Tito Luiz da Silveira and Iain Le May
REFORMER FURNACES: MATERIALS, DAMAGE MECHANISMS, AND ASSESSMENT
Tito Luiz da Silveira
Tito Silveira Engenharia e Consultaria Ltda Rua Couto de Magalhes, 744 20930-090 Rio de Janeiro, RJ Brazil
and Iain Le May *
Metallurgical Consulting Services Ltd. Saskatoon, Canada
:
. . .
* Address for correspondence: P.O. Box 5006, Saskatoon, SK, Canada S7K 4E3 Tel: (1-306) 934-9191 e-mail: lemayi@metallurgicalconsulting.net
Paper Received 17 April, 2006
December 2006
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
99
Tito Luiz da Silveira and Iain Le May
ABSTRACT The assessment of damage in reformer furnaces is an important factor in determining their remaining safe life. In this paper the methodology of damage assessment is reviewed, and the concept of characteristic curves to assess damage is introduced: this provides a simplified procedure to give a realistic estimate of the extent of damage and the remaining life of reformer furnace tubes. An example is also given of a case study to determine remaining life in the presence of a partthrough-wall crack in a component in the header of a reformer furnace using a nonlinear fracture mechanics approach. Key words: reformer furnaces; high temperature materials; damage mechanisms; damage assessment; inspection; remaining life prediction
100
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
December 2006
Tito Luiz da Silveira and Iain Le May
REFORMER FURNACES: MATERIALS, DAMAGE MECHANISMS, AND ASSESSMENT
INTRODUCTION Reformer furnaces are used widely in the petrochemical industry to produce hydrogen from hydrocarbons. The hydrogen production takes place in radiant tubes containing a catalyst, as a result of endothermic reactions between hydrocarbons (mostly methane) and water vapor. The design of reformer furnaces has improved greatly over the past 30 years. New alloys and manufacturing processes have been developed to meet the severe requirements imposed on the tubes in the radiation zone and in the hot reaction gas outlet. There has been improvement in catalysts to provide lower reaction temperatures. However, at the same time, there has been a trend towards increased temperature and pressure to achieve further increases in production and efficiency. Figure 1 shows the arrangement of a typical small or medium sized furnace with the reformer columns, which contain the catalyst, arranged in the form of two vertical walls. The number of columns varies between 15 and 200, depending on the number and size of the walls. Most modern furnaces are of the top-fired type with burners disposed in rows on both sides of the columns, while older furnaces may be of the side-fired type with burners distributed in two or more layers. The columns receive the charge through the inlet pigtails of CrMo low alloy steel above the roof of the radiation chamber. The pigtails have a shape that provides flexibility to accommodate the axial displacement of the horizontal inlet manifold and of the vertical columns produced by thermal expansion.
Figure 1. Schematic view of a top fired reformer furnace
December 2006
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
101
Tito Luiz da Silveira and Iain Le May
The columns are suspended through the use of counterweights or hangers. Depending on the design, a fraction of the weight of the columns is transmitted to the furnace structure at their lower ends. The reaction gas leaves the columns through the outlet pigtails, connecting to the outlet manifold. The outlet pigtails provide flexibility to compensate for their thermal expansion and the thermal expansion in the horizontal outlet manifold. From the outlet manifold, the reaction gas flows through a transition piece to the recovery boiler, where it is cooled, producing saturated steam. In some furnaces the transition piece is welded to one extremity of the outlet manifold: in others there is a tee in the middle of the outlet manifold and the transition piece is welded to it. This starts as a cone of the same material as the manifold. A refractory is applied to the internal surface in such a way that the flow cross section remains the same as that of the outlet manifold. The wall temperature falls as the refractory thickness increases, permitting the use of carbon steel in the last part of the transition piece. In some furnaces the hot piping below the floor is kept inside an insulated chamber; in others, the insulation is applied directly on the pipes. HIGH TEMPERATURE CONDITIONS AND COMPONENTS The working pressure in a reformer furnace is between 1 and 5 MPa depending on the process and is essentially constant during operation. The temperature of the charge in the inlet manifold is between 420 and 550C. This is the wall temperature of the column segment in the furnace roof. The temperature of the reaction gas in the pipes below the floor of the furnace is between 800 and 900C.
Figure 2. Temperature distribution in the radiation zone for several reformer furnaces based on metallographic observations
102
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
December 2006
Tito Luiz da Silveira and Iain Le May
Figure 3. As-cast microstructure of centrifugally cast 25Cr35Ni steel, showing dendritic carbides within an austenitic matrix. From de Almeida et al. [4]
The wall temperature of the columns depends on several factors. One is the burner regulation, which may deviate with time. There is a loss of activity of the catalyst during its life cycle and, to compensate for this effect, the wall temperature may be increased. As the catalyst ages, there is a trend to form a preferred path for gas flow through the catalyst bed. Thus, cooling is not uniform over the column cross section, and hotter (and brighter) areas appear on its external surface in the form of a giraffe neck pattern, as observed through the furnace windows. There are cases of increased severity where the hotter zones have a ring like shape known as a tiger tail. These aspects are noted to call attention to the diversity and complexity of the variables that affect the column wall temperature. It is virtually impossible to foresee the column wall temperature in the radiation chamber with reasonable precision based on design models. Figure 2 [1] illustrates the temperature distribution in the radiation zone for several furnaces based on metallographic observations, the methodology of which is outlined below. It is apparent that there is a consistent trend towards the production of a maximum wall temperature in the lower half of the radiation chamber during service. In several cases this is estimated to be greater than 1000C. Field experience shows that skin temperature measurements based on thermography are in error as they indicate maximum readings more in the direction of the burners. The dimensions of the columns vary between 10 and 15 m in height, 100 to 200 mm diameter, and 10 to 25 mm wall thickness. The design is for a nominal life of 100 000 h (11.4 years) on the basis of API Recommended Practice 530 [2]. The length of a normal campaign for a reformer furnace may vary from 12 to 36 months (8 760 to 26 300 h). However, the useful service life is found to range from around 30 000 to 150 000 h, depending on the actual operating conditions and the characteristics of the particular material. Column Materials The most critical components of a reformer furnace are the columns. It is expensive and difficult to replace or repair these, whereas other components can be repaired or replaced more easily. Because of the extreme temperature conditions, highly alloyed steels are required, and as strength is increased, generally ductility and toughness decrease.
December 2006
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
103
Tito Luiz da Silveira and Iain Le May
The alloys used are not easily drawn or extruded, thus cast structures are used. Centrifugal casting is now generally used as the structure is more even and the grains are oriented in a radial direction, providing greater strength and creep resistance.
