Professional Documents
Culture Documents
UNIDAD I Control Estadístico de Calidad.
Uploaded by
Sandra MontenegroOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
UNIDAD I Control Estadístico de Calidad.
Uploaded by
Sandra MontenegroCopyright:
Available Formats
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
UNIDAD I. TEORIA GENERAL Y HERRAMIENTAS BSICAS 1.1 Evolucin e importancia de la calidad total
Para iniciar con el contenido de un nuevo material en el enfoque de
competencias debemos prepararnos para romper paradigmas y aceptar nuevos enfoques y puntos de vista; o formas de ver, analizar, hacer, y presentar el
contenido del material de una forma diferente a la tradicional. Por lo que cito la siguiente frase de Nicols Maquiavelo (filsofo, poltico y escritor Italiano), en los aos 1500 D.C.
No existe nada ms difcil e incierto de realizar que dirigir la introduccin de un nuevo orden de cosas, porque la innovacin tiene por enemigos a todos aquellos que han tenido xito en las condiciones anteriores, y por tibios defensores a quienes pudieran tener xito con las nuevas condiciones.
Nicols Maquiavelo, El prncipe.
La importancia de ser competitivo por medio de la calidad.
Aproximadamente desde inicio de este Nuevo Siglo, XXI se ha venido utilizando el trmino competitividad en las empresas de manufactura y servicios, entendindose por este que las empresas/organizaciones, son capaces de ofrecer sus productos y/o servicios de igual o mejor calidad que otras empresas que se dedican al mismo giro o ramo industrial (competidores). La clave del xito consiste en ser competitivo, entendiendo como xito de la sociedad en la consecucin de los satisfactores materiales y emocionales que le faciliten vivir con calidad. Ser competitivo significa tener la capacidad de atraer el inters de accionistas (capital econmico), empleados (capital intelectual) y clientes (ventas), los cuales demandan cada vez mejor calidad, precio y tiempo de entrega y/o respuesta.
Departamento De Ingeniera Industrial
Pgina 1
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Las organizaciones competitivas son la base de una economa fuerte y solida. Esto se lograr cuando un pas tenga una poblacin competente, es decir, gente capaz de crear e innovar con las facultades necesarias para desarrollar sistemas tanto tecnolgicos como organizacionales que generen satisfactores de ptima calidad. Esto es, personas con preparacin de calidad que puedan desarrollar y
operar organizaciones de calidad, que a su vez generan productos y servicios de calidad. Para que nuestro sistema educativo, socioeconmico, poltico y cultural cambie para beneficio de nuestro pas se necesita que todas las personas que dirigen y administran estos sistemas estn capacitadas y
actualizadas en esta tesis de la calidad y el ser competente. La hiptesis es que en la medida que nos CONCIENTICEMOS y adoptemos estos conocimientos en todos nuestros asuntos; como forma de vida, es en la medida que vamos a trascender. Por ejemplo, para que una institucin educativa sea de calidad y competente, requiere que todo su personal se CONCIENTICE y se transformen en personas de calidad y competentes. (Directivos, jefes de departamento, jefes de oficina, personal administrativo y maestros); y que los alumnos sean estudiantes de calidad para formarlos en profesionistas de calidad y competentes. (Es el objetivo de nuestra institucin). En las industrias y empresas de servicio, es lo mismo; en la medida en que se CONCIENTICE todo su personal siguiendo los principios de la pirmide de Maslow, es en la medida en que sus empresas sean de calidad y competitivas. La calidad personal, se refiere a los conocimientos, habilidades, actitudes y valores que posee o adquiere una persona. Y de acuerdo en cmo se desempee es el grado en el cual va lograr el xito personal o contribuir para lograr el xito de la organizacin (empresarial, social, educativa, etc.), en la que se desempee.
Departamento De Ingeniera Industrial
Pgina 2
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Conceptos, definiciones y evolucin de los enfoque de calidad
Al conocer los conceptos, definiciones y evolucin de los enfoques de calidad permite entender sus diferentes definiciones, que van desde la inspeccin al 100%, la calidad en general, el control de calidad, el control estadstico de calidad, aseguramiento de la calidad, el control total de la calidad, la administracin por calidad total (TQM, de total quality management), la calidad Seis Sigma, para obtener la productividad, ser ms competitivos y lograr la permanencia.
Conceptos:
Calidad: Es el conjunto de propiedades y caractersticas tangibles e intangibles de un producto o servicio le confieren su aptitud para satisfacer las necesidades del cliente expresadas o implcitas, a un precio justo y de manera ecolgica. O sea, un producto o servicio es de calidad cuando sus caractersticas, satisfacen las necesidades de los usuarios. A continuacin se muestran algunos ejemplos chuscos para facilitar el entendimiento del concepto de calidad, en cuanto a aptitud para el uso se refiere: Ejemplos: 1) Imaginar a una persona haciendo o practicando un deporte (futbol, beisbol o bsquetbol), en traje o smoking y con zapatos de vestir o a una mujer con vestido de fiesta y zapatillas de tacn alto. Aqu podemos deducir que el vestuario de estas personas no cumplen con las propiedades y caractersticas de una ropa deportiva; y por lo tanto no son aptas para ese uso; por lo cual sabemos que cumplen con las propiedades, caractersticas y son aptas para reuniones que requieren
formalidad (para una fiesta, reuniones con ejecutivos, al presentarte en un auditorio, etc.).
Departamento De Ingeniera Industrial
Pgina 3
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
2) Ahora al revs, imagina una persona con ropa deportiva (camiseta, short holgado y tenis), asistir a una reunin de ejecutivos o etiqueta. La deduccin es lo mismo que en el caso anterior. Entonces entendemos que todos los productos y/o servicios requieren de ciertas propiedades y a un baile de
caractersticas muy particulares para que sean aptos para el uso que fueron diseados y manufacturados.
Aqu podemos pedirles a los alumnos que citen ejemplos de calidad incluyendo empresas de servicios.
Algunos autores descomponen la calidad de forma ms especfica, y creo que el alumno logra una mejor concepcin del concepto calidad.
Calidad de conformancia: son el conjunto de caractersticas dadas a un producto durante su proceso de elaboracin, las cuales deben ajustarse a lo especificado en su diseo. Calidad de diseo: son el conjunto de caractersticas que satisfacen las necesidades del consumidor potencial y que favorecen que el producto tenga viabilidad tecnologa de fabricacin. Calidad del consumidor: son las caractersticas, tangibles e intangibles, de un producto o servicio: funciones operativas (velocidad, capacidad etc.), precio y economa de uso, durabilidad, seguridad, facilidad y adecuacin de uso, simple de manejar y mantener en condiciones operativas, fcil de desechar (ecolgico) etc.
Departamento De Ingeniera Industrial
Pgina 4
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Polticas de calidad: son las directrices y objetivos generales de una empresa, relativos a la calidad, expresados formalmente por la gerencia general o direccin general de esta. Gestin de la calidad: Es el aspecto de la funcin general que determina y aplica las polticas de calidad. Sistemas de calidad: es el conjunto de la estructura de la organizacin, de responsabilidades, de procedimientos, de procesos y de recursos que se establecen para llevar a cabo la gestin de calidad. Calidad total (Total Quality Management, TQM): es una modalidad de la gestin de la calidad cuyo objetivo consiste en obtener un elevado y permanente nivel de competitividad de la empresa sobre la base de adquirir un compromiso total de la gerencia y de todos los dems empleados en la obtencin de una total satisfaccin del cliente mediante una mejora continua de de la calidad. Aseguramiento de la calidad: son el conjunto de acciones planificadas y sistemticas que son necesarias para proporcionar la confianza adecuada de que un producto o servicio satisfar los requisitos dados sobre la calidad. Seis sigma (six sigma): es una estrategia de negocios y mejora de la calidad, que se apoya en las herramientas bsicas de la calidad. Tambin ha sido influida por el xito de otra herramientas como lean manufacturing, lo que ha generado una nueva metodologa conocida como Lean Seis Sigma (LSS). Y el ltimo concepto que se espera; Control de la calidad: son las tcnicas y actividades de carcter operativo utilizadas para satisfacer los requisitos relativos a la calidad.
Departamento De Ingeniera Industrial
Pgina 5
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Etapas de evolucin de la calidad
De acuerdo con Bounds et al, (1994), el concepto de calidad ha evolucionado en diversas etapas; la de inspeccin (siglo XIX), la del control estadstico del proceso (en la dcada de 1930), la de aseguramiento de calidad (dcada de 1950), la de la administracin estratgica por calidad total (dcada de 1990), y la de Seis Sigma (desde 1987 hasta la actualidad).
Antes de la inspeccin
Desde su origen el hombre se ha preocupado por la calidad. Desde la poca de las cavernas el hombre seleccionaba las frutas, vegetales, las pieles para confeccionar vestido y calzado, hasta los materiales para hacer sus armas, escogan huesos, palos y piedras para hacer lanzas, arcos y flechas; buscaban que estos materiales tuvieran ciertas caractersticas o atributos que ellos conocan por medio de los sentidos, como son la vista el sentido y el tacto; de esta manera fue evolucionando hasta que en poblaciones ms civilizadas, donde se
elaboraban, ollas de barro, costureras que confeccionaban ropa y otros que hacan huaraches o zapatos, hojalateros y herreros que hacan artculos de cocina y herramientas de trabajo, como machetes, barras, palas, arados para cultivar la tierra y sembrar sus alimentos, a lo que se llama produccin artesanal, donde el productor y el usuario se conocan a la perfeccin y muchos artculos se hacan a la medida y lo utensilios con las caractersticas y medidas que el cliente requera; por lo que el producto era nico y hecho de manera especial para satisfacer las necesidades del cliente. En otras palabras, la calidad de diseo se determinaba con mayor facilidad; tambin era ms sencillo lograr la calidad de conformancia y la satisfaccin del consumidor.la formacin de comunidades humanas, ciudades, lo que tuvo como consecuencia el surgimiento del mercado, y los primeros
manufactureros en mayor volumen de produccin.
Departamento De Ingeniera Industrial
Pgina 6
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
La etapa de la revolucin industrial y la inspeccin
Al nacer las primeras ciudades se cre un mercado relativamente estable para bienes y servicios, lo que permiti el desarrollo inicial de procesos y especificaciones del producto y como resultado nuevas formas de organizacin. Despus, con el desarrollo del comercio proliferaron pequeos talleres, los comerciantes interfiririeron entre el fabricante y el usuario, y los productos empezaron a desplazarse entre ciudades. En ese entonces surgi la necesidad de contar con especificaciones, muestras garantas y otros medios para compensar la falta de contacto personal entre fabricante y usuario, y seguir surtiendo un producto de acuerdo con las expectativas del cliente. La Revolucin industrial En esta etapa se hizo posible una enorme expansin de los procesos de
manufactura y de los bienes de consumo. Para satisfacer las nuevas necesidades empezaron a crear empresas, lo que resolvi algunos problemas de calidad. Pero surgieron otros cuya solucin an no es del todo satisfactoria. Los problemas de calidad que se resolvieron fueron tcnicos sobre todo y los que aparecieron fueron administrativos y humanos; lo cual, histricamente, solucionar esta nueva situacin no ha sido una tarea fcil. La etapa de inspeccin En esta etapa Segn Bounds et al. (1994), Se caracteriz por la deteccin y solucin de problemas generados por la falta de uniformidad del producto; por lo que fue necesario revisar toda la produccin o sea (inspeccin al 100%); para esto entrenaban a personas (inspectores); quienes revisaban el producto terminado y separaban el producto bueno del malo; el producto defectuoso si se poda reparar lo hacan (reproceso), el que no se poda reparar lo desechaban.
Departamento De Ingeniera Industrial
Pgina 7
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Control estadstico del proceso, en la dcada de (1930), en esta etapa se enfoc en el control de los procesos y se caracteriz por la aparicin de mtodos estadsticos para este fin, as como para reducir los niveles de inspeccin. Walter, Shewhart (1891-1967), uno de los principales personajes de esta poca, entenda la calidad como un problema de variacin que se poda controlar y prevenir mediante la eliminacin a tiempo de las causas que lo provocan, de tal forma que la poblacin pudiese cumplir con las tolerancias de especificacin de su diseo, sin tener que esperar a que el producto estuviera terminado para corregir las fallas. Para lograr este objetivo, Shewhart ide las graficas de control de los procesos estadsticamente. As, la inspeccin dej de ser masiva para convertirse en inspeccin con base en muestreos, lo cual la hizo menos costosa y cansada. Se capacit a los inspectores en tcnicas estadsticas, que se convirtieron en el cimiento del control de calidad. Aseguramiento de la calidad En esta etapa a principios de la dcada de 1950, Joseph M. Juran en (1989), impuls el concepto de aseguramiento de la calidad adems del control estadstico del proceso de manufactura requiere servicios de soporte, por lo cual se deben coordinar esfuerzos entre las reas de produccin y diseo del producto, ingeniera del proceso, compras, mantenimiento, calidad, etc. Para Juran, la calidad consiste en, adecuar las caractersticas de diseo de un producto
adecuado a las demandas para el uso que le dar el consumidor. Por lo que debe estar hecho con materia primas de calidad, las cuales deben surtirse de manera eficiente y oportuna; el producto debe contar con un empaque seguro y agradable, ser fcil de usar y desechar (de manera ecolgica); por eso se involucra en la calidad a estos departamentos.
La administracin por calidad total (Total Quality Management, TQM)
Departamento De Ingeniera Industrial
Pgina 8
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
En la dcada de (1990); en esta etapa surge el nfasis en el mercado y en las necesidades del consumidor, al reconocer el efecto estratgico de la calidad en el proceso de competitividad. Se busca satisfacer a clientes internos y externos. Las organizaciones adoptan modelos de excelencia basados en principios de calidad total, en el que mediante el liderazgo establecen el rumbo y la cultura deseada al establecer los planes y proyectos estratgicos necesarios para colocar a la organizacin en un nivel de competencia que garantice su permanencia y crecimiento. El objetivo no es solo reducir la variabilidad, sino tambin prepararse para niveles de operacin Seis Sigma.
Seis Sigma (Six Sigma) Esta es la etapa actual, es una evolucin de las etapas del TQM y el SPC TQM,Total Quality Management o Sistema de Calidad Total SPC,Statistical Process Control o Control Estadstico de Procesos
Fue iniciado en Motorola en 1987 por el Ingeniero Bill Smith, como una estrategia de negocios y mejora de la calidad, pero posteriormente mejorado y popularizado por General Electric. Seis Sigma (six sigma), aunque naci en las empresas del sector industrial, muchas de sus herramientas se aplican con xito en el sector servicios en la actualidad. Seis Sigma proporciona potentes herramientas capaces de mejorar estos servicios hasta niveles de calidad solo vistos hasta ahora en la industria de alta precisin. Combina algunas de las mejores tcnicas del pasado (herramientas estadsticas), con recientes avances del pensamiento empresarial y con el simple sentido comn, y hace referencia al objetivo de reducir los defectos hasta casi cero. En la tabla N 1 se muestra un resumen de las etapas de evolucin de la calidad:
Etapa
Concepto
Finalidad
Departamento De Ingeniera Industrial
Pgina 9
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Tabla N 1 Etapas de evolucin de la al cliente. calidad Satisfacer
Artesanal Hacer las cosas bien independientemente del Satisfacer al artesano, por el coste o esfuerzo necesario para ello. trabajo bien hecho Crear un producto nico. Revolucin Industrial Satisfacer una gran demanda Hacer muchas cosas no importando que sean de bienes. de calidad (Se identifica produccin con Calidad). Obtener beneficios. Asegurar la eficacia del armamento sin importar el con la mayor y ms rpida produccin (Eficacia + Plazo = Calidad) Garantizar la disponibilidad de un armamento eficaz en la cantidad y el momento preciso. Minimizar costes mediante la Calidad Posguerra (Japn) Hacer las cosas bien a la primera Satisfacer al cliente Ser competitivo Postguerra (Resto Producir, cuanto ms mejor del mundo) Control de Calidad Tcnicas de inspeccin en Produccin para evitar la salida de bienes defectuosos. Satisfacer la gran demanda de causada por la guerra Satisfacer las necesidades tcnicas del producto. Satisfacer al cliente. Sistemas y procedimientos de la organizacin Prevenir errores. Aseguramiento de para evitar que se produzcan bienes la Calidad defectuosos. Reducir costes. Ser competitivo. Satisfacer tanto al cliente externo como interno.
