used in the
manufacturing of industrial solvents and, on occasion, in the production of
diethyl benzene, acetophenone and ethyl anthrax-quinone.
3.1 UOP Process
In 1996, UOP and Lummus successfully commercialized a new zeolitic EBZ-
500 catalyst for the alkylation of benzene with ethylene to produce EB.
19
The
first commercial plant to use the liquid-phase process began production in
1990 by the Nippon Styrene Monomer Corporation (Japan). The plant used
the UOC-4120 zeolite catalyst manufactured by UOP for both the alkylation
and transalkylation reactors. Two subsequent plants were constructed in
Japan in 1994, this time, using the newly developed EBZ-100 transalkylation
catalyst. By 1997, full-scale plants were using EBZ-500 (the catalyst proposed
for the current project) in South-East Asia, Japan, and Germany.
3.2 Styrenics Industry (Nova Chemicals)
Styrene is produced from ethyl benzene, which in turn, is made from benzene
and ethylene. All of the ethylene and a significant portion of the benzene
requirements for the styrene facility in Sarnia are supplied from the
30
Corunna, Ontario olefins facility. The remaining benzene feedstock is
purchased from nearby petroleum refineries.
20
Novas global styrenic polymer feedstock requirements are presently met
through internal styrene monomer production and long-term supply
arrangements. For locations in Europe requiring styrene, Nova uses a series
of trans-Atlantic arrangements with other producers (at local-producer
economics). Three separate acquisitions of styrenics assets from ARCO
Chemical Company, Huntsman Corporation and Shell Petroleum Company
Limited in 1996, 1998 and 2000, respectively, resulted in Nova being net
sellers of styrene monomer.
20
Current styrene monomer production capacity, together with long-term
supply contracts, exceeds Novas annual requirements for styrenic polymer
production by 500 million kg. In a tight market, this allows for maximum
styrenic polymer sales. It also allows for the sale of scarce monomer at high
prices in the spot market. However, when demand for styrene and
polystyrene diminish, excess styrene monomer must be sold at low spot
prices, straining profit margins.
3.3 Plant Location
The geographical location of a plant can play a pivotal role in the design of a
plant. When considering a location, many variables must be considered before
31
a conclusion can be drawn on the best site. Although, there can be major
environmental aspects to be concerned with, the major factor is for the most
economical location such as the availability of raw materials and ambient
temperatures.
13
The Nova Chemicals styrene plant is located in Sarnia-Lambton's Chemical
Valley, about 230 km west of Toronto, Ontario. Figure 3-1 depicts a map of
the location with respect to several of the Great Lakes and Detroit, Michigan.
The Sarnia site supplies styrene to Nova Chemicals' Montreal, Quebec and
Springfield, Massachusetts polystyrene operations as well as other
commercial operations in North America and Europe.
21
Figure 3-1: Styrene/EB plant location (Sarnia, Ont.).
3.4 Raw Material Availability
As discussed in Section 3.2, all ethylene feedstock is obtained from Corunna,
as does the majority benzene feed. Both arrive on-site via pipeline. The
balance benzene is purchased from local plants.
32
3.4.1 Ethylene
20
Nova Chemical owns two ethylene facilities in Canada. The major plant is
located in Joffre, Alberta and accounts for 75% of their total ethylene
production. The remaining 25% is manufactured at the Corunna, Ontario
olefins plant in a flexi-cracker. All ethylene plants at Joffre use ethane as
their primary feedstock. Natural gas is purchased to replace the energy loss
due to the extracted ethane from the gas stream.
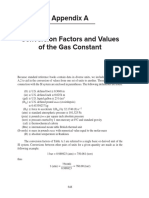
The Joffre site is the largest ethylene complex in the world and runs more
economically than its similar counterparts in the US. In 2003 and 2002, this
advantage was approximately $0.09/kg, down from about $0.11/kg in 2001,
and down from a 14-year historical average of $0.13/kg (Figure 3-2). In 2002
and for most of 2003, excess supply reduced the price for ethane relative to
natural gas on the U.S. Gulf Coast (USGC) and caused the cost advantage to
decline. In the second half of 2004, demand for ethane began to improve on
the USGC and for 2004, the average ethylene advantage increased to
$0.15/kg. This results in a feedstock cost of $0.48/kg.
Figure 3-2: Alberta ethylene cost advantage (/lb).
70
33
The ethylene plant in Corunna has the flexibility to switch part of its
feedstock slate between natural gas liquids and crude oil derivatives,
depending on market conditions. Feedstock decisions are made by using a
model that calculates the most profitable mix of end products that can be
produced from the optimal feedstock slate.
3.4.2 Benzene
A worldwide shortage of benzene, combined with strong demand for the key
raw material has sent prices skyrocketing in 2004. Prices have more than
doubled to record highs of $4.25 per US gallon for spot product and $3.95 per
US gallon for contract benzene earlier this year. Current benzene price is
approximately $3.50 per US gallon ($1.05/kg).
Rapidly increasing benzene pricing (see Figure 3-3) could hurt the US styrene
market, however, exports have been strong enough to maintain production.
Export pricing on styrene monomer does support these higher benzene levels,
especially since ethylene and natural gas prices have moderated. Currently,
US styrene demand has been unremarkable.
22
34
Ethylene (US contracts; cts/lb)
0
5
10
15
20
25
30
35
40
45
Oct-03 Nov-03 Jan-04 Mar-04 Apr-04 Jun-04 Aug-04 Sep-04 Nov-04 Dec-04
Styrene (US spot; cts/lb)
0
10
20
30
40
50
60
70
Oct-03 Nov-03 Jan-04 Mar-04 Apr-04 Jun-04 Aug-04 Sep-04 Nov-04 Dec-04
Benzene (US spot; $/gal)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
Oct-03 Nov-03 Jan-04 Mar-04 Apr-04 Jun-04 Aug-04 Sep-04 Nov-04 Dec-04
Methanol (US spot;cts/gal)
0
10
20
30
40
50
60
70
80
90
100
Oct-03 Nov-03 Jan-04 Mar-04 Apr-04 Jun-04 Aug-04 Sep-04 Nov-04 Dec-04
Figure 3-3: Selling prices for ethylene, benzene, and styrene for 2003-
2004.
23
3.4.3 Operating Results, 2003 versus 2002
20
Novas styrenics business results declined in 2003, bringing their net loss to
$130 million from a $102 million loss in 2002. Price increases implemented
throughout 2003 kept pace with rapidly rising feedstock costs but were more
than offset by higher natural gas-based utilities and distribution costs, as
well as the negative impact of the outage on the Bayport, Texas styrene
monomer facility. As feedstock costs increased in the fourth quarter of 2003,
and continued to rise in early 2004, styrene prices continue to increase. These
price increases were announced for styrene monomer and the full slate of
styrenic polymers in both North America and Europe. The price increased by
$0.07-$0.13/kg between December 2003 and March 2004. Implementation of
announced price increases depends on many factors, including market
conditions, the supply/demand balance for each particular product and
feedstock costs. Price increases have varying degrees of success. They are
35
typically phased in and can differ by product or market. Benchmark price
indices sometimes lag behind price increase announcements due to the
timing of publication. Revenues increased $274 million, or 21%, from $1,305
million in 2002 to $1,579 million in 2003 due to pricing improvement and
strong styrene monomer sales.
3.5 Demand
The current global market is stable for styrene, but is poised to tighten
considerably, owing to a significant number of turnarounds planned for the
first two quarters of 2004. A possible roadblock to any run-up in styrene is its
main feedstock benzene, which has seen its price rise because of higher
energy costs (as discussed in Section 3.4.2).
24
North American demand for ethyl benzene is shown in Figure 3-4. The
market is still recuperating from the substantial decrease in demand in 2001,
but is expected to increase to six billion kg by 2007.
15
Current North
American production is shown in Table 3-1, and speculates that there is
presently more ethyl benzene being produced than the market can support.
36
$5,858
$6,119 $6,128
$4,819
$5,554
$5,434
4000
4500
5000
5500
6000
6500
1998 1999 2000 2001 2002 2003
D
e
m
a
n
d
(
m
i
l
l
i
o
n
s
o
f
k
g
)
Figure 3-4: Demand for ethyl benzene since 1998 (in millions of kg).
Table 3-1: Yearly North American production of EB.
25
Producer
Capacity
[millions of kg/yr]
BP Chemicals, Texas City, TX 500
Chevron, St. James, LA 800
Cos-Mar, Carville, LA 1,000
Dow, Freeport, TX 850
Huntsman, Odessa, TX 150
Lyondell Chemical, Channelview, TX 1,350
Nova, Bayport, TX 650
Sterling, Texas City, TX 900
Westlake, Lake Charles, LA 150
Nova Chemicals, Sarnia, Ont. 430
Total 6,780
3.6 Outlook
Ethyl benzenes market growth depends highly on the demand for styrene. At
current rates, the demand for styrene is growing globally at about 5%
annually.
15
However, growth in North America is only expected to increase by
37
2% in the long term. Accordingly, ethyl benzene is only expected to increase
by 2%.
World demand for ethyl benzene in 2001 was about 23 million metric tons.
Overall ethyl benzene demand will increase at an average annual rate of
4.6% from 2001 to 2006 (or 3.4% from 2000 to 2006), resulting in global ethyl
benzene demand of about 29 million metric tons in 2006. Consumption is
expected to grow the fastest in the Middle East and South America.
16
4 Costs
The current NPV of the plant is US$ 7 million. This value is based on the
assumed 20-year life of the plant and a MARR of 20%. A new process
technology is considered a medium level of risk, which corresponds to an
MARR between 16-24%.
14
The discounted rate of return (ROR) was
determined to be 27%.
4.1 Equipment Costs
Equipment costs have been calculated for the current plant design based on
available data from Peters and Timmerhaus.
14
Estimated purchasing and
installation costs are shown in Table 4-1. For economical reasons, carbon
steel was selected for equipment construction. Carbon steel has suitable
corrosion resistance for the chemicals used in the production of EB.
14
38
Total purchasing costs in 2004 amount to US$ 3.6 million and total
installation costs are US$ 2.3 million. The two distillation columns (C-1 and
C-2) account for the largest portion (60%) of the equipment costs.
Table 4-1: Equipment costs (all equipment is carbon steel).
EB = 156,000 tonne/yr
Equipment Description
Purchase
Cost,
US $
Install
Cost,
US $
Cost Formula
Ref
(P&T)
CSTR (R-1) 35 m
3
; CS
jacketed; 300
psia
121,800 54,800 21,000(V)
0.529
p. 628
CSTR Motor (R-1) 35 m
3
2,600 1,200
3
0.08(V) P =
380(P)
0.53
p. 520
CSTR (R-1) 35 m
3
; CS
jacketed; 300
psia
121,800 54,800 21,000(V)
0.529
p. 628
CSTR Motor (R-1) 35 m
3
2,600 1,200
3
0.08(V) P =
380(P)
0.53
p. 520
CSTR (R-1) 35 m
3
; CS
jacketed; 300
psia
121,800 54,800 21,000(V)
0.529
p. 628
CSTR Motor (R-1) 35 m
3
2,600 1,200
3
0.08(V) P =
380(P)
0.53
p. 520
Pump (P-1)
16 m
3
/h 5,600 2,400
0.36
) v 2,048(
p. 519
Pump Motor (P-1) 10 kW 1,300 600 380(P)
0.53
p. 520
Pump (P-2)
68 m
3
/h 9,300 4,000
0.36
) v 2,048(
p. 519
Pump Motor (P-2) 39 kW 2,600 1,100 380(P)
0.53
p. 520
Pump (P-3)
26 m
3
/h 6,600 2,800
0.36
) v 2,048(
p. 519
Pump Motor (P-3)
2 kW 500 200 380(P)
0.53
p. 520
Separator
3.3 m
3
33,400 15,000
0.67
15,000(V)
p. 864
Heat Exchanger (E-1) 26.9 m
2
8,279 3,312
1,290(A)
0.565
p. 682
Heat Exchanger (E-2) 35.4 m
2
9,684 3,873
1,290(A)
0.565
p. 682
Heat Exchanger (E-3) 34.6 m
2
9,546 3,818
1,290(A)
0.565
p. 682
Dist Col (C-1) 3.4 m diameter;
27 trays; 16.3 m
height, = 0.6
1,051,200 788,400 1,230(D)
1.39
Ntray
4,050(D)
1.39
H
p. 794
Condenser (C-1) 59E6 kJ/h;
212 m
2
104,800 78,600 ) T Q/(1500 A
L
=
7,400(A)
0.70
p. 682
Reboiler (C-1) 59E6 kJ/h;
713 m
2
245,100 110,300 T) Q/(4000 A =
7,400(A)
0.70
p. 682
39
Dist Col (C-2) 2.3 m diameter;
33 trays; 20.3 m
height, = 0.6
977,300 733,000 1,230(D)
1.39
Ntray
4,050(D)
1.39
H
p. 794
Condenser (C-2) 18E6 kJ/h;
242 m
2
115,100 86,300 ) T Q/(1500 A
L
=
2,470(A)
0.70
p. 682
Reboiler (C-2) 18E6 kJ/h;
368 m
2
154,100 69,400
T) Q/(4000 A =
2,470(A)
0.70
p. 682
Totals (2002) 3,345,000 2,178,000 M&S = 1117
Totals (3Q 2004) 3,576,000 2,328,000 M&S = 1194
4.2 Capital Costs
The capital costs for the preliminary plant design are shown in Table 4-2.
The capital cost includes equipment, materials, labour, indirect construction
costs, engineering, and contingencies. The total capital investment was
estimated at US$ 23.7 million or $US 150/tonne-yr.
Table 4-2: Capital costs (EB = 156,000 tonne/yr).
Item Factor Cost, US $ Reference
Equipment - 3,576,100 -
Installation - 2,328,100 P&T, p. 244
Instrumentation 0.36 (E) 1,287,400 P&T, p. 251
Piping 0.68 (E) 2,431,700 P&T, p. 251
Electrical 0.11 (E) 393,400 P&T, p. 251
Building 0.18 (E) 643,700 P&T, p. 251
Yard 0.10 (E) 357,600 P&T, p. 251
Service facilities 0.70 (E) 2,503,200 P&T, p. 248
(Land) 0.06 (E) 214,600 P&T, p. 176
Total Direct Plant Cost (excl.
_land)
13,521,100
-
Engineering 0.33 (E) 1,180,100 P&T, p. 251
Construction 0.41 (E) 1,466,200 P&T, p. 251
Legal Expenses 0.04 (E) 143,000 P&T, p. 251
Contractors Fees 0.22 (E) 786,700 P&T, p. 251
Contingency 0.44 (E) 1,573,500 P&T, p. 251
Total Indirect Plant Cost 5,149,500 -
Fixed-Capital Investment 18,670,700 -
Start-Up Expense 0.10 (FCI) 1,867,100 P&T, p. 340
Working Capital 0.89 (E) 3,182,700 P&T, p. 251
Total Capital Investment 23,720,000
($150/tonne-yr)
-
40
4.3 Direct Operating Costs
The projected direct operating costs are summarized in Table 4-3. Since
catalyst is purchased once every five years, an annual equivalent rate was
calculated. Approximately 96% of the annual cost is associated with the raw
material; 83% of which is benzene.