Figure 4. Light optical micros of as-cast modified HP alloys: (a) HPNb; (b) HPNbTi. From de Almeida et al. [4]
The alloys commonly used are CrNi stainless steels. Formerly a preferred composition was 25Cr, 20Ni, 0.4C, designated as HK-40 [3], but with increase in operating temperature HP-40 material (25Cr, 35Ni, 0.4C) has become more common. In order to have long-time strength at high temperature, the austenitic CrNi matrix of these alloys is strengthened through a dispersion of hard deformation-resistant carbide particles. In the as-cast condition there is a network of primary carbides along grain boundaries, lying in a dendritic pattern, as shown in Figure 3 [4]. When in service at high temperature, a distribution of fine secondary carbides is formed in an interdendritic manner, at the same time the primary carbides dissolve. High temperature strength (resistance to deformation) depends on a distribution of fine, strong, and stable particles. Unfortunately, there is always a tendency for particles to coarsen during high temperature service to minimize surface energy, and diffusion takes place to facilitate this the higher the temperature the faster the diffusion occurs. Thus there is a need to stabilize the fine dispersion of particles. This has been achieved to an extent by modifying the HP composition by the addition of Nb and other carbide-stabilizing elements. Titanium (up to approximately 0.8%) and yttrium (approximately 0.3%) have been experimented with in the form of small additions. Titanium appears to have a similar beneficial effect to that of niobium while yttrium appears to contribute to high temperature strength through fragmentation of the chromium carbides [57]. Figure 4 illustrates the as-cast structure of HP-40 at higher magnification, illustrating the dendritic carbide network. It may be seen that the dendritic network is less continuous with the presence of titanium (0.04%). Note also the absence of secondary precipitation in the austenite matrix. Upon ageing (900C for 1000 h), widespread secondary precipitation is seen (Figure 5) [4]. The centrifugal casting process causes the partition of elements through the thickness of the wall of the column segments. The effect of small yttrium additions results in a duplex structure; that is: elongated grains near the outer surface and finer grains at the inner surface as shown in Figure 6 [5]. Such a structure is potentially beneficial as the radial elongated grain structure is very creep resistant, while the fine interior grain structure is resistant to carburization reactions occurring within the furnace tubes. Figure 7 illustrates the microstructure of this material, showing massive carbides near the outer surface and fragmented carbides near the inner surface [5].
104
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
December 2006
Tito Luiz da Silveira and Iain Le May
Figure 5. Light optical figures of modified HP alloys in aged condition: (a) HPNb; (b) HPNbTi. From de Almeida et al. [4]
Figure 6. Micrograph of the centrifugally cast structure of a column with yttrium addition, showing the duplex microstructure. From Noronha et al. [5]
The progressive changes in microstructure during service at high temperature are illustrated in Figure 8 [1], which shows the microstructure of an HK alloy. The effects shown are also typical for HP alloys. The development of the microstructural changes shown will be referred to further and in more detail when damage assessment is discussed. Several proprietary alloys have been developed from these compositions [8], and the use of dispersions of oxide particles have been tried. In principle, these can provide a more stable microstructure for creep resistance than a dispersion of secondary carbides as they will not go into solution in the austenite matrix as do the carbides. As already indicated, owing to the poor workability of these alloys, the columns are spindle-cast in segments 2 to 5 m long, internally machined and welded together. The lower extremity, which leads to the outlet pigtail, is sand-cast in the same material as used for the tube segments. The upper end has a flange in low alloy steel with a dissimilar metal weld. As a result, a reformer column contains at least one, and generally two or three butt welds within the radiation zone of the furnace.
December 2006 The Arabian Journal for Science and Engineering, Volume 31, Number 2C
105
Tito Luiz da Silveira and Iain Le May
Figure 7. Microstructure of yttrium-containing HP modified steel: left massive carbides near external surface; right fragmented carbides near inner surface. From Noronha et al. [5]
Figure 8. The state or condition of aging during extended service for HK40 steel. Specimens were taken transverse to the axis, mechanically polished and etched in aqua regia saturated with CuCl2. They were all taken close to the inner tube surface. The samples shown were from a single tube exposed to 6.9104 h of service. (a) Top left state I; (b) top middle state II; (c) top right state III; (d) bottom left state IV; (e) middle right state V; and (f) bottom right state VI. Note that the dark cavities in (e) and (f) are indications of creep damage occurring at higher temperatures. From Le May et al. [1]
The outlet pigtails and manifold require materials whose properties are a compromise between long-term hightemperature mechanical strength and good ductility after aging. Alloy 800 (20Cr, 32Ni, 0.05C) is the most commonly used material. The pigtails are made of seamless tube. The outlet manifold may be of seamless pipe or of welded spindle-cast segments.
106
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
December 2006
Tito Luiz da Silveira and Iain Le May
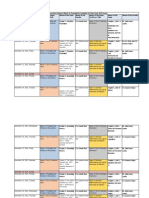
DAMAGE MECHANISMS Table 1 summarizes the most relevant mechanisms of damage accumulation that dictate the extinction of life in reformer columns, outlet pigtails, and outlet manifolds, based on extensive observations of failed components [9]. The table also shows the preferential sites for damage accumulation and the damage morphology.
Table 1. Mechanisms for Life Extinction
Reformer Columns Mechanism Creep Damage Aligned creep voids and multiple cracks start in the inner third of the wall, longitudinally oriented with respect to the column. A main crack propagates at the centre line of the weld deposit starting in the inner third of the wall. Microcracks and aligned creep voids are distributed parallel to the crack. Aligned creep voids and cracks start close to the column internal surface. Cracks are oriented transverse to the column. The fusion line acts as a barrier to crack propagation. The offset may correspond to several column diameters. The offset may divert the column towards its neighbours or the furnace wall. Scale formation, growth of interdendritic carbides and carbide precipitation in the austenitic matrix. Outlet Pigtails Creep Aligned creep voids and multiple cracks longitudinally oriented, nucleated at the external surface of the pigtail. Scale formation, loss of thickness, and gross microstructural changes, with loss of ductility. Very localized cracking due to stress concentration, usually nucleated from wedge crack type creep damage due to grain boundary sliding. Outlet Headers Creep Aligned creep voids and multiple microcracks longitudinally oriented at the external surface. When the header is poorly supported damage may be transverse due to bending. Multiple microcracks and aligned creep damage very localized in the stress concentration zone. Usually in small lengths of the joint perimeter, following maximum tensile stress due to bending. Damage may occur by grain boundary sliding with formation of wedge crack cavities: in other cases, relatively low stress produces cracking from round creep voids. May be localized in one segment of the header due to temperature or stress overloads. The complete pigtail length. In some cases damage is localized at the external radius of bends. Site Sections in the hotter segment of the reformer column. Centre line of the weld deposit of the welds between cast segments. The most susceptible welds are in the upper third of the columns. Heat affected zone of the butt welds between spindle cast segments. They appear in the upper third of the columns.
Creep at welds
Creep buckling
May be distributed over the complete length of the column or concentrated in one part. Internal surface of the hotter segment of the reformer column.
Carburization
Carburization Low cycle, high temperature creep-fatigue
Internal surface. Joint between pigtail and outlet header. May also occur at the joint between pigtail and reformer column.
Low cycle, high temperature creep-fatigue
Joint between the header and the tee that leads to the transition piece or between the header and the transition piece where they are welded together.
December 2006
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
107
Tito Luiz da Silveira and Iain Le May
For the furnace columns, damage can be by creep, carburization, thermal shock, and accidental overheating, leading to recrystallization and, in the extreme, to liquation of the eutectic carbides in the heatresistant cast austenitic alloys. On other occasions tubes may suffer gross distortion that, in extreme cases, can interfere with the fitness-for-purpose of the furnace. The effect of such distortions is to bring tubes locally closer together, such that there are local hot spots, arising from the reduction in radial heat loss from the tubes containing the catalyst. The most important damage mechanism leading to life extinction of the columns is creep, and the effect of increased local temperature causes a dramatic reduction in life because of this, as shown in Figure 9 [10].
