You might also like
- Beneficios Del LeasingDocument30 pagesBeneficios Del Leasing140455No ratings yet
- EVA y la medición del valor del negocioDocument16 pagesEVA y la medición del valor del negocioWalter CamposNo ratings yet
- Tratamiento TributarioDocument1 pageTratamiento Tributario140455No ratings yet
- Ley Que Regula La Hipoteca InversaDocument3 pagesLey Que Regula La Hipoteca InversaFidel Francisco Quispe HinostrozaNo ratings yet
- Administración de Riesgos Financieros PDFDocument4 pagesAdministración de Riesgos Financieros PDF1404550% (1)
- F) Algoritmos y Diagramas de FlujoDocument43 pagesF) Algoritmos y Diagramas de Flujo140455No ratings yet
- Dibujos Industriales - Warren Hammer PDFDocument131 pagesDibujos Industriales - Warren Hammer PDF140455No ratings yet
- Mintzberg - Organizacion Y Metodos ResumenDocument26 pagesMintzberg - Organizacion Y Metodos ResumenLeti FierroNo ratings yet
- Decreto Legislativo 1249Document88 pagesDecreto Legislativo 1249Geraldine Diaz bravoNo ratings yet
- Introducción A La II - UTPDocument333 pagesIntroducción A La II - UTP140455100% (1)
- Estadsticadescriptivaexcel 130730200107 Phpapp01Document37 pagesEstadsticadescriptivaexcel 130730200107 Phpapp01140455No ratings yet
- Libro CompetitividadDocument53 pagesLibro CompetitividadPao del Rosario100% (3)
- Nuevo diseño organizativo municipal basado en APT y EDDocument95 pagesNuevo diseño organizativo municipal basado en APT y ED140455No ratings yet
- Lista de Precio LibunDocument1,572 pagesLista de Precio Libun140455No ratings yet
- Diseño de Funciones, Evaluacion de ActividiadesDocument25 pagesDiseño de Funciones, Evaluacion de Actividiadesgrupo1arrhhNo ratings yet
- Análisis de Puestos - 2Document27 pagesAnálisis de Puestos - 2140455No ratings yet
- Caso StylisticDocument39 pagesCaso Stylistic140455No ratings yet
- Análisis de Puestos - 2Document27 pagesAnálisis de Puestos - 2140455No ratings yet
- Evaluacion y Desarrollo de Las Competencias DirectivasDocument13 pagesEvaluacion y Desarrollo de Las Competencias DirectivasManuel Gross100% (31)
- Análisis y Evaluación de PuestosDocument17 pagesAnálisis y Evaluación de PuestosJerusa PrometeoNo ratings yet
- Siaf 01Document7 pagesSiaf 01140455No ratings yet
- Cateterismo VesicalDocument24 pagesCateterismo VesicalPilar CardenasNo ratings yet
- Test PsicotecnicosDocument68 pagesTest Psicotecnicos140455No ratings yet
- Código ética cooperativa ahorro créditoDocument8 pagesCódigo ética cooperativa ahorro crédito140455No ratings yet
- Oncologia Tecnico en EnfermeriaDocument33 pagesOncologia Tecnico en Enfermeria140455No ratings yet
- Caritas in VeritateDocument61 pagesCaritas in VeritateJ Garcia AnizaresNo ratings yet
- Encíclica - El TrabajoDocument20 pagesEncíclica - El Trabajo140455No ratings yet
- Charla de Optimizacic3b3nDocument15 pagesCharla de Optimizacic3b3n140455No ratings yet
- Evolucion Del DODocument13 pagesEvolucion Del DO140455No ratings yet
- Arena Blanca - Brandon SandersonDocument159 pagesArena Blanca - Brandon SandersonKateshi KatoNo ratings yet
- Lo Femenino de Significado A SignificanteDocument34 pagesLo Femenino de Significado A Significanteelvira101No ratings yet
- Curso Virtual - DGADT Sesión 1Document11 pagesCurso Virtual - DGADT Sesión 1jairNo ratings yet