The indirect operating costs, or fixed costs, are represented in Table 4-4. The
projected total operating costs (direct and indirect) for the EB plant is
estimated at US$ 160.2 million, or US$ 1,030/tonne.
Table 4-3: Direct operating costs (EB = 156,000 tonne/yr).
Item Rate Basis
Cost ,
US $/yr
Reference
Benzene 14,200 kg/yr 1.05 129,717,000 Ref 23
Ethylene 4,770 kg/yr 0.484 20,081,900 Ref 23
Catalyst 43,500 kg/5yr 0.05 12,400 Ref 26
Power 50 kW $0.055/kwh 24,000 Ref 27
Water 633,000kg/yr $8E-6/kg (20C) 44,100 P&T, p. 266
Steam
4,160 kg/yr
$7.70E-3/kg
(P=100psia) 2,769,000 P&T, p. 266
Labour - $25/h 2,175,000 P&T, p. 265
Supervision 0.15 (L) - 326,300 P&T, p. 270
Maint. &
repair 0.07 (FCI) - 1,306,900 P&T, p. 266
Oper. Supplies 0.15 (M&R) - 196,000 P&T, p. 268
Labour
supplies 0.15 (L) 326,300 P&T, p. 204
41
Table 4-4: Indirect operating costs (EB = 156,000 tonne/yr).
Item Basis Cost, US $/yr Reference
Taxes 0.015 (FCI) 280,100 P&T, p. 269
Insurance 0.01 (FCI) 186,700 P&T, p. 269
Overhead 0.60 (L+S+M) 2,284,900 P&T, p. 270
Administration 0.20 (L) 435,000 P&T, p. 270
Indirect Operating Costs 3,186,700 -
Total Operating Costs 160,165,700
($1,030/tonne)
-
4.4 Profitability
The current plant design is economically viable. Figure 4-1 shows the
expected rate of return as a function of the selling price of ethyl benzene at
the current EB selling price of $1.12/kg.
71
Note that all other variables (e.g.
purchasing price of raw material) are held constant in the calculation. Figure
4-1 indicates that EB can be sold for $1.02/kg to break even and $1.09/kg to
meet the MARR of 20% based on the current production.
0
10
20
30
40
50
60
70
80
90
100
0.9 1 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8
Selling Price of EB ($)
R
a
t
e
o
f
R
e
t
u
r
n
(
%
)
Current = $1.12/kg
ROR = 27%
Figure 4-1: Rate of return as a function of selling price.
Figure 4-2 shows the relationship of total capital cost (TCI) in $/tonne-year
and total operating cost (TOC) in $/tonne as a function of EB production. At
42
the current production rate of 156,000 tonne/yr, the TCI and TOC are
approximately $US 150/tonne-year and $US 1,030/tonne, respectively.
50.0
70.0
90.0
110.0
130.0
150.0
170.0
190.0
210.0
110,000 120,000 130,000 140,000 150,000 160,000 170,000 180,000
EB Production (tonne/yr)
$
T
C
I
/
t
o
n
n
e
-
y
e
a
r
0.0
200.0
400.0
600.0
800.0
1,000.0
1,200.0
$
T
O
C
/
t
o
n
n
e
Total Capital Investment Total Operating Cost
Total Capital Investment
Total Operating Cost
Figure 4-2: Relationship of total capital cost and total operating cost
as a function of EB production.
Figure 4-3 shows the relationship between ROR and ethyl benzene
production for various selling prices of EB.
0
5
10
15
20
25
30
35
40
45
50
50,000 70,000 90,000 110,000 130,000 150,000 170,000 190,000 210,000 230,000 250,000
EB Production (tonne/yr)
R
O
R
(
%
)
Current Rate = 156,000 tonne/yr
$1.20/kg
$1.15/kg
$1.12/kg (Current Price)
$1.10/kg
$1.05/kg
Figure 4-3: Relationship of ROR as a function of EB production for
various selling prices of EB (current = $US 1.12/kg).
43
5 Environmental Considerations
The following sections discuss general environmental considerations that
should be made during the design phase of the EB process.
5.1 Plant Design Considerations
There are two main concerns that should be taken into consideration for the
plant design and costing: green house gas emissions and waste water
treatment.
5.1.1 Greenhouse Gas Emissions
It is expected that steam shall be generated from the combustion of natural
gas. This natural gas shall be bought within Nova Chemicals pipeline near
Sarnia. Combustion of the natural gas will produce greenhouse gas emissions
that will have to be treated or separated if emissions do not meet the
regulation guidelines. Two possibilities for managing CO2 emissions are CO2
sequestration versus CO2 capture and storage.
Carbon dioxide sequestration is the natural act of CO2 storage in nature in a
sink. A sink, defined by the United Nations Framework on Climate Change,
is a process, activity, or mechanism which removes a greenhouse gas from the
atmosphere. There are three main sinks: biospheres (oceans and forests),
44
geological formations (coal beds and active or depleted oil and gas reservoirs),
and material sinks (wood products, chemicals, and plastics).
Carbon dioxide capture and storage is an industrial process to capture CO2
from a waste stream and either direct it to a natural sink or store it for
industrial use. Modern industry dictates that the safest and most reliable
sink is to store CO2 in natural gas and oil reservoir. Based on the current
steam requirements for the plant, it is possible that a significant amount of
natural gas will be needed to supply the energy requires for the process.
28
The greenhouse gasses released from combustion must be either captured or
sequestered.
5.1.2 Vapour Flaring
The vent gas from column C-1 that cannot be recovered will have to be
vented. An alternative is to flare the gas. Flaring the gas will burn the
released ethylene and benzene, producing CO2. While this may increase the
amount of CO2 exiting the plant, a high efficiency flare can reduce or
eliminate the release of benzene and ethylene through the stack.
It is important to ensure that the flare gas does not contain liquid droplets,
as they will not necessarily combust upon exit from the plant. The release of
benzene is of most concern, as it may exit as liquid droplets in the vent gas. It
must be ensured that a high efficiency flare system is designed, along with
45
other preventative measures such as a scrubbing section to eliminate other
vent gas impurities. A centralized vent system could be designed around the
plant equipment such that vent gases exit a common flare system. This could
work barring any unforeseen chemical issues, such as unwanted reactions in
the vent system or explosion concerns.
29
5.1.3 Process and Waste Water Treatment: Oily Water Sewer
Design of a waste treatment facility integrated into the plant design is
extremely important for both environmental and safety reasons. Rainwater
run off, waste water, process water, and sewage from the plant must all be
specially treated. Dumping this into a municipal sewer without treatment is
illegal. Process water used for heating and cooling must be treated before
release into the environment. This includes temperatures and concentrations.
One hazard associated with oily water sewers is H2S release. Hot process
water containing dissolved H2S enters the sewer system, and as the
temperature drops, H2S gas is released as a result of a decrease in solubility.
This can poison plant employees and release into the environment. Design
must take this into consideration.
30
5.2 Environmental Regulation: Plant Operation
Considerations
Environmental regulations govern many aspects of a plant design.
Regulations put restrictions on effluent concentrations of hazardous
46
substances, enforce penalties for environmental misconduct, and enforce
equipment design constraints. Environmental regulation is a hot topic in
Canada. The ultimate governing body for Canadian environmental issues is
Environment Canada.
5.2.1 Canadian Environmental Protection Act
CEPA is a legal document describing the environmental regulations enforced
by Environment Canada.
31
It covers a wide range of topics from emission
guidelines to hazardous chemical inventories to procedural safety
requirements. While analysis of the document in its entirety is not required
at this time, the most notable guideline from the act is outlined in CEPA 200.
CEPA 200 is a regulation that requires companies to report to Environment
Canada concerning the chemicals outlined in the act that break concentration
and storage threshold limits proposed by CEPA 200.
32
For the purposes of
this plant design, it will be necessary to establish this relationship with
Environment Canada. Regulation thresholds are detailed in Table 5-1 for the
chemicals present in the production of EB.
It is interesting to note that DEB was not present in the regulatory list. This
may be because it is generally considered an undesirable byproduct. It is
expected that the threshold limits will be breached and as such, detailed
reporting will be required as prescribed by CEPA 200.
47
Table 5-1: CEPA 200 regulatory limits.
32
CAS # UN #
Molar Conc.
[%]
Threshold Storage
Quantity
[tonnes]
Benzene 71-43-2 1114 1.0 10
Ethylene 100-41-4 1175 1.0 7000
EB 74-85-1 1038 & 1962 1.0 4.5
Toluene 108-85-3 1294 1.0 2500
5.2.2 National Pollutant Release Inventory
The National Pollutant Release Inventory (NPRI) is a standardized method
of facilitating the documentation and reporting of pollutant release. It is a
legal requirement for companies to follow the NPRI reporting system subject
to a specific detailed list of criteria
33
:
Facility size, capacity
Employee hours, conditions (over 20,000 h per year threshold)
Substance criteria subject to NPRI chemical listings
o Part 1A Substances Core substance list since inception
o Part 1B Substances Includes mercury, arsenic, cadmium, lead
etc. (Toxic metals concentrated by human interaction with the
environment)
o Part 2 Substances 17 Polycyclic aromatic hydrocarbons
(PAHs)
o Part 3 Substances Dioxins/ furans and hexachlorobenzene
(HCB)
48
o Part 4 Substances Criteria air contaiminants (CACs)
o Part 5 Substances Special volatile organic compounds VOCs
If any one of the criteria is met, then an NPRI report is required. The NPRI
also provides a standard for reporting substance releases. The legal basis for
the NPRI reporting is covered under Section 46(1) of the Canadian
Environmental Protection Act (CEPA).
31
Further CEPA requirements involve
the creation of emergency action and prevention plans, procedural safety
plans, and occupational health and safety committees / systems. An example
of such a program standard is the NFPA 1600 Standard form emergency
disaster management.
34
All main process chemicals used in this plant fall under Part 1A. The
threshold limits outlined in CEPA 200 determine whether reporting is
required. It is expected that NPRI reporting will be required for this plant
once in operation.
5.3 ISO Certification
Nova Chemical is an ISO 9001:2000 company. Most ISO (International
Standards Organization) standards are designed for specific engineering
applications. The ISO 9000 and 14000 standards families are generic
management system standards. They deal with customer quality
requirements, complying with regulations, and environmental objectives.
49
The ISO 9000 standard family is a standard centered on quality
management, and provides a standard definition for product quality. It
removes the subjective nature of company policy and quality control by
creating a set of standards and definitions. It also describes in detail a
general quality management system that can be incorporated into any
process.
35
This management system, already in place at Nova Chemical
Corporation, is an important model for ethyl benzene quality control and
plant condition quality. It will be the basis for the quality control team
stationed at the Sarnia styrene plant.
The ISO 14000 environmental management standards family is designed to
minimize the harmful effects of a plant or company on the environment. It
encompasses standards based on the fundamental principles of Plan, Do,
Check, Act. These are:
36
Prioritizing environmental aspects (Plan)
Integration of environmental aspects in design and development (Plan,
Do)
Communicating environmental performance (Do)
Monitoring environmental performance (Check)
Monitoring system performance (Check)
50
Program improvement (Act)
Both ISO 9000 and 14000 are designed around the principles of Plan, Do,
Check, and Act. These methods are generic to all business practices and are
not specific to any one process. Since Nova Chemical is an ISO 9001:2000
certified company, business practices and quality control should already be a
company standard, and as such, focus should be directed to the
implementation of ISO 14000. It is recommended that these standards should
be used to design plant environmental management systems in conjunction
with NPRI reporting and company procedural safety techniques.
The health and explosion hazards presented by the aromatic compounds and
ethylene warrant the formulation of a strict environmental control policy,
which will include procedural safety measures for materials reception,
storage, and handling; emergency response protocol, employee training and
educational programs; and environmental testing protocol. These represent a
fraction of the necessary programs required to satisfy the ISO 14000
standards family criteria.
5.4 Material Concerns
As mentioned in the Plant Safety section, the chemicals used in this process
present significant human health hazards. Benzene, EB, DEB, and toluene
are also toxic to plants and animals. Furthermore, benzene can contaminate
51
ground water and soil. EB and DEB degrade over a span of three days;
however benzene takes a much longer time to degrade in soil. Through
implementation of ISO 9000 and 14000, programs shall be created for
material control and environmental protocol regarding material safety and
environmental policy.
5.5 Case Study: Texas Nova Chemical Plant Explosion and
Release
On June 11
th
2003, a fire broke out at the Nova Chemical plant in Bayport,
Texas. The heat from the fire ruptured pipes carrying EB. The EB ignited,
causing an explosion that sent EB soaring into the air and damaged
surrounding equipment.
The limited knowledge available concerning the effects of EB on the human
body made remediation difficult. Several workers were exposed to high levels
of EB, causing skin irritation, redness, and swelling. The surrounding area,
close to several residential complexes, was contaminated with low levels of
EB.
Late testing done by Nova Chemical indicated that there was no EB soil
contamination. Independent testing indicated that not only were there levels
of 34 ppb above the regulation soil contamination limit, but the soil also
52
contained significantly higher levels of benzene, which is much more
dangerous. Nova Chemical failed to comment on these findings.
37,38
The Nova Chemical explosion illustrates the need for proper substance
reporting and appropriate environmental management. Failure to provide
information on soil sampling in the allotted time cost Nova Chemical $25,000
per day until they were released. Legal costs and losses in production
contribute to losses in revenue. Proper reporting and hazardous inventory
accounting could have prevented the release of benzene into the surrounding
community. An environmental management system, such as that proposed by
the ISO 14000 standard, could be useful in conjunction with NRPI reporting
to act as management related loss prevention and mitigation.
6 Safety
The following sections address health and safety concerns associated with the
inherent properties of all process chemicals, chemical storage hazards, and
chemical transportation.
6.1 Chemical Properties
The chemicals involved in the production of EB carry safety and health
concerns intrinsic to their properties. Descriptions of each chemical and their
role in the process are outlined in the following section.
53
6.1.1 Ethylene
Ethylene is a colorless gas with a sweet odor at standard temperature and
pressure, and a chemical formula of C2H4. Ethylene is extremely flammable,
with lower and upper explosion limits of 3.1% to 32.0%, lower and upper
flammability limits of 2.7% and 36.0%
39
, and is considered a simple
asphyxiant. Its boiling point is -103.0C. Table 6-1 shows NFPA hazard codes
for the chemicals used in the plant.
Table 6-1: NFPA codes for chemicals used in the production of EB.