Figure 9. The effect of exceeding the design temperature on the expected life of HK-40 alloy reformer furnace tubes
Figure 10. Microcracks and aligned creep voids in the HAZ at a weld in a reformer column. From da Silveira and Le May [9]
Damage starts in the inner third of the wall, appearing in the form of round voids randomly distributed on dendritic boundaries. Their preferred orientation is on boundaries perpendicular to the maximum principal tensile stress. At 50% of the useful life of the column, the boundaries show an alignment of creep voids, but without links between them being present. After 50% of useful life, an appropriately chosen cross section will show aligned voids and microcracks produced by their linkage. Some microcracks may reach the internal surface and, conservatively, it may be considered that the useful life is extinct when the cracks reach the outer half of the wall thickness. Creep damage generally results in multiple longitudinal cracks.
108
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
December 2006
Tito Luiz da Silveira and Iain Le May
The basic mechanism involved in causing creep damage is the generation of vacancies (missing atoms) produced during diffusion of species under stress and deformation on an atomic scale: these vacancies tend to congregate on grain boundaries forming pores. With many pores formed, there is a loss of cohesive strength on the grain boundaries and cracks initiate and propagate. The stress state within the column is complex, but it is apparent that the stress due to internal pressure plays a leading role in damage accumulation. As internal pressure varies little along the column length, damage concentrates in the hotter section. The majority of aged reformer tubes that the writer has analyzed have shown damage distributed along their length, but useful life was controlled by the damage that accumulated in the welds between tube segments situated in the upper third of their length. The main cracks may be found in the centerline of the weld or in the heat affected zone (HAZ) as shown in Figures 10 and 11 [9]. These cracks are transverse to the column and are related to the suspended weight. The location of such welds is towards the top of the furnace.
Figure 11. Longitudinal section through the butt weld of a reformer column showing creep cracking. The inside surface is at the left. From da Silveira and Le May [9]
The observations of damage distribution may be explained on the basis that welds between spindle-cast segments are more susceptible to long term creep damage than the parent metal. A weld will only develop longitudinal creep cracks due to hoop stress if the adjacent parent metal also develops this type of damage. In some cases, where the parent metal acts as a constraint to creep strain in the weld, this type of damage does not occur. Such constraint does not apply in the case of axial tensile stress. Because of this, the weld weakness permits the formation of transversely oriented cracks associated with axial stress, even at higher column sections where the wall temperature is relatively low. When the weld is not this weak, the dominant creep damage occurs in the parent metal at the hotter section of the column, and the cracks are longitudinal, as should be the case if controlled by hoop stress. DAMAGE ASSESSMENT OF REFORMER COLUMNS Analytical methods have been developed to assess reformer column safe life, as the assessment of damage and advance planning of column replacement should be made to ensure that failures and unplanned shutdowns during a campaign are avoided. The various analytical methods are discussed briefly later in this paper, but it is very useful to evaluate the probable extent of damage and remaining life in a particular furnace in a direct manner. A basic problem with the analytical methods is that there is a large degree of uncertainty involved, and an assumed worst case would generally give a pessimistic estimate of remaining life. However, the initial use of an analytical method to provide a first estimate is valuable in identifying if there may be a potential problem and whether a more direct evaluation using inspection procedures should be made.
December 2006 The Arabian Journal for Science and Engineering, Volume 31, Number 2C
109
Tito Luiz da Silveira and Iain Le May
Figure 12. Classification of the damage in the wall of a reformer tube, as indicated after metallographic preparation. From Le May et al. [1]
Figure 12 illustrates the form of the creep damage within a section of a furnace tube and the manner in which it can be classified [1]. The five levels of damage that are assigned are based on the classification adopted by Neubauer and Wedel [11] for steam generators, in which damage was ascribed to four different levels, ranging from the formation of isolated cavities to the presence of macrocracks. The approach adopted by Le May et al. [1] considers Level A as having no detectable voids, Level B as displaying isolated cavities, Level C having oriented cavities, Level D having microcracks, and Level E having macrocracks. In this metallographic procedure, the damage is assessed from a furnace tube removed at the end of a campaign, and chosen to be as representative as possible of the overall condition of the furnace. Damage is revealed through careful (and repeated) polishing and etching of sections from the tube to emphasize the damage as indicated by cavities and microcracks as demonstrated by da Silveira and Le May [12]. It is important that the repeated polishetch procedure is followed as the voids that may be disclosed are not of significant size up to the time that separation occurs along boundaries and microcracks are present. The initial mechanism of void formation is thought to be decohesion at the interface of a precipitate [13], the small gap opening up through the repeated application of the polishetch cycles [12, 13]. The voids that are disclosed on tube sections having the form of rings are arranged initially at the dendritic boundaries approximately one-third in from the inner surface. Their alignment follows a direction normal to the principal tensile stress. The microcracks that develop propagate to the internal surface to produce leakage. Experience has shown that the process is sufficiently slow that an effective forecast of the remaining life expectancy can be made by simple qualitative metallography applied to the cross-sections of an extracted sample tube. Reformer tubes are fabricated from several spindle-cast segments butt-welded together. Experience has shown that there are two possible sites for the alignment of the voids. When the weaker link corresponds to the spindle-cast metal, the alignment and the cracks that follow are arranged in longitudinal planes within the tube. When the weaker link is the weldment, the alignment may be localized in a plane transverse to the tube axis and lying either in the center of the weld or within the heat-affected zone. Thus, different levels of creep life consumption can be attributed to different sections of the reformer tube, based on the distribution of voids and cracks, leading to simple assessment criteria based on the qualitative observations. An important point is that the extent of creep damage is seldom distributed evenly around the complete cross-section of a reformer tube, and this needs to be considered in the sampling procedure for metallographic examination. Complete sections rather than segments of the tube wall are required for the evaluation. The microstructures of the cast austenitic stainless steels of the ASTM A297 type, Grades HP, HK or similar, as used for reformer furnaces, change substantially with aging at high temperature and so do their mechanical properties. For example, the ductility at ambient temperature falls to the extent that the tensile elongation may be less that 5% for material aged between 600 and 700C. Such behavior is normal and the furnace geometry is such that the limited ductility does not interfere with the fitness-for-purpose of the tube. Thus the aging process in itself should not be considered as a process of damage. The changes in microstructure are, however, useful indications of the actual wall temperature. They may be evaluated by field metallography using replicas or by the more conventional destructive metallography applied to cross-sections of a sacrificed reformer furnace tube.
