You might also like
- Tuberia de Acero Al CarbonoDocument52 pagesTuberia de Acero Al CarbonoBentura VenturaNo ratings yet
- Alu ZincDocument5 pagesAlu ZincJeffrey Javier Caseres VarelaNo ratings yet
- 23.13. ITOPE023-CC1055-F13 Montaje de InstrumentosDocument1 page23.13. ITOPE023-CC1055-F13 Montaje de Instrumentosleudis valdezNo ratings yet
- Roturas Bloque N°02 - ColumnasDocument11 pagesRoturas Bloque N°02 - ColumnasDiego JhonatanNo ratings yet
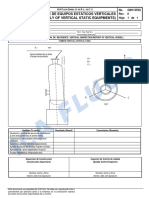
- Montaje de Equipos Estáticos Verticales (Assembly of Vertical Static Equipments)Document1 pageMontaje de Equipos Estáticos Verticales (Assembly of Vertical Static Equipments)Jorge Cruz GonzalezNo ratings yet
- 3.7 Formato de PI Montaje de Tuberia de CSDocument13 pages3.7 Formato de PI Montaje de Tuberia de CSJimmy David Espinoza MejiaNo ratings yet
- LYD-SEPH3-F-06-001-Reg de Habilitacion y Colocacion de Acero en RCA BUNKER - 28!08!23Document2 pagesLYD-SEPH3-F-06-001-Reg de Habilitacion y Colocacion de Acero en RCA BUNKER - 28!08!23Hans LinaresNo ratings yet
- Ensayos de resistencia a compresión de concreto para puente CórdobaDocument3 pagesEnsayos de resistencia a compresión de concreto para puente CórdobaPEDROPABLOMARINVELASNo ratings yet
- Planilla de CálculoDocument22 pagesPlanilla de CálculoRuiz Year100% (1)
- Protocolo de SoldadurapdfDocument9 pagesProtocolo de SoldadurapdfSPAndrSpNo ratings yet
- Introducción a Microsoft Excel: Conceptos básicos y funcionalidadesDocument60 pagesIntroducción a Microsoft Excel: Conceptos básicos y funcionalidadesMagdiel Buitrago100% (1)
- Costo CosteDocument72 pagesCosto CosteLUISNo ratings yet
- Protocolo de Liberación TopográficaDocument1 pageProtocolo de Liberación TopográficarosmerytarquiNo ratings yet
- Plano Termofusiom PDFDocument2 pagesPlano Termofusiom PDFLuis BellezaNo ratings yet
- 02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Document81 pages02.05 Anexo C (Catalogo de Conceptos-Unidades de Medicion y Cantidad de Trabajo) Version 0Eduardo GironNo ratings yet
- Pruebas hidrostáticas tanques almacenamientoDocument8 pagesPruebas hidrostáticas tanques almacenamientoValeria BenalcazarNo ratings yet
- Memoria Descriptiva y Requerimiento TecnicoDocument18 pagesMemoria Descriptiva y Requerimiento Tecnicomari carmenNo ratings yet
- Dibujo de Instalaciones Sanitarias: Norma Tecnica Colombiana NTC 2505Document60 pagesDibujo de Instalaciones Sanitarias: Norma Tecnica Colombiana NTC 2505AmoAlasMujeres 7v7No ratings yet
- 218181084-Anexo-04-Formatos-De-Control-De-Calidad-150522033638-Lva1-App6891 (1) - 48Document1 page218181084-Anexo-04-Formatos-De-Control-De-Calidad-150522033638-Lva1-App6891 (1) - 48Aura TorresNo ratings yet
- Protocolo de Estanqueidad SuperDocument1 pageProtocolo de Estanqueidad SuperYenifer Seminario RamosNo ratings yet
- Plan de Trabajo - Estructuras Metálicas - Ruiz GalloDocument20 pagesPlan de Trabajo - Estructuras Metálicas - Ruiz GallojahiroNo ratings yet
- CAL-FOR-076 Red de Drenaje de LluviasDocument1 pageCAL-FOR-076 Red de Drenaje de LluviasPetter Jean Carlos Paredes SanchezNo ratings yet
- Instalacion de TuberiasDocument2 pagesInstalacion de TuberiasCesar Augusto Marrufo Urteaga100% (1)
- 7.reporte Diario Del 29.08.22 Al 04.09.22Document14 pages7.reporte Diario Del 29.08.22 Al 04.09.22Kevin GonzalesNo ratings yet
- Manual de Montaje y Mantenimiento de Alisply para MurosDocument19 pagesManual de Montaje y Mantenimiento de Alisply para MurosIvan dario tamayo tabordaNo ratings yet
- 05 ING DE CIMENTACIONES SEMANA 9 y 10 04 07 Febrero 2019revnasa PDFDocument87 pages05 ING DE CIMENTACIONES SEMANA 9 y 10 04 07 Febrero 2019revnasa PDFDeivy Orosco AriNo ratings yet
- Perdidas de Carga Locales-InformeDocument23 pagesPerdidas de Carga Locales-InformeladdyNo ratings yet