Hazard Codes
NFPA
Hazard
Category
Ethylene
40
Benzene
42
EB
47
DEB
51
Toluene
53
Rating Key
Health 0 2 2 2 2
Flammability 4 3 3 2 3
Reactivity 0 0 0 0 0
0 = No
Hazard
1 = Slight
2 = Moderate
3 = Serious
4 = Severe
A summary of exposure limits from various organizations are outlined in
Table 6-2.
Table 6-2: Ethylene exposure limits.
40
Exposure Limit Value / Description
OSHA-PEL Simple Asphyxiant
ACGIH-TLV-TWA (8h) Simple Asphyxiant
Carcinogen? No
LD50/LC50 No Effect
Ethylene is not toxic nor is it carcinogenic. There are no minimum
concentrations to report other than to ensure that an oxygen concentration of
54
19.5% is maintained to prevent asphyxiation. There are three main safety
concerns with ethylene:
Flammability
Gas compression
Asphyxiation
This raises issues of fire prevention and suppression, explosion protection,
compressed gas storage, and health concerns in the event that there is an
ethylene leak. Ethylene gas leaks could cut off oxygen to plant workers,
causing severe injury or death. Compressed gas requires specific storage and
handling procedures, while fire fighting systems must be installed that can
effectively deal with an ethylene explosion or fire.
40
Water spray and fog
techniques supported by alcohol resistant foam, dry chemical, and CO2 are
acceptable as fire suppression media.
6.1.2 Benzene
Benzene is a clear liquid at standard temperature and pressure, and
produces an aromatic signature odor.
41
It has an aromatic ring structure with
a chemical formula of C6H6. Benzene vapours are flammable and will ignite
at lower and upper explosion limits of 1.0% to 6.7%, and a flammability range
of 1.3% to 7.1%. It has a boiling point of 80.9C, so vapourization can occur if
the temperature becomes too high. The NFPA hazard codes for benzene are
displayed in Table 6-1.
55
Benzene poses extreme health hazards to plant workers if not properly
contained. It is carcinogenic and attacks the central nervous system.
43
Moderate periods of exposure can cause cancer (leukemia). It can enter the
body through inhalation, ingestion, and skin absorption. Benzene has a very
high absorption rate through the skin.
44
Table 6-3 outlines the exposure
limits and classifications for various occupational health and safety
organizations.
Table 6-3: Benzene exposure limits data.
45
Exposure Limit Value/ Description
OSHA-TLV-TWA (8h) 1.6 mg/m
3
(0.5 ppm) A1-Skin
OSHA-STEL 8 mg/m
3
(2.5 ppm)
LDLo 50 mg/kg (oral/man)
LD50 930 mg/kg (oral/rat)
LC50 10,000 ppm / 7 hour (inhalation/ rat)
LD50 2,890 g/m
3
(intraperitoneal / rat)
Dose: 20 mg/ 24h/ Skin/ Rabbit moderate irritation
Dose: 2 mg/ 24h/ Eye/ Rabbit Severe Irritation
ACGIH Group A1 Carcinogen
IARC Group 1 Carcinogen
NTP Group 1 Carcinogen
IRIS EPA Class A Carcinogen
OSHA Group X Carcinogen
It should be noted that the odor threshold for benzene is 12 ppm, much
higher than the recommended exposure limits.
46
An employee could work in
an environment above the recommended exposure limit without knowing that
hazardous quantities of benzene were in the atmosphere. Benzene raises two
major safety concerns:
Flammability
Worker exposure / health risks
56
Fire prevention and suppression techniques will be important as flames can
travel along the vapour trail above liquid benzene to the source, such as a
storage tank. Dry chemical, alcohol resistant foam and CO2 extinguishing
media should be used. Water is only effective for cooling the source. The
severe impact of benzene on the human body means that strict procedures,
proper PPE, and minimizing exposure will be extremely important when
handling the chemical.
42
6.1.3 Ethyl Benzene
Ethyl benzene is a clear colorless liquid at standard temperature and
pressure, and produces an aromatic smell, similar to benzene. Its chemical
formula is C6H5C2H5. Apart from a higher boiling point of 136C, it has very
similar properties to benzene. It is insoluble in water and has similar
flammability limits of 1.0% to 6.7%. EB, like benzene, is stable and non-
reactive. The NFPA hazard codes for EB are displayed in Table 6-1.
EB is extremely hazardous to human health from prolonged exposure. It is
carcinogenic, attacking the central nervous system.
48
Aspiration may cause
pulmonary edema and hemorrhage. Skin absorption rate is high, causing
skin irritation, reddening, blistering, and dermatitis. EB can also cause sister
chromatid exchange. Table 6-4 outlines some occupational health and safety
exposure limits. It is important to note that the odor threshold is well below
57
the recommended exposure limits. The level at which one can detect the odor
is much less than the recommended threshold limit, so employees can detect
leaks before they reach harmful levels.
Table 6-4: Ethyl benzene recommended exposure limits.
49
Exposure Limit Value/ Description
ACGIH-TLV-TWA (8h) 100 ppm (434 mg/m
3
)
ACGIH-STEL (15min) 125 ppm (543 mg/m
3
)
NIOSH REL (10 h TWA): 100 ppm
STEL (15 min): 125 ppm
OSHA-PEL-TWA (8h) 100 ppm
Air Odor Threshold 2.3 ppm
EB poses similar identifiable hazards to benzene:
Flammability
Worker exposure / health risks
Fire suppression techniques should be installed in the event of an EB fire. EB
fire suppression requires CO2, alcohol-resistant foam, or dry chemical
extinguishers. Water may be used to cool the area near the source of the fire.
Larger fires may also be controlled using water spray or fog techniques.
Proper PPE must be worn. Specific materials must be used for PPE, as
degradation can occur rapidly. The table below shows various materials and
approximate time for degradation of PPE material. EB should be kept away
from heavy oxidizers to prevent violent reaction. EB shall be handled in a
similar fashion to benzene within the plant.
58
Table 6-5: PPE material and break through time.
49
Material
Breakthrough Time
[h]
Barricade >8
Viton >8
Teflon >4
Butyl Rubber <1
Natural Rubber <1
Neoprene <1
Nitrile Rubber <1
Polyethylene <1
Polyvinyl Alcohol <1
Polyvinyl Chloride <1
Saranex <1
6.1.4 Di-ethyl Benzene and Tri-ethyl Benzene
DEB and TEB chemical properties are similar to EB. Both are flammable and
can cause serious health problems to humans.
50
Their boiling points
marginally increase as more ethyl groups are added to the benzene ring.
Fire hazards and health risks shall be handled in a similar fashion to EB and
benzene. The hazards of adding more ethyl groups to the benzene ring to
create EB, DEB, and TEB seem to decrease slightly, while boiling points
increase.
6.1.5 Toluene
Toluene is an aromatic compound with similar characteristics to benzene. It
has similar LFL-UFL limits (1.0%-7.0%) and a wider LEL-UEL range (3.3%-
19.0%). Due to the added functional group attached to the benzene ring, it
59
has a higher boiling and flash point (111C and 7C).
52
The NFPA hazard
codes for toluene are displayed in Table 6-1.
The most notable risks associated with toluene are the same as benzene:
Flammability
Worker exposure / health risks
Mitigation of toluene fires requires similar strategies to benzene fires.
Carbon dioxide, alcohol-resistant foam, and dry chemical extinguishers are
all required for smaller fires. Water will not be useful for direct fire
extinguishing, however it can be used to cool the fire source to augment
suppression techniques. A water mist or fog can be used for larger fires to
suppress vapours.
54
Toluene presents the same health risks as benzene. The IARC warns that
toluene has cancer causing properties. The carcinogenic properties of toluene
attack the central nervous system of the body, with multiple points of entry.
43
Toluene is present in minimal amounts within the plant, as it is considered
an impurity in an almost pure benzene mixture. As such, it does not pose a
large hazard relative to benzene in the mixture.
Y-zeolite Catalyst
The Y-zeolite catalyst used for the alkylator and transalkylator are the EBZ-
500
and EBZ-100 catalysts, respectively. The nominal diameter of the
60
spherical catalyst particles is 2.2 mm. It has a density of 740 kg/m
3
and does
not contain any precious metals. The catalyst does not pose any safety
hazard. It is inert in storage and the dust explosion risk is minimal. The
catalyst is stored in 210 L steel drums in a cool dry area. Substances such as
water, oxygenates, olefins, chlorides, and sulfur poison the catalyst. The
catalyst has a long cycle length of 3 to 5 years per regeneration, and can last
for three regeneration cycles.
55
The y-zeolite catalysts from UOP are safe and
environmentally friendly, thus the risk associated with storage and use is
minimal.
6.1.6 Chemical Property Summary: Explosion Characteristics
Certain chemical properties have a direct impact on process planning and
design. Table 6-6 shows a summary of explosion-related properties of the
major chemicals present in ethyl benzene production. Table 6-6 is useful for
identifying chemicals that may require significant safety allowances due to
the likelihood of an explosion or fire. For all practical purposes in the
production of EB, ethylene is a gas. In conjunction with a wide explosion limit
range, ethylene has the greatest explosion risk.
61
Table 6-6: Important explosion chemical properties for design
considerations.
Substance
Boiling
Point
[C]
Flash
Point
[C]
LFL-UFL
[%]
LEL-UEL
[%]
Vapour
Pressure
[mmHG]
@ 20C
Ethylene -103.7 - 2.7-36.0 3.1-32.0 -
a
Benzene 80.1 -11.0 1.3-7.1 1.0-6.7 166.5
Ethyl benzene 136.2 18.0
56
1.0-6.7 1.0-6.7 7.1
Di-ethyl
benzene
180.0 58.0 0.8-6.0 0.8-6.0 1.1
b
Toluene
57
111.0 7.0 1.0-7.0 3.3-19.0 22.0
aabove critical pressure
bvalue determined at 25C
Storage will also be an issue, as there are requirements for compressed gas
storage, which has its own set of problems, as outlined in Section 6.2. The
properties in Table 6-6 and the health risks associated with each substance
shall be used to design material storage and transportation schemes.
6.2 Material Storage
Substance storage is divided into three major groups: compressed gas
storage, liquid storage, and catalyst solids storage.
6.2.1 Compressed Gas Storage
Ethylene is non-corrosive, so most building materials are acceptable for
storage tanks, provided they are non-combustible in the event of an explosion
or fire. The construction should be designed such that not only could the tank
store ethylene under high pressure, but could reduce risk in the event of
explosion though an inherently safer and stronger design. The electrical
62
system should be non-sparking and explosion proof. All lines associated with
the ethylene system should be earth grounded and bonded to minimize the
risk or leaks or pipeline ruptures leading to explosion. Check valves or traps
should be installed in the discharge line to prevent backflow of unwanted
materials.
40
This may eliminate the possibility of oxygen entering the tank,
increasing the possibility of ignition or fire.
Ethylene should be stored in a well ventilated, cool, dry area. Storage in
excess of 54C is not recommended, and a pressure regulator should be used
when connecting to systems or piping below 2000 psig.
40
Smaller gas
cylinders should be stored in areas of low traffic, and appropriately chained
to a fixed structural element in the event of yoke or valve rupture. Cylinder
valves should be designed to break at an opening of no more than 0.75 cm.
This limits gas leak velocity and reduces the likelihood a gas cylinder will
become airborne.
58
Based on material properties, ethylene is stored as a compressed gas or in
cryogenic storage. An industrial storage tank designed by Universal
Industrial Gases, Inc., is seen below in Figure 6-1.
63
Figure 6-1: Typical ethylene storage tank.
This vessel can store between 6,000 to 80,000 gallons, and stores ethylene
between 75 and 175 psig
59
. Industrial ethylene is cryogenically stored as a
liquid
60
. It should be noted that at 175 psig, ethylene must be kept below -
43.0C to be stored as a liquid.
Cryogenic ethylene storage systems designed by Larsen & Toubro Limited
store ethylene at atmospheric pressure and -104C (saturation temperature)
using R-22 as a refrigerant. Tanks are insulated and double walled using
concrete and other non-combustible materials. A water-foam fire fighting
system can be installed for fire suppression. A flare can be installed for the
proper incineration of escaping vapours. A DCS (Distributive Control System)
is generally implemented for control over tank operations such as tank
loading, discharge, and conditions such as temperature and pressure. An
64
explosion barrier was installed as an engineered safety device to help protect
surroundings against explosion.
61
For this project, an ethylene system would be designed or subcontracted to
companies such as Larsen & Toubro Limited or Universal Industrial Gases
Limited. Tank construction cost, inert gas material costs, and energy costs for
the cryogenic refrigeration system would have to be taken into account.
6.2.2 Liquid Storage
Benzene and ethyl benzene are both liquids at room temperature. While
specific information on industrial storage of benzene could not be obtained,
general considerations for designing a benzene storage system shall be
discussed.
Benzene and ethyl benzene must be stored in a cool, dry area. It is important
that the area is well ventilated to decrease the likelihood that vapours could
accumulate. It is extremely easy for benzene vapours to accumulate into an
explosion air mixture. Inerting a storage tank with nitrogen can be used to
decrease oxygen concentrations in the tank and reduce the likelihood of
explosion or fire.
62
Another common problem with benzene is accumulation of static charge.
Agitated benzene and EB mixtures can accumulate static charge. This
65
charge, if allowed to increase, can ignite benzene vapours and cause an
explosion. Lower temperatures or chemical additives to increase conductivity
can be used to dissipate charge. Minimal agitation also helps to prevent
charge build up. Reducing the flow rate in transfer operations as well as
incorporating longer residence times in piping can make the process
inherently safer by reducing static charge build up.
63
6.2.3 Catalyst Solids Storage
Data on catalyst properties and storage was difficult to obtain as most of the
information is highly proprietary. It is known however that the Y-zeolite
catalyst used in this process is generally obtained in drums of dry catalyst.
Based on this information, it is assumed that they should be kept in a dry
cool place. The consumption of catalyst is minimal compared to that of the
raw materials benzene and ethylene, and as such storage will be on a much
smaller scale.
6.2.4 Storage related hazards
The following points are hazards that arise from the storage of the raw
materials for the process. They shall only be mentioned here, and expanded if
they become significant in economic analysis.
Cryogenic expansion leading to explosion
66
Extreme cold from cryogenic gas
Evaporated cryogenic gas can cause asphyxiation (denser than air)
R-22 refrigeration system hazards, storage of R-22
Cryogenic expansion of a liquefied gas is when a gas evaporates so quickly
that the pressure relief systems cannot handle the overpressure from
expansion. This is generally due to an increase in storage temperature.
6.2.5 Inherently Safer Material Storage
A storage area could be made safer through use of the principles of inherent
safety. They can be applied to several areas of material storage.
Ethylene poses the greatest explosion risk. It may be prudent to design the
storage system to use several smaller storage tanks. This will minimize the
amount of ethylene available for combustion in the event of a fire. This can be
extended to the storage of benzene and the product, ethyl benzene.
