You might also like
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Specifying Internals in Sour Water Strippers-Part 1Document7 pagesSpecifying Internals in Sour Water Strippers-Part 1NAMONo ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- DHDS ProcessDocument9 pagesDHDS ProcessSandeep ChallaNo ratings yet
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- Refinery Sour Water StrippingDocument2 pagesRefinery Sour Water StrippingramaNo ratings yet
- Sweetening LPG With AminesDocument8 pagesSweetening LPG With AminessizwehNo ratings yet
- Jaeger Products, Inc: Superior Performance by DesignDocument18 pagesJaeger Products, Inc: Superior Performance by Designpulse550100% (1)
- Novel Approach For Enhanced H2S Recovery From Sour Water StrippersDocument12 pagesNovel Approach For Enhanced H2S Recovery From Sour Water Strippersmksscribd100% (1)
- Fractionation Tower Controls-Part 1Document38 pagesFractionation Tower Controls-Part 1Rebekah Schmidt100% (1)
- Comprimo® Sulfur Solutions: ApplicationsDocument1 pageComprimo® Sulfur Solutions: ApplicationsestudiemosNo ratings yet
- Facility Inspection Report: Tail Gas Treatment UnitDocument7 pagesFacility Inspection Report: Tail Gas Treatment Unitabdelkader benabdallahNo ratings yet
- Dist-017H Sour Water StripperDocument5 pagesDist-017H Sour Water StripperudokasNo ratings yet
- Reliable Design of Sour Water StrippersDocument9 pagesReliable Design of Sour Water Strippersedgardiaz5519No ratings yet
- Unit 3 Steam GenerationDocument30 pagesUnit 3 Steam GenerationkhalimnNo ratings yet
- Nagpal Fine Tune The Design of Sour-Water Strippers Using Rate-Based Simulation PDFDocument6 pagesNagpal Fine Tune The Design of Sour-Water Strippers Using Rate-Based Simulation PDFRajendraNo ratings yet
- Typical PFD For Sour Water Stripper ColumnDocument2 pagesTypical PFD For Sour Water Stripper ColumnKmt_AeNo ratings yet
- Design of Caustic Wash System For Light HydrocarboDocument5 pagesDesign of Caustic Wash System For Light HydrocarboWayne MonneryNo ratings yet
- Oxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery UnitDocument22 pagesOxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery Unitsara25dec689288No ratings yet
- HP Fuel Gas SystemDocument8 pagesHP Fuel Gas SystemAnonymous QSfDsVxjZNo ratings yet
- CET 1112 012 Dynamic Simulation Sweetening Process Natural GasDocument6 pagesCET 1112 012 Dynamic Simulation Sweetening Process Natural GasRebwar Nori JanNo ratings yet
- Dewatering and Desalting Crude OilDocument2 pagesDewatering and Desalting Crude OilRichard ObinnaNo ratings yet
- Reliance - Wastewater TreatmentDocument4 pagesReliance - Wastewater Treatmentarini_aristia_sNo ratings yet
- Design of Sour Water Stripping System: February 2009Document23 pagesDesign of Sour Water Stripping System: February 2009ririn dwi novitasariNo ratings yet
- Aminas - Iran IDocument4 pagesAminas - Iran IJesus BcNo ratings yet
- Troubleshooting Vacuum Unit Revamp - TDocument6 pagesTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNo ratings yet
- Implement A Sustainable Steam Trap Management Program AicheDocument7 pagesImplement A Sustainable Steam Trap Management Program AicheSai Praneethtej SaspretNo ratings yet
- Amine Basic Practices Guideline PDFDocument64 pagesAmine Basic Practices Guideline PDFrajeshpillai26787No ratings yet
- Design of Sour Water Stripping System: February 2009Document23 pagesDesign of Sour Water Stripping System: February 2009kishna009100% (2)
- 14 Hot Oil Systems v3Document14 pages14 Hot Oil Systems v3sssss100% (1)
- NHT Furnace OptimisationDocument6 pagesNHT Furnace Optimisationcoolmanyu2k5No ratings yet