- Aws b111 Inspeccion Visual de SoldadurasDocument44 pagesAws b111 Inspeccion Visual de SoldadurasCarlos AmaroNo ratings yet
- Procedimientos SPC Corriente Impresa - 5000 MDocument4 pagesProcedimientos SPC Corriente Impresa - 5000 Msum1else4No ratings yet
- Pam-Ec-20-Prc-007-0 PamDocument10 pagesPam-Ec-20-Prc-007-0 Pamjorge_alvarado_34No ratings yet
- Calculo Hidraulico de Red de Alcantarillado Santa CruzDocument3 pagesCalculo Hidraulico de Red de Alcantarillado Santa Cruzmarlon silvaNo ratings yet
- Insumos Cotizar Obra ComplementariaDocument7 pagesInsumos Cotizar Obra ComplementariaWM Flores LlanosNo ratings yet
- PDF Dossier de Calidad CompressDocument12 pagesPDF Dossier de Calidad CompressAngel arenasNo ratings yet
- Plan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Document24 pagesPlan de Trabajo Fabricación de Soportes de Linea de Bombas Rev. 01Alfonso LeonardoNo ratings yet
- Especificaciones Pdvsa TeaDocument5 pagesEspecificaciones Pdvsa TeaDIEGO ANDRES NINONo ratings yet
- Clase de Extintores Segun Tipo de Fuego - Plan Te Contingencia - CoarDocument53 pagesClase de Extintores Segun Tipo de Fuego - Plan Te Contingencia - CoarKlaudia Rivasplata GarciaNo ratings yet
- RE OP 03 09 Estructura MetálicaDocument2 pagesRE OP 03 09 Estructura Metálicafrancisco montesinosNo ratings yet
- Cloracion y Desinfeccion Del Sistema de AguaDocument89 pagesCloracion y Desinfeccion Del Sistema de AguaGRUPO EGARCONNo ratings yet
- 3 VigasDocument31 pages3 VigasFrancis FSNo ratings yet
- Check List Plataforma E450AJDocument1 pageCheck List Plataforma E450AJJavier Juarez100% (1)
- Modelo2Ddeestructuraportuaria RevistaEstructuras2016 PDFDocument21 pagesModelo2Ddeestructuraportuaria RevistaEstructuras2016 PDFFrancisco Javier Torres AlvaradoNo ratings yet
- SMAW electrodos clasificaciónDocument72 pagesSMAW electrodos clasificaciónNef RuizNo ratings yet
- Indice Estandar de Ingenieria 2015Document2 pagesIndice Estandar de Ingenieria 2015Luis Alonso Hoyos AvalosNo ratings yet
- 3 Procedimiento de Trabajo para Instalacion de Tuberia Enterrada de Acero GalvanizadoDocument13 pages3 Procedimiento de Trabajo para Instalacion de Tuberia Enterrada de Acero GalvanizadoJose JimenezNo ratings yet
- Limpieza interior y exterior tubos intercambiadorDocument12 pagesLimpieza interior y exterior tubos intercambiadorVictor AntonioNo ratings yet
- Diseño y Cálculo Del TanqueDocument14 pagesDiseño y Cálculo Del TanqueDiego CastilloNo ratings yet
- Examen de Supervisor 03Document3 pagesExamen de Supervisor 03Alejandro Cas Rmz100% (1)
- Dossier Qa CimbraDocument31 pagesDossier Qa Cimbramartha suclupeNo ratings yet
- TANQUES DE ALMACENAMIENTO API 650 PDF-CopiarDocument130 pagesTANQUES DE ALMACENAMIENTO API 650 PDF-Copiarmarvin montesNo ratings yet
- Mecánica de Suelos para EdificacionesDocument3 pagesMecánica de Suelos para EdificacionesLeal Diaz100% (1)
- Asme Astm A53 PDFDocument2 pagesAsme Astm A53 PDFCarlosChavarriaElescanoNo ratings yet
- Protocolo Concreto SimpleDocument3 pagesProtocolo Concreto SimpleCesar Augusto Marrufo UrteagaNo ratings yet
- Criterio Basico Estructural en EdificacionesDocument32 pagesCriterio Basico Estructural en Edificacionescarlos peñaNo ratings yet
- Fluidos de ServicioDocument2 pagesFluidos de ServicioJuan Sebastián Nuñez MoralesNo ratings yet
- Indura 6011 - Aws E-6011 PDFDocument1 pageIndura 6011 - Aws E-6011 PDFJuan RuedaNo ratings yet
- Registro de Prueba de PresiónDocument1 pageRegistro de Prueba de PresiónyahirrocagalindoNo ratings yet
- ET Partida - Nueva AGUA POTABLEDocument10 pagesET Partida - Nueva AGUA POTABLESegundo Jesus Chávez GuillénNo ratings yet
- Especificaciones Técnicas GeneralesDocument24 pagesEspecificaciones Técnicas GeneralesNey CoronelNo ratings yet
- Requisitos técnicos generales y específicos para gasoductoDocument49 pagesRequisitos técnicos generales y específicos para gasoductoOPAZOSCNo ratings yet
