You might also like
- Ejercicio 2Document14 pagesEjercicio 2Julio Palomino Blanco83% (6)
- Lubricación de Los Mci - ClaseDocument8 pagesLubricación de Los Mci - Clasecesarach0% (1)
- CONCEPTODocument2 pagesCONCEPTOJorge PiudeadNo ratings yet
- Curso - Utn de Principios de Inyeccion ElectronicaDocument88 pagesCurso - Utn de Principios de Inyeccion ElectronicaGabriel Balcazar100% (1)
- Teoria de Decisiones (Arboles y Veim)Document8 pagesTeoria de Decisiones (Arboles y Veim)KM Zaal25% (4)
- CitosoniaDocument6 pagesCitosoniaThalia Ludeña VelardeNo ratings yet
- Proyecto Huella EcológicaDocument16 pagesProyecto Huella EcológicaBrihanna Marquez0% (1)
- Cálculo Ahorro Energía Por Menos FricciónDocument11 pagesCálculo Ahorro Energía Por Menos FricciónerwinperezrNo ratings yet
- Mantenimiento AutomotrizDocument44 pagesMantenimiento AutomotrizSamuel Astete Choquevillca100% (1)
- Cambio de Aceite Al Sistema de TransmisionDocument19 pagesCambio de Aceite Al Sistema de TransmisionJosé Ramiro Concha CarrascoNo ratings yet
- Informe de Climatizacion Automotriz, Luis Andres YanezDocument13 pagesInforme de Climatizacion Automotriz, Luis Andres YanezLuis YanęzNo ratings yet
- Acronimos AutomotricesDocument65 pagesAcronimos AutomotricesOrlando ParraNo ratings yet
- Guia Sistema de LubricacionDocument26 pagesGuia Sistema de LubricacionAlejandro Horn AlvarezNo ratings yet
- Lubricantes REPSOL para Cajas y TransmisionesDocument50 pagesLubricantes REPSOL para Cajas y Transmisionesangelpio14No ratings yet
- El ABC Del LlanteroDocument43 pagesEl ABC Del LlanteroNnegroee MHNo ratings yet
- El VacuometroDocument9 pagesEl VacuometroHipolito Vargas100% (1)
- Estudio de Un Chasis Tubular PDFDocument196 pagesEstudio de Un Chasis Tubular PDFLuigi GhiggoNo ratings yet
- Aceites de Transmisión Manual y AutomáticasDocument10 pagesAceites de Transmisión Manual y AutomáticasJorge MosqueraNo ratings yet
- Presentacion RTVDocument10 pagesPresentacion RTVGavilanezAlexitoNo ratings yet
- Loctite PDFDocument68 pagesLoctite PDFpedrogarcia81No ratings yet
- Practica 2Document9 pagesPractica 2Rene VCNo ratings yet
- Combustibles y LubricantesDocument47 pagesCombustibles y Lubricantesingenierocardona100% (2)
- Seguridad Pasiva y ConfortDocument38 pagesSeguridad Pasiva y ConfortJuan Esteban LassoNo ratings yet
- Clasificacion de Los LubricantesDocument29 pagesClasificacion de Los LubricantesSabino HernándezNo ratings yet
- Tabla de Precios Referenciales para El Cálculo de La Base Imponible Del ICE A LicoresDocument37 pagesTabla de Precios Referenciales para El Cálculo de La Base Imponible Del ICE A LicoresTodoComercioExteriorNo ratings yet
- Trabajo Ceramico FN PDFDocument28 pagesTrabajo Ceramico FN PDFIsabel Diaz-santos CruzNo ratings yet
- NormaDocument24 pagesNormaJuan Carlos ColesNo ratings yet
- DirecciónDocument28 pagesDirecciónSEBASTIAN FELIPE GOMEZ CELISNo ratings yet
- Suspensión HydrolasticDocument27 pagesSuspensión HydrolasticMagda Guamán ArmijosNo ratings yet
- Nomenclatura de Los NeumáticosDocument3 pagesNomenclatura de Los NeumáticosDiego MarcilloNo ratings yet
- CLASE 17 y 18 SISTEMA NEUMÁTICO DE FRENOSDocument56 pagesCLASE 17 y 18 SISTEMA NEUMÁTICO DE FRENOSleonNo ratings yet