Segunda Guerra Mundial
Calidad Total
Teora de la administracin empresarial centrada en la permanente satisfaccin de las Ser altamente competitivo. expectativas del cliente. Mejora Continua. Mejora continua. Estrategia de negocios y mejora de la calidad, La totalidad de los productos apoyada en las herramientas bsicas de la cumplen o exceden las calidad, para reducir los defectos hasta casi expectativas del cliente. cero. Ser competitivos a nivel mundial
Seis Sigma
1.2 Costos de calidad
Departamento De Ingeniera Industrial Pgina 10
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
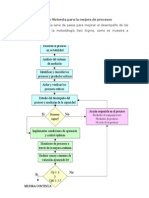
Los costos de calidad son los costos totales asociados al sistema de gestin de calidad y pueden utilizarse como medida de desempeo del sistema de calidad. Estos costos se clasifican en dos tipos: 1) Los costos originados en la empresa para asegurar que los productos tengan calidad; que a su vez se clasifican en (costos de prevencin y costos de evaluacin); 2) Los costos por no tener calidad, estos son (costos por fallas internas y costos por fallas externas) que resultan de las deficiencia en productos y procesos. Clasificacin de los costos de calidad. Los costos de prevencin, son aquellos en los que incurre la empresa para evitar y prevenir errores, por fallas, desviaciones o defectos durante cualquier etapa del proceso productivo y administrativo, estos son: Planeacin de calidad. Planeacin de procesos. Control de procesos. Entrenamiento.
Los costos de evaluacin, son en los que incurre la compaa para medir, verificar y evaluar la calidad de materiales, partes, elementos, productos o procesos, as como para mantener y controlar la produccin dentro de los niveles y especificaciones de calidad, previamente planeados y establecidos por el sistema de calidad, esto son: Inspeccin, pruebas y ensayos Auditorias de calidad Equipos de pruebas y ensayos
Los costos por fallas internas, son aquellos que resultan de la falla, defecto o incumplimiento de los requisitos establecidos de los materiales, elementos, partes,
Departamento De Ingeniera Industrial Pgina 11
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
productos o servicios y cuya falla o defecto es detectada dentro de la empresa antes de la entrega del producto o servicio al cliente, estos son: Desperdicio y reproceso Re inspecciones Reparaciones
Los costos por fallas externas, estos resultan de la falla, defecto o incumplimiento de los requisitos de calidad establecidos, y cuya falla se pone de manifiesto despus de su embarque y entrega al cliente, estos son: Atencin de quejas al cliente Servicios de garanta Devoluciones, costos de imagen y perdidas de venta Castigos y penalizaciones Juicios, demandas y seguros
1.3 CADENA CLIENTE PROVEEDOR
CLIENTE EXTERNO El cliente externo es aquel a quien se le vende el producto terminado, cuando sale de la empresa. Esta afirmacin es muy cierta, pero tampoco debemos olvidar que la meta de una empresa es ganar dinero (generar utilidades). CLIENTE INTERNO Con el surgimiento de la calidad total aparece la figura del cliente interno. Se trata de toda persona que realiza un trabajo dentro de la empresa. Este cliente interno compra los productos de otras reas de la empresa, y valorar estos productos en funcin de su costo y de la calidad que presenten. Pero ahora, al aparecer la figura del cliente interno, nos damos cuenta que incluso dentro de la propia
empresa aparece esa relacin cliente - proveedor, ya que cada rea de la empresa, cada trabajador, compra a otras reas sus productos, y vende a
Pgina 12
Departamento De Ingeniera Industrial
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
otras reas lo que ella produce. Por tanto, y con la intencin de que su producto sea vendible, el trabajador debe buscar que sea el adecuado a su cliente.
DISTINGUIMOS DOS TIPOS DE " CADENA ":
LA
CADENA CLIENTE/ PROVEEDOR EXTERNA: Es la formada por el
conjunto proveedor- organizacin- cliente. La organizacin es cliente o proveedor segn reciba o suministre producto.
Fig. No.1 Cadena clienteproveedor
PROVEEDOR
EMPRESA
CLIENTE
Durante el proceso de produccin, la persona que vende las materias primas, materiales y partes compradas, se le llama Proveedor Externo (P.E.) y al almacenista solo Cliente; el cual tiene la obligacin de revisar entreguen en cuanto a caractersticas, especificaciones y en la solicitada por el departamento de compras. LA CADENA CLIENTE/ PROVEEDOR INTERNA: Es la formada por las diferentes actividades de la organizacin. Cada actividad genera un resultado que es el comienzo de la siguiente, y as sucesivamente. SON INDISPENSABLES LAS CADENAS PROVEEDOR-CLIENTES que se le cantidad
INTERNOS. Cada individuo de la organizacin toma conciencia de que tiene uno o ms clientes internos y uno o ms proveedores internos. Crendose cadenas de proveedor-cliente dentro de la organizacin. Proveedores internos a los que hay que mantener informados de cmo queremos que nos entreguen su
trabajo y sobre lo que haya que corregir.
En esta cadena se debe crear conciencia de los proveedores internos de cmo y hasta que accin tiene que entregar su trabajo del producto en proceso de
Departamento De Ingeniera Industrial Pgina 13
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
acuerdo con las caractersticas y especificaciones de diseo, y los clientes internos debe conocer cmo y hasta que punto de avance le debe entregar el proveedor el producto en formacin, as debe hacerse, operacin tras
operacin, hasta que al final de la lnea de produccin tenemos un producto terminado de calidad. A lo que se le llama (un producto robusto). La cadena cliente/proveedor interno empieza desde el almacenista dentro de la empresa, que al entregarle el material a produccin para su primera operacin, este es el Proveedor Interno (P.I.) y el operador de la primer actividad es cliente Interno (C.I.) del almacenista, el cual tiene la obligacin de revisar que se le entreguen en cuanto a caractersticas, especificaciones y en la cantidad
solicitada; tiene que hacer su trabajo y pasrselo al segundo operador, quien es ahora su cliente; y quien hace la primer operacin es su Proveedor Interno (P.I.) y as sucesivamente hasta que formamos el producto terminado, el cual se pasa a almacn quien es C.I. del ltimo operador; y el producto est listo para ser vendido al Cliente Externo (C.E.)
Figura N 2 Cadena Cliente-Proveedor Interno
P.E. C.E.
C. P.I.
C.I.
1
P.I.
C.I.
2
P.I.
3
C.I.
P.I.
N
C.I.
P.I. C.I.
P.E.=Proveedor externo; C= Cliente; Interno C.E=Cliente Externo.
P.I.=Proveedor Interno; C.i.= Cliente
Departamento De Ingeniera Industrial
Pgina 14
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Cmo afrontar los problemas tpicos en la relacin cliente-proveedor interno: mala informacin, comunicaciones deficientes, poco apoyo de los otros departamentos, barreras internas, servicios inacabados, rigidez de las normas. Procesos, actividades y funciones: cmo aclarar las cosas entre el cliente y proveedor internos. Pautas para la aplicacin eficaz de un programa "cliente-proveedor interno" en cada organizacin. Etapas para lograr clientes internos y proveedores internos satisfechos. 1.4 RECOLECCION DE DATOS Cuando se quiere tomar una decisin importante, como resolver de raz un problema, es necesario tener informacin que permita identificar cuando, donde y en qu condiciones se presenta tal problema; es decir, se debe encontrar su regularidad estadstica y sus fuentes de variabilidad. Por desgracia, la prctica de obtener informacin antes de actuar, corregir o decidir no es tan socorrida. Los hbitos y las inercias imperantes en muchas organizaciones las llevan a actuar con la experiencia, con corazonadas, intuiciones tradiciones y con base en el mtodo de prueba y error. La mejora de procesos y los sistemas de calidad requieren que la toma de decisiones se apoye en un correcto anlisis de los datos y la informacin. De aqu se deduce que es necesario obtener informacin de calidad. Antes de obtener informacin sobre un problema o sobre una situacin, lo que se debe tener muy claro y definido el objetivo que se persigue, el tiempo y los recursos de que se dispone para abordar dicho problema. Una vez localizado el problema, definidos los objetivos perseguidos e identificados el tipo de informacin que se necesita se debe hacer un anlisis, hacer conclusiones, tomar decisiones y realizar acciones; y observar los resultados para ver si se resolvi el problema, si no se tendrn que replantear el objetivo y aplicar de nuevo el ciclo.
Fig. N3 la toma de decisiones y la estadstica.
Problema u objeto de estudio
Objetivos que persiguen
Departamento De Ingeniera Industrial
Que informacin requiere
Pgina 15
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
No
Si
La recoleccin de datos es el proceso de recoleccin de informacin a fin de dar respuesta al problema o la hiptesis planteada para tal fin el investigador debe seguir un planeamiento detallado de lo que se har en la recoleccin de datos. Recoleccin de datos sobre las maquinas brinda una recoleccin y exhibicin grafica precisa, totalmente automtica de datos sobre la produccin, con tiempos reales, para cada trabajo ejecutado. El sistema da servicios al cliente, administracin y a los operadores informacin real sobre el estado de los trabajos que estn ejecutndose en ese momento, automticamente recoge las horas de inicio y acabado, eliminando as la necesidad de registrarlos manualmente; Tambin registra la hora de la produccin, la cantidad producida e informacin sobre las horas de paralizacin para cada trabajo. Beneficios 1. Programaciones superiores de la planta 2. Informacin confiable sobre los clientes 3. Estadsticas altamente exactas sobre el rendimiento de la planta 4. Respuesta inmediata a condiciones cambiantes en la fbrica y a cambios de ltimo momento en los requerimientos de los clientes.
1.5 Herramientas administrativas
Los maestros y los estudiantes conocern las herramientas administrativas, ms importantes ( utilizando datos verbales ), para la mejora de la calidad
Departamento De Ingeniera Industrial Pgina 16
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
en los procesos. Aunque la calidad ha sido relacionada slo con inspeccin y/o produccin (industria), sabemos que hoy en da es tarea de TODOS. Esto es, la calidad comprende productos o servicios, desde hasta aquellos que planean y disean los aquellos que se encargan de su
mercadotecnia o colocacin en el mercado. De acuerdo con Ishikawa las 7 herramientas bsicas ayudan a resolver la gran mayora de los problemas que enfrenta una empresa, algunos de ellos no se pueden resolver con estas tcnicas. Problemas de calidad de tipo estratgico requieren aplicar lo que se ha dado en llamar las herramientas administrativas, que sirven para apoyar la funcin del liderazgo de localidad y en general son ms cualitativas y complejas de utilizar que las bsicas, que son ms adecuadas para los problemas operativos. Al disear estas tcnicas, los japoneses incorporaron otras que se usaban ampliamente en el area de
planeacin estratgicas y, segn ellos, son el medio necesario para enfrentar la era de la calidad. Esta poca implica cumplir dos requisitos: 1. Crear valor agregado para satisfacer las necesidades de los clientes. 2. Prevenir en vez de corregir en todas las operaciones. Las 7 herramientas administrativas complementan a las bsicas en el cumplimiento de ambos requisitos. Estas son: 1. Diagrama de afinidad. 2. Diagrama de relaciones. 3. Diagrama de rbol. 4. Diagrama matricial. 5. Matriz de anlisis de datos. 6. Grafica de programacin de decisiones en el proceso. 7. Diagrama de flechas. En este caso estudiaremos las siguientes herramientas, que marca el programa de esta materia: 1. Diagrama de afinidad. 2. Diagrama de relaciones. 3. Diagrama de rbol.
Departamento De Ingeniera Industrial Pgina 17
Control Estadstico de Calidad 4. Diagrama matricial. 5. Diagramas de flujo. 6. Tormenta de ideas. 7. Porque-porque. 8. 5 W y una H.
MC. Eraclio Bernal Salcedo
En un sistema de administracin para calidad
total
requiere
de
utilizar diversas tcnicas y herramientas para la correcta toma de decisiones y logro de objetivos. Implica la participacin unida y decidida de todo el personal, desde
la Alta direccin, Gerencia media, hasta empleados y operarios. Las 7 nuevas herramientas de la calidad, surgieron para el manejo ptimo de la informacin cualitativa o datos verbales. Los datos verbales (no estadsticos) son tambin datos descriptivos al igual que los datos estadsticos. Es informacin que se genera en base a experiencia y conocimientos, los cuales son organizados tambin para ciertos propsitos. Objetivo de las herramientas administrativas Por medio de las herramientas administrativas aprendemos el conjunto de tcnicas efectivas y sencillas, que nos permiten identificar, analizar y solucionar problemas usando datos y procesos de razonamiento lgico y estructurado. Aplicar las herramientas por medio de un ejercicio prctico y confirmar su efectividad en el control de calidad. Tambin son herramientas que podemos utilizar en nuestra vida diaria ya que estamos rodeamos por un sin fin de procesos. El objetivo principal de estas herramientas es tener una direccin clara sobre qu medidas se van a tomar para cada clase de problema. Despus de seleccionar un tema, deben identificarse las causas y los efectos. Este es el paso ms importante del proceso, ya que en l se identifica la causa raz del problema y se muestra lo que es necesario cambiar. En el proceso de
Departamento De Ingeniera Industrial Pgina 18
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
resolucin de problemas es muy importante examinar los resultados de acuerdo con las causas, identificando de ese modo la relacin causa-efecto. Los miembros consideran todas las causas posibles de un problema y ven si existe correlacin entre ellas. Entonces usan datos para verificar que las "causas" sean realmente causas y para decidir cules de ellas son causas raz y seleccionar la ms crtica. Los miembros tambin hacen una lluvia de ideas para las soluciones que permitan eliminar la causa ms crtica, seleccionan la mejor de ellas y establecen un plan detallado para implementarla. 1.5.1 DIAGRAMA DE AFINIDAD OBJETIVO: El diagrama de afinidad es un mtodo de categorizacin en el que los usuarios clasifican varios conceptos en diversas categoras. Este mtodo suele ser utilizado por un equipo para organizar una gran cantidad de datos de acuerdo con las relaciones naturales entre los mismos. Bsicamente, se trata de escribir cada concepto en una nota Post It y pegarla en una pared. Los miembros del equipo mueven y organizan las notas en grupos basndose en las relaciones y asociaciones que establecen entre los distintos conceptos. Diagrama de afinidad (Mtodo KJ) Este mtodo usa la afinidad entre palaras relacionadas con el asunto relacionado de una manera parcial o gradual, con el fin de entender sistemticamente la
estructura del problema. Dichas palabras expresan hechos, predicciones, ideas, opiniones, etc. Que representan, por su similitud, situaciones complejas o que no se han experimentado. En general, cabe decir que ayuda aclarar problemas importantes aun no resueltos al recolectar datos verbales de situaciones confusas y desordenadas, que al analizarse muestran ciertas similitudes. Se le conoce tambin como mtodo KJ por que fue desarrollado
Departamento De Ingeniera Industrial Pgina 19
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
por el Dr. Jiro Kawakita. Los problemas se resuelven al crear equipo que recolectan opiniones, ideas y experiencias de diversas personas para luego coordinar y organizar estos datos en trminos de afinidad. Las idas afines se agrupan y representan de manera grafica, como se muestra en la siguiente figura.