110
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
December 2006
Tito Luiz da Silveira and Iain Le May
The microstructural changes that take place as a result of prolonged exposure to temperature are primarily alterations in carbide morphology. While time has an influence, the most important factor is temperature, and the microstructures that result can be correlated closely to the service temperature. The microstructural features that relate to the assessment of service temperature are shown in Figure 8, and their development is described in the following paragraphs. Below about 600C microstructural changes are not detectable with light microscopy, and this is designated State I of aging. From 600 to 700C the primary carbides tend to coalesce and become blocky: as well, secondary carbides nucleate in the interior of the austenite matrix, precipitating first along the edges of the dendrite arms. This is termed State II. Between 700 and 800C the primary carbides transform completely from a eutectic morphology to form compact blocks, and very fine secondary carbides are dispersed throughout the matrix, producing State III of aging. Between 800 and 900C the morphology of the primary carbides stabilizes and the secondary carbides coalesce. Because of carbon diffusion to the primary carbides, there is a loss of secondary carbides along the dendrite boundaries. This is termed State IV. For material exposed to temperatures between 900 and 1000C, larger coalesced secondary carbides are observed, their numbers being much less than at lower temperatures. A zone denuded in secondary precipitates surrounds the primary carbides: this is State V. Above 1000C, secondary carbides disappear and the austenite matrix has an appearance similar to the as-cast condition: this is termed State VI. Observations of the transformations of steels of the types discussed indicate that the initial changes in microstructure take place relatively rapidly at a given temperature level (within a few thousand hours) and that thereafter the extent of the change with time becomes small. Thus, the microstructural changes provide a reasonable estimate of the temperature profile to which a furnace tube has been subjected provided they have been in service for several thousand hours. By removing a single tube from a reformer furnace, cutting a series of ring samples from along its length, and examining these metallographically for microstructural changes and creep damage, plots of estimated temperature and of creep damage can be prepared. These are termed characteristic curves and examples are shown in Figures 13 and 14 [1, 14].
Figure 13. Characteristic curves for a reformer column of HK40 steel, removed after 4.85104 h of service. The observed state of aging is shown on the plot on the left with the temperature value corresponding to the observed microstructure. From Le May et al. [1]
December 2006
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
111
Tito Luiz da Silveira and Iain Le May
Figure 14. Characteristic curves for a column of HK40 steel after 6.5104 h of service. From Le May et al. [1]
Welded Joints When the life of the reformer column is limited by creep crack propagation in the welds, those that are most prone to damage are the two nearest to the top of the radiation chamber. In such a situation the positions of the cracks that develop are well defined, and it has been found possible to use radiography to evaluate creep damage that is in an advanced, but not yet terminal, stage. Figure 15 illustrates the criteria that are used for the evaluation of the level of accumulated damage in welded joints between the centrifugally cast sections of a reformer column [1]. The damage levels (A to E) correspond to those already discussed. In the majority of cases the useful life of welded joints is limited by the propagation of cracks in the plane of the weld and lying within the deposited metal. Cracking may also be observed in the heat affected zone and this may also be the limiting factor. Only rarely is the life limited by cracks transverse to the weld deposit, lying along the tube axis, and extending into the base metal of the centrifugally cast tube. Radiographic procedures have been developed and qualified for the detection of damage at the various levels indicated [1]. These utilize -radiography oriented (a) in line with the weld deposit (angle of incidence of 0) and (b) at an angle of incidence of approximately 15 to the weld. The former provides for detection of cracks within the plane of the weld metal at right angles to the tube axis, while the latter gives better detection of cracks lying within the heat affected zone. Radiography is conducted in place without removal of the reformer tube, but following removal of the catalyst from it. A test program demonstrated that damage in welds can be detected with good sensitivity. In the event of serious levels of damage being found, it would be good practice to remove a tube for confirmatory metallographic examination, as this is a more sensitive technique.
112
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
December 2006
Tito Luiz da Silveira and Iain Le May
Figure 15. Criteria used for the level of accumulated damage in welded joints between centrifugally cast sections of a reformer column, as shown by sectioning and metallographic preparation. From Le May et al. [1]
Figure 16. Procedure for preparation of the inner tube surface of specimens for examination by liquid penetrant. From Le May et al. [1]
December 2006 The Arabian Journal for Science and Engineering, Volume 31, Number 2C
113
Tito Luiz da Silveira and Iain Le May
Rapid Evaluation Procedure When a reformer column is removed for metallographic examination it may be useful to have a relatively rapid indication of the state of damage, as the metallographic assessment is time consuming. This may be done simply by a qualified technician using liquid penetrant inspection procedures [1]. Five segments cut appropriately from the column length can be prepared for examination as shown in Figure 16. The surface of the chamfered area should be kept as smooth as possible. Liquid penetrant testing is conducted over the chamfered surface. If cracking is present it will be in the form of longitudinal radial cracks in the wall, and this will appear as linear indications on the chamfered area. If such cracks are detected but are less than 25% of the wall thickness in radial dimension, it can be assumed that the risk of failure is sufficiently low that a further campaign can be undertaken. However, if they extend through more than 25% of the wall thickness, then a more detailed metallographic examination should be made. Casting Defects From time to time casting defects can lead to premature failure of reformer columns. Although a strict quality control policy is expected for this type of component, such defects have been observed in columns produced by different well-recognized foundries. Any unexpected reformer column failures should be submitted to a full analysis and the results used to adjust the inspection plan of the specific reformer column battery. Damage Assessment of Pigtails and Headers Damage assessment of the outlet pigtails and headers is simpler than for the columns as the creep and the creepfatigue damage initiate at the external surfaces. Liquid penetrant inspection made on adequately prepared surfaces will indicate damage at the microcrack level well before life extinction. Field metallography using replicas gives a long-term picture and can eliminate any doubts arising concerning the validity of the liquid penetrant indications. Severe carburization of the internal surface of the pigtails can be identified in a simple manner by the application of a magnet to the external surface of the component after this has been cleaned to remove the oxide layer completely. If the magnet shows any attraction, one pigtail can be removed for detailed evaluation. Carburization is not easily detected in the outlet header owing to its greater wall thickness. However, carburization is relevant only if weld repairs are necessary and a magnet can be applied over the bevel or on the well-cleaned internal surface of the manifold. Other NDE Procedures Various NDE procedures have been proposed for the detection of creep damage in reformer furnace columns. As the creep damage does not initiate near the outer surface of the tubes, it is not a straightforward matter to detect and evaluate it. Eddy current (ET) and ultrasonics have both been employed to estimate creep damage. Mahlangu [15] has presented the results of an inspection programme on more than 300 tubes using an automated crawler that provides a continuous record of tube outer and inner diameters with eddy current evaluation of the tube wall. However, it is to be noted that Mahlangu followed up the automated crawler examination by sectioning the tubes for metallographic examination. This emphasizes the fact that the nondestructive methods require to be verified before they can be depended upon to fully quantify the nature and extent of damage and hence estimate remaining safe life. Another nondestructive method of interest is laser profilometry [16], in which a light source (a diode laser) is passed down a tube and produces a continuous record of the inside topography of the tube. Local increases in internal diameter are indications of creep deformation. ANALYTICAL PROCEDURES Analytical procedures that can be used in an assessment of reformer furnaces include the procedures described in API Recommended Practice 530 [2], computer methods [17, 18], or using the Generalized Local Stress Strain (GLOSS) robust method [19]. Xiang Ling et al. [20] have modeled a reformer tube of HK-40 steel containing welded joints. The temperature distribution was obtained in the same manner as done by Le May et al. [1] from microstructural examination, while evaluation of the stress distribution was made by FEA. The damage distribution estimated by means of a continuum damage finite element technique [21] and the estimated effective temperature in the reformer tube are shown in Figure 17. Curves 1 and 3 represent the damage distribution at a rupture life of 110 000 h and a life of 90 000 h, respectively. Including metallographic observations in the analysis, a characteristic damage curve (curve 3) was obtained. It is not clear how this was added into the analytical data, but it may be seen that curves 1 and 2 are not satisfactory in predicting
114
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
December 2006
Tito Luiz da Silveira and Iain Le May
damage over a significant part of the tube (particularily the upper part). Also the analytical method did not take into account the local damage at welds. However, the FEA data do emphasize the local nature of the largest damage in a furnace tube some three-quarters of the way from the top, without consideration of the welds.