R-22 is used as a refrigerant for the cryogenic storage of ethylene. It may be
wise to limit the amount of R-22 stored at the facility. There is no sense in
storing enough R-22 to last several years when it would be safer to store
enough for a few months of operation. R-22 is generally recycled, so
optimization of the R-22 refrigeration system could reduce the amount of new
R-22 required for storage. If a safer refrigerant is available, the alternatives
67
could be studied to measure profitability whether the increase in safety is
justified in the cost. This is an example of material substitution.
Benzene and EB must be stored in well ventilated areas. Design of the
ventilation systems should be such that natural heat convection and plant
layout maximizes plant ventilation characteristics while minimizing cost.
Heat from reactors and boilers creates a natural convection air current,
which could be utilized to aid in ventilation of the plant. Since much of the
equipment is outside, ventilation is not as great a problem. Design of the
plant should be such that confined spaces and areas where vapours could be
trapped is at a minimum.
Storage conditions are such that it is not practical to move storage conditions
closer to standard conditions. Moderating temperatures and pressures for the
storage of ethylene is not practical. Cryogenic storage is safe such that the
risk justifies its use. Furthermore, it is much more economical to store
ethylene as a liquid, increasing density and storing more ethylene in the
same space than a gas.
6.3 Material Transportation
Ethylene can be transported in large shipping tankers overseas. However,
Nova Chemical has an ethylene plant in Joffre, Alberta, and another plant in
Corunna, Ontario, that also produces ethylene. The Sarnia plant receives
68
both benzene and ethylene feed stocks from the Corunna plant directly via
pipeline.
64
Pipelines are covered under many regulatory bodies, such as the Office of
Pipeline Safety for the Department of Transport in the U.S. The TPSSC
(Technical Pipeline Safety Standards Committee) and THLPSSC (Technical
Hazardous Liquids Pipeline Safety Committee) outline standards for pipeline
safety for the U.S. Such standards include codes for areas of high residential
growth and environmental regulations.
65
No information on pipeline
regulation could be found on the Environment Canada website, however
further research is required.
Basic considerations for pipeline design include:
Length
Material fluid
Throughput
Geography and climate
Construction material
Temperatures in the pipeline can affect fluid flow and pipeline integrity. The
length of the pipeline can in part reflect the energy requirements for
pumping. Fluid properties affect what type of pipeline construction material
is needed, and pumping requirements. The size of the pipeline depends on the
flow rate that is desired as well as the velocity of the fluid through the pipe.
69
Higher velocities can put unnecessary forces on the pipeline. The pipeline
must be designed to minimize leaks, climate effects, and environment
hazards.
6.4 Hazard Analysis
6.4.1 Dow Fire & Explosion Index
The Dow Fire and Explosion indices were used to identify the areas of highest
fire and explosion potential in the plant design. An index was created for the
major unit operations: each R-1/R-2 assembly reactor, R-3, C-1, and C-2. A
summary of the calculated Dow F&EI values is shown in Table 6-7.
Table 6-7: Dow F&EI for the EB plant.
Unit Dow F&EI
R-1/R-2 165
R-3 102
C-1 60
C-2 69
It is clear that the feed into the main alkylation section R-1/R-2 has the most
potential for explosion and fire. The main contributing factor to the high
value calculated for each reactor in the R-1/R-2 assembly is the large volume
of benzene flowing, mainly from the C-1 recycle. The R-1/R-2 assembly also
contains the largest amount of ethylene, which requires the use of a higher
material safety factor than R-3, which contains very little ethylene.
70
The columns have a low index. This is partly due to the fact that the columns
are outside, designed with proper drainage control systems, and do not
contain any reactions. These traits minimize the general process hazard
penalty. The large volume of material holdup in the columns, primarily
benzene, contributes a significant penalty; however it is to be expected given
the operation and the size of the columns. The moderate pressures contribute
a minor penalty in comparison.
It should be noted that although C-1 and C-2 have the lowest indices,
business interruption costs the plant $US 10 million as opposed to $US 2.9
million from the R-1/R-2 assembly. C-1 and C-2 contain more product. Fires
and explosions from C-1 or C-2 would result in loss of product and a much
more expensive unit operation.
It can be concluded from the Dow F&EI that the R-1/R-2 assembly will
require further hazard analysis. Detail of the Dow F&EI can be seen in
Appendix E.
6.4.2 Chemical Exposure Index
A Chemical Exposure Index was calculated for each of the major units and
flow intersections. A summary of the results is shown in Table 6-8.
71
Table 6-8: CEI calculated values.
Hazard Distances (ft)
CEI Min Mid Max
Benzene Feed Recycle 940 21,000 30,000 39,000
Benzene into C-1 1090 25,000 35,000 46,000
Benzene out of R-1/R-2
Assembly 960 22,000 31,000 40,000
Benzene into R-1/R-2
Assembly 1120 25,000 36,000 47,000
Benzene into R-3 540 12,000 17,000 22,000
Benzene Flash Drum
Inlet 540 12,000 17,000 23,000
The CEI values calculated were extremely high. This can be partially
attributed to the large volumes of benzene, the chemically hazardous
component, in the system. The majority of process units handle benzene as a
liquid, but at a temperature above its boiling point. Any loss in pressure
would cause the benzene to vaporize. A worst case scenario of benzene
exposure is shown in Figure 2.
Figure 2: CEI hazard distance map
72
The concentric circles represent increasing hazard distances for the R-1/R-2
assembly feed in the event of a worst cast exposure. The prevailing wind for
the area and direction of flow of the nearby St. Clair River is also shown
72
.
Benzene exposure concentrations of 1.5 ppm, 2.5 ppm, and 5 ppm correspond
to the maximum, middle, and minimum exposure distances, respectively. The
amount benzene in each unit is directly related to the CEI, where a higher
amount of benzene yields a large CEI. It was determined that the R-1/R-2
assembly will require further hazard analysis.
6.4.3 Hazard Analysis: What-if
A what-if analysis was used to identify potential hazards and appropriate
actions required for a variety of scenarios that can take place around the R-1/
R-2 assembly. The what-if analysis can be seen in Appendix D. The following
cases were considered:
Liquid benzene spill
Benzene human exposure
Fire near R-1/R-2 assembly
R-1/R-2 assembly explosion
Reactor pressure loss
Reactor temperature increase
Feed system malfunction
It was determined that all forms of fire prevention and mitigation
equipment/systems are required, such as CO2/dry chemical/water
extinguishers, water curtains, alarms, and valve shut-off system. Proper
ventilation systems, spill protection systems such as absorbents, chemical
73
sewers, and chemical level sensor systems should be implemented. Fire
barricades, reactor materials of construction, and explosion venting should be
sufficient for a worst case scenario. Procedural safety measures such as
training and emergency action plans should be properly implemented and
practiced. Lastly, PPE should be available at appropriate locations for the
hazards involved, such as a benzene spill.
It is recommended that a what-if analysis should be conducted for other areas
of the plant, as well as a HAZOP once chemical data and design becomes
finalized.
6.5 Case Studies
The following case studies demonstrate the hazards associated with handling
the chemicals in the EB plant, and illustrate instances where proper
industrial safety and loss management principles could have been used to
prevent or mitigate consequences.
6.5.1 Benzene and Ethylene Explosions
On November 24
th
, 2001, a Louisiana polymer plant exploded. The source was
from a failed safety valve. A controlled release of ethylene and propylene
caused the safety valve to rupture, causing the leak. The vapours found an
ignition source and exploded. Action was quickly taken to stop further vapour
leak, and the fires burnt out once the leak was stopped.
66
74
On November 4
th
, 1985 at Petroleum Stripping Inc., two employees were
stripping a benzene barge that was not bonded to prevent static sparking. A
spark ignited the vapours, causing an explosion. Both employees were killed
as a result of burning and trauma.
67
These case studies point out the severity of a leak leading to an explosion for
both ethylene and benzene. The ethylene explosion was deemed an accident.
The safety valve may not have been properly sized for the operation. It is
important to finalize a design and to ensure that it is not changed during
construction. Changes can cause a butterfly effect of problems around the
plant. The benzene explosion was due to employee negligence, and it is a
possibility that they were not informed of the hazards of a flammable vapour
and static charge.
To prevent problems such as these from happening, ensuring a consistent
design and construction phase of the plant will avoid incorrect equipment
sizing. Incorporating employee training programs and procedures for
handling chemicals such as benzene will go a long way to improving employee
and plant safety.
75
6.5.2 Short Term Ethyl Benzene Exposure
On March 18
th
1993 at Automotive Switch Co., a contractor was using
concrete sealant containing significant quantities of EB to apply to a floor
space. A plastic enclosure was used to control dust in the work area.
Employees of the plant began to complain about smells and respiratory
difficulty. The contractor workers and plant employees began to evacuate the
building as more and more people began to suffer the effects of exposure to
the leaking sealant. A strong negative pressure within the plant forced
sealant vapours through holes in the plastic enclosure and into the plant
stock room, which circulated vapours throughout the plant. No MSDS sheet
was provided to properly treat the illnesses on site.
68
Such an accident is difficult to predict. Better measures to control sealant
vapours and provide MSDS sheets should have been considered. This is an
example of a deficiency in a loss prevention program and procedural safety. A
procedure for controlling vapours should have been implemented. This
hazard would have been identified using any of the appropriate hazard
identification techniques, such as a What-If analysis or Checklist.
6.5.3 Long Term Benzene Exposure
On April 11
th
1988, an employee of C.F. Hoekel Company died of cancer as a
result of long term exposure to benzene. The employee was a pen-ruler for the
print shop. He used different dyes and inks for custom orders such as county
76
ledgers. The pen-ruling machines were old, dating back to the early 1900s.
He used a mist sprayer apply to benzene, alcohol, and other solvents to clean
the ink pens. He did not make use of proper PPE. There was no local exhaust
system, nor was he trained in the proper use and handling of benzene. A
drum of benzene had be left near the work area for years. No labeling or
monitoring was done to ensure employee exposure or safety. The employee
was diagnosed with a plastic anemia in early 1988, and died April 11
th
1988
as a result of the cancer.
69
This is a prime example of the effect of long term benzene exposure. The
worker was unaware that benzene posed a significant hazard to his health.
The company was either unaware or negligent in providing the proper
training and procedures for handing benzene and properly cleaning
equipment. It would have been inherently safer to use a cleaning product
that was less hazardous. This is a principle of inherent safety known as
substitution.
6.5.4 Lessons to be learned
These cast studies document accidents that could have been avoided. They
place emphasis on the importance of implementing the following loss
management principles:
77
It is important to incorporate as many effective inherently safer
designs and engineered safety devices as possible in the design stage
process. An update in a design may impact a section that had already
been completed. Proper sizing considerations may not be taken into
account, and as such valves, piping, and other equipment may not be
large or strong enough.
Hazard identification techniques should be used as early as possible to
determine the hazards associated with all plant systems, from loading
to processing to transport of products. What-if analyses, checklists,
HAZOP, DOW F&EI and Chemical Exposure Indices can be used to
find hazards and perform risk assessment.
Implement proper procedures for all aspects of a plant, in areas such
as receiving raw materials, material storage and local transport,
processing, maintenance, emergency procedures, to name a few. This
also includes workplace inspections.
Provide training for plant employees to ensure they understand the
scope of the operation and the hazards associated with their job.
These are a handful of all the considerations that must be looked at to
properly design an industrial safety and loss management program in the EB
plant. Many of these shall be considered in the design stage of the EB plant.
78
7 Conclusions
Ethyl benzene is primarily a reaction intermediate in the production of
styrene and styrene derived products. The Lummus/UOP EBOne
TM
process is
one such method to synthesize EB from the reaction of benzene with
ethylene. It has been successfully implemented globally at various styrene
production plants.
Ethyl benzene plants are generally uneconomical; however gains are made in
the production of ethyl benzene derivatives, such as styrene and polystyrene.
Given the small relative price difference between benzene and EB, large
quantities of EB must be produced to turn a profit. The proposed production
(based on Nova Chemicals current yearly rate), is approximately 156,000
tonne/yr.
The current NPV of the plant is US$ 7 million, based on the assumed 20-year
life of the plant and a MARR of 20%. An MARR of 20% was selected since a
new process technology is considered a medium level of risk, which
corresponds to an MARR between 16-24%.
14
The discounted rate of return
(ROR) was determined to be 27%.
The R-1/R-2 reactor assembly contains two trains of reactors, each consisting
of two alkylation reactors. Running the reactors in this fashion reduces the
79
volumetric flow rate through each reactor, allowing for reasonably sized
reactors of 35 m
3
. Operating temperatures and pressures range between
120C-135C and 1800 kPa.
The largest operational cost in the plant is the amount of raw benzene being
used in the process. A recycle system has been implemented in the simulation
in order to reduce the amount of purged benzene from 24,000 kg/h to 26 kg/h.
In addition, this approach provides the transalkylation section with the
benzene it requires for its transalkylation reaction thus eliminating the
requirement of raw benzene to the R-2 reactor assembly.
80
8 Recommendations
The following sections outline recommendations made to improve the plant
design.
8.1 Process Recommendations
The underlying problem affecting many areas of the plant is the high
benzene-ethylene feed ratio entering the R-1/R-2 assembly. Insufficient
ethylene is introduced into the system. As a result, excess benzene is
circulating through the recycle loops. It is desired that more benzene be
reacted with ethylene by decreasing this ratio to as low as 1.4:1 to limit
the amount of benzene in the large recycle streams.
8.2 Safety and Environmental Recommendations
The following recommendations outline what should be considered for the
plant design:
Further hazard analysis should be conducted on other areas of the
plant, including a full HAZOP and What-if/Checklist.
The R-1/R-2 assembly feed should be reworked to minimize the amount
of material present in a given unit or pipe. Currently, the recycle and
feed streams are mixed before being cooled to the appropriate reaction
temperature. It is desired that the mixing be redesigned such that no
pipe or unit contains the entire flow into the assembly.
81
Plant layout should be considered using supporting data from Dow
F&EI, CEI, and unit sizing.
8.3 Economical Recommendations
Current economic values are based on estimated values from literature.
However, to determine a more accurate representation of the actual cost,
contractors must be consulted for equipment pricing. Detailed drawings for
each piece of equipment will also be necessary for a full economic analysis.
82
References
1. Qi, Zhiwen and Zhang, Reishang. Alyklation of benzene with ethylene
in a packed reactive distillation column, Ind. Eng. Chem. Res. v.43
(15), 4105-4111, 2004.
2. Encyclopedia of Chemical Processing Design, v.20, 77-78, 1984.
3. UOP: Petrochemical. Lummus/UOP EBOne
TM
Process,
http://www.uop.com/objects/EBOne 20Process.pdf
4. Qi, Zhiwen and Zhang, Reishang. Alyklation of benzene with ethylene
in a packed reactive distillation column, Ind. Eng. Chem. Res. v.43
(15), 4105-4111, 2004.