Figura N 4 Grupo 1
subgrupo subgrupo subgrupo
Grupo 2
Estructura para un diagrama de afinidad KJ Grupo 3
Subgrupo
Subgrupo
Subgrupo
Definicin: Herramienta que recolecta gran cantidad de informacin lingstica
(ideas, opiniones, experiencias, etc.) y la organiza en grupos en base a una relacin natural entre cada una de ellas, o en alguna otra funcin o
asociacin que las identifique. Esto es un proceso altamente creativo ms que un proceso lgico. Objetivos: 1. Despertar la creatividad en la gente 2. Promover el trabajo en equipo 3. Descubrir nuevas alternativas a una situacin determinada 4. Clarificar una situacin catica, a travs de reunir informacin verbal (organizacin del pensamiento) 5. Clarificar un problema y direcciona la solucin
Departamento De Ingeniera Industrial Pgina 20
Control Estadstico de Calidad 6. Organizar las causas de un problema
MC. Eraclio Bernal Salcedo
7. Eliminar patrones de pensamiento obsoletos El procedimiento para realizar un diagrama de afinidad es el siguiente: 1. Seleccionar el tema o el problema que se va analizar. 2. Recolectar informacin verbal de hecho, inferencias, predicciones, ideas u opiniones relacionadas con el tema elegido (se puede utilizar el mtodo de lluvia de ideas). 3. Elaborar tarjetas de informacin para cada palabra o unidad de informacin verbal recolectada. 4. Organizar en grupos las tarjetas y relacionarlos de acuerdo con su afinidad. 5. Elaborar tarjetas de afinidad para cada grupo con base en las tarjetas anteriores, y sintetizar en una frase corta la informacin que lo describa de forma completa. 6. Colocar las tarjetas de afinidad con las tarjetas originales de informacin segn sea su relacin. 7. Repetir los pasos 4,5 y 6 para asegurar que los nombres de los grupos de afinidad son los correctos y que todas las tarjetas de informacin original se han clasificado en forma adecuada. 8. Distribuir los grupos de tarjetas en una hoja nueva y organizarlas de acuerdo con sus afinidades para que sea ms fcil leerlas. 9. Elaborar el diagrama de afinidad, que es una representacin grafica de las ideas originales acomodadas en los diferentes grupos, e indicar la relacin entre ellos. Los diagramas de afinidad sirven parea establecer polticas, implantar proyectos, realizar auditorias al sistema de calidad, promocionar los crculos de calidad, etc. En la figura N 5 se muestra un ejemplo sencillo de aplicacin para planear las vacaciones familiares.
Figura N 5 Ejemplo de un diagrama de afinidad
Problemas en la planeacin de las vacaciones
Financiero
Medio de transporte
Departamento De Ingeniera Industrial
Pgina 21
Control Estadstico de Calidad
Insuficientes ahorros Alto costo de vveres Alto costo de hospedaje Familia numerosa
MC. Eraclio Bernal Salcedo
Inaccesibilidad Insuficientes rutas directas Falta de seguridad en el viaje
Saturacin de vuelos
Tiempo de traslado muy intenso
Diferente cotizacin de moneda en pases (Mxico y EU)
Comodidad
Lugar a visitar
Clima ndice de delincuencia Idioma
Hospedaje
Calidad del hotel Ubicacin
Trafico Tipos de alimentacin
Insuficiente informacin del lugar
Comodidad en los cuartos (tamao y servicio) Ambiente del hotel
Familia numerosa
Falta de hospitalidad
Atractivos
1.5.2 DIAGRAMA DE RELACIONES El diagrama de relaciones, o tambin conocido como diagrama de interrelaciones, es una herramienta de solucin de problemas complejos a travs del anlisis lgico de las relaciones causa-efecto. Este diagrama es una herramienta que ayuda a percibir la relacin lgica que existe entre una serie de problemas, actividades o departamentos encadenados como causas y efectos. Dichas relaciones se simbolizan por medio de flechas dirigidas de
la causa al efecto, en las cuales los factores crticos son aquellos que tienen ms flechas que salen o entran en ellos. Tales diagrama se utilizan cuando los integrantes de un equipo quieren llegar a un consenso para que las decisiones que se tomen se apoyen ms fcilmente por las relaciones mostradas entre los factores; tambin sirven para analizar problemas cuando las causas muestran interrelaciones complejas. El diagrama de Ishikawa representa las relaciones existentes entre un conjunto de causas y un efecto. En los diagramas de relaciones hay la posibilidad de que se represente ms de una efecto y que una
Departamento De Ingeniera Industrial Pgina 22
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
causa sea al mismo tiempo efecto de otra; esto es, expresa con libertad las relaciones entre causas y efectos y ayuda a descubrir la causa principal que afecta la situacin en su totalidad Al construir el diagrama de relaciones se debe indicar las relaciones lgicas que existen entre los factores causales. Para ello, el equipo de trabajo genera idea nuevas que llevan a una solucin efectiva. Algunos usos que en el mbito empresarial se le da a un diagrama de relaciones son: el diseo de polticas de calidad, la inclusin y promocin del control total de calidad, mejoras tanto a diseos con base en quejas del mercado como al procesos de manufactura, promocin de actividades en grupo, y cambios administrativos, entre otros. VENTAJAS DEL EMPLEO DEL DIAGRAMA DE RELACIONES El diagrama de relaciones es til en la etapa de planeacin puesto que permite problemtica. Facilita el consenso grupal en las actividades de trabajo en equipo. Pueden tomar cualquier forma para describir una situacin, esto es, no existe un formato universal para disearlo. Permite identificar prioridades sobre la situacin problemtica y ayuda a identificar el problema clarificando las relaciones entre las causas dadas. obtener una perspectiva global sobre la situacin
PROCEDIMIENTO: El diagrama de relaciones debe de ser preparado por personas
relacionadas con el problema y posterior a la elaboracin causa y efecto. 1.
del diagrama de
Escriba el enunciado del problema en el centro de un pizarrn o rota folio
Departamento De Ingeniera Industrial
Pgina 23
Control Estadstico de Calidad y enmrquelo. 2. Anote alrededor del problema
MC. Eraclio Bernal Salcedo
las causas principales (3 a 5)
seleccionadas en el diagrama de causa - efecto y defina el resultado que corresponde a cada causa. Relacione las causas del problema mediante flechas. Dentro del diagrama es deseable encontrar patrones de comportamiento como los mostrados a continuacin. a) Una causa central es donde gran cantidad de flechas emergen, ya que
tiene influencia sobre un sinnmero de efectos. Eliminando esta causa se elimina gran parte del problema. b) El efecto secundario es el elemento en el cual inciden gran cantidad de
flechas. Significa que es susceptible a gran cantidad de causas, por lo que hay que ponerle mucho cuidado. Puntos a considerar cuando realice un diagrama de Relaciones: Empiece definiendo las condiciones de la situacin problemtica. No se apresure a escribir las tarjetas. Primero discutan el problema en equipo para asegurar que todos tienen la misma percepcin de la situacin problemtica. Asegure que la oracin de cada tarjeta tiene slo un significado posible. Exprese la informacin verbal en forma concisa pero en oraciones completas, no slo con frases o sustantivos. Utilice sustantivos y verbos que expresen la causa de manera que cualquier persona entienda la idea que se quiere expresar. Utilice una tarjeta por causa y las flechas que considere necesarias para expresar las interrelaciones (no existe lmite). Un ejemplo sencillo seria la situacin enfrentada por un estudiante que trabaja, de manera que muchas veces descuida una actividad por ocuparse ms de la otra. El diagrama respectivo se presenta en la Figura N 7.
Novia (o)
Deporte
Figura N 7 Ejemplo de diagrama de relaciones
Departamento De Ingeniera Industrial
Pgina 24
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Compromisos sociales Ausencias Problemas a los que se enfrenta alguien que estudia y trabaja
Falta de atencin
Falta de tiempo
Bajo rendimiento escolar
Bajo rendimiento en el trabajo
Diversiones
Antros
Fiestas Cansancio
Cine
Fatiga acumulada
De este modo, por medio de la organizacin grfica de sus actividades, el estudiante puede darse cuenta de que desperdicia tiempo til para las actividades escolares, a partir de lo cual podra decidir cuales actividades recreativas debera eliminar para mejorar su desempeo en la escuela sin descuidar su trabajo.
1.5.3 Diagrama de rbol
En trminos generales el diagrama de rbol es un mtodo para definir los medios para lograr una meta u objetivo final (tema). Implica desarrollar un objetivo en una serie de medios en multietapas: medios primarios, secundarios, etc., y acciones especficas.
TEMA
Figura N8 Estructura de un diagrama de rbol
Medios primarios
Medios primarios
Medios secundarios
Acciones
Departamento De Ingeniera Industrial
Pgina 25
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
En el proceso de anlisis y solucin de problemas se utiliza bsicamente para definir y organizar las acciones correctivas efectivas (contramedidas) para eliminar las causas de cierto problema con el fin de prevenir su recurrencia. Esta herramienta es una extensin del concepto de anlisis de valor (anlisis funcional del valor tcnico), que muestra las interrelaciones entre las metas y los medios (medidas) para lograrlas. El siguiente dibujo es un ejemplo (general) tpico de un diagrama de rbol, utilizado para lograr cierto resultado esperado.
Figura N9 Estructura de un diagrama de rbol
Departamento De Ingeniera Industrial
Pgina 26
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
PROCEDIMIENTO El procedimiento para elaborar un diagrama de rbol es el siguiente: A) Establezca el objetivo final a lograr. Por ejemplo, puede ser solucionar un problema (resultado no deseable) o lograr cierto resultado. B) Defina los medios. 1.- Obtenga lo ms posible de informacin (datos verbales) sobre los medios necesarios para lograr el objetivo final. Realice una tormenta de ideas, anote las opiniones en un rota folio. 2.- Clasifique los medios en primarios, secundarios, etc. Y acciones especficas. La definicin de los medios ya establecidos. Por ejemplo para el caso de solucin de un problema, los medios primarios seran los factores principales. C) Evaluacin Los medios (medidas) deben separarse en los que s pueden ser implementados actualmente y los que no; por tanto es necesario evaluarlos.
Departamento De Ingeniera Industrial Pgina 27
Control Estadstico de Calidad D) Elabore el diagrama de rbol
MC. Eraclio Bernal Salcedo
Escriba el objetivo final en el lado izquierdo del rota folio y ordene los medios que son requeridos para lograr dicho objetivo. Arregle la informacin sistemticamente en el lugar correspondiente. Para elaborar el diagrama es opcional el utilizar cartas, las cuales son necesarias de elaborar previamente. E) Analice el diagrama Verifique si el diagrama es apropiado o no; si es necesario definir otros medios o acciones que no fueron establecidos en paso B). CONCLUSIONES La utilidad principal del diagrama de rbol es para definir la serie de medios (medidas), partiendo de lo general a lo particular para lograr cierto objetivo inicialmente establecido. Concretamente, los principales usos de este diagrama son los siguientes: 1. Desarrollar un objetivo en una serie de medios para lograrlo. 2. Definir las interrelaciones entre las metas y los medios. 3. Establecer la secuencia a seguir en las acciones. 4. Aclarar perfectamente el porqu o razn El punto central es concentrarse en definir o establecer los medios visualizando exclusivamente ideas relacionadas con medios para producir un efecto. La clave para el control (prevencin del error y logro de objetivos) y mejora de la calidad es la accin; y los medios son las acciones que producen el resultado. El diagrama de rbol es para hacer que las cosas pasen. Para la definicin de medios o acciones es necesario que aflore la inteligencia y creatividad individual.
Departamento De Ingeniera Industrial
Pgina 28
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Figura N10 diagrama de rbol
Obtener un buen desempeo en el aula.
Otro ejemplo: El Seor Gmez tiene un problema con encender su
computadora y las posibles fallas son: Enciende la computadora pero no aparece nada. No se encienda la computadora. Enciende la computadora pero aparece un mensaje de error en el monitor. Sin embrago la falla principal puede ser desencadenada por otros factores terciarios, que a su vez generan los factores secundarios y por consecuente la falla.
Fig.No.11 Diagrama de rbol para el problema de encendido Departamento De Ingeniera Industrial de computadora
Monitor Pgina 29 desconectado.
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Se enciende el CPU pero no aparece nada en la pantalla.
Avera en el monitor
Problemas en el encendido de la computadora.
No se enciende el CPU.
CPU desconectado.
Avera en la fuente de alimentacin
Dispositivo externo mal conectado. Aparece un mensaje de error en la pantalla.
Avera el disco duro.
OTROS
1.5.4 DIAGRAMA MATRICIAL Un diagrama matricial consiste de un arreglo bidimensional (columnas y renglones) cuyas intersecciones son analizadas para determinar la naturaleza y posicin del problema y las ideas clave o alternativas de solucin. Este tipo de diagrama facilita la identificacin de relaciones que pudieran existir entre dos o ms factores, sean stos: problemas, causas y procesos; mtodos y objetivos; o cualquier otro conjunto de variables. Una aplicacin frecuente de este diagrama es el establecimiento de relaciones entre requerimientos del cliente y caractersticas de calidad del producto o ser vicio. Cmo se utiliza? Paso 1: Establecer los elementos a relacionar
Pgina 30
Departamento De Ingeniera Industrial
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Paso 2: Determinar el tipo de matriz a aplicar . Paso 3: Analizar cada interseccin, indicando grado de relacin.
Fig. No 12 estructura general para un diagrama matricial
Otra forma de indicar el grado de relacin es la siguiente:
FUERTE
MEDIA
DBIL
Paso 4: Confirmar coherencia entre relaciones establecidas En las intersecciones se analiza la relacin o dependencia de los elementos marcados por columnas y renglones. La forma de encontrar soluciones para resolver o prevenir el problema es identificar las columnas y renglones que tienen ms intersecciones. El anlisis matricial es una manera muy efectiva de llevar a cabo el proceso de bsqueda de solucin de problemas.
Departamento De Ingeniera Industrial
Pgina 31
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
VENTAJAS DEL EMPLEO DEL DIAGRAMA MATRICIAL El diagrama matricial permite la generacin de informacin basada en la experiencia. Cuando se cuenta con informacin cuantitativa, este diagrama es an de mayor utilidad. Clarifica la relacin entre los diferentes elementos de una situacin y provee una estructura general del problema. Combinando dos a cuatro diferentes diagramas matriciales puede
visualizarse ms fcilmente el problema. Metodologa para hacer un Diagrama Matricial. 1. CMO? Definir el propsito general para construir la matriz. Puede ser el problema a analizar o tema en estudio. 2. Identificar los aspectos o eventos a relacionar y desglosar en sus elementos o partes. 3. Dibujar el formato para la matriz correspondiente, anotando los aspectos o eventos y sus elementos identificados. 4. Llenar cada una de las intersecciones con la informacin correspondiente a la relacin entre los elementos. 5. Establecer conclusiones: En las intersecciones podemos encontrar las posibles soluciones para resolver el problema. Puntos a considerar cuando realice un Diagrama Matricial Explore la ubicacin y estructura del problema examinando cada una de las intersecciones del arreglo matricial. Obtenga ideas para solucionar el problema estudiando las relaciones entre columnas y renglones. Sea tan objetivo como sea posible cuando establezca una relacin columna rengln. Obtenga informacin confiable de las experiencias de los miembros del equipo y observe cuidadosamente su validez.
Departamento De Ingeniera Industrial Pgina 32
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Practique el consenso de manera activa haciendo participar a cunta gente considere necesaria para analizar la problemtica.
Fig.No.13 Diagrama Matricial para la toma de decisin de ir de vacaciones
No existe respuesta correcta. Recordemos que entre ms personas participen en la generacin de ideas, ms posibilidades de solucin encontraremos. Cabe mencionar que estas matrices se utilizan en el QFD (Quality Function Deployment) o DFC (Despliegue de la Funcin de Calidad), la cual es una herramienta de planeacin que introduce la voz del cliente en el desarrollo y diseo del producto o el proyecto. Es un mecanismo formal para asegurar que la voz del cliente sea escuchada a lo largo del desarrollo del proyecto. Tambin identifica medios especficos para que los requerimientos del cliente sean cumplidos para todas las actividades funcionales de la compaa.