Figure 17. Assessment of remaining safe life of a reformer furnace. After Xiang Ling et al. [20]
REMAINING LIFE ESTIMATION The metallographic and other inspection methods outlined above can be used in the estimation of the extent of damage and thus the remaining life of reformer furnaces. The review is not a complete one but may serve to provide some insight to the damage mechanisms to be considered in high temperature petrochemical plant such as reformers. It should be emphasized again that the various non-destructive methods that are being increasingly employed to evaluate reformer furnace tubes need to be calibrated and justified, and that metallography is a very useful tool in carrying this out. In cases where cracking is present, for example at welds, it may be necessary to apply fracture mechanics principles to determine the length of a crack that can be tolerated without the risk of penetration through a pressure boundary or before fast fracture would occur. A first estimate will establish the critical crack size for the given loading and geometry, while the time to reach the critical size may be estimated from crack growth relations that may involve combinations of creep damage and fatigue damage and may use non-linear fracture mechanics approaches. A comprehensive review of the methodology is provided by Saxena [22], and computer programmes have been developed by Saxena [23] and further by Peace et al. [24] that allow quantitative predictions of remaining life to be made. CASE STUDY: ASSESSMENT OF A DAMAGED REFORMER FURNACE Background Furtado and Le May [25] have discussed the case of a reformer furnace that had developed cracks at the inlet manifold or header after approximately 12 000 h of operation. The cracks were at a tee connection as shown in Figure 18.
December 2006 The Arabian Journal for Science and Engineering, Volume 31, Number 2C
115
Tito Luiz da Silveira and Iain Le May
Figure 18. Schematic drawing of the inlet piping to a reformer furnace, showing the positions of the cracking and the support arrangements. From Furtado and Le May [25]
The operating conditions were 4.5 MPa pressure and 585C within the 305 mm diameter 321 stainless steel piping that had a wall thickness of 16 mm. Repair was made by welding at one of the cracked positions, but it was found impossible to completely remove the crack at the other location, as the crack kept growing with further grinding. A sketch was made by company personnel of the crack that remained at the ground area before weld metal was finally deposited to cover it. The geometry as recorded before welding is shown in Figure 19.
Figure 19. Sketch of the cracked region at the tee connection to the right in Figure 6 after grinding and before welding. From Furtado and Le May [25]
116
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
December 2006
Tito Luiz da Silveira and Iain Le May
The action to weld over a crack that had not been completely removed was taken to allow production to continue on a temporary basis and because it was desired to avoid cooling down the unit completely as the ambient temperature was around 40C. Subsequently it was requested that the unit be continued in operation for a longer time than originally envisaged and it was necessary to examine the structural integrity of the unit. Structural Integrity Evaluation Two aspects of structural integrity are of relevance here. First, the design was such that the piping was suspended from the top of the furnace by means of spring hangers, with the vertical feed line supported on a platform at the bottom, and there was a long semi-rigid connection between this line and the second of the two inlet manifolds. It was discovered that, when the unit was cooled down, the adjustment of the top support springs was such that the vertical feed line contracted and no longer rested on the bottom support, producing large bending stresses at the tee connections to both manifolds. The possibility of spring hang-up had not been considered in the design, and the operating personnel had not appreciated the potential for failure when the bottom support was not acting as was intended. Immediate re-evaluation of the support system was recommended to ensure that failure would not occur from this cause in future.
Figure 20. Remaining life prediction for the reformer header, showing the effect of initial crack size and shutdown frequency. From Furtado and Le May [25]
Figure 21. The effect on the remaining life of additional stress from partial suspension of the inlet piping due to malfunction of the hangers, based on a small initial crack size. From Furtado and Le May [25]
December 2006
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
117
Tito Luiz da Silveira and Iain Le May
The second aspect concerned the question of crack growth from the latent defect, assuming that there was remedial action taken to eliminate the possibility of the feed line becoming unsupported at its lower end during cooling down of the plant. This required assumptions to be made concerning the crack size based on the dimensions recorded by the maintenance staff before the crack was welded over, and an analysis of the time and operating cycles until it reached a critical length, based on some analytical approach. The approach used was to employ the simplified crack growth program developed by Saxena [23], and Figure 20 illustrates the results of this analysis, showing the estimated remaining life as a function of initial crack depth for different shutdown frequencies. Based on the sketch made by the maintenance staff and the geometry of the beveled surface after grinding, a reasonable estimate for the initial crack depth (2a) was taken as 10.2 mm. As the historical frequency of shutdowns was greater than 10 per year, the estimated safe life in the absence of excessive bending loads created by suspension of the feed line was no more than one year, and no extension of the temporary operation was considered possible. Figure 21 shows the effect of external load on remaining life corresponding to the presence of a small buried crack, considering one shutdown only per year. REFERENCES
[1] [2] [3] [4] [5] [6] [7] I. Le May, T.L. da Silveira, and C.H. Vianna, Criteria for the Evaluation of Damage and Remaining Life in Reformer Furnace Tubes, International Journal of Pressure Vessels and Piping, 66 (1996), pp. 233241. Calculation of Heater-Tube Thickness in Petroleum Refineries, API Recommended Practice 530, 3rd Edition. Washington, DC: American Petroleum Institute, 1996. A351/a 351M-91: Standard Specification for Castings, Austenitic, Austenitic-Ferritic (Duplex), for PressureContaining Parts. Philadelphia, PA: American Society for Testing and Materials, 1991. L.H. de Almeida, L.H. Ribeiro, and I. Le May, Microstructural Characterization of Modified 25Cr-35Ni Centrifugally Cast Steel Furnace Tubes, Materials Characterization, 49 (2002), pp.219229. M.J. Noronha, F.C. Nunes, and L.H. de Almeida, Microstructural Characterization of HP Cast Stainless Steel with Yttrium Addition, Acta Microscopia, 12 (2003), Supplement C, pp. 231232. F.C. Nunes, M.J. Noronha, D.S. dos Santos, and L.H. de Almeida, Yttrium Particles Observed in a Modified HP Stainless Steel, Acta Microscopia, 12 (2003), Supplement C, pp. 253254. F.C. Nunes, L.H. de Almeida, J. Dille, J.L. Delplancke, and I. Le May, Microstructural Changes Caused by Yttrium on NbTi-Modified Centrifugally Cast HP-Type Stainless Steels, Microstructural Science, Materials Characterization, 58 (2007), pp. 132142. J.J. Jones, Heat Resisting Alloys for the Petrochemical Industry. APV Paramount Ltd, 1986. T.L. da Silveira and I. Le May, Damage Assessment and Management in Reformer Furnaces, Trans. ASME, Journal of Pressure Vessel Technology, 119 (1997), pp. 423427. Failure Analysis and Prevention, in Metals Handbook, Volume 11. Metals Park, OH: American Society for Metals, 1986, p. 290. B. Neubauer and V. Wedel, Restlife Estimation of Creeping Components by Means of Replicas, in ASME International Conference on Advances in Life Prediction Methods, eds. D.A. Woodford and J.R. Whitehead. New York, NY: ASME , 1983, pp. 353356. T.L. da Silveira and I. Le May, Effects of Metallographic Preparation Procedures on Creep Damage Assessment, Materials Characterization, 28 (1992), pp. 7585. L.E. Samuels, R.W. Coade, and S.D. Mann, Precracking Structures in a Creep-Ruptured Low-Carbon Cr-Mo Steel: their Nature and Detection by Light Microscopy and Scanning Electron Microscopy, Materials Characterization, 29 (1992), pp. 343363. N.A.M. Ferreira, T.L. da Silveira, and I. Le May, Characteristic Curves for Damage Assessment in Reformer Furnace Tubes, in Materials Performance, Maintenance and Plant Life Assessment, eds., I. Le May, P. Mayer, P.R. Roberge and V.S. Sastri. Montreal, Canada: CIM, 1994, pp. 181191. F. Mahlangu, Verification of Inspection Method Used to Predict Premature Failure of Primary Reformer Tubes, in Cape 2001: Ageing of Materials and Methods for the Assessment of Lifetimes of Engineering Plant, ed. R.K. Penny. West Midlands, UK: EMAS, (2001), pp. 7993. NDT Solution: Laser Profilometry as an Inspection Method for Reformer Catalyst Tubes. American Society for Nondestructive Testing website, 1999. http://www.ndt/article/v04n02/roberts4/roberts4.htm .