5. Encyclopedia of Chemical Processing Design, v.20, 77-78, 1984.
6. UOP: Petrochemical. Lummus/UOP EBOne
TM
Process.
http://www.uop.com/objects/EBOne%20Process.pdf
7. Tokmakov, I.V. and Lin, M.C., J. Phys. Chem. A 2004, 108, 9697-9714
8. Smith, J.M. et al., Introduction to Chemical Engineering
Thermodynamics. New York, McGraw-Hill Higher Education, 2001.
9. Sardina, H.H et al., Manufacture of Alkylbenzenes, 1991, U.S. Patent
5,003,119
10. Zhang, J et al., Process and apparatus for preparation of ethyl benzene
by alkylation of benzene with dilute ethylene contained in dry gas by
catalytic distillation, 2000, U.S. Patent 6,504,071
11. Standard Reaction for acidity Characterization Ethyl Benzene
Disproportionation, IZA Catalysis Comission, 2002. http://www.iza-
catalysis.org/EB_Disprop.html
12. Catalysis and Reaction Engineering, http://thor.tech.chemie.tu-
muenchen.de/~tc2/eng/teaching/industr_chem_process2/5.3_alkylation_
etbenzene.pdf
13. Peters, M.S. and Timmerhaus, K.D., Plant Design and Economics for
Chemical Engineers, McGraw-Hill, 4
th
Ed., 1991
14. Peters, M.S. and Timmerhaus, K.D., Plant Design and Economics for
Chemical Engineers, McGraw-Hill, 5
th
Ed., 2002
15. Chemical Market Reporter; Jun 14, 2004; 265, 24; ABI/INFORM Global
pg. 27
16. http://ceh.sric.sri.com/Public/Reports/645.3000/
17. Manufacturing Sites,
http://www.novachem.com/03_locations/03_m_sarnia.html
18. http://www.apme.org/media/public_documents/20010821_120531/58.pd
f
19. Narsolis, F., et al., High Performance Catalyst for Liquid Phase EB
Technology, Petrochemicals And Gas, 2001
20. http://www.novachem.com/AnnualReport03/pdfs/MgmtDiscussion.pdf
21. http://www.novachem.com/03_locations/03_m_sarnia.html
22. articles.findarticles.com/ p/articles/mi_m0FVP/is_6_264/ai_107254269
83
23. CW price report, Chemical Week; Nov 17, 2004; 166, 38; ABI/INFORM
Global, pg. 27
24. Brown. R., Styrene Poised for Tight First Half of 2004, Chemical
Market Reporter; Dec 1, 2003; 264, 19; ABI/INFORM Global, pg. 1
25. http://www.the-innovation-group.com/ChemProfiles/Ethyl benzene.htm
26. http://www.ars.usda.gov/research/publications/Publications.htm?seq_n
o_115=137352
27. Green Power Suppliers,
http://www.electricitychoices.org/greenpower.html
28. Environment Canada: Greenhouse Gas Emissions:
http://www.ec.gc.ca/energ/oilgas/co2/co2_general_e.htm
29. Environment Canada: Vapour Flaring:
http://www.ec.gc.ca/energ/oilgas/flaring/flaring_general_e.htm
30. Local Hazardous Waste Management in King County: Oily Water:
http://www.govlink.org/hazwaste/business/wastedirectory/wastedetails.
cfm?wasteid=142
31. Department of Justice, Canada: Canadian Environmental Protection
Act: http://laws.justice.gc.ca/en/C-15.31/
32. Environment Canada: CEPA 200 Substance Reporting:
http://www.ec.gc.ca/CEPARegistry/guidelines/impl_guid/x4.cfm
33. Environment Canada: National Pollutant Release Inventory:
http://www.ec.gc.ca/pdb/npri/2003Guidance/Guide2003/NPRI_Guide_2
003.pdf#page=104
34. NFPA 1600 Standard: Disaster Emergency Planning & Business
Continuity Standard:
http://www.cheminst.ca/divisions/psm/CEPA200/MacKay%20CEPA%2
0200%20Preparedness%20%20Response%20Feb.%2004.ppt#262,12,NF
PA%201600
35. ISO (International Standards Organization) http://www.iso.org
36. ISO 14000 Environmental Management System:
http://www.iso.org/iso/en/prods-services/otherpubs/iso14000/model.pdf
37. Nova Chemical Explosion Bayport, Texas:
http://www.texasbucketbrigade.org/newsletter/june%20newsletter.html
38. Nova Chemical Explosion Bayport, Texas: Release Information:
http://kpft.igc.org/news/070203story5.html
39. Engineering Tool Box - http://www.engineeringtoolbox.com/9_423.html
40. BOC Gases MSDS Ethylene http://www.vngas.com/pdf/g33.pdf
41. Physical and Theoretical Chemistry Laboratory
http://physchem.ox.ac.uk/MSDS/BE/benzene.html
42. MSDS - Benzene -
http://www.ril.com/cmshtml/msdsben.pdf?page_id=516
43. International Agency for Research on Cancer - http://www-
cie.iarc.fr/monoeval/crthall.html
84
44. MSDS Ethyl benzene -
http://www.osha.gov/SLTC/healthguidelines/ethyl
benzene/recognition.html
45. Petro Canada Benzene MSDS Sheet
46. MSDS Benzene -
http://www.ejnet.org/plastics/polystyrene/benzene.html
47. CHEMREST Comprehensive guide to Chemical Resistant Best
Gloves
http://www.chemrest.com/Toxicity%20and%20Risk%20Codes/Ethyl%20
Benzene.htm
48. International Agency for Research on Cancer - http://www.iarc.fr/
49. MSDS - Ethyl benzene -
http://www.osha.gov/SLTC/healthguidelines/ethyl
benzene/recognition.html
50. MSDS DEB - https://fscimage.fishersci.com/msds/38247.htm
51. CPChem
TM
MSDS Chevron Phillips Chemical Company LP
52. Mallinckrodt Chemicals -
http://www.jtbaker.com/msds/englishhtml/t3913.htm
53. ScienceStuff.com - http://www.sciencestuff.com/msds/C2881.html
54. Mallinckrodt Chemicals -
http://www.jtbaker.com/msds/englishhtml/t3913.htm
55. UOP http://www.uop.com
56. International Training Organization -
http://www.itcilo.it/actrav/actrav-english/telearn/osh/ic/100414.htm
57. Mallinckrodt Chemicals -
http://www.jtbaker.com/msds/englishhtml/t3913.
58. Canadian Center for Occupational Health & Safety -
http://www.ccohs.ca/oshanswers/chemicals/compressed/compress.html
59. Universal Industrial Gases Inc. -
http://www.uigi.com/lng_eth_tanks.html
60. Larsen & Toubro Limited -
http://www.lntenc.com/lntenc/services/industries/chemical/cryogenic.htm
61. Larsen & Toubro Limited -
http://www.lntenc.com/projects/chemical/cryogenicprojects.htm
62. Petro Canada Benzene MSDS Sheet
63. Canadian Center for Occupational Health and Safety -
http://www.ccohs.com/oshanswers/chemicals/chem_profiles/benzene/wo
rking_ben.html
64. Nova Chemical,
http://www.novachem.com/03_locations/03_manufacturing_f.html
65. USDOT Office of Pipeline Safety - http://ops.dot.gov/
66. Louisiana polymer plant explosion: http://www.acusafe.com
85
67. Petroleum Stripping Inc. benzene explosion:
http://www.osha.gov/pls/imis/accidentsearch.accident_detail?id=144984
63
68. Automotive Switch Co.: EB employee exposure:
http://www.osha.gov/pls/imis/accidentsearch.accident_detail?id=675231
69. C.F. Hoekel Company: Long term benzene exposure:
http://www.osha.gov/pls/imis/accidentsearch.accident_detail?id=145060
59
70. Nova Chemicals 2004 Annual Report,
http://www.novachem.com/AnnualReport04/nova.htm
71. Viswanathan, P., ACN: Asian Chemical News, Mar 14-Mar 20, 2005.
Vol.11, Iss. 482; pg. 25
72. Sarnia Prevailing Winds, http://www.theweathernetwork.com
86
Appendices
A. Economics Spreadsheet
ITEM VALUE ITEM VALUE $/kg
Labour (4 operators) $25/h Project Start Sept 2006
Plant Start-up Sept 2007 Ethylene ($/lb) 0.22 0.484
Plant life 20 a Income Tax 60.0% Benzene ($/gal) 3.5 1.05
Hours/year 8700 Styrene ($/lb) 0.64
Feed water $0.008/kg Ethylbenzene ($/lb) 0.5104 1.12288
Equipment Costs (M&S Index = 1117)
EQUIPMENT TYPE SIZE IMPORTED SPECS UNITS PURCHASE COST, $000INSTAL (%) INSTALL COST, $000
CSTR (R-1-1A) Reactor Volume 35.0 122 45.00 $ 55
CSTR Motor (R-1-1A) R_Motor Volume 35.0 3 45.00 1
CSTR (R-1-2A) Reactor Volume 35.0 122 45.00 55
CSTR Motor (R-1-2A) R_Motor Volume 35.0 3 45.00 1
CSTR (R-2-1A) Reactor Volume 35.0 122 45.00 55
CSTR Motor (R-2-1A) R_Motor Volume 35.0 3 45.00 1
CSTR (R-2-2A) Reactor Volume 35.0 122 45.00 55
CSTR Motor (R-2-2A) R_Motor Volume 35.0 3 45.00 1
CSTR (R-3-1A) Reactor Volume 30.0 111 45.00 50
CSTR Motor (R-3-1A) R_Motor Volume 30.0 2 45.00 1
Pump (P-1) Pump Vol. Flow Rate 16.1 6 42.50 2
Pump Motor (P-1) P_Motor Power (Duty) 10.2 1 42.50 1
Pump (P-3) Pump Vol. Flow Rate 25.6 7 42.50 3
Pump Motor (P-3) P_Motor Power (Duty) 1.5 0 42.50 0
Pump (P-2) Pump Vol. Flow Rate 67.8 9 42.50 4
Pump Motor (P-2) P_Motor Power (Duty) 38.5 3 42.50 1
DIST COL (C-1) Diameter 3.4
DC_Trays Ntray 26.7 397 75.00 298
DC_H Height 16.3 654 75.00 491
Condenser (C-1) Q 5.89E+07
TLout 82.6
TLin 132.1
Delta TL 49.5
Cond Area 211.7 105 75.00 79
Reboiler (C-1) Q 5.92E+07
TLout 193.8
TLin 214.6
Delta TL 20.7
Reb Area 713.4 245 45.00 110
DIST COL (C-2) Diameter 2.3
DC_Trays Ntray 33.3 369 75.00 277
DC_H Height 20.3 608 75.00 456
Condenser (C-2) Q 1.80E+07
TLout 184.7
TLin 188.5
Delta TL 3.9
Cond Area 242.3 115 7.50E+01 86
Reboiler (C-2) Q 1.79E+07
TLout 241.2
TLin 253.4
Delta TL 12.2
Reb Area 367.6 154 45.00 69
Separator (V-100) Sep Volume 3.3 33,399 45.00 $ 15,029
0
HX1 HX Area 26.9 8,279 40.00 3,312
HX2 HX Area 35.4 9,684 40.00 3,873
HX2 HX Area 34.6 9,546 40.00 3,818
Total cost (2002) 3,345,443 $ 2,177,942 $
M&S cost index for 2002 1117 1117
15.4 335 M&S cost index for 3Q 2004 1194 1194
152.0538 Total cost (2004) 3,576,060 $ 2,328,077 $
87
T
o
t
a
l
P
l
a
n
t
C
o
s
t
2
3
,
7
2
0
,
4
3
4
.
2
2
$
F
C
I
$
1
8
,
6
7
0
,
6
7
3
P
r
o
d
u
c
t
s
P
r
o
d
u
c
t
s
E
B
(
$
/
k
g
)
1
.
1
2
$
E
B
(
k
g
/
h
r
)
1
7
,
9
5
6
.
7
0
T
o
t
a
l
W
o
r
k
i
n
g
C
a
p
i
t
a
l
I
n
t
e
r
e
s
t
I
n
t
e
r
e
s
t
R
a
t
e
(
%
)
2
0
%
P
&
T
(
p
.
3
2
2
)
M
e
d
i
u
m
L
e
v
e
l
o
f
R
i
s
k
Y
e
a
r
C
h
a
r
g
e
P
a
y
m
e
n
t
B
a
l
a
n
c
e
T
a
x
R
a
t
e
(
%
)
6
0
%
0
8
3
6
6
5
2
.
5
4
9
8
8
7
,
1
1
6
,
1
3
0
.
2
7
E
c
o
n
o
m
i
c
l
i
f
e
(
#
Y
e
a
r
s
)
2
0
1
8
3
6
6
5
2
.
5
4
9
8
8
7
,
6
4
8
,
7
6
8
.
1
4
H
o
u
r
s
/
y
e
a
r
8
7
0
0
2
8
3
6
6
5
2
.
5
4
9
8
8
8
,
2
2
4
,
0
1
7
.
0
4
Y
e
a
r
0
1
2
3
4
5
6
7
W
o
r
k
i
n
g
c
a
p
i
t
a
l
$
3
,
1
8
2
,
6
9
3
.
7
1
C
a
p
i
t
a
l
(
e
x
c
l
.
W
o
r
k
i
n
g
c
a
p
)
$
2
0
,
5
3
7
,
7
4
0
.
5
1
O
p
e
r
a
t
i
n
g
C
o
s
t
s
$
1
5
6
,
9
7
9
,
0
3
5
.
6
3
$
1
5
6
,
9
7
9
,
0
3
5
.
6
3
$
1
5
6
,
9
7
9
,
0
3
5
.
6
3
$
1
5
6
,
9
7
9
,
0
3
5
.
6
3
$
1
5
6
,
9
7
9
,
0
3
5
.
6
3
$
1
5
6
,
9
7
9
,
0
3
5
.
6
3
$
1
5
6
,
9
7
9
,
0
3
5
.
6
3
P
r
o
d
u
c
t
s
a
l
e
s
$
1
7
5
,
4
2
0
,
0
2
3
.
5
4
$
1
7
5
,
4
2
0
,
0
2
4
$
1
7
5
,
4
2
0
,
0
2
4
$
1
7
5
,
4
2
0
,
0
2
4
$
1
7
5
,
4
2
0
,
0
2
4
$
1
7
5
,
4
2
0
,
0
2
4
G
r
o
s
s
R
e
v
e
n
u
e
-
$
2
3
,
7
2
0
,
4
3
4
.
2
2
$
0
.
0
0
$
1
8
,
4
4
0
,
9
8
7
.
9
1
$
1
8
,
4
4
0
,
9
8
7
.