- Wet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Document18 pagesWet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Jose M. Gomez RuedaNo ratings yet
- Fractionation OnlyDocument27 pagesFractionation OnlymohamedNo ratings yet
- Section 3: Desalters: Reduced Crude Unit Corrosion. at The High Temperatures Found in Crude UnitDocument48 pagesSection 3: Desalters: Reduced Crude Unit Corrosion. at The High Temperatures Found in Crude Unitrvkumar61No ratings yet
- Design Review of AbsorbersDocument46 pagesDesign Review of AbsorbersAngelik MoralesNo ratings yet
- At-04304-Aspen ELearning Catalog 0918Document44 pagesAt-04304-Aspen ELearning Catalog 0918sashi ianNo ratings yet
- PSV For Distillation GuidelinesDocument3 pagesPSV For Distillation GuidelinesMubarik AliNo ratings yet
- Control of Vapor Recovery Units (VRU)Document8 pagesControl of Vapor Recovery Units (VRU)Yasmine ياسمينNo ratings yet
- U11 CDU Process VariablesDocument4 pagesU11 CDU Process VariablesLinh GiangNo ratings yet
- WP UniSim Design Blowdown Utility PDFDocument21 pagesWP UniSim Design Blowdown Utility PDFMinh Hoàng NguyễnNo ratings yet
- Teg ContactorDocument4 pagesTeg ContactorrepentinezNo ratings yet
- Sulfur Magazine Ideas For Better Clean Up Jan 09Document0 pagesSulfur Magazine Ideas For Better Clean Up Jan 09Bharat VaajNo ratings yet
- Petroleum Refinery: Fryad Mohammed SharifDocument8 pagesPetroleum Refinery: Fryad Mohammed SharifSander LukeNo ratings yet
- Amine Sweetening With DEADocument14 pagesAmine Sweetening With DEARoza SavitriNo ratings yet
- Merox & HydrotreatmentDocument18 pagesMerox & HydrotreatmentLuis Acid100% (1)
- Sws Effect of Heat Stable SaltsDocument6 pagesSws Effect of Heat Stable SaltsEstebanNo ratings yet
- Natural Gas FractionationDocument28 pagesNatural Gas Fractionationmohamed100% (1)
- MEROXDocument8 pagesMEROXZubyr AhmedNo ratings yet
- SRU Start-Up Considerations - Shrikant Koli - Black & Veatch PDFDocument26 pagesSRU Start-Up Considerations - Shrikant Koli - Black & Veatch PDFJunghietu DorinNo ratings yet
- Boiler Boilout by RentechDocument4 pagesBoiler Boilout by RentechRonald MesinaNo ratings yet
- Gas Processing Plant OperationsDocument15 pagesGas Processing Plant OperationschineduNo ratings yet
- Case Histories of Amine Plant Equipment Corrosion Problems - Part 2Document4 pagesCase Histories of Amine Plant Equipment Corrosion Problems - Part 2jdgh1986No ratings yet
- GBH Enterprises, LTD.: GBHE-PEG-MAS-601Document48 pagesGBH Enterprises, LTD.: GBHE-PEG-MAS-601rahulNo ratings yet
- Chapter 3. Acid Gas RemovalDocument88 pagesChapter 3. Acid Gas RemovalTu Dang TrongNo ratings yet
- Optimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineDocument12 pagesOptimize Capacity and Efficiency For An Amine Unit - Gas Processing MagazineMuhammad ImranNo ratings yet
- Desalter EfficiencyDocument3 pagesDesalter Efficiencykronos39zeusNo ratings yet
- Debottlenecking - FractionatorDocument5 pagesDebottlenecking - Fractionatorsuprateem100% (1)
- QM - Pre Foundation Phase - Sample PaperDocument12 pagesQM - Pre Foundation Phase - Sample PaperJaved MohammedNo ratings yet
- FA - Pre Foundation Phase - Sample PaperDocument5 pagesFA - Pre Foundation Phase - Sample PaperJaved MohammedNo ratings yet
- BE - Pre Foundation Phase - Sample PaperDocument3 pagesBE - Pre Foundation Phase - Sample PaperJaved MohammedNo ratings yet
- BE - B69c0.course Pack PDFDocument87 pagesBE - B69c0.course Pack PDFJaved MohammedNo ratings yet
- BE - B69c0.course Pack PDFDocument87 pagesBE - B69c0.course Pack PDFJaved MohammedNo ratings yet