December 2006
[8] [9] [10] [11]
[12] [13]
[14]
[15]
[16]
118
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
Tito Luiz da Silveira and Iain Le May
[17] [18] [19]
F.A. Simonen and C.E. Jaske, A Computational Model for Prediction of Life of Tubes Used in Petrochemical Heater Service, Trans. ASME, Journal of Pressure Vessel Technology, 107 (1985), pp. 239246. C.E. Jaske and R. Viswanathan, Remaining-Life Prediction for Equipment in High-Temperature/Pressure Service, Materials Performance, 30 (4) (1991), pp. 6167. L.C.F.C. Gomes, S.D. Bhole, I. Le May, and R. Seshadri, 1994, Remaining Life Evaluation of Catalytic Furnace Tubes, in Materials Performance, Maintenance and Plant Life Assessment, eds. I. Le May, P. Mayer, P.R. Roberge, and V.S. Sastri. Montreal, Canada: CIM, 1994, pp. 173179. Xiang Ling, Shan-Tung Tu, and Jian-Ming Gong, Damage Mechanics Considerations for Life Extension of HighTemperature Components, Trans ASME, Journal of Pressure Vessel Technology, 122 (2000), pp. 174179. J.-M. Gong, S.-T. Tu, and K.-B. Yoon Damage Assessment and Maintenance Strategy of Hydrogen Reformer Furnace Tubes, Eng. Failure Analysis, 6 (1999), pp. 143153. A. Saxena, Nonlinear Fracture Mechanics for Engineers. Boca Raton, USA: CRC Press, 1998. A. Saxena, PCPIPE, Version 3.0: A Computer Code for Integrity Analysis of Elevated Temperature Steam Pipes. Palo Alto, CA: Structural Integrity Associates, 1989. R. Peace, H.C. Furtado, and I. Le May, Remaining Life Assessment of Welded Pipes Containing Cracks, Int. J. Pressure Vessels & Piping, 83 (2006), pp. 798802. H.C. Furtado and I. Le May, Damage Evaluation and Life Assessment in High Temperature Plant: Some Case Studies, in Sixth International Conference on Creep and Fatigue. London: Institution of Mechanical Engineers, 1996, pp. 491499.
[20] [21] [22] [23] [24] [25]
December 2006
The Arabian Journal for Science and Engineering, Volume 31, Number 2C
119
You might also like
- Adjustment and Impulse Control DisordersDocument19 pagesAdjustment and Impulse Control DisordersArchana50% (4)
- Alloy 800H Material and Fabrication Challenges Associated With The Mitigation of Stress Relaxation CrackingDocument11 pagesAlloy 800H Material and Fabrication Challenges Associated With The Mitigation of Stress Relaxation CrackingGeorge SalsburyNo ratings yet
- Aligning With New Digital Strategy A Dynamic CapabilitiesDocument16 pagesAligning With New Digital Strategy A Dynamic Capabilitiesyasit10No ratings yet
- Caustic Stress Corrosion Cracking of A Graphite Cast Iron ComponentDocument8 pagesCaustic Stress Corrosion Cracking of A Graphite Cast Iron Componentriza9847No ratings yet
- HCL, CL Corrosion DataDocument8 pagesHCL, CL Corrosion DataShah RajendraNo ratings yet
- Boiler Life EstimationDocument5 pagesBoiler Life EstimationHalim Selamat100% (1)
- Prmary Reformer Catastrophic FailureDocument9 pagesPrmary Reformer Catastrophic FailureRizwan GujjarNo ratings yet
- Superior Spun Cast Material For Steam Reformer Furnaces: Alloy Centralloy 4852 Micro RDocument12 pagesSuperior Spun Cast Material For Steam Reformer Furnaces: Alloy Centralloy 4852 Micro Rvaratharajan g r100% (1)
- Exhanger Leakages in VDU - ModifiedDocument14 pagesExhanger Leakages in VDU - ModifiedJay LawsonNo ratings yet
- Reformer Inspection HP MagazineDocument4 pagesReformer Inspection HP MagazineRabah Brika100% (1)
- Customized Tower Design PTQ Q2 2013Document8 pagesCustomized Tower Design PTQ Q2 2013Muhammad Noor FadhliNo ratings yet
- Analysis of Downtime in Ammonia and Urea PlantsDocument12 pagesAnalysis of Downtime in Ammonia and Urea PlantsMuhammad Noor FadhliNo ratings yet
- Integrity of Corrosion at Heat ExchangersDocument53 pagesIntegrity of Corrosion at Heat Exchangersoperationmanager100% (2)
- SCC of Ss in NAOHDocument9 pagesSCC of Ss in NAOHKarna2504No ratings yet
- Stress Corrosion Cracking Issues in Syngas PlantsDocument12 pagesStress Corrosion Cracking Issues in Syngas PlantsciaoNo ratings yet
- Piston Ring TribologyDocument108 pagesPiston Ring TribologyShrigopal Prajapat100% (2)
- Corrosion Damage in Waste Heat Boilers Major Root Causes and RemediationDocument10 pagesCorrosion Damage in Waste Heat Boilers Major Root Causes and Remediationvaratharajan g rNo ratings yet
- Primary Reformer TubesDocument10 pagesPrimary Reformer TubesAhmed ELmlahyNo ratings yet
- Titanium Heat Exchangers Design IssuesDocument13 pagesTitanium Heat Exchangers Design Issuesxo123456789No ratings yet
- Archive of SID Research Note on Creep Life AssessmentDocument8 pagesArchive of SID Research Note on Creep Life AssessmentSubramanian CholaperumalNo ratings yet
- Reformer Tubes Tim HillDocument20 pagesReformer Tubes Tim HillProkopNo ratings yet
- Reformer Tube Life Assessment ThepetrostreetDocument20 pagesReformer Tube Life Assessment Thepetrostreetksvvij100% (2)
- (Tech Insp) Inspection Techniques in Reformer FurnacesDocument10 pages(Tech Insp) Inspection Techniques in Reformer FurnacesruchiniranjanNo ratings yet
- Cracking of Alloy 800H Reformer RiserDocument14 pagesCracking of Alloy 800H Reformer RiserTiah Nam Kuan100% (1)
- ECT Vs IRISDocument4 pagesECT Vs IRISAnuradha SivakumarNo ratings yet
- Sabp-A-078 Htha PDFDocument28 pagesSabp-A-078 Htha PDFmalleshNo ratings yet
- METALLURGICAL DAMAGE MECHANISM AND ASSESSMENTDocument61 pagesMETALLURGICAL DAMAGE MECHANISM AND ASSESSMENTSACHIN PETKARNo ratings yet
- App Note 02 Amine UnitDocument2 pagesApp Note 02 Amine UnitJamesNo ratings yet