- Introduccion A La Psicologia Social - Marin & MartinezDocument221 pagesIntroduccion A La Psicologia Social - Marin & MartinezMarifer Rodriguez95% (21)
- Formato Unificado Ocaret 2021Document3 pagesFormato Unificado Ocaret 2021nataliaNo ratings yet
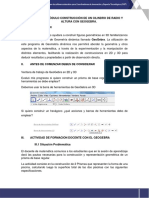
- Guia - de - Volumen de Un Cilindro GeogebraDocument12 pagesGuia - de - Volumen de Un Cilindro GeogebraDavisNo ratings yet
- Conceptos de Identificacion de PeligrosDocument6 pagesConceptos de Identificacion de PeligrosHseq HseqNo ratings yet
- CONÓCETE A TI MISMO - Diapositivas de ClaseDocument96 pagesCONÓCETE A TI MISMO - Diapositivas de ClaseMiriam Garcia MartinNo ratings yet
- La Ranita Croac CoracDocument3 pagesLa Ranita Croac Coracjose carlos ramirez pachecoNo ratings yet
- Gráfica de distancia vs tiempo experimentalDocument7 pagesGráfica de distancia vs tiempo experimentalMIGUEL ANGEL VICENTE CANAVIRINo ratings yet
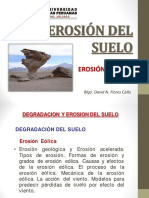
- Erosion Eolica Cap IXDocument52 pagesErosion Eolica Cap IXdavinik910100% (1)
- Taller 6 PrintDocument17 pagesTaller 6 PrintNoritha OrtizNo ratings yet
- Evaluación ambiental de Battelle para planificación de recursos hídricosDocument12 pagesEvaluación ambiental de Battelle para planificación de recursos hídricosJorge Hyrule OrtegaNo ratings yet
- ThermanDocument43 pagesThermanMarioNo ratings yet
- Carta de BienvenidaDocument1 pageCarta de BienvenidaJ RealesNo ratings yet
- Planificacion Sistemica de CiudadesDocument27 pagesPlanificacion Sistemica de CiudadesAdriana Gonzales De VargasNo ratings yet
- Diseño y Enfoque Metodológico en La Evaluación EducativaDocument4 pagesDiseño y Enfoque Metodológico en La Evaluación EducativaJuan MaaNo ratings yet
- Plan de Marketing EducativoDocument14 pagesPlan de Marketing EducativoLuciano Saldaña Fernández0% (1)
- Proyecto El Huerto EcologicoDocument26 pagesProyecto El Huerto EcologicoJose Arnulfo Chilatra TapieroNo ratings yet
- P100 ES 06 Piezometros Casagrande y AbiertoDocument6 pagesP100 ES 06 Piezometros Casagrande y AbiertoRamon MendozaNo ratings yet
- Varianza Covarianza y Coeficiente de CorrelacionDocument9 pagesVarianza Covarianza y Coeficiente de CorrelacionXnDr Roldan100% (1)
- Disparates (Rimas y Adivinanzas) PDFDocument4 pagesDisparates (Rimas y Adivinanzas) PDFmarorys0% (1)
- Sesion 07 Motivacion LaboralDocument30 pagesSesion 07 Motivacion LaboralDiego BeltranNo ratings yet
- f1 s07 PPT Trabajo Mecánico 2 2Document20 pagesf1 s07 PPT Trabajo Mecánico 2 2Ronald BustamanteNo ratings yet
- Mision, Vision y Valores de Una EmpresaDocument3 pagesMision, Vision y Valores de Una EmpresaJuany00No ratings yet
- ComprobanteDocument2 pagesComprobantegrafica091No ratings yet
- EJERCICIOS Ley de GaussDocument4 pagesEJERCICIOS Ley de GaussAngel Toapanta100% (1)
- Reporte-2019-629 - Torre de Comunicación c4 PesqueríaDocument22 pagesReporte-2019-629 - Torre de Comunicación c4 PesqueríamelchorodriguezNo ratings yet
- Modelo AbrDocument16 pagesModelo AbrLuciana SalinasNo ratings yet
- Requerimientos de Los Cultivos de Trigo y Girasol Bajo Siembra Directa 2Document8 pagesRequerimientos de Los Cultivos de Trigo y Girasol Bajo Siembra Directa 2Matías AguileraNo ratings yet