- BE - B69c0.course Pack PDFDocument87 pagesBE - B69c0.course Pack PDFJaved MohammedNo ratings yet
- (UOP) Corrosion and Fouling PDFDocument352 pages(UOP) Corrosion and Fouling PDFJaved MohammedNo ratings yet
- Comparison Dcument For ASTM0668 & ASTM0291 PDFDocument2 pagesComparison Dcument For ASTM0668 & ASTM0291 PDFJaved MohammedNo ratings yet
- HTY Formaldehyde PDFDocument2 pagesHTY Formaldehyde PDFJaved MohammedNo ratings yet
- Confined Space Entry (2005) PDFDocument94 pagesConfined Space Entry (2005) PDFElsherif AlyNo ratings yet
- 4 - A S SahneyDocument32 pages4 - A S SahneyJaved MohammedNo ratings yet
- 4 - A S SahneyDocument32 pages4 - A S SahneyJaved MohammedNo ratings yet
- Bohler ManualDocument519 pagesBohler ManualCosmin OlteanuNo ratings yet
- IndexDocument3 pagesIndexJaved MohammedNo ratings yet
- Heat Exchange Reforming Technology - Indo Club - June 2008 SNL PDFDocument17 pagesHeat Exchange Reforming Technology - Indo Club - June 2008 SNL PDFJaved MohammedNo ratings yet
- TP 77 Pap PDFDocument8 pagesTP 77 Pap PDFJaved MohammedNo ratings yet
- TP 77 Pap PDFDocument8 pagesTP 77 Pap PDFJaved MohammedNo ratings yet
- Failure of Inlet Line in Gas Oil Desulphurisation Unit PDFDocument11 pagesFailure of Inlet Line in Gas Oil Desulphurisation Unit PDFJaved MohammedNo ratings yet
- Piping Mat. Specification PDFDocument1 pagePiping Mat. Specification PDFJaved MohammedNo ratings yet
- Mountaineering Expedition Flag Off PDFDocument3 pagesMountaineering Expedition Flag Off PDFJaved MohammedNo ratings yet
- Coke Drum Life Improvement PDFDocument16 pagesCoke Drum Life Improvement PDFJaved Mohammed100% (1)
- A3a PDFDocument7 pagesA3a PDFJaved MohammedNo ratings yet
- Creep Testing in Steels PDFDocument4 pagesCreep Testing in Steels PDFJaved MohammedNo ratings yet
- Guide 4A-AA-22S Installation Guidelines PDFDocument3 pagesGuide 4A-AA-22S Installation Guidelines PDFJaved MohammedNo ratings yet
- Field Inspection Record Format PDFDocument1 pageField Inspection Record Format PDFJaved MohammedNo ratings yet
- Steam Jacketed Piping Wps-Ndt-Fabrication Spec-Drawings PDFDocument15 pagesSteam Jacketed Piping Wps-Ndt-Fabrication Spec-Drawings PDFJaved Mohammed100% (1)
- NRL Pipeline Hydrotest Format PDFDocument1 pageNRL Pipeline Hydrotest Format PDFJaved Mohammed100% (1)
- Welder Performance Qualification-Interactive Form QW-484ADocument1 pageWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- Comparison Dcument For ASTM0668 & ASTM0291 PDFDocument2 pagesComparison Dcument For ASTM0668 & ASTM0291 PDFJaved MohammedNo ratings yet
- 5d814c4d6437b300fd0e227a - Scorch Product Sheet 512GB PDFDocument1 page5d814c4d6437b300fd0e227a - Scorch Product Sheet 512GB PDFBobby B. BrownNo ratings yet
- Pat Lintas Minat Bahasa Inggris Kelas XDocument16 pagesPat Lintas Minat Bahasa Inggris Kelas XEka MurniatiNo ratings yet
- BA5411 ProjectGuidelines - 2020 PDFDocument46 pagesBA5411 ProjectGuidelines - 2020 PDFMonisha ReddyNo ratings yet
- A033Document24 pagesA033PRANAV GOYALNo ratings yet
- Tutorial MEP1553 - Insulation DiagnosticsDocument4 pagesTutorial MEP1553 - Insulation DiagnosticsSharin Bin Ab GhaniNo ratings yet
- 6.T24 Common Variables-R14Document29 pages6.T24 Common Variables-R14Med Mehdi LaazizNo ratings yet
- New CVLRDocument2 pagesNew CVLRanahata2014No ratings yet
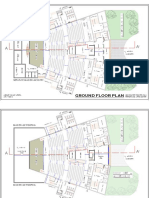
- Abhijit Auditorium Elective Sem 09Document3 pagesAbhijit Auditorium Elective Sem 09Abhijit Kumar AroraNo ratings yet
- FairyDocument1 pageFairyprojekti.jasminNo ratings yet
- System Description For Use With DESIGO XWORKS 17285 HQ enDocument48 pagesSystem Description For Use With DESIGO XWORKS 17285 HQ enAnonymous US9AFTR02100% (1)