- Materials For Hydrofluoric Acid Service in The New Millennium (51300-01345-Sg)Document48 pagesMaterials For Hydrofluoric Acid Service in The New Millennium (51300-01345-Sg)arnoldbatista55100% (1)
- Reinforcing Detailing of R.C.C MembersDocument47 pagesReinforcing Detailing of R.C.C MembersAmey ShettiNo ratings yet
- Reformer Tube Metal Insp MonitoringDocument63 pagesReformer Tube Metal Insp MonitoringAbdul Rehman100% (1)
- Life Assessment of Steam Reformer Catalyst Tube PDFDocument14 pagesLife Assessment of Steam Reformer Catalyst Tube PDFArjed Ali Shaikh0% (1)
- Austentite Steel Thermal StabilizationDocument17 pagesAustentite Steel Thermal StabilizationArangamar KumaranNo ratings yet
- Failure of Secondary Reformer RefractoryDocument27 pagesFailure of Secondary Reformer RefractoryZeshanNo ratings yet
- KHR35CTDocument2 pagesKHR35CTKiatchai IttivikulNo ratings yet
- Crude Unit Corrosion Control: Larry R White 281-363-7742Document45 pagesCrude Unit Corrosion Control: Larry R White 281-363-7742Salinas Salcedo Jorge Karol0% (1)
- Survey of Worldwide Experience with Metal DustingDocument12 pagesSurvey of Worldwide Experience with Metal Dustingsoubhadra nag100% (1)
- Creep Failure of HP Modified Reformer TubeDocument20 pagesCreep Failure of HP Modified Reformer Tubearaujo angel100% (1)
- Enhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachDocument4 pagesEnhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachRabah BrikaNo ratings yet
- Reformer Tube Failure IDocument13 pagesReformer Tube Failure Iabhijitwakodikar100% (2)
- Reformer TubeDocument16 pagesReformer TubeAgus Tri Atmanto100% (1)
- UOP Proper Design NHT Combined Feed Exchanger Equipment PaperDocument9 pagesUOP Proper Design NHT Combined Feed Exchanger Equipment Paperpiolinwalls100% (1)
- ECT Signal AnalysisDocument92 pagesECT Signal AnalysisMuhammad Noor Fadhli100% (8)
- Some Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesDocument10 pagesSome Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesmsdoharNo ratings yet
- Repair of HP Mod AlloyDocument8 pagesRepair of HP Mod AlloyKarna2504No ratings yet
- Damage Analysis of Service Exposed Reformer Tubes in Petrochemical IndustriesDocument16 pagesDamage Analysis of Service Exposed Reformer Tubes in Petrochemical IndustriesAndrea CalderaNo ratings yet
- High Flux Steam Reforming Design Lowers CostDocument6 pagesHigh Flux Steam Reforming Design Lowers CostAnissa Nurul BadriyahNo ratings yet
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDocument21 pagesReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliNo ratings yet
- F-201 Tube NippingDocument19 pagesF-201 Tube NippingAdnan Sheikh100% (2)
- Enhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachDocument4 pagesEnhanced Steam Reformer Tube Inspection and Remaining Life Assessment Approachbigsteve9088No ratings yet
- Integrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFDocument8 pagesIntegrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFSatya RaoNo ratings yet
- Failure Analysis Furnace Radiant TubesDocument13 pagesFailure Analysis Furnace Radiant Tubesjohan garciaNo ratings yet
- Sec Reformer Dome Failure RefractoryDocument9 pagesSec Reformer Dome Failure RefractoryZeeshan SajidNo ratings yet
- Correlation of Oxidation Carburization and Metal Dusting Controlling Corrosion by Corrosion (51300-01374-Sg)Document38 pagesCorrelation of Oxidation Carburization and Metal Dusting Controlling Corrosion by Corrosion (51300-01374-Sg)coolguy12345No ratings yet
- A Complete Analysis of Your Reformer-SynetixDocument9 pagesA Complete Analysis of Your Reformer-SynetixhendraokasNo ratings yet
- Steam Reformer Design and ConstructionDocument9 pagesSteam Reformer Design and ConstructionBaher Elsheikh89% (9)
- Ethylene Furnance InspectionfgDocument6 pagesEthylene Furnance InspectionfgThomas TuckerNo ratings yet
- Ferro Nickel FurnaceDocument11 pagesFerro Nickel FurnaceJoseph Lorsen T. ChavezNo ratings yet
- High Emissivity CoatingDocument12 pagesHigh Emissivity CoatingĐoàn TrangNo ratings yet
- Reformer Furnace 02Document8 pagesReformer Furnace 02Cesar Armando LanzNo ratings yet
- Replacement of A Secondary Reformer: Guy WillemsenDocument15 pagesReplacement of A Secondary Reformer: Guy Willemsenvaratharajan g rNo ratings yet
- Mitigation of Reformer Tube Incidents at Yara's Ammonia PlantDocument12 pagesMitigation of Reformer Tube Incidents at Yara's Ammonia PlantVinh Do Thanh50% (2)
- Engineering Failure Analysis of Two Reformer Heater TubesDocument16 pagesEngineering Failure Analysis of Two Reformer Heater TubesRajesh Johri100% (2)
- Materials For Reformer Furnace Tubes History of EvolutionDocument7 pagesMaterials For Reformer Furnace Tubes History of EvolutionAPI100% (1)
- Maintaining a 40-Year-Old Steam ReformerDocument14 pagesMaintaining a 40-Year-Old Steam Reformervaratharajan g rNo ratings yet
- Ladle Furnace Refractory Lining: A Review: Dashrath Singh KathaitDocument8 pagesLadle Furnace Refractory Lining: A Review: Dashrath Singh KathaitHameedNo ratings yet
- Engineering Failure Analysis: M. Santos, M. Guedes, R. Baptista, V. Infante, R.A. CláudioDocument3 pagesEngineering Failure Analysis: M. Santos, M. Guedes, R. Baptista, V. Infante, R.A. CláudioKhaled HamodiNo ratings yet
- Numerical Modelling of Heat Transfer in A Tube Furnace For Steel Wire AnnealingDocument10 pagesNumerical Modelling of Heat Transfer in A Tube Furnace For Steel Wire AnnealingEr Vijay MishraNo ratings yet
- Engineering Failure Analysis: M. Santos, M. Guedes, R. Baptista, V. Infante, R.A. CláudioDocument10 pagesEngineering Failure Analysis: M. Santos, M. Guedes, R. Baptista, V. Infante, R.A. CláudioCHONKARN CHIABLAMNo ratings yet