- Mejoramiento Piston, Segmentos, Bulon Grupo 1Document41 pagesMejoramiento Piston, Segmentos, Bulon Grupo 1Anrres Velasquez Garcia0% (1)
- Unidad 2 - Practica 2 Constitución de Un Neumático.Document5 pagesUnidad 2 - Practica 2 Constitución de Un Neumático.Marte SanmartinNo ratings yet
- SILABO - Laboratorio de Motores 2017-DiurnoDocument4 pagesSILABO - Laboratorio de Motores 2017-DiurnoJuan Jose Nina CharajaNo ratings yet
- Juntas HomocinéticasDocument5 pagesJuntas HomocinéticasJoew550% (2)
- Mantenimiento de Un AutoDocument1 pageMantenimiento de Un Autojuan navasNo ratings yet
- Normas AutomotricesDocument4 pagesNormas AutomotricesAracely Chavez MontelongoNo ratings yet
- Ficha Renault SymbolDocument8 pagesFicha Renault SymbolbardiluNo ratings yet
- Instituto de Educacion Superior Tecnologico Privado IberoamericanoDocument22 pagesInstituto de Educacion Superior Tecnologico Privado IberoamericanoAntony TitoNo ratings yet
- Actividad en Clase 4. Sistema de Suspensión ConvencionalDocument9 pagesActividad en Clase 4. Sistema de Suspensión ConvencionalKEVINNo ratings yet
- Cojinetes de MotorDocument6 pagesCojinetes de MotorRaul Quispe RamirezNo ratings yet
- Proyecto Baja SaeDocument5 pagesProyecto Baja Saeapi-3807545100% (2)
- Curso de Lubrican - Principios - Oper PeruDocument53 pagesCurso de Lubrican - Principios - Oper PerumecanilocoNo ratings yet
- Normas Basicas y Enderezado CarroceriasDocument1 pageNormas Basicas y Enderezado CarroceriasloloNo ratings yet
- Sistema de Lubricaciòn Motor de DieselDocument11 pagesSistema de Lubricaciòn Motor de DieselMELISSAMMORENO100% (1)
- Limpieza Del Sistema de FrenosDocument6 pagesLimpieza Del Sistema de FrenosRodri-Go Pereira100% (1)
- Liquidos de FrenosDocument3 pagesLiquidos de FrenosGatto MiñoNo ratings yet
- Aceites Lubricantes para Transmisión EstándarDocument4 pagesAceites Lubricantes para Transmisión EstándarJorge SalasNo ratings yet
- Tracción Integral PermanenteDocument2 pagesTracción Integral PermanentejoseNo ratings yet
- Pongale Cuidado A Las LlantasDocument2 pagesPongale Cuidado A Las LlantasDIONYBLINKNo ratings yet
- Cambio de AmortiguadoresDocument2 pagesCambio de AmortiguadoresAnrrés YépezNo ratings yet
- Aplicaciones de Llantas BridgestoneDocument144 pagesAplicaciones de Llantas BridgestoneAdriana BarrosNo ratings yet
- Bloque de CilindrosDocument20 pagesBloque de CilindrosjuanNo ratings yet
- FRENOS Neumáticos Resuelta.Document9 pagesFRENOS Neumáticos Resuelta.Luis Fernando DuarteNo ratings yet
- Presentación Geometria de La DireccionDocument16 pagesPresentación Geometria de La DireccionAbraHam Cueto LoayZaNo ratings yet
- Ensayo Cajas CVTDocument4 pagesEnsayo Cajas CVTronald271950% (2)
- Laboratorio de SuspensionDocument11 pagesLaboratorio de SuspensionJuan Amanqui GarciaNo ratings yet
- Revision PistonDocument2 pagesRevision PistonJavier CalderonNo ratings yet
- Fabricancion Del CauchoDocument6 pagesFabricancion Del CauchoJorge MaldonadoNo ratings yet
- Proceso para La Fabricacion de Una Llanta de AutomovilDocument4 pagesProceso para La Fabricacion de Una Llanta de AutomovilArmando Ernesto Valles RamirezNo ratings yet
- Normas de NeumaticosDocument9 pagesNormas de NeumaticosCluisantony Jayco DizeNo ratings yet