- Marketing For Hospitality & TourismDocument5 pagesMarketing For Hospitality & Tourismislahu56No ratings yet
- Indian Chief Motorcycles, 1922-1953 (Motorcycle Color History)Document132 pagesIndian Chief Motorcycles, 1922-1953 (Motorcycle Color History)Craciun Sabian100% (6)
- Equity ValuationDocument2,424 pagesEquity ValuationMuteeb Raina0% (1)
- BT5Document17 pagesBT5Katkat MarasiganNo ratings yet
- Data Sheet Speaker StrobeDocument4 pagesData Sheet Speaker StrobeAneesh ConstantineNo ratings yet
- Attachment I - Instructions To Bidders - EEPNL EEPN (OE) L QA QC PDFDocument24 pagesAttachment I - Instructions To Bidders - EEPNL EEPN (OE) L QA QC PDFMathias OnosemuodeNo ratings yet
- Bank Reconciliation and Proof of CashDocument2 pagesBank Reconciliation and Proof of CashDarwyn HonaNo ratings yet
- Lets Talk About Food Fun Activities Games Oneonone Activities Pronuncia - 1995Document1 pageLets Talk About Food Fun Activities Games Oneonone Activities Pronuncia - 1995IAmDanaNo ratings yet
- PosdmDocument29 pagesPosdmChandraBhushan67% (3)
- Annex B Brochure Vector and ScorpionDocument4 pagesAnnex B Brochure Vector and ScorpionomarhanandehNo ratings yet
- MSSQL and Devops DumpsDocument5 pagesMSSQL and Devops DumpsRishav GuptaNo ratings yet
- Calculate PostageDocument4 pagesCalculate PostageShivam ThakurNo ratings yet
- Lampiran Surat 739Document1 pageLampiran Surat 739Rap IndoNo ratings yet
- MasafiDocument2 pagesMasafiSa LaNo ratings yet
- 9.2 Chalk DustDocument18 pages9.2 Chalk DustDane NarzolesNo ratings yet
- BIR Form 2307Document20 pagesBIR Form 2307Lean Isidro0% (1)
- ClientDocument51 pagesClientCarla Nilana Lopes XavierNo ratings yet
- Nilfisck SR 1601 DDocument43 pagesNilfisck SR 1601 DGORDNo ratings yet
- Fadm Project 5 ReportDocument4 pagesFadm Project 5 ReportVimal AgrawalNo ratings yet
- The Green Wall - Story and Photos by Stephen James Independent Investigative Journalism & Photography - VC Reporter - Ventura County Weekly - California Department of Corrections whistleblower D.J. Vodicka and his litigation against the CDC.Document8 pagesThe Green Wall - Story and Photos by Stephen James Independent Investigative Journalism & Photography - VC Reporter - Ventura County Weekly - California Department of Corrections whistleblower D.J. Vodicka and his litigation against the CDC.Stephen James - Independent Investigative Journalism & PhotographyNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Shorting the Grid: The Hidden Fragility of Our Electric GridFrom EverandShorting the Grid: The Hidden Fragility of Our Electric GridRating: 4.5 out of 5 stars4.5/5 (2)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)From EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Rating: 4 out of 5 stars4/5 (12)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialFrom EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentFrom EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentRating: 4.5 out of 5 stars4.5/5 (21)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsFrom EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsRating: 4.5 out of 5 stars4.5/5 (2)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesFrom EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesRating: 4.5 out of 5 stars4.5/5 (21)
- Electric Motors and Drives: Fundamentals, Types and ApplicationsFrom EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsRating: 4.5 out of 5 stars4.5/5 (12)
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyFrom EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)