- SuperSpan CatalogDocument20 pagesSuperSpan CatalogMuhammad Noor FadhliNo ratings yet
- Differentials & Chassis SetupDocument10 pagesDifferentials & Chassis SetupMuhammad Noor FadhliNo ratings yet
- Usbellows Fabric Catalog SmallDocument100 pagesUsbellows Fabric Catalog SmallA_ValsamisNo ratings yet
- EJ207 Components Procurement (Manley Internals)Document1 pageEJ207 Components Procurement (Manley Internals)Muhammad Noor FadhliNo ratings yet
- GP N Brochure ProdriveDocument7 pagesGP N Brochure ProdriveTc Mrt Çap TmlNo ratings yet
- CC Options For Refiners Q2 2012Document9 pagesCC Options For Refiners Q2 2012Muhammad Noor FadhliNo ratings yet
- Kat Timberland Catalog r4 2013Document2 pagesKat Timberland Catalog r4 2013Muhammad Noor FadhliNo ratings yet
- Ergonomic Work DesignDocument39 pagesErgonomic Work DesignMardiSantosoNo ratings yet
- What Is The Difference Between Failure Analysis (FA), Root Cause Analysis (RCA) and Root Cause Failure Analysis (RCFA) ?Document1 pageWhat Is The Difference Between Failure Analysis (FA), Root Cause Analysis (RCA) and Root Cause Failure Analysis (RCFA) ?Muhammad Noor FadhliNo ratings yet
- Hardness Testing MethodsDocument25 pagesHardness Testing MethodsSagun AlmarioNo ratings yet
- Ic Engs1Document11 pagesIc Engs1darkomega21No ratings yet
- Tube Inspection DatasheetDocument10 pagesTube Inspection DatasheetMuhammad Noor FadhliNo ratings yet
- A Study of Caustic Corrosion of Carbon Steel Waste TanksDocument10 pagesA Study of Caustic Corrosion of Carbon Steel Waste Tanksbipete69No ratings yet
- Creep Function Parameter Analysis For Optimum Design With Calcium Carbonate Nanofiller - Polypropylene CompositeDocument22 pagesCreep Function Parameter Analysis For Optimum Design With Calcium Carbonate Nanofiller - Polypropylene CompositeMuhammad Noor FadhliNo ratings yet
- Safety Advisory Group warns on gas cylinder compatibility and ASU cold box risksDocument2 pagesSafety Advisory Group warns on gas cylinder compatibility and ASU cold box risksMuhammad Noor FadhliNo ratings yet
- Fci FC CotsDocument25 pagesFci FC CotsMatthew DuNo ratings yet
- Eca Important QuestionsDocument3 pagesEca Important QuestionsSri KrishnaNo ratings yet
- Food 8 - Part 2Document7 pagesFood 8 - Part 2Mónica MaiaNo ratings yet
- 3.5 Lonaphala S A3.99 PiyaDocument9 pages3.5 Lonaphala S A3.99 PiyaPiya_TanNo ratings yet
- Henderson PresentationDocument17 pagesHenderson Presentationapi-577539297No ratings yet
- 1ST Periodical Test ReviewDocument16 pages1ST Periodical Test Reviewkaren rose maximoNo ratings yet
- JASA SREVIS LAPTOP Dan KOMPUTERDocument2 pagesJASA SREVIS LAPTOP Dan KOMPUTERindimideaNo ratings yet
- Provisional List of Institutes1652433727Document27 pagesProvisional List of Institutes1652433727qwerty qwertyNo ratings yet
- Demo TeachingDocument22 pagesDemo TeachingCrissy Alison NonNo ratings yet
- Percentage Practice Sheet - RBEDocument11 pagesPercentage Practice Sheet - RBEankitNo ratings yet
- Catalogue PDFDocument4 pagesCatalogue PDFShivam GuptaNo ratings yet
- Hazop Recommendation Checked by FlowserveDocument2 pagesHazop Recommendation Checked by FlowserveKareem RasmyNo ratings yet
- UNDERSTANDING CULTURE SOCIETY & POLITICS12 - LAS - Week7Document6 pagesUNDERSTANDING CULTURE SOCIETY & POLITICS12 - LAS - Week7Bergonsolutions AingelNo ratings yet
- Split Plot Design GuideDocument25 pagesSplit Plot Design GuidefrawatNo ratings yet
- Hireena Essay AnsDocument2 pagesHireena Essay AnsTasniiem ChandraaNo ratings yet
- Advancements in Organic Rankine Cycle System Optimisation For Combined Heat and Power Applications Components Sizing and Thermoeconomic ConsiderationsDocument14 pagesAdvancements in Organic Rankine Cycle System Optimisation For Combined Heat and Power Applications Components Sizing and Thermoeconomic ConsiderationsGuadalupe Abigail Rueda AguileraNo ratings yet
- JNTUA Mechanical Engineering (R09) Syllabus BookDocument147 pagesJNTUA Mechanical Engineering (R09) Syllabus Bookslv_prasaad0% (1)
- Eco 301 Final Exam ReviewDocument14 pagesEco 301 Final Exam ReviewCảnh DươngNo ratings yet
- Chapter 1-The Indian Contract Act, 1872, Unit 1-Nature of ContractsDocument10 pagesChapter 1-The Indian Contract Act, 1872, Unit 1-Nature of ContractsALANKRIT TRIPATHINo ratings yet
- College Physics Reasoning and Relationships 2nd Edition Nicholas Giordano Solutions ManualDocument36 pagesCollege Physics Reasoning and Relationships 2nd Edition Nicholas Giordano Solutions Manualshippo.mackerels072100% (22)
- Upper Six 2013 STPM Physics 2 Trial ExamDocument11 pagesUpper Six 2013 STPM Physics 2 Trial ExamOw Yu Zen100% (2)
- NVH PDFDocument3 pagesNVH PDFSubhendu BarisalNo ratings yet
- Iwwusa Final Report IdsDocument216 pagesIwwusa Final Report IdsRituNo ratings yet
- Comandos HuaweiDocument3 pagesComandos Huaweicgottoli0% (1)
- Hempathane Topcoat 55219 Base 5521967280 En-UsDocument11 pagesHempathane Topcoat 55219 Base 5521967280 En-UsSantiago Rafael Galarza JacomeNo ratings yet
- Image Formation in Plane Mirrors: Ray DiagramsDocument3 pagesImage Formation in Plane Mirrors: Ray DiagramsSouvik BanerjeeNo ratings yet
- Materials Science & Engineering A: Alena Kreitcberg, Vladimir Brailovski, Sylvain TurenneDocument10 pagesMaterials Science & Engineering A: Alena Kreitcberg, Vladimir Brailovski, Sylvain TurenneVikrant Saumitra mm20d401No ratings yet
- Bronchogenic CarcinomaDocument13 pagesBronchogenic Carcinomaloresita_rebongNo ratings yet