- Proceso de Fabricación de Las Llantas de CauchoDocument6 pagesProceso de Fabricación de Las Llantas de Cauchohector1992BLUENo ratings yet
- Blue LogisticDocument11 pagesBlue LogisticSofia CUBIDES VILLABONANo ratings yet
- Via Subcutanea, IntradermicaDocument39 pagesVia Subcutanea, IntradermicaJulissaMirandaNo ratings yet
- 01 TermoquímicaDocument45 pages01 Termoquímicajoe1000100% (14)
- Conexión Venosa Pulmonar Anómalo TotalDocument5 pagesConexión Venosa Pulmonar Anómalo TotalUn Tal Alejo TrujilloNo ratings yet
- ECOGEOS Ficha Tecnica 220213 AgrícolaDocument1 pageECOGEOS Ficha Tecnica 220213 AgrícolaEcogestoresNo ratings yet
- Escalas de CalificacionDocument3 pagesEscalas de Calificacionwendy bravoNo ratings yet
- Matriz FodaDocument4 pagesMatriz FodaPaul ChoezNo ratings yet
- Carmen Silva 3° Año Actividad 3 LaminarioDocument3 pagesCarmen Silva 3° Año Actividad 3 LaminarioAlejandro Villanueva100% (1)
- Folletos e InfografíasDocument16 pagesFolletos e InfografíasCarina ChiapperoNo ratings yet
- Herramientas DigitalesDocument8 pagesHerramientas DigitalesJuancho ZarateNo ratings yet
- Etica y Deontologia ProfesionalDocument6 pagesEtica y Deontologia ProfesionalCricel MarinNo ratings yet
- Guía de Ejercicios 2 - AcentuaciónDocument3 pagesGuía de Ejercicios 2 - AcentuaciónCisternHNNo ratings yet
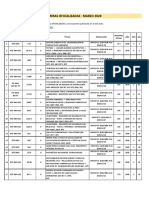
- Normas Oficializadas Marzo 2020Document2 pagesNormas Oficializadas Marzo 2020Martha AvilaNo ratings yet
- Medicus 15 - InteractiveDocument39 pagesMedicus 15 - InteractiveRAMIRO SOTONo ratings yet
- Hilos Conductores de La Empresa ArgosDocument4 pagesHilos Conductores de La Empresa ArgosVanessita Gomez CruzNo ratings yet
- 001 Taller 1 PHPDocument22 pages001 Taller 1 PHPIsabelNo ratings yet
- 10 Elercicios Propuestos Con El Diagrama de VennDocument3 pages10 Elercicios Propuestos Con El Diagrama de VennRolandoCesNo ratings yet
- Iagramas Del UmlDocument15 pagesIagramas Del UmlLuck Kal DavidNo ratings yet
- Mapa Mental Ciencia PolíticaDocument2 pagesMapa Mental Ciencia PolíticaJimenez Astrid MilagrosNo ratings yet
- SEC 5. - EL DERECHO A LA EDUCACIÓN PARA POTENCIALIZAR MIS CAPACIDADES. 3ro. FormaciónDocument1 pageSEC 5. - EL DERECHO A LA EDUCACIÓN PARA POTENCIALIZAR MIS CAPACIDADES. 3ro. Formaciónvianey ortizNo ratings yet
- P 1 III U - ANATO Y FISIO Com. M. BASALDocument8 pagesP 1 III U - ANATO Y FISIO Com. M. BASALERIKA LUCIA REYES MENDOZANo ratings yet
- 2015-03-06 Tdrs Terminal MacasDocument48 pages2015-03-06 Tdrs Terminal MacasmarcoNo ratings yet
- Informe de Inventario de Pozos Subterranesos - Aaa MantaroDocument44 pagesInforme de Inventario de Pozos Subterranesos - Aaa MantaroCarlos OscanoaNo ratings yet
- Infraestructura CriticaDocument3 pagesInfraestructura CriticaJose Miguel Iriarte NeiraNo ratings yet
- Unctad - Iii - Recortes de Diario PDFDocument70 pagesUnctad - Iii - Recortes de Diario PDFPilar BarbaNo ratings yet
- 12 - Membranas BiologicasDocument34 pages12 - Membranas BiologicasAndres Eloy Perez CandelasNo ratings yet
- Lenguas Itálicas - Wikipedia, La Enciclopedia LibreDocument8 pagesLenguas Itálicas - Wikipedia, La Enciclopedia LibreHamilton Davila CordobaNo ratings yet