1.5.5 Diagramas de flujo
Son una representacin grafica (diagrama) de la secuencia de los pasos y/o actividades de un proceso, de un departamento donde se muestran las
Departamento De Ingeniera Industrial Pgina 33
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
actividades que ah se realizan y su secuencia; de un problema o situacin difcil; donde se indica el inicio y la secuencia de actividades del problema o situacin con la finalidad de localizar el porqu y donde se origina el problema o falla y proponer la solucin masa viable y corregir dicha situacin. Tambin sirve para indicar el funcionamiento de un ciclo como el ciclo administrativo, el ciclo Deming de la Calidad, etc. Por medio de este diagrama es posible ver en qu consiste el proceso y como se relacionan las diferentes actividades; asimismo, es de utilidad para seguir, analizar y mejorar el proceso. En la fig. No. 14 se muestran los principales smbolos utilizados para elaborar un diagrama de flujo: con un rectngulo se indica un paso o tarea del proceso, con un rombo se indican los puntos de verificacin o decisin, para saber que ruta debe seguir, las flechas indican la direccin del flujo de las actividades subsecuentes y con un circulo se indica el principio o final del diagrama de flujo.
Smbolos para el diagrama de flujo
= Operacin
= Decisiones pendientes
Inicio y fin Insumos para... Resultados de
Direccin del flujo de las actividades
Fig. No.14 Smbolos para hacer un Diagrama de flujo
En la fig.No.15 se muestra el diagrama de flujo para analizar la calidad de diseo. Y en la fig. No.16 se muestra el diagrama de flujo para analizar porque no funciona una lmpara y si es posible localizar la falla y corregirla
Departamento De Ingeniera Industrial
Inicio
Evaluacin del diseo
Pgina 34
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Diseo de produccin
Produccin de prueba
Prueba
Evaluacin global
Inspeccin de diseo diseoprodu ccin
Fin
Fig. N 15 Diagrama de flujo para analizar la calidad del diseo.
Fig.No16 Diagrama de flujo de lmpara que no funciona
Diagrama de flujo de procesos
Es una representacin grfica de la secuencia de los pasos o actividades de un proceso, que incluye transportes, inspecciones esperas, almacenamientos y actividades de re-trabajo o reproceso. Esto se estudia ampliamente en la parte de Ingeniera Industrial en Estudio del Trabajo; antes (Ingeniera de Mtodos). Mapeo de procesos
Departamento De Ingeniera Industrial Pgina 35
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Es frecuente que los diagramas de flujo de procesos, hechos en la etapa de diseo y documentacin de un proceso, pierdan detalles y actividades que realmente estn ocurriendo durante el proceso. La funcin del Mapeo de procesos es hacer un diagrama de flujo del proceso ms apegado a la
realidad, en el que se especifiquen actividades que realmente se hacen en el proceso (actividades principales, inspecciones, esperas, transportes,
reprocesos). Adems, el diagrama puede ir desde un nivel muy alto hasta un nivel micro. En el primer caso no se encuentra en detalles y lo que se trata es tener una visin macro del proceso; este diagrama resulta til para determinar el proceso e iniciar el anlisis sobre el mismo. Las principales variables de salida y entrada de cada etapa del proceso. Los pasos que agregan valor y los que no aportan nada al producto. Las entradas clave en cada paso del proceso, las cuales pueden clarificarse con los siguientes criterios: crtico (*), controlable(o) y de ruido ( ).
Las especificaciones de operaciones actuales y los objetivos de proceso para las entradas controlables y criticas.
1.5.6 Lluvia de ideas
Las sesiones de lluvia o de tormenta de ideas con una forma de pensamiento creativo encaminada a que todos los miembros de un grupo participen libremente y aporten ideas sobre determinado tema o problema. Esta tcnica es de gran utilidad para el trabajo en equipo, ya que permtela reflexin y el dialogo con respecto a un problema y trminos de igualdad. Se recomienda que las sesiones de lluvia de ideas sean un proceso disciplinado a travs de los siguientes pasos. 1. Definir con claridad y precisin el tema o problema sobre el que se aportan ideas. Esto permitir que el resto de la sesin solo este enfocada a ese punto y no s de pie a la divagacin entre otros temas. 2. Se nombra un moderador de la sesin, quien se encargara de coordinar la participacin de los dems participantes.
Departamento De Ingeniera Industrial
Pgina 36
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
3. Cada participante en la sesin debe hacer una lista por escrito de ideas sobre el tema (una lista de posibles causas si se analiza un problema).La razn de que esta lista sea por escrito y no de manera oral es que as todos los miembros del grupo participan y se logra concentrar ms la atencin de los participantes en el objetivo. Incluso, esta lista puede encargarse de manera previa a la sesin. 4. Los participantes se acomodan de preferencia de forma circular y se turnan para leer una idea de su lista cada vez. A medida que se lean las ideas, estas se presentan visualmente a fin de que todos las vean. El proceso continua hasta que se hayan ledo todas las ideas de todas las listas. Ninguna idea debe tratarse como absurda o imposible, aun cuando se considere que unas sean causas de otras; la crtica y la anticipacin de juicios tienden a limpiar la creatividad del grupo, que es el objetivo en esta etapa. En otras palabras, es importante distinguir dos procesos de pensamiento: primero es pensar en las posibles causas y luego seleccionar la ms importante. Realizar ambos procesos al mismo tiempo entorpecer a ambos. Por eso, en esta etapa solo se permite el dialogo para aclarar alguna idea sealada por un participante. Es preciso fomentar la informalidad y la risa instantnea pero la burla debe prohibirse. 5. Una vez ledas todas los ideas, el moderador le pregunta a cada persona, por turnos, si tiene comentarios adicionales. Este proceso continua hasta que se acaben las ideas. Ahora se tiene una lista bsica acerca del problema o tema. Si el propsito era generar esta lluvia de ideas
1.5.7 TCNICA DE CALIDAD: PORQUE-PORQUE. A. Es una serie de preguntas realizadas sistemticamente, utilizadas para buscar posibles causas principales de un dato, una situacin, oportunidad o problema Qu son los cinco por qu? Tcnica de los cinco por qu. B. Los fabricantes japoneses de los aos setenta adoptaron la costumbre de preguntar " por qu" cinco veces cuando descubran un importante problema de produccin o distribucin, ya que pensaban que las causas se encontraban por lo menos cuatro niveles por debajo de la superficie.
Departamento De Ingeniera Industrial Pgina 37
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
C. La tcnica requiere que el equipo pregunte Por Qu al menos cinco veces, o trabaje a travs de cinco niveles a detalle. Una vez que sea difcil para el equipo responder al Por Qu?, la causa ms probable habr sido identificada. PROCEDIMIENTO: Paso 1. Identifique el dato, la oportunidad, problema o situacin. Paso. 2: Pregunte el por qu? del dato, de una oportunidad, un problema o una situacin. Paso 3. Pregunte por qu? respecto de la respuesta dada en el primer porqu? (paso 2). Paso 4. Pregunte por qu? respecto de la respuesta dada en el segundo por qu? (paso3) Paso 5. Pregunte por qu? respecto a la respuesta dada en el tercer porqu?(paso4). Paso 6: Contine este proceso hasta que llegue a un punto donde se vislumbre una idea o solucin creativa posible. Paso 7. Analice e intrprete los resultados. Ejemplo: Paro de mquina. 1. Por qu se par una mquina en un taller? Se quem un fusible por una sobrecarga. 2. Por qu hubo una sobrecarga? No haba suficiente lubricacin en los rodamientos EJEMPLO. 3. Por qu no haba suficiente lubricacin? La bomba no estaba bombeando lo suficiente. 4. Por qu no estaba bombeando suficiente lubricante? El eje de la bomba estaba vibrando como resultado de la abrasin.
Departamento De Ingeniera Industrial
Pgina 38
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
5. Por qu haba abrasin? No haba filtro, lo que permita el paso de partculas a la bomba. 6. Solucin: Instalar un nuevo filtro.
1.5.8 COMO-COMO. INTRODUCCION En este apartado hablaremos sobre el diagrama como-como as como de su importancia, ya que este diagrama busca identificar los pasos necesarios para implementar una solucin, con el procedimiento de irse preguntando cmo? COMO-COMO Este diagrama constituye un complemento del por qu-por qu, dado que se combina con ste para encontrar solucin a las causas previamente ubicadas, yendo ms all de las estrategias de implementacin obvias, al promover modos de pensamiento divergente.
Para concretar un diagrama cmo-cmo:
El coordinador prepara la sesin convocando a las personas que pueden ayudar a obtener informacin sobre el problema.
Explica al grupo el procedimiento. El grupo toma una causa y explora posibles formas de eliminarla, preguntando en cada etapa Cmo?
Frente a cada Cmo?, puede ser recomendable una tormenta de ideas para encontrar las soluciones ms creativas. En general, el anlisis no se extiende ms all de los cinco Cmo? Cada etapa es encarada, aqu, como un proceso divergente, por lo que necesita
Departamento De Ingeniera Industrial Pgina 39
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
ser complementada por un proceso de tamizado convergente que permita disminuir las alternativas. El grupo analiza todas las soluciones del diagrama, para determinar la ms conveniente.
Terminada la sesin, el coordinador agradece a los participantes, y encara la organizacin de nuevas reuniones que permitan evaluar tcnica y
econmicamente las soluciones seleccionadas.
EJEMPLO DE DIAGRAMA COMO -COMO Utilizacin de la herramienta del Diagrama como-como, con el fin de estructurar los pasos a seguir para poder maximizar las ganancias de la venta de hieleras, para obtener el resultado deseado.
Mejorar la calidad de las hieleras
Redisear el producto
Cmo?
Maximizar las ganancias de la venta de hieleras
Capacitacin al personal Reducir inventarios Tener cantidad necesaria de personal
Reducir los costos
Cmo?
Fig. No 17 Esquema de la tcnica Cmo?-Cmo? De Ingeniera Industrial Departamento
Cmo?
Mejorar el rendimiento del proceso de fabricacin
Hacer u n estudio Pgina 40 de tiempos
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Cmo?
Redisear el proceso de produccin
1.5.9 5W ; 1H
Es una tcnica para la solucin de problemas en la cual se responde a las siguientes preguntas: qu?, quin?, porque?, cuando?, donde?, como? 5W1H significa las seis palabras con que comienzan las preguntas que deben responderse para describir correctamente un hecho:
What? Qu? Why? - Por qu? When? Cundo? Who? Quin? (persona) Where? Dnde? How? Cmo? (mtodo)
Haga preguntas detalladas de acuerdo con las ideas principales. Para cada una de las principales ideas que se han identifica en una lectura pregntate a ti mismo preguntas, comenzando con el de 5 W y 1 h palabras interrogativas. 5W1H (quin?, qu?, dnde?, cundo?, por qu?, cmo?) es un mtodo de hacer preguntas acerca de un proceso o un problema asumido para mejorar. Cuatro de los de W (quin, qu, dnde, cundo) y la H se emplea para comprender los detalles, analizar las inferencias y el juicio para llegar a los hechos fundamentales y las declaraciones de gua para llegar a la abstraccin. La ltima W (por qu) se pregunta con frecuencia cinco veces lo que uno puede profundizar para llegar a la esencia de un problema.
Departamento De Ingeniera Industrial Pgina 41
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
En este apartado empezaremos con la definicin del 5W1H (quin, qu, dnde, cundo, por qu, cmo) ya que esta herramienta es indispensable para cualquier caso de nuestra vida, no solo para calidad, ya que por medio de l se identifica la causa raz del problema.
Quin Identificar los personajes de la lectura y hacer una lista de ellos. Dibujar las lneas de conexin entre los personajes y describir a s mismo la relacin entre los personajes.
Qu Identificar los eventos o acciones y hacer una lista de ellos. Dibujar las lneas de conexin entre los eventos o acciones para mostrar la relacin entre ellos. Dibujar las lneas de conexin entre los personajes y los acontecimientos que usted describe a usted la relacin entre ellos.
Dnde Identificar todos los lugares de la lectura y hacer una lista de ellos. Dibujar las lneas de conexin entre lugares, acontecimientos y personajes como usted la describe a usted la relacin entre ellos.
Cundo Identificar todos los factores de tiempo en la lectura y hacer una lista de ellos. Dibujar lneas de conexin entre los factores de tiempo, lugares, acontecimientos y personajes a medida que describe a s mismo la relacin entre ellos.
Por qu Identificar las causas de los acontecimientos de las acciones y hacer una lista de ellos. Dibujar las lneas de conexin de las causas a los efectos sobre los personajes, eventos, lugares, o plazos que se describen a s mismo la relacin entre ellos.
Cmo Identificar la forma de eventos se llev a cabo y hacer una lista de ellos. Dibujar las lneas de conexin entre la forma en hechos tuvieron lugar y otros factores como que describe a s mismo la relacin entre ellos. Responda a las preguntas usando un esquema o de organizadores grficos. Revise todos los detalles que figuran. Haga un bosquejo de las ideas generales o principal y luego seleccionar los detalles de sus listas que son
Departamento De Ingeniera Industrial
Pgina 42
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
importantes y escribir en ellos las ideas principales. Usted no tiene que incluir todos los detalles que ha identificado. Para establecer qu se va a atacar; su justificacin o por qu, los detalles del plan en el tiempo (cundo) y el lugar (dnde), qu recursos estarn involucrados (quines) y las acciones a seguir (cmo).
EJEMPLO DE APLICACIN 5W1H La definicin de un problema se lleva a cabo formulando y respondiendo las siguientes preguntas: Qu problema se tiene? Dnde ocurre? Cundo Quin es Cmo ocurre? ocurre? responsable?
Los meseros estn llenando las comandas al Las mismo Durante la comandas no tiempo que estn En las mesas hora de la Los meseros se llenan recibiendo comida correctamente a otros comensales o atendiendo otras solicitudes de ayuda de los
Departamento De Ingeniera Industrial Pgina 43
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo dems Comensales. Por qu es Por qu responsable ocurre Por qu ocurre as? esta entonces? persona?
Por qu es problema?
Por qu ocurre ah?
El alimento servido no e s lo que el cliente orden.
No hay suficientes meseros durante la Hay Porque ellos comida y tratan Ah es donde mucha son quienes de responder a las se toman las gente que le toman las necesidades de rdenes. viene a rdenes a muchos comer los clientes clientes al mismo tiempo.
Tabla No. 2 Ejemplo de 5W y 1H de mal servicio en un restaurante.
1.6 Herramientas Estadsticas
1.6.1 Hoja de verificacin (obtencin de datos)
La hoja de verificacin es un formato construido para recolectar datos, de forma que su registro sea sencillo, sistemtico y que sea fcil analizarlos. La hoja de recogida de datos tambin llamada hoja de registro, verificacin, chequeo o cotejo. Sirve para reunir y clasificar las informaciones segn determinadas categoras, mediante la anotacin y registro de sus frecuencias bajo la forma de datos. Una vez que se ha establecido el problema o situacin que se requiere estudiar e identificadas las categoras que lo caracterizan, se registran estas en una hoja, indicando la frecuencia de observacin.
Departamento De Ingeniera Industrial
Pgina 44
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Lo esencial es de los datos es que el propsito este claro y que los datos reflejen la verdad. Estas hojas de recopilacin tienen muchas funciones, pero la principal es hacer fcil la recopilacin de datos y realizarla de forma que puedan ser usadas fcilmente y analizarlos automticamente. De modo general las hojas de recogida de datos tienen las siguientes funciones: de distribucin de variaciones de los artculos producidos (peso, volumen longitud, talla, clase, calidad, etc.) de clasificacin de artculos defectuosos. de localizacin de defectos en las piezas. de causas de los defectos.
Hoja de verificacin para distribucin de procesos Ejemplo: en el proceso de purificacin de agua. Un aspecto importante en la calidad de la misma es la dureza por calcio. En un caso particular se establece un valor de 4.0 como valor ideal para esta variable, con una tolerancia de ( 2).
