You might also like
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 pagesAcceptance Criteria of Weld Defects As Per Different CodesdhasdjNo ratings yet
- Welding Defects: BY BYDocument63 pagesWelding Defects: BY BYSurendra KamalNo ratings yet
- P Q R - 005Document2 pagesP Q R - 005Courtney DukeNo ratings yet
- AWS D1.1 Weld Technique SketchDocument6 pagesAWS D1.1 Weld Technique SketchnathgsurendraNo ratings yet
- Is There Any Specific Idea To Have A Call To Accept or Reject For Excess Penetration For Tubes Through Radiography Film?Document5 pagesIs There Any Specific Idea To Have A Call To Accept or Reject For Excess Penetration For Tubes Through Radiography Film?Rakesh Kumar MundaNo ratings yet
- Asme 9 TipsDocument13 pagesAsme 9 TipsnasrpkNo ratings yet
- Visual Weld Exam TrainingDocument64 pagesVisual Weld Exam Trainingcarlos100% (1)
- CSWIP 3.1 Course Note 2016 With Question & AnswersDocument3 pagesCSWIP 3.1 Course Note 2016 With Question & AnswersSakthi Pk100% (1)
- ASME V Article 7 Magnetic Particle ExaminationDocument1 pageASME V Article 7 Magnetic Particle ExaminationAmanda Ariesta Aprilia100% (4)
- Flaw Detection and Characterization in Welded Samples Used For Ultrasonic System QualificationDocument6 pagesFlaw Detection and Characterization in Welded Samples Used For Ultrasonic System Qualificationcal2_uniNo ratings yet
- Wis5 TermsDocument29 pagesWis5 Termsravi00098No ratings yet
- Pressure Vessel RT Test: Requirements, Acceptance Criteria & Symbols ExplainedDocument3 pagesPressure Vessel RT Test: Requirements, Acceptance Criteria & Symbols ExplainedBhavani PrasadNo ratings yet
- Senior Welding Inspector DutiesDocument59 pagesSenior Welding Inspector Dutiesnagu100% (1)
- VisualProcedure - LouDocument8 pagesVisualProcedure - Loujoshrathburn19800% (1)
- Importance of Welding: QA/QC DepartmentDocument55 pagesImportance of Welding: QA/QC Departmentimran jamil0% (1)
- API 1104 Welding Defect GuideDocument48 pagesAPI 1104 Welding Defect GuidesbmmlaNo ratings yet
- 15.0 Non-Destructive Examination of Welds: Adiographic EstingDocument5 pages15.0 Non-Destructive Examination of Welds: Adiographic EstingRagesh K RaviNo ratings yet
- A General Review of The Causes and Acceptance of Shape ImperfectionsDocument7 pagesA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekNo ratings yet
- VT-2 Codes and StandardsDocument29 pagesVT-2 Codes and StandardsMirza Safeer Ahmad100% (1)
- Welding Defects PraDocument2 pagesWelding Defects PraEzhil Vendhan PalanisamyNo ratings yet
- Overview of NDT Methods & ApplicationsDocument7 pagesOverview of NDT Methods & Applicationsgeorgescribd1103No ratings yet
- UT Thickness Digital 19-105 Rev.0 PDFDocument10 pagesUT Thickness Digital 19-105 Rev.0 PDFUmair JavedNo ratings yet
- Interview QuestionsDocument13 pagesInterview QuestionsWalter RuedaNo ratings yet
- Penetrants TESTINGDocument86 pagesPenetrants TESTINGsankaran_muthukumarNo ratings yet
- RT SlideDocument36 pagesRT SlidekbldamNo ratings yet
- Standard Practice For Ultrasonic Examination of Heavy Steel ForgingsDocument6 pagesStandard Practice For Ultrasonic Examination of Heavy Steel ForgingsSTRUCPIPE CALIDAD100% (1)
- DR 10.01 Instructions For Non-Destructive Testing of Welds REV 05 2011-07Document13 pagesDR 10.01 Instructions For Non-Destructive Testing of Welds REV 05 2011-07SasaNo ratings yet
- A L F I: Cceptance Imit OR MperfectionsDocument29 pagesA L F I: Cceptance Imit OR MperfectionsDavid MacatangayNo ratings yet