9
1
$
1
8
,
4
4
0
,
9
8
8
$
1
8
,
4
4
0
,
9
8
8
$
1
8
,
4
4
0
,
9
8
8
$
1
8
,
4
4
0
,
9
8
8
D
e
p
r
e
c
i
a
t
i
o
n
$
9
3
3
,
5
3
3
.
6
6
$
9
3
3
,
5
3
3
.
6
6
$
9
3
3
,
5
3
3
.
6
6
$
9
3
3
,
5
3
3
.
6
6
$
9
3
3
,
5
3
3
.
6
6
$
9
3
3
,
5
3
3
.
6
6
G
r
o
s
s
P
r
o
f
i
t
-
$
2
3
,
7
2
0
,
4
3
4
.
2
2
$
0
.
0
0
$
1
7
,
5
0
7
,
4
5
4
$
1
7
,
5
0
7
,
4
5
4
$
1
7
,
5
0
7
,
4
5
4
$
1
7
,
5
0
7
,
4
5
4
$
1
7
,
5
0
7
,
4
5
4
$
1
7
,
5
0
7
,
4
5
4
T
a
x
$
1
0
,
5
0
4
,
4
7
2
.
5
5
$
1
0
,
5
0
4
,
4
7
2
.
5
5
$
1
0
,
5
0
4
,
4
7
2
.
5
5
$
1
0
,
5
0
4
,
4
7
2
.
5
5
$
1
0
,
5
0
4
,
4
7
2
.
5
5
$
1
0
,
5
0
4
,
4
7
2
.
5
5
$
1
0
,
5
0
4
,
4
7
2
.
5
5
N
e
t
P
r
o
f
i
t
-
$
2
3
,
7
2
0
,
4
3
4
.
2
2
$
0
.
0
0
$
7
,
9
3
6
,
5
1
5
$
7
,
9
3
6
,
5
1
5
$
7
,
9
3
6
,
5
1
5
$
7
,
9
3
6
,
5
1
5
$
7
,
9
3
6
,
5
1
5
$
7
,
9
3
6
,
5
1
5
P
V
-
$
2
3
,
7
2
0
,
4
3
4
.
2
2
$
0
.
0
0
$
5
,
5
1
1
,
4
6
9
.
0
0
$
4
,
5
9
2
,
8
9
0
.
8
3
$
3
,
8
2
7
,
4
0
9
.
0
3
$
3
,
1
8
9
,
5
0
7
.
5
2
$
2
,
6
5
7
,
9
2
2
.
9
4
$
2
,
2
1
4
,
9
3
5
.
7
8
N
P
V
$
7
,
2
0
2
,
0
3
3
1
5
2
7
7
7
.
7
7
7
8
0
0
0
0
6
1
3
9
7
.
9
6
2
3
9
N
P
V
f
o
r
t
h
e
f
i
r
s
t
7
y
e
a
r
s
88
B. Sample Equipment Cost Calculations
The cost equation is in the form of:
n
(size) C C
o
=
(B.1)
Where:
C = cost of equipment
Co = a constant
n = cost exponent
Co and n are found knowing two values of cost and size. Taking the natural
log (ln) of Eq. (B.1.):
) ln(C size) ln( ln(C)
o
+ = n (B.2)
And with two values, one gets:
( )
( )
(
=
|
|
.
|
\
|
1
2
1
2
size
size
ln
C
C
ln n
(B.3)
Cost of stirred reactor
Description: Carbon steel, 300 psia (2070 kPa) {current process is at 260 psia}
From Fig 13-15, p. 628 (P&T, 2002)
6.0 m
3
= $40,000
0.2 m
3
= $5,000
So,
(
=
|
|
.
|
\
|
2 . 0
6
ln
000 , 5
40,000
ln
1
n
(B4)
Solve for n:
n = 0.611
then from Eq. B.2,
Co = 13,880
0.611
ume) 13,880(Vol cost =
89
Cost of Heat Exchanger
Description: Fixed-tube-sheet heat exchanger; Material adjustment factor:
1.0 (Carbon steel)
From Fig 14-18, p. 682 (P&T, 2002)
5 m
2
= $3,000
400 m
2
= $30,000
So,
(
=
|
|
.
|
\
|
5
400
ln
000 , 3
30,000
ln
1
n
(B.6)
Solve for n:
n = 0.525
then from Eq. B.2,
Co = 12,900
0.525
a) 12,900(Are cost =
90
C. Glossary
ACGIH-
TLV
American Conference of Governmental Industrial Hygienists
Threshhold Limit Value
DEB Di-ethyl benzene
EB Ethyl benzene
IARC International Agency for the Research on Cancer
IRIS Integrated Risk Information System
IRR Internal rate of return
LD50/LC50 Lethal Dose/ Concentration Kill 50%
LDLo/LCLo Lowest published lethal dose
LEL-UEL Lower and upper explosive limits
LFL-UFL Lower and upper flammability limits
NFPA National Fire Prevention Association
NIOSH-
REL
National Institute for Occupational Health and Safety
Recommended Exposure Limit
NTP National Toxicology Program
OSHA-PEL Occupational Health and Safety Association Permissible
Exposure Limit
ROR Rate of return
STEL Short Term Exposure Limit (15 min)
TEB Tri-ethyl benzene
TWA Time weighted average
91
D. What-if? Analysis
WHAT-IF CONSEQUENCE(S)
EXISTING SAFE-
GUARDS
RECOMMENDATIONS
1) What if
there is a
Benzene spill
from a surge
drum in the R-
1 assembly?
Flammable vapors
within 1.3 vol% or
below or 8 vol% high
may ignite off the surge
drum pumps or other
ignition source. Causing
Harm or loss to process,
personnel and/or
environment.
Human exposure to a
carcinogenic chemical
Safety shower, fire
blankets, and
CO2/Dry Chemical
extinguishers are
present near the
surge drum and
every 20 meters
thereafter.
Level controls
present on the surge
drum with operator
alarms and control
options via a remote
source.
Chemical sewers
and proper
treatment of sewage.
Ensure that safety devices
such as safety showers,
extinguishers, and remote
control are operational and
maintained.
Safety courses (WHMIS)
to ensure employees are
aware of the hazards.
Inspection of process to
minimize benzene or other
chemical spill from unit
operations.
Ensure the process
controller is functioning
properly or calibrated
correctly on a regular basis.
Investigate and control the
amount of raw benzene
contained in the plant site.
2) What if
there is human
exposure to
benzene near
the R-1
assembly?
Exposure to a
carcinogenic substance
which may result in
burns to the eyes and
face and increase
potential of cancer.
See existing
safeguards for surge
drum spill.
PPE such as safety
glasses, coveralls and
safety gloves.
Safety procedures
for cleanup and
evacuation.
Ensure that PPE is in
good working condition.
Ensure that procedures for
evacuation and cleanup are
up to date and in practices.
3) What if
there is a fire
near the R-1
assembly?
(includes:
benzene,
ethylbenzene,
and ethylene)
Possible loss to
property, process,
people and
environment.
Fire codes
enforced, and
practiced by fire hall
or department.
Safety awareness
by management to
employees regarding
fire hazards of
chemicals used on
plants.
Fire alarms on site
Fire retardant
construction and
materials.
Ensure codes are in
practice
Ensure MSDSs of
flammable components are
on site (for hazard
awareness)
Quarterly fire drill
improvement plans by fire
hall and management
92
4) What if a
reactor in the
R-1 assembly
explodes?
Property Damage
Injury/death
Halted production
Fire can spread to
other parts of the plant
Explosion
barricades
Proper plant layout
where reactors are
outside minimum
range for explosion
(Dow F&EI)
Sprinkler/ CO2/
Chemical
Extinguishers
Water curtain
Emergency shut-off
valve system
High strength
materials
construction for the
reactors
Proper emergency
procedural training
practices regularly
Ensure adequate PPE is
readily accessible in the
event of an explosion (for
Benzene exposure, smoke
etc.)
Install Properly
functioning explosion
venting to direct explosive
force
5) What if the
reactor section
looses pressure
(pressure
decrease)?
Ethylene/ benzene
flash
Possible leak of gas
into plant / atmosphere
Vapors enter
downstream operations
/ pumps
Heat exchanger
efficiency will decrease
as a result of vapors in
tubes (poor contact,
heat transfer properties
of vapor))
Distillation column
operating conditions
will be affected
None currently
present in simulation
Water curtain to
contain any large
vapor release
Redundant compressors
and pumps
Vapor collection and
recycle systems
6) What-if
reactor
pressure/
temperature
increases well
above desired
operational
values?
(exothermic
reaction)
Reactor pressure
causes explosion
Temperature runway
degrades tubes
Temperature and
pressure damages
reactor internals
Temperature causes
coking (fine particles
degrades catalyst)
Possible loss to People
Loss to process during
shutdown.
Possible loss to
environment due to
Pressure Safety
Release/ Valve
temperature
controlled jacket
around reactor
appropriate unit
operations upstream
to control reactor
feed
appropriate process
control in place to
control reactor
conditions
Ensure engineered safety
items are incorporated into
process, and ensure all are
in proper working condition
Update or create more
rigorous safety inspections
and protocols for reactor
maintenance
Inspect process control to
ensure it is properly tuned.
Follow proper
maintenance schedule and
equipment strategies
93
reactor spillage or
vapors released into air.
7) What if
there is an
Ethylene feed
system
complication?
(explosion, fire,
etc.)
process shut down
non-sparking or
ignition components
installed (unit
operations)
Storage tanks ignite
and exploding, causing
damage to the property
and halting process.
People and environment
may also be harmed.
Properly labeled
storage area and
tanks
NO SMOKING
signs appropriately
placed
Explosion
barricades protecting
existing equipment
Chemical
monitoring and
alarm systems both
portable and fixed.
Fire retardant
construction and
materials.
investigate whether non-
sparking or ignition unit
operations are used
Incorporate a maintenance
schedule to ensure tight
seals on fittings and assess
degradation of storage area.
Reduce the amount of
Ethylene stored in one place.
Install proper ventilation
system to avoid gas buildup.
Possible redundant feed
system design
94
E. F&EI Sample Calculations
R-1/R-2 Assembly Material Factor: Ethylene 24.00
1 General Process Hazards
Penalty
Factor
Range
Penalty
Factor
Used
Base Factor 1.00 1.00
A. Exothermic Chemical Reactions 0.30 - 1.25 0.50
B. Endothermic Processes 0.20 - 0.40 0.00
C. Material Handling and Transfer 0.25 - 1.05 0.00
D. Enclosed or Indoor Process Units 0.25 - 0.90 0.45
E. Access 0.25 - 0.35 0.00
F. Drainage and Spill Control (gallons) 305,000 0.25 - 0.50 0.00
General Process Hazards Factor (F1) 1.95
2 Special Process Hazards
Base Factor 1.00 1.00
A. Toxic Material(s) 0.20 - 0.80 0.40
B. Sub-Atmospheric Pressure (<500 mmHG) 0.50 0.00
C. Operation in or near flammable range 0.00
1
Tank farms storage flammable
liquids 0.50 0.00
2
Process upset of
purge failure 0.30 0.30
3
Always in flammable
range 0.80 0.00
D. Dust explosion (See Table 3) 0.25 -2.00 0.00
E. Pressure (See Figure 2) (psig) Operating Pressure 244 0.48
Relief Setting 300 0.53 0.52
F. Low Temperature 0.20 - 0.30 0.00
G. Quantity of Flammable/Unstable Material
Quantity (lb) 43000
Hc (BTU/lb) 18,000
1
Liquids or Gasses in Process
(Fig. 3) 1.32
2
Liquids or Gasses in Storage
(Fig. 4) 0.00
3
Combustible Solids
in Storage,
Dust in Process (Fig.
5) 0.00
H. Corrosion and Erosion 0.10 - 0.75 0.00
I. Leakage 0 Joints and Packing 0.10 - 1.50 0.00
J. Use of Fired Equipment (Fig. 6) 0.00
K. Hot Oil Heat Exchange System 0.15 - 1.15 0.00
L. Rotating Equipment 0.50 0.00
Special Process Factor (F2) 3.53
Process Unit Hazards Factir (F1 x F2) = F3 6.89
Fire and Explosion Index (F3 x MF = F&EI) 165.25
95
1. Process Control Credit Factors (C1)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Emergency Power 0.98 f. Inert Gas 1.00
b. Cooling 0.97 g. Operating Instructions/Procedures 0.91
c. Explosion Control 0.84 h. Reactive Chemical Review 0.91
d. Emergency Shutdown 0.98 i. Other Process Hazard Analysis 0.94
e. Computer Control 0.93
C1 Value 0.57
2. Material Isolation Credit Factor (C2)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Remote Control Valves 0.96 c. Drainage 0.91
b. Dump/Blowdown 0.98 d. Interlock 0.98
C2 Value 0.84
3. Fire Protection Credit Factor (C3)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Leak Detection 0.94 f. Water Curtains 0.97
b. Structural Steel 0.98 g. Foam 0.94
c. Fire Water Supply 0.94 h. Hand Extinguishers/Monitors 0.98
d. Special Systems 0.91 i. Cable Protection 0.94
e. Sprinkler Systems 0.81
C3 Value 0.54
Loss Control Credit Factor = C1 x C2 x C3 0.25
1. Fire & Explosion Index (F&EI) (See Front) 165.25
2. Radius of Exposure (ft). (Figure 7) 138.81
3. Area of Exposure (ft
2
) 60535.58
4. Value of Area of Exposure.. $112,088.00
5. Damage Factor.. (Figure 8) 6.50
6. Base Maximum Probable Property Damage. (4x5) $728,572.00
7. Loss Control Credit Factor... (See Above) 0.25
8. Actual Maximum Probable Property Damage. (6x7) $185,650.33
9. Maximum Probable Days Outage.. (Figure 9) 8.00
10. Business Interruption. $2,908,888.89
96
R-3 Material Factor: Benzene 16.00
1 General Process Hazards
Penalty Factor
Range
Penalty
Factor
Used
Base Factor 1.00 1.00
A. Exothermic Chemical Reactions 0.30 - 1.25 0.50
B. Endothermic Processes 0.20 - 0.40 0.00
C. Material Handling and Transfer 0.25 - 1.05 0.00
D. Enclosed or Indoor Process Units 0.25 - 0.90 0.45
E. Access 0.25 - 0.35 0.00
F. Drainage and Spill Control (gallons) 305,000 0.25 - 0.50 0.00
General Process Hazards Factor (F1) 1.95
2 Special Process Hazards
Base Factor 1.00 1.00
A. Toxic Material(s) 0.20 - 0.80 0.40
B.
Sub-Atmospheric Pressure (<500
mmHG) 0.50 0.00
C.