Producto_________________________ Fbrica____________________________ Especificaciones___________________ Seccin_________________________ Grupo____________________________ Fecha__________________________ Frecuencia total 25 F R E 20 C U
Departamento De Ingeniera Industrial
13
20
24
20
Pgina 45
Control Estadstico de Calidad -
MC. Eraclio Bernal Salcedo -
E N C
15 10
I A 5
Dimensiones
3.6 3.7 3.8 3.9 Especificacin Inferior
4.0 4.1 4.2 4.3 Especificacin Superior
4.4
4.5
Tabla No.3 Hoja de verificacin para distribucin de procesos
Hoja de verificacin para registro de defectos Este tipo de hoja de registro es til cuando es necesario registrar el tipo de problemas y la frecuencia con que se presentan. Tiene la ventaja de la oportunidad, ya que al final del trabajo diario, semanal, quincenal o mensual se puede apreciar inmediatamente que tipos de problemas se presentaron con mayor frecuencia. Adems muestra de manera objetiva y permanente a la direccin, cuales son los principales problemas y que esta genere los planes para eliminarlos o reducirlos. Tambin sirve para evaluar el impacto de los planes de mejora.
Por ejemplo la tabla contiene la cantidad de los defectos encontrados en la pintura de unas piezas metlicas fabricadas a lo largo de una semana.
Departamento De Ingeniera Industrial
Pgina 46
Control Estadstico de Calidad Tipo de Defecto Goteos Crteres Rasguos Opacidad Impurezas Pintura Frecuencia llll llll llll llll llll llll llll l llll llll llll llll llll llll llll llll llll llll llll
MC. Eraclio Bernal Salcedo Total llll llll ll 10 42 6 4 104
llll llll llll llll
llll l l l l--------l l l l llll
Aspersin seca Otros total
20 14 200
Tabla No.4 Hoja de verificacin para registro de defectos
Hoja de localizacin de defectos Este tipo de hoja es utiliza para localizar el tipo de defecto y en que parte del producto se est presentando, con la final de ubicar el tipo de defecto y por medio de un anlisis de simple observacin se hace una inferencia de que es lo que est provocando el defecto y en que parte del proceso se est originando, con la finalidad de localizar la falla y eliminarla, para mejora de la calidad del producto. Procedimiento: esto es de lo ms sencillo, pues solo se hace un dibujo del producto, en este caso es una camiseta, pero puede ser cualquier producto ( un auto, un zapato un cristal, una lata, etc.)en un formato, se reproduce y se le pide al inspector o al operador que dibuje el tipo de defecto exactamente en la parte del producto en que se presenta.
Fig. No. 18 Hoja para localizacin de defectos
Departamento De Ingeniera Industrial
Pgina 47
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Fecha__________________ Observaciones_______________________________________ __________________________________________________
De esta forma si es una mancha, rasguo o descocida, se le pide al inspector que dibuje la mancha, el rasguo o que seale la parte que est descocida y por un anlisis de repetitividad, nos vamos a dar cuenta del tipo de defecto y en que parte del producto se est presentando y vamos a deducir que es lo que provoca el defecto y tomar acciones para corregir el problema. p.ej. en una ocasin las camisetas las hojas de localizacin de defectos
empezaron a mostrar que las camisetas estaban saliendo con una mancha negra en la manga izquierda; y haciendo un anlisis revisaron la mquina de pintura estaba roto el inyector de pintura, el cual reemplazaron y corrigieron la falla. Esto se hace para cada tipo de defecto localizado.
1.6.2 DIAGRAMA DE PARETO (DP)
Esta herramienta sirve para identificar aquellas causas que tienen mayor
influencia en la generacin de problemas. Su uso est basado en el principio de 80 20, que nos dice que el 80% de un problema est generado por solo el 20%de las causas.
Departamento De Ingeniera Industrial Pgina 48
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Tambin se dice que sirve para distinguir los pocos vitales de los muchos triviales, esto es, separa las causas que tienen impacto en el problema de aquellas que no son realmente importantes. Sirve tambin para ordenar por grado de importancia las causas segn su impacto en la situacin problemtica. Se dice que este diagrama es un muy buen
primer paso en la solucin de un problema, al mostrar claramente las principales causas, y que todo el equipo involucrado lo entienda, impactando en el esfuerzo por corregirse. Es una herramienta que se utiliza para priorizar los problemas o las causas que los genera.Un diagrama de Pareto es una grfica de barras para datos de conteo. Presenta la frecuencia de cada conteo en el eje vertical y el tipo de conteo o clasificacin sobre el eje horizontal. Siempre reglamos los tipos de conteo en orden descendente de frecuencia u ocurrencia; esto es, el tipo que ocurre con mayor frecuencia esta a la izquierda. Seguido por el tipo que ocurre con la siguiente mayor frecuencia, y as sucesivamente.
Ventajas Ayuda a concentrarse en las causas que tendrn mayor impacto en caso de ser resueltas. Proporciona una visin simple y rpida de la importancia relativa de los problemas. Ayuda a evitar que se empeoren algunas causas al tratar de solucionar otras .a ser resueltas. Su formato altamente visible proporciona un incentivo para seguir luchando por ms mejoras. Utilidades Determinar cul es la causa clave de un problema, separndola de otras presentes pero menos importantes. Contrastar la efectividad de las mejoras obtenidas, comparando sucesivos diagramas obtenidos en momentos diferentes.
Departamento De Ingeniera Industrial
Pgina 49
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Pueden ser asimismo utilizados tanto para investigar efectos como causas. Comunicar fcilmente a otros miembros de la organizacin las conclusiones sobre causas, efectos y costes de los errores.
COMO ELABORAR UN DIAGRAMA DE PARETO PASO 1.- DEFINIR EL TIPO DE PROBLEMAS QUE SE VA INVESTIGAR Por ejemplo tipos de defectos, tipos de accidentes, causas que producen interrupciones en el proceso de fabricacin, causas de absentismo laboral, quejas de clientes, mantenimiento, control de tiempos, costos, etc.
PASO 2.-DEFINIR EL METODO Y EL PERIODO DE RECOLECCION DE LOS DATOS Por ejemplo, se tomara una muestra al azar de las fichas de bajas laborales durante el ao anterior al del estudio, o se toman 100 piezas consecutivas y se analizan los diferentes tipos de defectos de cada una de ellas. PASO 3.-CONSTRUIR UNA TABLA PARA CONTEO DE DATOS. Por ejemplo la tabla contiene los defectos encontrados en la pintura de unas piezas metlicas fabricadas a lo largo de una semana.
Tipo de Defecto Goteos Crteres Rasguos
Frecuencia llll llll llll llll llll llll ll
Total 10 42 6
Pgina 50
llll llll llll llll llll l
Departamento De Ingeniera Industrial
Control Estadstico de Calidad Opacidad Impurezas Pintura llll llll llll llll llll llll llll llll llll llll llll llll llll
MC. Eraclio Bernal Salcedo 4 llll l l l l--------l l l l llll 104
Aspersin seca Otros total
20 14 200
Tabla No. 5 Para registro y conteo de datos
PASO 4.- ELABORAR UNA TABLA PARA EL DIAGRAMA DE PARETO
Calculado las frecuencias aculadas, los porcentajes y los porcentajes acumulados a partir de los datos de la tabla de conteo. Todo ello ordenando las clases de mayor a menor frecuencia. As se ha procedido en la tabla
Tipo de defecto Impurezas Crteres Aspersin seca Goteos Rasguos Opacidad Otros Total frecuencia 104 42 20 10 6 4 14 200 Frecuencia acumulada 104 146 166 176 182 186 200 porcentaje 52 21 10 5 3 2 7 Porcentaje acumulado 52 73 83 88 91 93 100 Tabla No.6 Para frecuencias Acumuladas.
Departamento De Ingeniera Industrial
Pgina 51
Control Estadstico de Calidad
PASO 5.- CONSTRUIR EL DIAGRAMA DE PARETO
MC. Eraclio Bernal Salcedo
200 95% 180 160 140 120 100 80 60 42 40 20 20 14 10 6 104 52% 73% 83% 90%
98%
100%100% 90% 80% 70% 60% 50% 40% 30% 20% 4 10%
0%
Fig.N 19 Diagrama de Pareto en pintura de piezas metlicas
Observacin: En este ejemplo se orden de mayor a menor todos los defectos incluyendo los de otros defectos; pero de aqu en adelante el porcentaje de otros se anotar al final y la barra tambin se dibujar al final. Esto tambin se puede hacer en el paquete Excel, de la siguiente manera: 1. Abres Excel y copian las primeras dos columnas de la tabla No. 6. 2. Se pega en las primeras dos columnas de Excel A y B.
En este caso vas a observar que la barra de otros aparece al final.
Fig. No. 20 Ejemplo con Excel
Departamento De Ingeniera Industrial
Pgina 52
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
3. Luego le das click en la barra de insertar y te va a aparecer en la barra de herramientas la instruccin Barra, le das click y te aparecen varios tipos de graficas a seleccionar; 4. Le das click en la primer que te aparece 2D, y te hace el grfico.
Departamento De Ingeniera Industrial
Pgina 53
Control Estadstico de Calidad . Fig. No. 21 Pantalla con el Grafico de Pareto en Excel
MC. Eraclio Bernal Salcedo
Fig. No. 23 Grfico de pareto
frecuencia
250 200 150 100 frecuencia 50 0
Que como se puede observar este consiste en un histograma de barras (frecuencia y porcentajes) y una curva acumulada (frecuencias y porcentajes).
Departamento De Ingeniera Industrial
Pgina 54
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
El diagrama de pareto nos pondr de manifiesto la desigual distribucin de la frecuencia entre las clases establecida en el eje x, en este problema se pone de manifiesto que dos de los tipos de defectos suponen el 70% de los problemas, por lo que ser interesante centrar esfuerzos en eliminar las causas que producen impurezas y crteres Evidentemente, si uno de los defectos detectados es fcil de eliminar, aunque su importancia relativa sea pequea deber ser eliminado. El costo de la no calidad puede ser un aspecto a considerar ms importante que la frecuencia. Por ello, siempre que sea posible, en el eje de las ordenadas (y) se deber poner, en vez de la frecuencia, el costo, lo que pondr de manifiesto la disminucin de las perdidas por no calidad al eliminar las causas ms importantes desde el punto de vista econmico USO DEL DIAGRAMA DE PARETO El diagrama de pareto es una herramienta importante para efectuar mejoras. Sin pretender ser exhaustivo, puede ser usado: a) como tcnica de anlisis de problemas de calidad, reclamaciones de clientes, paradas de maquinas, ausentismo laboral, desigual distribucin de los trabajos de mantenimiento, causas de accidentes, etc.
b) Para marcar objetivos concretos. Se deben marcar los inmediatos objetivos a alcanzar, centrando esfuerzos en los temas prioritarios.
c) Para evaluar los efectos de las mejoras. Las barras situadas ms a la izquierda del diagrama, deben disminuir, y si las medidas han resultado muy eficaces, en sucesivos diagramas de pareto, las barras deben cambiar de orden, pasando a ser problemas menores, lo que inicialmente eran problemas principales.
d) Como herramienta de comunicacin. El uso habitual de los diagramas de pareto, pues es una herramienta sencilla de entender y, lo que es ms importante, cuantificada.
Departamento De Ingeniera Industrial Pgina 55
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
1.6.3 DIAGRAMA CAUSA EFECTO
El diagrama Causa Efecto tambin recibe el nombre de Diagrama de Pescado y fue desarrollado por el Dr. Kaoru Ishikawa, Gur japons de la calidad de los aos 60s y 70s. El diagrama puede estar formado por causas y estas a su vez por causas, de tal forma que se pueda llegar a la verdadera raz de los problemas. La elaboracin del diagrama requiere de la experiencia de la gente que conoce de la situacin problemtica y de todas las posibles causas que pueden estar afectando a un problema en particular. Esta herramienta es sumamente verstil y puede ayudar a analizar cualquier tipo de problema. Facilita la identificacin de la relacin que se da entre los factores causales y de un determinado efecto. Est constituido por dos secciones: Flecha principal hacia la que convergen otras flechas. Nombre de la caracterstica de calidad (Efecto) Las ramas principales se les conocen como las 6 Ms. Al diagrama Causa Efecto se le conoce tambin como Diagrama del Ishikawa o Diagrama de Pescado.
El diagrama Causa Efecto tambin recibe el nombre de Diagrama de Pescado y fue desarrollado por el Dr. Kaoru Ishikawa, Gur japons de la calidad de los aos 60s y 70s. El diagrama puede estar formado por causas y estas a su vez por causas, de tal forma que se pueda llegar a la verdadera raz de los problemas.
Departamento De Ingeniera Industrial
Pgina 56
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
La elaboracin del diagrama requiere de la experiencia de la gente que conoce de la situacin problemtica y de todas las posibles causas que pueden estar afectando a un problema en particular.
Esta herramienta es sumamente verstil y puede ayudar a analizar cualquier tipo de problema.
Para que funcione adecuadamente la herramienta, no deber de cargarse demasiado de informacin, ni deber evidenciar falta de conocimiento de la situacin problemtica. Eliminar las causas triviales. Discutir las causas que quede y resaltar las ms importantes. Investigar las causas resaltadas.
El diagrama de Ishikawa (DI) o Causa-Efecto es un mtodo grfico que refleja la relacin entre una caracterstica de calidad (generalmente un problema) y los factores que posiblemente contribuyen a que exista. En otras palabras, es una grfica que relaciona el efecto (problema) con sus causas potenciales. El Diagrama de Ishikawa (DI), es una grafica en la cual del lado derecho, se anota el problema, y en el lado izquierdo se especifican por escrito todas sus causas potenciales, de tal manera que se agrupan o estratifican de acuerdo con similitudes en ramas y sub-ramas. Por ejemplo, una clasificacin tpica de las causas potenciales de los problemas en manufactura son los de 6M: Mano de obra, Materiales, Mtodos de trabajo, Maquinaria, Medicin y Medio ambiente, como se muestra en la Fig. No.24
Mano de obra
Materiales
Mtodos de trabajo
Problema
Departamento De Ingeniera Industrial
Pgina 57
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Maquinaria
Medio ambiente
Medicin
Fig. No.24 Esquema General para el Diagrama de Ishikawa
La forma ms adecuada de trabajar con un diagrama de pescado es a travs de la lluvia de ideas. Est metodologa no es exclusiva para la elaboracin del diagrama Causa Efecto y puede utilizarse como apoyo a otras herramientas, procesos de tomas de decisiones, y metodologas. La lluvia de ideas puede llevarse a cabo en dos formas. Estructurada: cada persona deber de aportar una causa conforme le toca el turno de participar; si no tiene ninguna idea tendr que esperar a la siguiente vuelta. De esta forma se obliga a participar a personas tmidas. No estructurada: En este mtodo la gente aporta ideas tan pronto como se les vienen a la mente, crea una atmsfera relajada pero se corre el riesgo de que solo participen los extrovertidos. Las reglas del juego son las siguientes: ** Nunca critique las ideas ** Escriba cada causa en la M que le corresponde ** Teniendo las causas a la vista se pueden aclarar dudas y eso genera nuevas ideas.
En una fbrica de aparatos de lnea blanca se ha tenido problemas con la calidad de las lavadoras. Un grupo de mejora de la calidad decide revisar los problemas de la tina de las lavadoras, ya que con frecuencia es necesario retrabajarlas para que tengan una calidad aceptable. Para lo cual se encontr mediante un diagrama de pareto que la boca de las tinas era un problema importante a resolver; un equipo de mejora se dio a la tarea de las causas de tal problema e hicieron el siguiente DI. Fig. No. 25 Mano de obra
Departamento De Ingeniera Industrial Material Pgina 58
obra
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Operario Inspeccin no capacitada Deficiente Supervisin Irresponsable
Inadecuado
fuera de especificaciones
Boca de tina ovalada
Mal Mantenimiento Inadecuado Subensamble de chasis Inadecuado Transporte Manejo de material
Malas condiciones Desajustada
Maquina
Mtodo
Fig. No.25 Diagrama de Ishikawa para la boca de la tina ovalada
El equipo de mejora lleg a la conclusin de que probablemente el problema estaba en el subensamble del chasis. La siguiente fase del anlisis fue construir un DI para el subensamble del chasis. Con la intervencin y discusin de todos se hizo el sig. Anlisis. Fig. No.26.Adems se las perforaciones de donde se sujeta con los ganchos. El equipo de mejora hizo un segundo anlisis:
Mano de obra
Material
Operario obra Supervisin Inadecuada especificaciones
Inadecuado
fuera de
Chasis
Departamento De Ingeniera Industrial Pgina 59
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Mantenimiento deficiente
Transporte
Equipo inadecuado
Fig. No. 26 Diagrama de Ishikawa para el subensamble del chasis
Ya que los operarios explicaron que despus de efectuar la operacin de fundente la tina de la lavadora, esta era colgada de dos ganchos dejando a criterio del operador la distancia entre uno y otro, la cual puede ser ms abierta o cerrada; los ganchos soportaban el peso del chasis. Esto provoca que, al pasar por el horno a altas temperaturas, la boca de la tina se deforme, ocasionando que quede ovalada. El grupo de mejora propuso la siguiente solucin: Despus de la operacin de aplicar fundente a la tina, esta debe colocarse boca abajo en una parrilla con cuatro puntos de apoyo y sujetada por herrajes para que no se mueva: y al no tener que resistir su propio peso, se elimino el problema (la causa raz), que provocaba los defectos.