- ASNT Level-II Visual & Optical Testing ProcedureDocument5 pagesASNT Level-II Visual & Optical Testing ProcedureFadil WimalaNo ratings yet
- Visual TestingDocument1 pageVisual TestingAnonymous GE8mQqxNo ratings yet
- Weld Discontinuity Evaluation Guide-Bolje SkeniranoDocument19 pagesWeld Discontinuity Evaluation Guide-Bolje SkeniranoDinesh RadhakrishnanNo ratings yet
- 24 Practical Visual InspectionDocument5 pages24 Practical Visual InspectionMai Anh TaiNo ratings yet
- 008a.rtfi - AbbrevationsDocument2 pages008a.rtfi - AbbrevationsVivekanandan JNo ratings yet
- Welding Inspector Job and ResponsilbilitiesDocument5 pagesWelding Inspector Job and ResponsilbilitiesFelix GomintongNo ratings yet
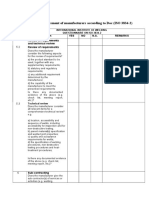
- Check List For Assessment of Manufacturers According To Doc (ISO 3834-2)Document5 pagesCheck List For Assessment of Manufacturers According To Doc (ISO 3834-2)Brijesh KumarNo ratings yet
- Tuv India Private Limited: Inspection Visit ReportDocument5 pagesTuv India Private Limited: Inspection Visit ReportAkhtar aliNo ratings yet
- Examination of Heavy Wall Pressure Vessel WeldsDocument8 pagesExamination of Heavy Wall Pressure Vessel WeldsDurgamadhaba Mishra100% (1)
- 12 MT ProcedureDocument17 pages12 MT ProcedureThân KhaNo ratings yet
- IQI Standards of RTDocument1 pageIQI Standards of RTHiren Panchal100% (1)
- Viewing and Interpretation of RadiographsDocument30 pagesViewing and Interpretation of RadiographsNatrajiNo ratings yet
- ASME UT Procedure WritingDocument7 pagesASME UT Procedure WritingReiaz Hosein100% (3)
- Visible Penetrant Examination Using The Water-Washable ProcessDocument6 pagesVisible Penetrant Examination Using The Water-Washable ProcessERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- High-Strength Copper-Base and Nickel-Copper Alloy Castings: Standard Reference Radiographs ForDocument5 pagesHigh-Strength Copper-Base and Nickel-Copper Alloy Castings: Standard Reference Radiographs ForSarita SharmaNo ratings yet
- Ultrasonic testing simulatorDocument6 pagesUltrasonic testing simulatorAshish PatelNo ratings yet
- TOFD Inspection With Phased Arrays: 17th World Conference On Nondestructive Testing, 25-28 Oct 2008, Shanghai, ChinaDocument7 pagesTOFD Inspection With Phased Arrays: 17th World Conference On Nondestructive Testing, 25-28 Oct 2008, Shanghai, ChinafizanlaminNo ratings yet
- CV for Welding InspectorDocument5 pagesCV for Welding InspectorTanveer Ahmed QuadriNo ratings yet
- Pressure Vessel Dimension InspectionDocument2 pagesPressure Vessel Dimension InspectionNorman MoralesNo ratings yet
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- 8 Inspection and Testing PersonnelDocument2 pages8 Inspection and Testing PersonnelelmiraNo ratings yet
- Identify Welding Defects & DiscontinuitiesDocument21 pagesIdentify Welding Defects & DiscontinuitiesJoanna AprilNo ratings yet
- PT Level-2Document22 pagesPT Level-2Surendra KamalNo ratings yet
- WFP 2-01-Att-1-R1Document3 pagesWFP 2-01-Att-1-R1Hakim 'n BilalNo ratings yet
- 1.0 Acceptance Criteria For Completed WeldsDocument4 pages1.0 Acceptance Criteria For Completed WeldscfcshakerNo ratings yet
- Asme B31.8Document8 pagesAsme B31.8deepndeepsi100% (1)
- Rudder Force and Rudder Torque CalculationDocument37 pagesRudder Force and Rudder Torque CalculationMaan MrabetNo ratings yet
- Rudder Force and Design RequirementsDocument37 pagesRudder Force and Design Requirementsmohammed attiaNo ratings yet
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDocument9 pagesEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJovanni RodriguezNo ratings yet