Operation in or near flammable
range 0.00
1
Tank farms storage flammable
liquids 0.50 0.00
2
Process upset of purge
failure 0.30 0.30
3 Always in flammable range 0.80 0.00
D. Dust explosion (See Table 3) 0.25 -2.00 0.00
E. Pressure (See Figure 2) (psig)
Operating
Pressure 52 0.24
Relief Setting 75 0.27 0.25
F. Low Temperature 0.20 - 0.30 0.00
G. Quantity of Flammable/Unstable Material
Quantity (lb) 44000
Hc (BTU/lb) 18,000
1 Liquids or Gasses in Process (Fig. 3) 1.33
2 Liquids or Gasses in Storage (Fig. 4) 0.00
3
Combustible Solids in
Storage,
Dust in Process (Fig. 5) 0.00
H. Corrosion and Erosion 0.10 - 0.75 0.00
I. Leakage 0 Joints and Packing 0.10 - 1.50 0.00
J. Use of Fired Equipment (Fig. 6) 0.00
K. Hot Oil Heat Exchange System 0.15 - 1.15 0.00
L. Rotating Equipment 0.50 0.00
Special Process Factor (F2) 3.29
Process Unit Hazards Factir (F1 x F2) = F3 6.41
Fire and Explosion Index (F3 x MF = F&EI) 102.52
97
1. Process Control Credit Factors (C1)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Emergency Power 0.98 f. Inert Gas 1.00
b. Cooling 0.97 g. Operating Instructions/Procedures 0.91
c. Explosion Control 0.84 h. Reactive Chemical Review 0.91
d. Emergency Shutdown 0.98 i. Other Process Hazard Analysis 0.94
e. Computer Control 0.93
C1 Value 0.57
2. Material Isolation Credit Factor (C2)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Remote Control Valves 0.96 c. Drainage 0.91
b. Dump/Blowdown 0.98 d. Interlock 0.98
C2 Value 0.84
3. Fire Protection Credit Factor (C3)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Leak Detection 0.94 f. Water Curtains 0.97
b. Structural Steel 0.98 g. Foam 0.94
c. Fire Water Supply 0.94 h. Hand Extinguishers/Monitors 0.98
d. Special Systems 0.91 i. Cable Protection 0.94
e. Sprinkler Systems 0.81
C3 Value 0.54
Loss Control Credit Factor = C1 x C2 x C3 0.25
1. Fire & Explosion Index (F&EI) (See Front) 102.52
2. Radius of Exposure (ft). (Figure 7) 86.11
3. Area of Exposure (ft
2
) 23297.04
4. Value of Area of Exposure.. $97,981.00
5. Damage Factor.. (Figure 8) 5.50
6. Base Maximum Probable Property Damage. (4x5) $538,895.50
7. Loss Control Credit Factor... (See Above) 0.25
8. Actual Maximum Probable Property Damage. (6x7) $137,318.11
9. Maximum Probable Days Outage.. (Figure 9) 7.00
10. Business Interruption. $2,545,277.78
98
C-1 Material Factor: Benzene 16.00
1 General Process Hazards
Penalty
Factor
Range
Penalty
Factor
Used
Base Factor 1.00 1.00
A. Exothermic Chemical Reactions 0.30 - 1.25 0.00
B. Endothermic Processes 0.20 - 0.40 0.00
C. Material Handling and Transfer 0.25 - 1.05 0.00
D. Enclosed or Indoor Process Units 0.25 - 0.90 0.00
E. Access 0.25 - 0.35 0.00
F. Drainage and Spill Control (gallons) 305,000 0.25 - 0.50 0.00
General Process Hazards Factor (F1) 1.00
2 Special Process Hazards
Base Factor 1.00 1.00
A. Toxic Material(s) 0.20 - 0.80 0.40
B.
Sub-Atmospheric Pressure (<500
mmHG) 0.50 0.00
C. Operation in or near flammable range 0.00
1
Tank farms storage flammable
liquids 0.50 0.00
2
Process upset
of purge failure 0.30 0.30
3
Always in
flammable
range 0.80 0.00
D. Dust explosion (See Table 3) 0.25 -2.00 0.00
E. Pressure (See Figure 2) (psig) Operating Pressure 78 0.28
Relief Setting 117 0.33 0.28
F. Low Temperature 0.20 - 0.30 0.00
G.
Quantity of Flammable/Unstable
Material
Quantity (lb)
80,0
00
Hc (BTU/lb)
20,0
00
1 Liquids or Gasses in Process (Fig. 3) 1.76
2 Liquids or Gasses in Storage (Fig. 4) 0.00
3 Combustible Solids in Storage
Dust in Process (Fig. 5) 0.00
H. Corrosion and Erosion 0.10 - 0.75 0.00
I. Leakage 0 Joints and Packing 0.10 - 1.50 0.00
J. Use of Fired Equipment (Fig. 6) 0.00
K. Hot Oil Heat Exchange System 0.15 - 1.15 0.00
L. Rotating Equipment 0.50 0.00
Special Process Factor (F2) 3.74
Process Unit Hazards Factir (F1 x F2) = F3 3.74
Fire and Explosion Index (F3 x MF = F&EI) 59.86
99
1. Process Control Credit Factors (C1)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Emergency Power 0.98 f. Inert Gas 1.00
b. Cooling 0.97 g. Operating Instructions/Procedures 0.91
c. Explosion Control 0.84 h. Reactive Chemical Review 0.91
d. Emergency Shutdown 0.98 i. Other Process Hazard Analysis 0.94
e. Computer Control 0.93
C1 Value 0.57
2. Material Isolation Credit Factor (C2)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Remote Control Valves 0.96 c. Drainage 0.91
b. Dump/Blowdown 0.98 d. Interlock 0.98
C2 Value 0.84
3. Fire Protection Credit Factor (C3)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Leak Detection 0.94 f. Water Curtains 0.97
b. Structural Steel 0.98 g. Foam 0.94
c. Fire Water Supply 0.94 h. Hand Extinguishers/Monitors 0.98
d. Special Systems 0.91 i. Cable Protection 0.94
e. Sprinkler Systems 0.81
C3 Value 0.54
Loss Control Credit Factor = C1 x C2 x C3 0.25
1. Fire & Explosion Index (F&EI) (See Front) 59.86
2. Radius of Exposure (ft). (Figure 7) 50.28
3. Area of Exposure (ft
2
) 7941.87
4. Value of Area of Exposure.. $919,725.00
5. Damage Factor.. (Figure 8) 5.50
6. Base Maximum Probable Property Damage. (4x5) $5,058,487.50
7. Loss Control Credit Factor... (See Above) 0.25
8. Actual Maximum Probable Property Damage. (6x7) $1,288,973.32
9. Maximum Probable Days Outage.. (Figure 9) 20.00
10. Business Interruption. $7,272,222.22
100
C-2 Material Factor: Benzene 16.00
1 General Process Hazards
Penalty
Factor
Range
Penalty
Factor
Used
Base Factor 1.00 1.00
A. Exothermic Chemical Reactions 0.30 - 1.25 0.00
B. Endothermic Processes 0.20 - 0.40 0.00
C. Material Handling and Transfer 0.25 - 1.05 0.00
D. Enclosed or Indoor Process Units 0.25 - 0.90 0.00
E. Access 0.25 - 0.35 0.00
F. Drainage and Spill Control (gallons) 305,000 0.25 - 0.50 0.00
General Process Hazards Factor (F1) 1.00
2 Special Process Hazards
Base Factor 1.00 1.00
A. Toxic Material(s) 0.20 - 0.80 0.40
B.
Sub-Atmospheric Pressure (<500
mmHG) 0.50 0.00
C. Operation in or near flammable range 0.00
1 Tank farms storage flammable liquids 0.50 0.00
2 Process upset of purge failure 0.30 0.30
3 Always in flammable range 0.80 0.00
D. Dust explosion (See Table 3) 0.25 -2.00 0.00
E. Pressure (See Figure 2) (psig)
Operating
Pressure 78 0.28
Relief
Setting 117 0.33 0.28
F. Low Temperature 0.20 - 0.30 0.00
G. Quantity of Flammable/Unstable Material
Quantity
(lb) 400,000
Hc
(BTU/lb) 20,000
1 Liquids or Gasses in Process (Fig. 3) 2.33
2 Liquids or Gasses in Storage (Fig. 4) 0.00
3 Combustible Solids in Storage,
Dust in Process (Fig. 5) 0.00
H. Corrosion and Erosion 0.10 - 0.75 0.00
I. Leakage 0 Joints and Packing 0.10 - 1.50 0.00
J. Use of Fired Equipment (Fig. 6) 0.00
K. Hot Oil Heat Exchange System 0.15 - 1.15 0.00
L. Rotating Equipment 0.50 0.00
Special Process Factor (F2) 4.31
Process Unit Hazards Factir (F1 x F2) = F3 4.31
Fire and Explosion Index (F3 x MF = F&EI) 68.93
101
1. Process Control Credit Factors (C1)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Emergency Power 0.98 f. Inert Gas 1.00
b. Cooling 0.97 g. Operating Instructions/Procedures 0.91
c. Explosion Control 0.84 h. Reactive Chemical Review 0.91
d. Emergency Shutdown 0.98 i. Other Process Hazard Analysis 0.94
e. Computer Control 0.93
C1 Value 0.57
2. Material Isolation Credit Factor (C2)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Remote Control Valves 0.96 c. Drainage 0.91
b. Dump/Blowdown 0.98 d. Interlock 0.98
C2 Value 0.84
3. Fire Protection Credit Factor (C3)
Feature
Credit
Factor
Used Feature
Credit
Factor
Used
a. Leak Detection 0.94 f. Water Curtains 0.97
b. Structural Steel 0.98 g. Foam 0.94
c. Fire Water Supply 0.94 h. Hand Extinguishers/Monitors 0.98
d. Special Systems 0.91 i. Cable Protection 0.94
e. Sprinkler Systems 0.81
C3 Value 0.54
Loss Control Credit Factor = C1 x C2 x C3 0.25
1. Fire & Explosion Index (F&EI) (See Front) 68.93
2. Radius of Exposure (ft). (Figure 7) 57.90
3. Area of Exposure (ft
2
) 10531.79
4. Value of Area of Exposure.. $1,345,347.00
5. Damage Factor.. (Figure 8) 5.50
6. Base Maximum Probable Property Damage. (4x5) $7,399,408.50
7. Loss Control Credit Factor... (See Above) 0.25
8. Actual Maximum Probable Property Damage. (6x7) $1,885,472.71
9. Maximum Probable Days Outage.. (Figure 9) 30.00
10. Business Interruption. $10,908,333.33
102
F. CEI Sample Calculations
A sample calculation for the CEI is shown below, using the feed to the R-1/R-
2 assembly. The Chemical Exposure Index (CEI) was calculated using the
procedure on page 3 of the Chemical Exposure Index Guide, September
1993, 2
nd
edition.
Step One: Define the chemical being investigated and the conditions at
which the scenario is taking place. In our case this is not a
scenario, it is a real event.
The chemical properties are as follows.
Chemical Name: Benzene (Gas): Assume that all the liquid vaporized
Temperature: 83C
Pressure: 400 kPa at C-1 assembly
Rate of Release: 60,000 kg/hr 1 hr/60 min=1,000 kg/min=2,200 lb/min
Step Two: Find the ERPG-2/EEPG-2 data from Table 1 on page 6. In
addition find the Molecular Weight from this table as well.
The data is as follows:
ERPG-1 (ppm) = 1.5
ERPG-2 (ppm) = 2.5
ERPG-3 (ppm) = 5
Molecular Weight = 78.1 g/mol
Step Three: Determine the Airborne Quantity (AQ) using a gas relationship
and US/BRIT Units.
The equation for calculating AQ is as follows:
2
a
(AQ)=3.751D P MW/(T+459) (1)
Where:
AQ is the Airborne Quantity
D is the diameter of the hole (inches)
Pa is the absolute pressure (Pg +14.7)
Pg is the gauge pressure (PSIG)
103
The result of the AQ calculation is as follows:
2 o
(AQ)=3.751(1 in.) (190 psia) 70.9/(180.5 F+459)=2,140
Step Three (Alternate):
AQ(Alternate)=130,000 lb/hr/1 hr 1 hr/60 min=2,170 lb/min
Step Four: Calculate the CEI using the following formula:
CEI=281.8 AQ/(ERPG-2MW) (2)
Where:
CEI is the Chemical Exposure Index
ERPG-2 is the Emergency Exposure Planning Guideline (ppm)
The result of the CEI calculation is as follows:
CEI=281.8 2,200/(2.5)(78.1) =936
The value of this CEI is quite high. The guide states on page i, a CEI greater
then 200 for a facilities will require further risk analysis. The calculation of
the Hazard Distance (HD) using US/Brits units is done using the following
expression.