Al hacer el anlisis del costo de la solucin y de los beneficios obtenidos en un ao, concluyeron que los beneficios superaban en diez veces a lo que se necesitaba invertir para poner en marcha la solucin. Adems, se lograron otros beneficios, por ejemplo, menos demora en la lnea de ensamble y una mejora en la calidad de las lavadoras. 1.6.4 HISTOGRAMA El histograma es una grafica de barras que permite describir el comportamiento de un conjunto de datos en cuanto a su tendencia central, forma y dispersin.
Departamento De Ingeniera Industrial Pgina 60
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
El histograma hace posible que solo observndolo pueda tener una idea objetiva sobre la calidad del producto, el desempeo de un proceso o el impacto de una accin de mejora. La correcta utilizacin del histograma permite tomar decisiones no solo con base en la media, sino tambin por medio de la dispersin y formas especiales del comportamiento de los datos. Su uso cotidiano facilita el entendimiento de la variabilidad y favorece la cultura de los datos y los hechos objetivos. Construccin de un histograma Aunque el software estadstico proporciona de manera automtica el histograma, a continuacin se ilustra mediante un ejemplo la construccin de un histograma a fin de que el alumno profundice en la comprensin del mismo. Ejemplo: En un restaurante se tiene una frmula especfica para elaborar una cantidad determinada de agua de sabor, la frmula contempla agregar 500 g. de azcar para que el agua tenga buen sabor; ni muy dulce ni muy desabrida; y se decide comprar 40 bolsas de azcar de la marca A, obteniendo los siguientes pesos reales, con estos elabore un histograma.
Pesos en gramos de las bolsas de azcar de la marca A Xp 503 507 492 499 498 506 502 506 502 505 493 500 480 500 492 500 510 510 502 508 492 499 510 494 503 499 508 513 502 514 507 510 498 507 491 507 502 489 500 515
Tabla No. 7 Bolsas de 500 grs. De Azcar
Xg 506 510 514 515
492 480 492 489
Paso1. Determinar el rango (R) de los datos. El rango es la diferencia entre el dato mayor (Xg) y el dato menor (Xp).
Departamento De Ingeniera Industrial
Pgina 61
Control Estadstico de Calidad Rango Xg-Xp; R= 515-480= 35
MC. Eraclio Bernal Salcedo
Paso2. Obtener el Nmero de Clases (NC). Existen varios criterios para determinar el nmero de clases (o barras). Sin embargo, ninguno de ellos es exacto se recomienda obtener entre 5 y 15 clases, dependiendo de cmo estn los datos y la cantidad. Un criterio usado con frecuencia es NC= Raz cuadrada de la cantidad de datos; en este caso, NC= Raz de 40=6.32, por lo que se elige hacer NC=7 clases. En ocasiones, al modificar el nmero de clases se pueden apreciar aspectos que no se haban observado por lo que si se dispone de un programa computacional, es recomendable experimentar con diferentes NC que estn cercanos al valor propuesto inicialmente; Generalmente el redondeo es hacia el nmero inmediato superior, despus del punto; tambin lo pueden hacer hacia el nmero inmediato inferior; esto se manifiesta en una clase ms o una clase menos. Paso3. Establecer la longitud de clase (LC). La longitud de clase se establece de tal manera que el rango pueda ser cubierto en su totalidad por el NC. As, una forma directa de de obtener la LC, es dividiendo el rango R, entre el nmero de clases NC; as, LC=R/NC. LC= 35/7=5 Paso4. Construir los intervalos de clase. El punto inicial para la primera clase (lmite inferior) generalmente se toma el valor del menor dato; en este caso 480; y A este se le suma la LC y se obtiene el intervalo de la primera clase (lmite superior). Para obtener el intervalo de la segunda clase; se toma como valor inicial el (lmite superior), de la primera clase; y para obtener el intervalo de la segunda clase se le suma tambin la LC, as se obtiene el intervalo (lmite superior) de la segunda clase; y as sucesivamente para las dems clases, hasta cubrir el dato mayor en la ltima clase, como se muestra en la tabla No. 8
Clase
Intervalo LI LS
Marcas para conteo
Frecuencia
Frecuencia relativa %
Departamento De Ingeniera Industrial
Pgina 62
Control Estadstico de Calidad
1 2 3 4 5 6 7 480 485 490 495 500 505 510 485 490 495 500 505 510 515 / // //// //// //// //// //// //// / //// //
MC. Eraclio Bernal Salcedo
1 2 5 15 11 5 2 2.5 5 10 37.5 27.5 12.5 5
Frecuencia Total
40
100 %
Tabla No.8 La frecuencia relativa se obtiene mediante la regla de tres.
Paso 5. Obtener la frecuencia de cada clase. La frecuencia se obtiene contando los datos que caen en cada intervalo de clase. Cuando un dato coincide con el final de una clase y con el principio de la siguiente entonces tal dato se incluye en esta ltima. Vase tabla No. 8
Paso6. Graficar el histograma. Se hace una grfica de barras en la que las bases de las barras sean los intervalos de clases de la tabla anterior y la altura sean las frecuencias de las clases.
Frecuencia
15 12 9 6 3
Fig. No. 27 Histograma para las bolsas de azcar
480
485
490
495 500
505 510
515
Departamento De Ingeniera Industrial
Pgina 63
Control Estadstico de Calidad Peso (g)
MC. Eraclio Bernal Salcedo
Si al valor de la media( ) se le da una consideracin de 500 10; entonces se puede graficar las especificaciones y la media: entonces podemos observar si la produccin est fuera o dentro de las especificaciones; en este caso indica que tenemos bolsas de azcar que tienen menos cantidad 490g. Que la requerida para darle un buen sabor al agua, lo cual indica que quedara muy desabrida; pero tambin tenemos bolsas que sobrepasan la especificacin superior de 510g., lo cual indica que si agregamos esta azcar el agua quedara demasiado dulce. En las fbricas para que el producto sea considerado de buena calidad debe de estar dentro de las especificaciones; el producto que tiene un valor menor a la especificacin inferior o mayor a la especificacin superior, se considera de mala calidad.
Media ( )
Frecuencia
Especificacin Inferior
Especificacin Superior
15 12 9 6 3
Departamento De Ingeniera Industrial
Fig. No. 28 Histograma con especificaciones
Con el presente esquema podemos hacer nuestro anlisis y conclusiones.
Pgina 64
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
480
485
490
495 500
505 510
515
Peso (g) Tambin el histograma lo podemos hacer en Minitab; de la siguiente manera: 1. Abres Minitab y escribes la referencia del grfico, en este caso bolsas s de azcar y las cantidades en la celda C1
Departamento De Ingeniera Industrial
Pgina 65
Control Estadstico de Calidad Fig. N0. 29 Pantalla de Minitab introduciendo valores. 2. 3. 4.
MC. Eraclio Bernal Salcedo
Te vas a la Barra de herramientas y seleccionas graficas. Le das click y seleccionas Histogramas. Le das click y te aparecen cuatro opciones; seleccionas la que aparece en negro y le das aceptar. Te aparece un recuadro y le das doble clicken C1 y se pasa a un recuadro del lado derecho que dice variables; en el mismo ledas aceptar y te aparece el Histograma.
5.
Departamento De Ingeniera Industrial
Pgina 66
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Histograma de Bolsas de Azcar
14 12 10
Frecuencia
8 6 4 2 0
480
485
490
495 500 Bolsas de Azcar
505
510
515
Fig. No. 30 Histograma con Minitab para bolsas de azcar. 6. Si deseas dibujar el valor de las especificaciones, le das click derecho en la grfica y te va a aparecer otro recuadro en el cual vas a agregar lneas de referencia en los valores de datos. 7. Anotas los valores numricos de la especificaciones Inferior y Superior y le das aceptar y te aparece el Histograma con las lneas de referencia 8. Con esta grfica haz tu anlisis y concluye.
Departamento De Ingeniera Industrial
Pgina 67
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Histograma de Bolsas de Azcar
490 14 12 10 510
Frecuencia
8 6 4 2 0
480
485
490
495 500 Bolsas de Azcar
505
510
515
Fig. No. 31 Histograma con Minitab y lneas de especificaciones
1.6.5 DIAGRAMA DE DISPERSIN En la bsqueda de las causas de un problema de calidad y en el reto de innovar un proceso es comn que sea necesario analizar la relacin entre dos variables (caractersticas de calidad, variables de proceso, etc.). Por ejemplo, quiz se desea investigar si la variacin en un factor tiene algn efecto en cierta caracterstica de calidad, es decir, se busca determinar si existe una relacin de causa- efecto. Existen varios mtodos estadsticos para llevar a cabo tales investigaciones. Uno de ellos es este, el diagrama de dispersin, el cual es una herramienta que permite hacer una comparacin o anlisis grfico de dos factores que se manifiestan simultneamente en un proceso concreto. Este es un tipo de grafica X-Y, donde cada elemento de la muestra es representado por un punto (.), un asterisco (*), etc. Como resultado de la interseccin de un par de valores(X, Y), en el plano cartesiano X-Y.
Departamento De Ingeniera Industrial
Pgina 68
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
El objetivo de esta grfica es analizar la forma en que estas dos variables estn relacionadas. Por ejemplo, la relacin que existe entre la estatura(X) y el peso (Y) de un grupo de jvenes; o podra ser de inters investigar la relacin entre una variable de entrada(X) de un proceso con el valor de una caracterstica de calidad (Y) del producto final, si se observa que los puntos de la grfica siguen algn patrn definido, esto ser evidencia de una posible relacin entre las dos variables. Ejemplo: En una fbrica de pintura se desea investigar la relacin que existe entre la velocidad de agitacin en el proceso de mezclado y el porcentaje de impurezas en la pintura. Mediante pruebas experimentales se obtienen los datos de la tabla No.9 con los cuales se procede a hacer el diagrama de dispersin de estas dos variables. Datos de la fbrica de pinturas: Velocidad(RPM) Impurezas (%) 20 8.4 22 9.5 24 11.8 26 10.4 28 13.3 30 14.8 32 13.2 34 14.7 36 16.4 38 16.5 40 18.9 42 18.5
Tabla No. 9 Datos de la fbrica de pinturas de velocidad e impurezas
Departamento De Ingeniera Industrial
Pgina 69
Control Estadstico de Calidad Y % Impurezas 20 18 16 14 12 10 8 * 20 24 28 32 36 40 * * * * * * * * *
MC. Eraclio Bernal Salcedo
44
Velocidad de agitacin Fig. No.32 Diagrama de dispersin para datos de pintura
En este diagrama se puede observar que existe una relacin correlacin lineal positiva, ya que a medida que aumenta la velocidad de agitacin se incrementa el porcentaje de impurezas. correlacin: A continuacin se presentan algunos tipos de
Departamento De Ingeniera Industrial
Pgina 70
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Fig. No. 33 Tipos de correlacin
Estos son los esquemas bsicos; existen otros como cuando en las figuras a) y b) los puntos estn un poco dispersos se dice que es existe correlacin positiva o negativa per que hay otros factores que influyen; y cuando los puntos se separan en pequeos grupos se dice que es una correlacin por estratificacin y cuando forman una U invertida se dice que es una correlacin parablica.
Coeficiente de correlacin El coeficiente de correlacin es de utilidad para determinar el grado de relacin entre dos variables, que se observan en un diagrama de dispersin, cuantificando la magnitud en trminos numricos, por medio de las Sig. Formulas:
Departamento De Ingeniera Industrial
Pgina 71
Control Estadstico de Calidad r = Sxy/ (Sxx). (Syy)
MC. Eraclio Bernal Salcedo
Sxy = (Xi .Yi) ( (Xi) (Yi))/ n
Sxx= x**2 ( xi) ** 2 /n Syy = y**2 ( yi) ** 2 /n
Velocidad(RPM) Impurezas (%) (Xi) (Yi) 20 8.4 22 9.5 24 11.8 26 10.4 28 13.3 30 14.8 32 13.2 34 14.7 36 16.4 38 16.5 40 18.9 42 18.5 372 166.4
X**2 400 484 576 676 784 900 1024 1156 1296 1444 1600 1764 12104
Y**2 70.56 90.25 139.24 108.16 176.89 219.04 174.24 216.09 268.96 272.25 357.21 342.25 2434.89
(Xi) (Yi) 168 209 283.2 270.4 372.4 444 422.4 499.8 590.4 627 756 777 5419.6
Tabla No. 10 para clculo de correlacin.
Sxy= 5419.6 - (372)(166.4)
)/12= 5419.6- 61900.8/12 =
Sxy= 5416.6 - 5158.333 = 258.267
Sxx= 12104 - ((372) **2)/12= 12104-11532=572 Syy= 2434.89 -
((166.6) **2)/12= 2434.89- 2312.96=121.93
r= 258.267 /
))= 0.9779
Pgina 72
Departamento De Ingeniera Industrial
Control Estadstico de Calidad r= 0.9779
MC. Eraclio Bernal Salcedo
Por lo anterior determinamos que existe una correlacin positiva muy fuerte entre la velocidad de agitacin y l % de impurezas. Porque: +1= r = -1; es una correlacin perfecta entre dos variables; positiva o negativa. r= 0.95; es una correlacin fuerte entre dos variables. r= 0.80; es una correlacin significativa entre dos variables. R=0.70: es una correlacin moderada entre dos variables.
Tambin lo podemos hacer con Minitab, como sigue:
1. Se copian los datos de ( xi ; yi) ,y se pegan en las primeras dos columnas C1 y C2. 2. En la barra de herramientas te muestra una varias grficas y seleccionas Grafica de dispersin le das click y te ofrece varias opciones, y seleccionas la que desees, 3. Si seleccionas grafica simple te hace la Fig. No. 34, y 4. Si seleccionas grafica con regresin te hace la Fig. No. 35
Departamento De Ingeniera Industrial
Pgina 73
Control Estadstico de Calidad
Fig. No. 34 Grafica para dispersin simple
MC. Eraclio Bernal Salcedo
Grfica de dispersin de velocidad (RPM) vs. impurezas (%)
45
40
velocidad (RPM)
35
30
25
20 10 12 14 16 impurezas (%) 18 20
Grfica de dispersin de velocidad (RPM) vs. impurezas (%)
45
40
velocidad (RPM)
35
30
25
20 10 12 14 16 impurezas (%) 18 20
Fig. No. 35 Grafica para dispersin con regresin
Tambin podemos calcular el Coeficiente de correlacin con Minitab, de la siguiente manera:
Departamento De Ingeniera Industrial Pgina 74
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
1. Copias del documento de Word los datos de (xi ;yi ) a las columnas de C1 y C2 de Minitab. 2. En la barra de herramientas te vas a estadsticas le das click y te muestra varias opciones, te posicionas en estadstica bsica y te vuelve amostrar varios tipos de opciones y seleccionas correlacin le das click y te aparece el recuadro con C1 y C2, le das aceptar y te muetra el calculo del coeficiente de correlacin de pearson, como sigue:
Correlaciones: velocidad (RPM), impurezas (%)
Correlacin de Pearson de velocidad (RPM) Xi e Impurezas (%) Yi = 0.956 r= 0.956
1.6.6 ESTRATIFICACIN Estratificar es analizar problemas, fallas, quejas o datos, clasificndolos o agrupndolos de acuerdo con los factores que, se cree, pueden influir en la magnitud de los mismos, a fin de localizar buenas pistas para mejorar un proceso. Por ejemplo, los problemas pueden analizarse de acuerdo con tipo de fallas, mtodos de trabajo, maquinaria, turnos, obreros, materiales o cualquier otro factor que proporcione una pisa a acerca de donde centrar los esfuerzos de mejora y cules son las causas vitales. La estratificacin es una poderosa estrategia de bsqueda que facilita entender cmo influyen los diversos factores o variantes que intervienen en una situacin problemtica, de tal forma que se puedan localizar las fuentes de la variabilidad y, con ello, encontrar pistas de las causas de un problema. La estratificacin es una herramienta que se aplica en gran diversidad de situaciones. Por ejemplo, si se tiene un histograma general que refleja problemas (proceso no capaz), y se preparan (estratifican) los datos de cada maquinan y sobre ello se hace un histograma, es probable que la perspectiva del problema cambie y que, por ejemplo se identifique que el problema est solo en una maquina.