- Arc StrikeDocument9 pagesArc StrikeBulut YildizNo ratings yet
- Acceptable Weld Profiles GuideDocument9 pagesAcceptable Weld Profiles GuideDominic Apollo Robles100% (1)
- Chapter 1: The Investment Environment: Problem SetsDocument5 pagesChapter 1: The Investment Environment: Problem SetsGrant LiNo ratings yet
- CompactLogix 5480 Controller Sales GuideDocument2 pagesCompactLogix 5480 Controller Sales GuideMora ArthaNo ratings yet
- John GokongweiDocument14 pagesJohn GokongweiBela CraigNo ratings yet
- Oop Assignment # 2 Submitted By: Hashir Khan Roll #: 22f-7465 Date: 3-3-2023Document14 pagesOop Assignment # 2 Submitted By: Hashir Khan Roll #: 22f-7465 Date: 3-3-2023Hashir KhanNo ratings yet
- New Installation Procedures - 2Document156 pagesNew Installation Procedures - 2w00kkk100% (2)
- Continue: Adobe Project Voco DownloadDocument3 pagesContinue: Adobe Project Voco DownloadLazlo SecretNo ratings yet
- Safety QualificationDocument2 pagesSafety QualificationB&R HSE BALCO SEP SiteNo ratings yet
- Credentials List with Multiple Usernames, Passwords and Expiration DatesDocument1 pageCredentials List with Multiple Usernames, Passwords and Expiration DatesJOHN VEGANo ratings yet
- Railway RRB Group D Book PDFDocument368 pagesRailway RRB Group D Book PDFAshish mishraNo ratings yet
- Discursive Closure and Discursive Openings in SustainabilityDocument10 pagesDiscursive Closure and Discursive Openings in SustainabilityRenn MNo ratings yet
- Difference Between OS1 and OS2 Single Mode Fiber Cable - Fiber Optic Cabling SolutionsDocument2 pagesDifference Between OS1 and OS2 Single Mode Fiber Cable - Fiber Optic Cabling SolutionsDharma Teja TanetiNo ratings yet
- Cars Should Be BannedDocument3 pagesCars Should Be BannedIrwanNo ratings yet
- Part E EvaluationDocument9 pagesPart E EvaluationManny VasquezNo ratings yet
- Case Study - Soren ChemicalDocument3 pagesCase Study - Soren ChemicalSallySakhvadzeNo ratings yet
- Okuma Osp5000Document2 pagesOkuma Osp5000Zoran VujadinovicNo ratings yet
- EU Letter To Liz Truss 2016Document2 pagesEU Letter To Liz Truss 2016MadeleineNo ratings yet
- Material Properties L2 Slides and NotesDocument41 pagesMaterial Properties L2 Slides and NotesjohnNo ratings yet
- Spouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsDocument11 pagesSpouses Mariano Z. Velarde and Avelina D. VELARDE, Petitioners, vs. COURT OF Appeals, David A. RAYMUNDO and GEORGE RAYMUNDO, RespondentsRobyn JonesNo ratings yet
- Erp and Mis Project - Thanks To PsoDocument31 pagesErp and Mis Project - Thanks To PsoAkbar Syed100% (1)
- Lec - Ray Theory TransmissionDocument27 pagesLec - Ray Theory TransmissionmathewNo ratings yet
- SAP ORC Opportunities PDFDocument1 pageSAP ORC Opportunities PDFdevil_3565No ratings yet
- Fundamentals of Real Estate ManagementDocument1 pageFundamentals of Real Estate ManagementCharles Jiang100% (4)
- MiniQAR MK IIDocument4 pagesMiniQAR MK IIChristina Gray0% (1)
- Econ Old Test 2Document7 pagesEcon Old Test 2Homer ViningNo ratings yet
- Developing a Positive HR ClimateDocument15 pagesDeveloping a Positive HR ClimateDrPurnima SharmaNo ratings yet
- Tyron Butson (Order #37627400)Document74 pagesTyron Butson (Order #37627400)tyron100% (2)
- AnkitDocument24 pagesAnkitAnkit MalhotraNo ratings yet
- Project The Ant Ranch Ponzi Scheme JDDocument7 pagesProject The Ant Ranch Ponzi Scheme JDmorraz360No ratings yet
- Benzon CaseDocument3 pagesBenzon Casejulieanne07100% (1)
- BlueDocument18 pagesBluekarishma nairNo ratings yet