HD=9,243 AQ/ERPG(MW)
Where:
HD is the Hazard Distance (ft)
AQ is the Airborne Quantity (ppm)
ERPG is the Emergency Exposure Planning Guideline
MW is the molecular weight
The result for the HD expression for ERPG-1 is as follows:
HD=9,243 2,167/1.5(78.1) =39,800 ft
104
The result for the HD expression for ERPG-2 is as follows:
HD=9,243 2,167/2.5(78.1) =30,800 ft
The result for the HD expression for ERPG-3 is as follows:
HD=9,243 2,167/5(78.1) =21,800 ft
105
G. HYSYS Workbook Output
You might also like
- Manual Canadense Eifs PDFDocument138 pagesManual Canadense Eifs PDFLuciano DodlNo ratings yet
- Co-Production of N-Butanol and IsobutanolDocument94 pagesCo-Production of N-Butanol and IsobutanolbecpavanNo ratings yet
- Allyl Chloride Production PDFDocument4 pagesAllyl Chloride Production PDFmarisolNo ratings yet
- FOSFA Banned List PDFDocument2 pagesFOSFA Banned List PDFanggirasti0% (2)
- Ethyl Benzene ProductionDocument6 pagesEthyl Benzene ProductionsoheilsedNo ratings yet
- Final Year Design Project Thesis Report Session 2018Document153 pagesFinal Year Design Project Thesis Report Session 2018RiholoNo ratings yet
- Ethyl Benzene Plant DesignDocument31 pagesEthyl Benzene Plant DesignRohit Kakkar100% (13)
- CEH EthylbenzeneDocument35 pagesCEH EthylbenzeneRol E Marcos Lôbo100% (2)
- Ethylbenzene Dehydrogenation Into Styrene: Kinetic Modeling and Reactor SimulationDocument249 pagesEthylbenzene Dehydrogenation Into Styrene: Kinetic Modeling and Reactor Simulationrobinhood1010198883% (6)
- SecRep Team 15 Sec 1 PDFDocument25 pagesSecRep Team 15 Sec 1 PDFSouseiseki ChromeNo ratings yet
- Inhibitors For Unsaturated Polyester Resines. Parker 1963Document4 pagesInhibitors For Unsaturated Polyester Resines. Parker 1963Guz UchihaNo ratings yet
- Design Project (1) FinalDocument38 pagesDesign Project (1) FinalJasonNtsako100% (3)
- Final Design - Assignment IIIDocument67 pagesFinal Design - Assignment IIIAmilcarwalter67% (3)
- Aromatics UnitsDocument5 pagesAromatics UnitsAbraham Juarez LuisNo ratings yet
- Commercial Gasfier For IGCC ApplicationDocument292 pagesCommercial Gasfier For IGCC Applicationapi-3799861No ratings yet
- Project 4 Ethylene OxideDocument12 pagesProject 4 Ethylene OxideNhan Nguyen Van100% (4)
- Ethylbenzene Production ReportDocument17 pagesEthylbenzene Production ReportVamsidhar Gannavarapu100% (1)
- B2 Group 1..acetone Production PDFDocument21 pagesB2 Group 1..acetone Production PDFElif TaşdövenNo ratings yet
- Arrieta Ethylene GlycolDocument8 pagesArrieta Ethylene GlycolNguyen VietNo ratings yet
- Styrene Butadiene Rubber Production PlantDocument6 pagesStyrene Butadiene Rubber Production PlantHarold AldayNo ratings yet
- Hariom ReportDocument60 pagesHariom Reportहरिओम हरी100% (2)
- انتاج الداي مثيل ايثرDocument242 pagesانتاج الداي مثيل ايثرمحمد العراقي100% (1)
- Ethyl-Benzene Process DescriptionDocument6 pagesEthyl-Benzene Process DescriptionAhsan Raza100% (3)
- Ethyl Benzene Project ReportDocument88 pagesEthyl Benzene Project ReportRahul Srivastava92% (26)
- 04-Control of Volatile Organic Compounds (VOCs)Document187 pages04-Control of Volatile Organic Compounds (VOCs)Ahmed AliNo ratings yet
- Plant DesignDocument42 pagesPlant Designmuhammad ilyasNo ratings yet
- Project 5 Ethyl BenzeneDocument13 pagesProject 5 Ethyl Benzenefearoth87100% (3)
- Ethyl Benzene Plant Design PDFDocument31 pagesEthyl Benzene Plant Design PDFKaul PatrickNo ratings yet
- Relap5/Mod3.3 Code Manual Volume Ii: User'S Guide and Input RequirementsDocument160 pagesRelap5/Mod3.3 Code Manual Volume Ii: User'S Guide and Input RequirementsWilhelm ThorleyNo ratings yet
- Reactor Design 7SONDocument53 pagesReactor Design 7SONYasemin KaradağNo ratings yet
- StyreneDocument35 pagesStyreneDavid Wong67% (3)
- EthylbenzeneDocument4 pagesEthylbenzeneMouaath Al-Kalbani75% (4)
- Scale Up of Chemical ReactorsDocument51 pagesScale Up of Chemical ReactorsMilton MizrainNo ratings yet
- Synthesis of Dimethyl Ether: Capstone IDocument54 pagesSynthesis of Dimethyl Ether: Capstone IRickyWisaksonoNo ratings yet
- 5 6251216941030047774Document41 pages5 6251216941030047774Salihah AbdullahNo ratings yet
- Final Project Updated 2Document80 pagesFinal Project Updated 2Abdulwahid SultanNo ratings yet
- 06 - Reactor DesignDocument28 pages06 - Reactor DesignNoman AslamNo ratings yet
- Presentation CumeneDocument39 pagesPresentation Cumeneممدوح الرويليNo ratings yet
- Cumene Production Robert SchmidtDocument14 pagesCumene Production Robert SchmidtVatsalNo ratings yet
- Manufacturing of EthylbenzeneDocument65 pagesManufacturing of EthylbenzeneEr Bali Pandhare95% (58)
- Project 1 StyreneDocument11 pagesProject 1 StyreneAbigail MCabezasNo ratings yet
- Cumene - Final Yeat Project 2019 - Final FormatingDocument188 pagesCumene - Final Yeat Project 2019 - Final FormatingTalha IshaqNo ratings yet
- Evap DesignDocument16 pagesEvap DesignAhmed Ali100% (3)
- CPE520 - Mini Project Management ReportDocument49 pagesCPE520 - Mini Project Management Reporthakim amirNo ratings yet
- Smith and Van Ness Appendix A To G PDFDocument81 pagesSmith and Van Ness Appendix A To G PDFEdward LlonilloNo ratings yet
- Benzene Production Using Hydrodealkylation RouteDocument3 pagesBenzene Production Using Hydrodealkylation RouteCluisantony Jayco DizeNo ratings yet
- Ethylbenzene ProductionDocument30 pagesEthylbenzene ProductionNurul Ain Ibrahim75% (4)
- Systemdesignfinalreport CumeneDocument57 pagesSystemdesignfinalreport Cumenebiondimi0% (1)
- Project Ethyl Benzene .. 2019-20 .. Jay RSDocument100 pagesProject Ethyl Benzene .. 2019-20 .. Jay RSBhatu DevareNo ratings yet
- Design and Construction of Waste Paper' Recycling PlantDocument12 pagesDesign and Construction of Waste Paper' Recycling PlantAhmed Ali100% (1)
- Cumene ManufactringDocument74 pagesCumene ManufactringTan JieSheng100% (1)
- Production of StyreneDocument7 pagesProduction of StyreneNeil Tesaluna75% (4)
- Project 6 - Ethylene Oxide PDFDocument13 pagesProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- Ethyl BenzeneDocument11 pagesEthyl BenzeneIan Jasper SabordoNo ratings yet
- Engineers Guide - Cumene Peroxidation Process For Phenol ProductionDocument2 pagesEngineers Guide - Cumene Peroxidation Process For Phenol ProductionEdrian A. Mañalong100% (1)
- 2 Ethyl 2520hexanol Methods 2520of 2520 ProductionDocument10 pages2 Ethyl 2520hexanol Methods 2520of 2520 Productionapi-3714811No ratings yet
- Plant Design Project FinalDocument221 pagesPlant Design Project FinalYasser AshourNo ratings yet
- Acrolein Design ProjectDocument13 pagesAcrolein Design ProjectPeter McCormack100% (1)
- Design of EthylbenzeneDocument5 pagesDesign of Ethylbenzenesahar vahdatifarNo ratings yet
- CPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFDocument41 pagesCPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFnoorNo ratings yet
- Production of CyclohexaneDocument2 pagesProduction of Cyclohexanesushant kadamNo ratings yet
- التعديل النهائي محمد احمد علي عبدالله 22130011 PDFDocument115 pagesالتعديل النهائي محمد احمد علي عبدالله 22130011 PDFRojan Pradhan0% (1)
- Brandstaedter Willi MichaelDocument202 pagesBrandstaedter Willi MichaelApril JuneNo ratings yet
- Mini Project Full PDFDocument37 pagesMini Project Full PDFMohamad El KheirNo ratings yet
- Mtbe PDFDocument47 pagesMtbe PDFYayee LalainheavenNo ratings yet
- Literature Survey On 2EH ProductionDocument3 pagesLiterature Survey On 2EH Productionkilldeadman100% (2)
- For Hysys UsersDocument5 pagesFor Hysys UsersZohaib RanaNo ratings yet
- Irish Water - Chemical Storage - Nov 2017Document110 pagesIrish Water - Chemical Storage - Nov 2017Song Nguyen NguyenNo ratings yet
- Bromate EngDocument76 pagesBromate Engprabal rayNo ratings yet
- EyobDocument41 pagesEyobAma Nu ElNo ratings yet
- Finla ProjectDocument68 pagesFinla Projectmusie tesfamariamNo ratings yet
- VIRGIN GALACTIC Design, Manufacture, and Analysis of A GOx-Nylon 6 Hybrid Rocket Propulsion System With A Hydrogen Co-Firing ConfigurationDocument82 pagesVIRGIN GALACTIC Design, Manufacture, and Analysis of A GOx-Nylon 6 Hybrid Rocket Propulsion System With A Hydrogen Co-Firing ConfigurationFabio BosioNo ratings yet
- Nes 329 Heat ExchangerDocument32 pagesNes 329 Heat ExchangerSharad Kokate100% (1)
- Miscellaneous Treatment Processes PDFDocument6 pagesMiscellaneous Treatment Processes PDFAhmed AliNo ratings yet
- Problems: CHEM1020Document45 pagesProblems: CHEM1020Ahmed AliNo ratings yet
- URUAE Full Proceeding Sept (1) - 12-14-110-114 PDFDocument5 pagesURUAE Full Proceeding Sept (1) - 12-14-110-114 PDFAhmed AliNo ratings yet
- Project 33Document8 pagesProject 33Ahmed AliNo ratings yet
- Airlift Bioreactors and Mechanically Stirred Tanks Are Widely Used in BioprocessingDocument2 pagesAirlift Bioreactors and Mechanically Stirred Tanks Are Widely Used in BioprocessingAhmed AliNo ratings yet
- Applications of Egg Shell and Egg Shell Membrane As AdsorbentsDocument13 pagesApplications of Egg Shell and Egg Shell Membrane As AdsorbentsAhmed AliNo ratings yet
- Evaluation of Dissolved Air Flotation Unit For OilDocument8 pagesEvaluation of Dissolved Air Flotation Unit For OilAhmed AliNo ratings yet
- Ijrerd A085 PDFDocument4 pagesIjrerd A085 PDFAhmed AliNo ratings yet
- Ms-09-Development of A Paper Recycling ProcessDocument7 pagesMs-09-Development of A Paper Recycling ProcesshidaiNo ratings yet
- Study On The Hydrodynamics of Stirred Vessels PDFDocument6 pagesStudy On The Hydrodynamics of Stirred Vessels PDFAhmed AliNo ratings yet
- Heat ProblemsDocument17 pagesHeat ProblemsAhmed AliNo ratings yet
- Investigation of Surfactant Effect On The Operational Characteristics PDFDocument11 pagesInvestigation of Surfactant Effect On The Operational Characteristics PDFAhmed AliNo ratings yet
- Progress of Styrene ProductionDocument2 pagesProgress of Styrene ProductionAhmed AliNo ratings yet
- J. Basic. Appl. Sci. Res., 1 (11) 2314-2318, 2011Document5 pagesJ. Basic. Appl. Sci. Res., 1 (11) 2314-2318, 2011Ahmed AliNo ratings yet
- DF Manual of PulverizerDocument3 pagesDF Manual of PulverizerAhmed AliNo ratings yet
- Dedicated System For Production of Food Grade Product: Limestone Caco + 2Hcl Co + H O + Cacl Hydrochloric AcidDocument1 pageDedicated System For Production of Food Grade Product: Limestone Caco + 2Hcl Co + H O + Cacl Hydrochloric AcidAhmed AliNo ratings yet
- CH CW AmmoniaandureaDocument12 pagesCH CW AmmoniaandureaAhmed AliNo ratings yet
- Cool Lab ManualDocument12 pagesCool Lab Manualgiri_shwetaNo ratings yet
- 19890204Document11 pages19890204Ahmed AliNo ratings yet
- An Example of Sizing of A Heat Exchanger in Which A Stream Undergoes Both A Phase Change and Temperature Change in The Vapor And/or LiquidDocument4 pagesAn Example of Sizing of A Heat Exchanger in Which A Stream Undergoes Both A Phase Change and Temperature Change in The Vapor And/or LiquidJoshua JohnsonNo ratings yet
- Optimize The ProductionDocument103 pagesOptimize The Productionferik2No ratings yet
- Xylenes Material 2520balanceDocument8 pagesXylenes Material 2520balanceAhmed AliNo ratings yet
- 1992 Lazaridis Daf Metal IonsDocument16 pages1992 Lazaridis Daf Metal IonsAhmed AliNo ratings yet
- Urea Synthesis ProcessDocument5 pagesUrea Synthesis ProcessrajmaneamitNo ratings yet
- Al Zoubi2015Document9 pagesAl Zoubi2015Ahmed AliNo ratings yet
- Benzene Toluene EquilibriumDocument2 pagesBenzene Toluene EquilibriumAhmed AliNo ratings yet
- MSDS Biji PlastikDocument6 pagesMSDS Biji PlastikResti Serlina SariNo ratings yet
- ChemicalsDocument107 pagesChemicalsAdam RizkyNo ratings yet
- B.2. Ethylbenzene Production, Unit 300Document3 pagesB.2. Ethylbenzene Production, Unit 300Deivid Carvajal CcoilloNo ratings yet
- Catalysts Licensing One Pager EnpdfDocument2 pagesCatalysts Licensing One Pager Enpdfprasad336No ratings yet
- Reverse Engineering ReportDocument5 pagesReverse Engineering Reportapi-296708165No ratings yet
- SKC Passive (Diffusive) SamplesDocument4 pagesSKC Passive (Diffusive) SamplesPietro MatosNo ratings yet
- List of Quality Control Orders Notified in Gazette of India To Make The Standards Mandatory - Ministry of Chemicals and FertilizersDocument14 pagesList of Quality Control Orders Notified in Gazette of India To Make The Standards Mandatory - Ministry of Chemicals and FertilizersELP LawNo ratings yet
- Soal P8.26 Dan P13.2Document14 pagesSoal P8.26 Dan P13.2Jaka Septian KustantoNo ratings yet
- Characterization of Styrene-Acrylonitrile Copolymer by Pyrolysis Gas ChromatographyDocument8 pagesCharacterization of Styrene-Acrylonitrile Copolymer by Pyrolysis Gas ChromatographyPhilip ShihNo ratings yet
- Modelling and Simulation of Benzene Alkylation ProDocument13 pagesModelling and Simulation of Benzene Alkylation ProSanjeev NehruNo ratings yet
- Inhibiting Polymerization: Monitoring The Concentration of TBC in Styrene According To ASTM D4590Document1 pageInhibiting Polymerization: Monitoring The Concentration of TBC in Styrene According To ASTM D4590Mamoon ShahidNo ratings yet
- Appendix A - H PDFDocument103 pagesAppendix A - H PDFAmir Fahad0% (1)
- Group 1 - ETHYLBENZENE PRODUCTIONDocument7 pagesGroup 1 - ETHYLBENZENE PRODUCTIONQuỳnh Như PhạmNo ratings yet
- Shell - Cargo Handling Sheet Styrene MonomerDocument5 pagesShell - Cargo Handling Sheet Styrene MonomerJohn StoneNo ratings yet
- DehydrogenationDocument190 pagesDehydrogenationHaniif PrasetiawanNo ratings yet
- E SBRDocument1 pageE SBRGaneshperumal VaradharajanNo ratings yet
- Universities of Leeds, Sheffield and York: Promoting Access To White Rose Research PapersDocument25 pagesUniversities of Leeds, Sheffield and York: Promoting Access To White Rose Research PapersMatthew SchembriNo ratings yet
- 3-Final PMDDocument26 pages3-Final PMD114912No ratings yet
- Chemcad SimulationDocument69 pagesChemcad Simulationmei krismahariyantoNo ratings yet
- Vinyl Chloride Monomer (VCM) Production ProcessDocument11 pagesVinyl Chloride Monomer (VCM) Production ProcessKubra ĖdrisNo ratings yet