Departamento De Ingeniera Industrial
Pgina 75
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Una situacin que muestra la diversidad de las aplicaciones de la estratificacin es: para disminuir el ausentismo en una empresa, en lugar de dirigir programas generalizados, sera mejor centrar estos en los trabajadores, departamentos o turnos con mayor porcentaje de ausencias, el cual se encuentra al agrupar (estratificar) a trabajadores, departamentos o turnos de acuerdo con su porcentaje de faltas. Algo similar puede decirse respecto a problemas como accidentes de trabajo o consumo de energa. En cualquier rea resulta de utilidad clasificar los problemas de calidad y eficiencia de acuerdo con
cualquier factor que ayude a orientar la accin de mejora, por ejemplo, por: Departamentos, reas, secciones o cadenas de produccin. Operarios, y estos a su vez por experiencia, edad, sexo o turno. Maquinaria o equipo; la clasificacin puede ser pro maquina, modelo, tipo, vida, etc. Tiempo de produccin: turno, di, semana, noche, mes. Proceso: procedimiento, temperatura. Materiales y proveedores.
Recomendaciones para estratificar 1. A partir de un objetivo claro e importante, determinar con discusin y anlisis las caractersticas o factores a estratificar. 2. Mediante la recoleccin de datos, evaluar la situacin actual de las caractersticas seleccionada. Expresar grficamente la evaluacin de las caractersticas (diagrama de pareto, histograma). 3. Determinar las posibles causas de la variacin en los datos obtenidos con la estratificacin. Esto puede llevar a estratificar una caracterstica ms especfica. 4. Ir ms a fondo en alguna caracterstica y estratificarla 5. Seguir estratificando hasta donde sea posible y obtener conclusiones de todo el proceso.
Estratificacin por tipo de defecto y departamento
Departamento De Ingeniera Industrial Pgina 76
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
En una empresa del ramo metal- mecnico se quiere evaluar cuales son los problemas ms importantes por los que las piezas metlicas se rechazan
cuando se inspeccionan. Este rechazo se da en diversas faces del proceso y en distintos departamentos. Para hacer tal evaluacin, los datos de inspeccin de la semana resiente se agrupan por tipo de defecto o razn de rechazo y el departamento que produjo la pieza. Esto lo representa la tabla siguiente en la que se observa que el problema mas frecuente, independientemente del departamento, es el llenado de las piezas (48% del total de rechazos), por lo que es necesario elaborar un plan que atienda este problema Para profundizar el anlisis del problema de llenado, se puede aplicar una segunda estratificacin, bien pensada que ayude a conocer la manera en la que influye los diversos factores que intervienen el problema, como el departamento, el turno, el tipo de producto, el mtodo de fabricacin, los materiales, etc. La misma tabla muestra la estratificacin del problema de
llenado por departamentos, lo que permite apreciar que esta falla se da con ms frecuencia en el departamento de piezas medianas ya que, de 58 defectos de llenado, 33 se representaron en tal departamento. Por ello, para reducir los rechazos de piezas, conveniente, primero buscar las causas del problema de llenado en el departamento de piezas medianas (para lo cual se puede volver a estratificar o aplicar otras herramientas como el diagrama de causa- efecto). Una vez que ah se encuentren las causas y se validen soluciones, se puede investigar si esas mismas causas se presentan en los otros departamentos.
Tabla No.11 Estratificacin por tipo de defecto y departamento.
Razn rechazo Porosidad
de Dpto. chicas ///// //
piezas Dpto.
piezas Dpto.
piezas Total
medianas ///// ///// /////
grandes ///// ///// 33
Pgina 77
Departamento De Ingeniera Industrial
Control Estadstico de Calidad / Llenado ///// ///// // ///// ///// ///// ///// ///// ///// /// Maquinado Ensamble Total // // 26 / // 58 // // 36
MC. Eraclio Bernal Salcedo
///// ///// /////
60
5 6 120
1.7 HABILIDAD Y CAPACIDAD DEL PROCESO
Los procesos tienen variables de salida o de respuesta, las cuales deben de cumplir con ciertas especificaciones a fin de considerar que el proceso est funcionando de manera satisfactoria. Evaluar la habilidad o capacidad de un proceso consiste en conocer la amplitud de variacin natural de este para una caracterstica de calidad dada, lo cual permitir saber en qu medida talo caracterstica de calidad es satisfactoria (cumple especificaciones). En esta seccin se supone que se tiene una caracterstica de calidad o un producto de variable de salida de un proceso, de tipo valor nominal es mejor, en donde, para considerar que hay calidad las mediciones deben ser iguales a cierto valor nominal o ideal (N), o al menos tienen que estar con holgura dentro de las especificaciones inferior (EI) y superior (ES).
INDICE Cp Es un indicador de la capacidad potencial del proceso que resulta de dividir el ancho de las especificaciones (variacin tolerada) entre la amplitud de la variacin natural del proceso.
Departamento De Ingeniera Industrial Pgina 78
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
El ndice de capacidad potencial del proceso, Cp, se define de la siguiente manera: Cp= (ES-EI) /6 Donde representa la desviacin estndar del proceso, mientras que ES y EI don las especificaciones superior e inferior para la caracterstica de calidad. Como se puede observar, el ndice Cp compara el ancho de las especificaciones o la variacin tolerada para el proceso con la amplitud de la variacin real de este: Cp= variacin tolerada / variacin real Decimos que 6 (seis veces la deviacin estndar) es la variacin real, debido a las propiedades de la distribucin normal, en donde se afirma que entre 3 se encuentra el 99.73% de los valores de una variable con distribucin normal. Incluso si no hay normalidad en 3 se encuentra un gran porcentaje de la distribucin debido a la desigualdad de Chebyshev y a la regla emprica. Interpretacin del ndice Cp Para que el proceso sea considerado potencialmente capaz de cumplir con especificaciones, se requiere que la variacin real (natural) siempre sea menor que la variacin tolerada, de aqu que lo deseable es que el Cp sea mayor que 1; y si el valor del Cp es menor que 1, es una evidencia de que el proceso no cumple con las especificaciones. Para una mayor precisin en la interpretacin se presentan cinco categoras de procesos en la tabla No. 11, que dependen del valor del ndice Cp, suponiendo que el proceso est centrado.
TablaNo.12 valores del Cp y su interpretacin.
Valor del ndice, Clase o categora Decisin(si Cp del proceso centrado)
Clase mundial Cp2
el
proceso
est
Se tiene calidad seis sigma.
Departamento De Ingeniera Industrial
Pgina 79
Control Estadstico de Calidad
1 Cp >1.33 2 1< Cp < 1.33 3 0.67 < Cp < 1 Adecuado.
MC. Eraclio Bernal Salcedo
Parcialmente adecuado, requiere de un control estricto. No adecuado para el trabajo. Es necesario un anlisis del proceso. Requiere modificaciones serias para alcanzar una calidad satisfactoria. No adecuado para el trabajo. Requiere de modificaciones muy serias.
4 Cp < 0.67
Aqu se ve que el proceso Cp debe ser mayor que 1.33, o que 1.50 si se quiere tener un proceso bueno; pero debe ser mayor o igual que 2 si se quiere tener un proceso de clase mundial (calidad seis sigma). Un aspecto que es necesario destacar es que la interpretacin que se d en la tabla 5.1 est fundamentada en cuatro supuestos: 1. Que la caracterstica de calidad se distribuye de manera normal. 2. Que el proceso est centrado y. 3. Que el proceso estable (est en control estadstico). 4. Que se conoce la desviacin estndar del proceso Es decir, la desviacin estndar no es una estimacin basada en una muestra. La violacin de alguno de estos supuestos, sobre todo de los ltimos dos, afecta de manera sensible la interpretacin de los ndices. La interpretacin de los ndices cuando estos se calculan (estiman) a partir de una muestra requiere de un estudio ms especfico, que probablemente incluya despus de la primera revisin.
A continuacin se muestra un ejemplo de clculo de capacidad del proceso: En una fbrica de llantas, una caracterstica de calidad es la longitud de capa, que para cierto tipo de llanta debe ser de 780 mm. Con una tolerancia de 10mm. La longitud es el resultado de un proceso de corte, por lo que este
Departamento De Ingeniera Industrial Pgina 80
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
proceso debe garantizar una longitud entre las especificacin inferior EI= 770 y la especificacin superior EI= 780. Para monitorear el correcto funcionamiento del proceso de corte, cada media hora se toman cinco capas y se miden. De acuerdo con las mediciones realizadas el ltimo mes, en donde el proceso ha estado trabajando de manera estable, se tiene que la media y la desviacin estndar del proceso (poblacin) son =783 y =3, respetivamente.
EI
ES
770
780
790
Fig. No. 36 Capacidad del proceso para el ejemplo anterior
Aqu podemos observar que el proceso no est centrado, ya que la media del proceso, =783, est alejada del centro de las especificaciones y est indicando que la longitud del producto sea mayor que lo mximo tolerado (790). Si el proceso se centrara, se lograra cumplir con las especificaciones de forma razonable, lo cual significa que la variabilidad del proceso se encuentra en un nivel aceptable. Si al analizar el proceso se encuentra que su capacidad para cumplir especificaciones es mala, entonces algunas alternativas de actuacin son: mejorar el proceso (centrar y reducir variacin), su control y el sistema de medicin, modificar tolerancias o inspeccionar al 100% los productos. Por el contrario, si hay una capacidad excesiva, esta se puede aprovechar por ejemplo: con la venta de la precisin o del mtodo, reasignando productos o
Departamento De Ingeniera Industrial
Pgina 81
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
mquinas menos precisas, as como el acelerar el proceso y reducir la cantidad de inspeccin. En el caso del ejemplo anterior de la longitud de capa para llantas, el ndice Cp est dado por: Cp= (790-770) / (6) (3)= 20/18= 1.11 La variacin tolerada es de 20 y la variacin real es ligeramente menor ya que es 18. De acuerdo con la tabla de valores del Cp, el proceso tiene una capacidad potencial parcialmente adecuada y requiere de un control estricto.
ndice Cr
Un ndice menos conocido que el Cp, es el que se conoce como razn de capacidad potencial, Cr, el cual est definido por: Es un indicador de la capacidad potencial del proceso que divide la amplitud de la variacin natural de ste entre la variacin tolerada. Representa la proporcin de la banda de especificaciones que es cubierta por el proceso. Cr=6 / (ES-EI) Como se puede apreciar, el ndice Cr es el inverso del Cp, ya que compara la variacin real con la variacin tolerada. Con este ndice se pretende que el numerador sea menor que el denominador, es decir, lo deseable son valores de Cr pequeos (menos que 1).La ventaja del ndice Cr sobre el Cp es que su interpretaciones un poco mas intuitiva, a saber: el valor del ndice Cr
representa la proporcin de la banda de especificaciones que es ocupada por el proceso. Por ejemplo, si el Cr es = 1.20, querr decir que la variacin del proceso abarca o cubre 120% de la banda de especificaciones, por lo que su capacidad potencial es inadecuada. El Cr para el ejemplo de la longitud de las capas de las llantas, es: Cr= (6)(3) / (790-770)=18 / 20= 0.90. Que es un valor parcial mente adecuado, pues indica que la variacin del proceso potencialmente cubre el 90 % de lavanda de especificaciones. Sin
Departamento De Ingeniera Industrial Pgina 82
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
embargo, este ndice tampoco toma en cuenta el hecho del que el proceso esta descentrado, Como se observa en la figura anterior. ndices Cpi, Cps y Cpk Como ya se mencion, la desventaja de los ndices Cp y Cr es que no toman en cuenta el centrado del proceso, debido a que en las formulas para calcularlos no se incluye de ninguna manera la media del proceso, . Una forma de corregir esto consiste en evaluar por separado el cumplimiento de la especificacin inferior y superior, atreves deli ndice de capacidad para la
especificacin inferior, Cpi e ndice de capacidad para la especificacin superior, Cps, respectivamente, los cuales se calculan de la siguiente manera: Cpi= ( -EI) / 3 y Cps= (ES - ) / 3 El Indic, Cpi: Es un indicador de la capacidad de un proceso para cumplir con la especificacin inferior de una caracterstica de calidad. El ndice, Cps: es un indicador de la capacidad de un proceso para cumplir con la especificacin superior de una caracterstica de calidad. Estos ndices si toman en cuenta a , al calcular la distancia de la media del proceso a una de las especificaciones. Esta distancia representa la variacin valorada para el proceso de un solo lado de la media. Por esto solo se divide entre 3 porque solo se est tomando en cuenta la mitad de la variacin natural del proceso. Para interpretar los ndices unilaterales es de utilidad la tabla No. 12 de los ndices de valores del Cp; para considerar que el proceso es adecuado, el valor de Cpi o Cps debe ser mayor que 1.25, en lugar de 1.33. En el ejemplo de la longitud de las capas de las llantas, tenemos que: Cps= (790 -783) / (3) (3) = 7 / 9=0.78 Cpi= (783 770) / (3)(3) =13/9 = 1.44 Luego, como el ndice para la especificacin superior, Cps, es el ms pequeo y es menor que1, entonces se tienen problemas por la parte superior (se estn cortando capas ms grandes de lo tolerado). Si se usa la tabla No. 13, dado
Departamento De Ingeniera Industrial Pgina 83
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
que Cp =0.78, entonces el porcentaje del producto que es ms grande que la especificacin superior est entre 0.82% y 1.79% (al realizar la interpolacin se obtiene un valor cercano a 1%). Cabe destacar que no hay problema con la especificacin inferior ya que Cpi= 1.44 y al ser mayor que 1.25 se considera que el proceso cumple de manera adecuada esa especificacin. Por su parte el ndice Cpk es un indicador de la capacidad real de un proceso que se puede ver como una versin corregida del ndice Cp para tomar
encuentra el centrado del proceso. Se calcula como sigue Cpk=Mnimo ( -EI) / 3 , (ES - ) / 3
Como se aprecia, el ndice Cpk es = al valor ms pequeo de entre Cpi y Cps es decir, es igual al ndice unilateral ms pequeo, por lo que si el valor del ndice Cpk es satisfactorio (mayor que 1.25), eso indica que el proceso en realidad es capaz. Si Cpk es <1, entonces el proceso no cumple con por lo menos una de las especificaciones. Algunos elementos adicionales para la interpretacin del ndice Cpk son los siguientes:
El ndice Cpk siempre va a ser menor o igual que el ndice Cp. Cuando son muy prximos eso indica que la media del proceso est muy cerca del punto medio de las especificaciones, por lo que la capacidad potencial y real son similares.
Si el valor del ndice Cpk es mucho ms pequeo que el Cp, significa que la media del proceso est alejada del centro de las especificaciones. De esa manera el ndice Cpk estar indicando la capacidad real del proceso, y si se corrige el problema de descentrado se alcanzara la capacidad potencial indicada por el ndice Cp.
Cuando el valor del ndice Cok sea mayor a 1.25 en un proceso ya existente, se considerar que se tiene un proceso con capacidad satisfactoria. Mientras que para procesos nuevos se pide que el Cpk > a 1.45. Es posible tener valores del ndice Cpk iguales a 0 o negativos, e indican que la media del proceso est fuera de especificaciones.
Departamento De Ingeniera Industrial
Pgina 84
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Lo cual, en trminos generales, indica una capacidad no satisfactoria. Por lo tanto, cierta proporcin de las capas para las llantas no tienen una longitud adecuada, como se vio con los ndices unilaterales y en la grafica. Al utilizar la la , vemos que con Cpk =0.78 el porcentaje de capas que exceden los 780 mm se encuentra entre 0.82% y 1.79%. La primera recomendacin de mejora para ese proceso es que se optimice su centrado, con lo cual alcanzara su mejor potencial actual que indica el valor de Cp= 1.11. En el ejemplo de la longitud de las capas de las llantas, tenemos que: Cpk= Mnimo 7/9 13/9
[(790- 783) / (3) (3), (783- 770) / (3) (3) ]
= Mnimo
Cpk = 0.78
Tabla No. 17 Los ndices Cp, Cpi y Cps en trminos de la cantidad de piezas malas, bajo normalidad y proceso centrado en el caso de doble especificacin.
Tabla No. 13 Los ndices Cp, Cpi y Cps en trminos de la cantidad de piezas malas, bajo normalidad y proceso centrado en el caso de doble especificacin.
Departamento De Ingeniera Industrial
Pgina 85
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Indic K Como se ha visto en ejemplo un aspecto importante en el estudio de la capacidad de un proceso es evaluar si la distribucin de la caracterstica de calidad est centrada con respecto a las especificaciones, por ellos es til calcular el ndice de proceso centrado, K, que se calcula de la siguiente manera: K= [( - N) / 1/2 (ES- EI)] x 100 Como se aprecia, este indicador mide la diferencia entre la media del proceso, , y el valor objetivo o nominal, N para la correspondiente caracterstica de calidad; y compara esta diferencia con la mitad de la amplitud de las especificaciones. Multiplicar por cien ayuda a tener una medida porcentual. La interpretacin usual de los valores de K es como sigue.
Departamento De Ingeniera Industrial
Pgina 86
Control Estadstico de Calidad
MC. Eraclio Bernal Salcedo
Si el signo del valor de K es positivo significa que la media del proceso es mayor al valor nominal y ser negativo cuando < N. Valores de K menores a 20% en trminos absolutos de consideran aceptables, pero a medida que el valor absoluto de K sea ms grande que el 20%, indica un proceso muy descentrado, lo cual contribuye de manera significativa a que la capacidad del proceso para cumplir especificaciones sea baja.
El valor nominal, N, es la calidad objetivo y optima; cualquier desviacin con respecto a este valor lleva un detrimento en la calidad. Por ello, cuando un proceso este descentrado de manera significativa se deben hacer esfuerzos serios para centrarlo, lo que por lo regular es ms fcil que disminuir la variabilidad.
En el ejemplo que estamos siguiendo se considera que el valor nominal para esta longitud es N= 780, entonces el ndice K es: K= [(783- 780) / 1 /2 (790- 770)] x100 = 30% De esta forma, la media del proceso esta desviada 30% a la derecha del valor nominal, por lo que el centrado del proceso es inadecuado y esto contribuye de manera significativa a la baja capacidad del proceso para cumplir con la especificacin superior como se observo en la figura y en los ndices de capacidad anteriores.
Departamento De Ingeniera Industrial
Pgina 87
You might also like
- Guíaburros: Certificados de Calidad: Todo lo que debes saber sobre los Certificado de CalidadFrom EverandGuíaburros: Certificados de Calidad: Todo lo que debes saber sobre los Certificado de CalidadRating: 4 out of 5 stars4/5 (1)
- Actividad U2 - OctaviocruzDocument15 pagesActividad U2 - Octaviocruzoctavio cruz escobarNo ratings yet
- Planes de Muestreo y Control de CalidadDocument29 pagesPlanes de Muestreo y Control de Calidadapi-2636010093% (14)
- Gráficos de ControlDocument50 pagesGráficos de Control$123456No ratings yet
- Calidad de CatodosDocument16 pagesCalidad de CatodosArnaldo Enrique Rojas CortesNo ratings yet
- Graficas de Control Por VariablesDocument22 pagesGraficas de Control Por VariablesAngel OcampoNo ratings yet
- Las 7 Herramientas Básicas de La CalidadDocument71 pagesLas 7 Herramientas Básicas de La CalidadFernandoNavarroAcostaNo ratings yet
- Control Estadístico de La CalidadDocument29 pagesControl Estadístico de La CalidadMoises Landoni100% (2)
- 3.1. Tops Análisis-4 PDFDocument45 pages3.1. Tops Análisis-4 PDFLuisNo ratings yet
- Reducción Continua Del Tiempo y Preparación de MaquinariaDocument16 pagesReducción Continua Del Tiempo y Preparación de MaquinariaCLaudia Gdlp Gonzalez DuRonNo ratings yet
- Metodologia DMAICDocument7 pagesMetodologia DMAICLidier Hdz GarNo ratings yet
- Unidad 3 Proceso de Auditoria en Un SistemaDocument22 pagesUnidad 3 Proceso de Auditoria en Un SistemaIgnacio AnguianoNo ratings yet
- UNIDAD-1 Sistemas de ManufacturaDocument8 pagesUNIDAD-1 Sistemas de ManufacturaAdrian GCNo ratings yet
- Sistemas Duros PDFDocument11 pagesSistemas Duros PDFMartin EstrellaNo ratings yet
- En Una Fábrica de Artículos de Plástico Inyectado Se TieneDocument1 pageEn Una Fábrica de Artículos de Plástico Inyectado Se TieneAndy Gonzalez0% (1)
- Conclusión Unidad 5Document6 pagesConclusión Unidad 5SanthosUhmNo ratings yet
- Cuestionario Unidad 1. CalidaddocxDocument5 pagesCuestionario Unidad 1. CalidaddocxarcimaNo ratings yet
- Ejercicio 4Document3 pagesEjercicio 4alondriuxNo ratings yet
- Unidad 4 CompletaDocument66 pagesUnidad 4 CompletaJesus ChuchoNo ratings yet
- Importancia de La Cadena de SuministroDocument7 pagesImportancia de La Cadena de SuministroMauricio RoaaNo ratings yet
- Reporte KanbanDocument13 pagesReporte KanbanJuan José Olvera García100% (2)
- CuadroComparativo 8D Seis SigmaDocument5 pagesCuadroComparativo 8D Seis SigmaANA LAURA HERNANDEZNo ratings yet
- Logistica Unidad 2Document60 pagesLogistica Unidad 2Pedro Apodaca Sam50% (2)
- Capitulo 10 EverettDocument40 pagesCapitulo 10 EverettJavier Alonso Gomez Albornoz100% (2)
- Elementos Del Cim (Computer Integrated Manufacturing)Document6 pagesElementos Del Cim (Computer Integrated Manufacturing)Zurizaday Linares100% (1)
- Manufactura EsbeltaDocument8 pagesManufactura EsbeltaghfdgNo ratings yet
- Desarrollo de La Ingeniería EconómicaDocument3 pagesDesarrollo de La Ingeniería EconómicaFernanda TorresNo ratings yet
- Sistema Justo A TiempoDocument5 pagesSistema Justo A TiempolupisNo ratings yet
- Evolucion de La ProductividadDocument4 pagesEvolucion de La ProductividadSisa Ala JulioNo ratings yet
- Práctica 2 Herrtas AdministrativasDocument27 pagesPráctica 2 Herrtas AdministrativasLuis GoveaNo ratings yet
- Sistemas Duros y BlandosDocument10 pagesSistemas Duros y Blandoseliel jesusNo ratings yet
- 3.3. Proceso para La Gestion de Un Programa de Auditoria Conforme A La Norma IsoDocument5 pages3.3. Proceso para La Gestion de Un Programa de Auditoria Conforme A La Norma IsoNestor BarbozaNo ratings yet
- Aplicación Busqueda de ComponentesDocument7 pagesAplicación Busqueda de ComponentesLinda Lozano TorresNo ratings yet
- Preguntas VSMDocument1 pagePreguntas VSMLuis HernandezNo ratings yet
- Funcion de PérdidaDocument21 pagesFuncion de PérdidaPrici Villa Fuentes100% (1)
- Unidad 5 Administracion de Operaciones 1Document12 pagesUnidad 5 Administracion de Operaciones 1EvaMuñozNo ratings yet
- 1.4 OPEX (Excelencia en Operaciones) .Document25 pages1.4 OPEX (Excelencia en Operaciones) .Jorge Lopez DominguezNo ratings yet
- 1.5.7. Porque - Porque.Document1 page1.5.7. Porque - Porque.RomanRiveraNo ratings yet
- Investigación PDFDocument8 pagesInvestigación PDFdayana zuanyNo ratings yet
- 4.4 Elementos Del Sistema JitDocument9 pages4.4 Elementos Del Sistema JitJosesiio ValdeezNo ratings yet
- Equipo #3 - FMEA - Gel Antibacterial - Rev. 2Document4 pagesEquipo #3 - FMEA - Gel Antibacterial - Rev. 2Cristian PonceNo ratings yet
- Fases Del Seis SigmaDocument3 pagesFases Del Seis SigmaJuano MosqueraNo ratings yet
- Diseños Experimentales SHAININ MERY READocument9 pagesDiseños Experimentales SHAININ MERY REAMery ElizabethNo ratings yet
- Jit Kanban SmedDocument9 pagesJit Kanban SmedjavierchachacoNo ratings yet
- Diez Pasos de Motorola para La Mejora de ProcesosDocument4 pagesDiez Pasos de Motorola para La Mejora de ProcesosPedro CutipaNo ratings yet
- Las 14 Maneras de MejoramientoDocument7 pagesLas 14 Maneras de MejoramientoTorres Galvis100% (1)
- Subtemas 1.5.6 - 1.5.9Document29 pagesSubtemas 1.5.6 - 1.5.9Ana JavierNo ratings yet
- Control de Avance Simulación Lun-MiérDocument6 pagesControl de Avance Simulación Lun-MiérAndrés Suaréz GilNo ratings yet
- Solución de Problemas de ManufacturaDocument29 pagesSolución de Problemas de ManufacturaEsme GuerreroNo ratings yet
- 3.3 Herramientas Lean ManufacturingDocument5 pages3.3 Herramientas Lean Manufacturingkarla paola contrerasNo ratings yet
- PaniflicacionDocument64 pagesPaniflicacionMartha Liliana Hoyos HerazoNo ratings yet
- Ejemplo Cuadernillo Reporte FinalDocument9 pagesEjemplo Cuadernillo Reporte FinalAbigail DumartNo ratings yet
- Selección de Proyectos de Seis SigmaDocument4 pagesSelección de Proyectos de Seis SigmaclajanbarNo ratings yet
- Control Estadístico de Procesos Semana 7Document18 pagesControl Estadístico de Procesos Semana 7Douglas ValladaresNo ratings yet
- 2.1 Manejo de Materiales DefDocument6 pages2.1 Manejo de Materiales DefAmaury Hernandez MedinaNo ratings yet
- Metodos Avanzados de ManufacturaDocument28 pagesMetodos Avanzados de ManufacturaJesus Ali100% (2)
- Clasificación de La Norma Iso TS 16949Document2 pagesClasificación de La Norma Iso TS 16949Ludwing Joab Sánchez Pacheco100% (1)
- Practica 1 Sistemas de ManufacturaDocument4 pagesPractica 1 Sistemas de ManufacturaEvelyn HernandezNo ratings yet
- Unidad 1 Despliegue de La Funcion de La CalidadDocument10 pagesUnidad 1 Despliegue de La Funcion de La CalidadMariianiita ALor100% (1)
- Definicion LogisticaDocument5 pagesDefinicion LogisticaMiriamNo ratings yet
- Inv U1 Planeacion y Diseño Instalaciones JesusDocument31 pagesInv U1 Planeacion y Diseño Instalaciones JesusJesus CastañedaNo ratings yet
- Informe Distribucion de PlantaDocument20 pagesInforme Distribucion de PlantaLarissa Flores100% (1)
- Tema 3: Planeación de LOS Requerimientos de Los MaterialesDocument41 pagesTema 3: Planeación de LOS Requerimientos de Los Materialesmarijose rodriguez100% (1)
- Cap No.1 FCTDocument18 pagesCap No.1 FCTMery lariosNo ratings yet
- Principales Tendencias y Enfoques de La CalidadDocument10 pagesPrincipales Tendencias y Enfoques de La CalidadRoberto Araujo GomezNo ratings yet
- CalidadDocument11 pagesCalidadMarcos AlarcónNo ratings yet
- Ensayo Sobre CALIDADDocument6 pagesEnsayo Sobre CALIDADLuis JiménezNo ratings yet
- SESION 13 y 14 Control de CalidadDocument58 pagesSESION 13 y 14 Control de CalidadKevinEqNo ratings yet
- 3.3.1 Gráfico T CuadradaDocument10 pages3.3.1 Gráfico T CuadradaTeresaNo ratings yet
- Colaborativo Control de CalidadDocument7 pagesColaborativo Control de CalidadIglesia De La Ermita PerfilNo ratings yet
- Cartas NP y P TallerDocument19 pagesCartas NP y P TallerNairis GonzalezNo ratings yet
- Walter ShewhartDocument6 pagesWalter ShewhartFabri BenalcazarNo ratings yet
- Cap - 01 - Introducción Al Control de La Calidad PDFDocument15 pagesCap - 01 - Introducción Al Control de La Calidad PDFPaul TelloNo ratings yet
- CalidadDocument7 pagesCalidaddelvis mendezNo ratings yet
- Graficos de Control X y RDocument23 pagesGraficos de Control X y Rleticia EchegoyenNo ratings yet
- Guia Examen Fianl OperacionesDocument14 pagesGuia Examen Fianl Operacionesjohana riveraNo ratings yet
- Tareas Calidad TotalDocument5 pagesTareas Calidad TotalSergio VillalobosNo ratings yet
- Adminitración de Operaciones - Tablas y Gráficos - Capítulo 15 PDFDocument13 pagesAdminitración de Operaciones - Tablas y Gráficos - Capítulo 15 PDFCorte Laser NeufertNo ratings yet
- Control Estadístico de Procesos - David - 01Document179 pagesControl Estadístico de Procesos - David - 01Andres Sanga TitoNo ratings yet
- Control Estadístico de La CalidadDocument18 pagesControl Estadístico de La Calidadarqivan6No ratings yet
- 1.4 Precursores y Filosofi de L ClidadDocument14 pages1.4 Precursores y Filosofi de L ClidadJuan Manuel Vicente SantosNo ratings yet
- Trabajo Calidad CebollaDocument44 pagesTrabajo Calidad CebollaL'elio Gonzal MorenNo ratings yet
- Calidad Udn TrabajoDocument11 pagesCalidad Udn TrabajoEduardo Monreal AlvarezNo ratings yet
- A3 A.D.O ControlDocument5 pagesA3 A.D.O ControlMileibys CORTEZNo ratings yet
- Quiz Capitulo 6Document6 pagesQuiz Capitulo 6José Miguel Quijada CastilloNo ratings yet
- Trabajo Control de Calidad Sanchez Chavez EmersonDocument13 pagesTrabajo Control de Calidad Sanchez Chavez EmersonemersonNo ratings yet
- Control EstadisticoDocument6 pagesControl Estadisticojhon tapiaNo ratings yet
- Protocolo 4Document8 pagesProtocolo 4Camila Andrea Herrera MartinezNo ratings yet
- Fase 4Document33 pagesFase 4Aleja Ortega50% (6)
- Actividad 2 Control EstadisticoDocument2 pagesActividad 2 Control EstadisticoOscar Solis HerreraNo ratings yet