- Perforación de pozos petroleros en tierraFrom EverandPerforación de pozos petroleros en tierraRating: 3.5 out of 5 stars3.5/5 (3)
- Planta de Tratamiento Alt 1Document25 pagesPlanta de Tratamiento Alt 1Sergio Antonio ErazoNo ratings yet
- 14 Cámaras de Distribución de Caudales - DiseñoDocument85 pages14 Cámaras de Distribución de Caudales - DiseñoDennis VillarNo ratings yet
- Manual de Operacion y MantenimientoDocument73 pagesManual de Operacion y MantenimientoSergio Antonio ErazoNo ratings yet
- Control de Volquetas Viajes RioDocument2 pagesControl de Volquetas Viajes RioSergio Antonio ErazoNo ratings yet
- Hoja PresupuestosDocument16 pagesHoja PresupuestosSergio Antonio ErazoNo ratings yet
- Plantas Tratam Tomo2Document246 pagesPlantas Tratam Tomo2Derin Sepulveda Sanchez100% (2)
- Metrado de Tuberias y Accesorios para SanitarioDocument18 pagesMetrado de Tuberias y Accesorios para SanitarioSergio Antonio ErazoNo ratings yet
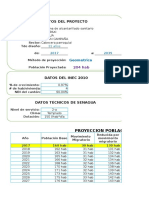
- Espectro Diseño - Nec 15Document36 pagesEspectro Diseño - Nec 15Sergio Antonio ErazoNo ratings yet
- Manual de Diseño en Acero de R ZetinaDocument14 pagesManual de Diseño en Acero de R ZetinaSergio Antonio ErazoNo ratings yet
- IC Manual de Diseño en AceroDocument253 pagesIC Manual de Diseño en AceroCelosote89% (9)
- Calculo SanitarioDocument88 pagesCalculo SanitarioSergio Antonio ErazoNo ratings yet
- Diseño de La Ptar DefinitivoDocument39 pagesDiseño de La Ptar DefinitivoSergio Antonio ErazoNo ratings yet
- Especificaciones Técnicas Generales PINTURASDocument14 pagesEspecificaciones Técnicas Generales PINTURASSergio Antonio ErazoNo ratings yet
- ANÁLISIS ESTATICO VIA CARLOS MAX (7m)Document17 pagesANÁLISIS ESTATICO VIA CARLOS MAX (7m)Sergio Antonio ErazoNo ratings yet
- Especificaciones Técnicas Generales PINTURASDocument14 pagesEspecificaciones Técnicas Generales PINTURASSergio Antonio ErazoNo ratings yet
- Proyecto Túnel-Grupo 5 - FinaallDocument171 pagesProyecto Túnel-Grupo 5 - FinaallOscar Alfonso Romero VasquezNo ratings yet
- 01 Memoria Descriptiva Adicionales FinalDocument70 pages01 Memoria Descriptiva Adicionales FinalHarol Will PNo ratings yet
- RFDocument31 pagesRFHector OscanoaNo ratings yet
- Tune LesDocument17 pagesTune LesKatterin CárdenasNo ratings yet
- Técnicas Del Microtúnel (Método Auger)Document10 pagesTécnicas Del Microtúnel (Método Auger)andrea silvaNo ratings yet
- Vii. Evaluación de Excavación Con Metodo Convencional y TBMDocument31 pagesVii. Evaluación de Excavación Con Metodo Convencional y TBMSAIR “Servicios de Ingeniería”No ratings yet
- Metodo Austriaco para Construccion de TunelesDocument16 pagesMetodo Austriaco para Construccion de TunelesLetiCoralNo ratings yet
- Diseño de Tapones Mineros - PerúDocument170 pagesDiseño de Tapones Mineros - Perúalemorver100% (1)
- Relación Geotécnica Y Litomorfoestructural Del Túnel de La Mina ParedonesDocument159 pagesRelación Geotécnica Y Litomorfoestructural Del Túnel de La Mina ParedonesHomero DVNo ratings yet
- Construccion de TunelesDocument45 pagesConstruccion de TunelesBarbara Hube100% (5)
- Metodo de Lauffer Mecanica de RocasDocument6 pagesMetodo de Lauffer Mecanica de Rocasdanielalva3No ratings yet
- CAPITULO 2 Causas y Efectos de La Produccion de ArenaDocument9 pagesCAPITULO 2 Causas y Efectos de La Produccion de ArenaOrlando Lopez100% (1)
- IC I-Ingeniería CivilDocument20 pagesIC I-Ingeniería CivilAlbert QuillaNo ratings yet
- Certamen 2 Obras Civiles 2023 Patricio MedranoDocument6 pagesCertamen 2 Obras Civiles 2023 Patricio MedranoDiego OsorioNo ratings yet
- Túneles H - 5Document12 pagesTúneles H - 5german muñozNo ratings yet
- 3843 3.-Evolucion Metodos Constructivos Tuneles Metro - JHA MetroDocument42 pages3843 3.-Evolucion Metodos Constructivos Tuneles Metro - JHA MetroJorge Luis TapiaNo ratings yet
- Construcción de Túneles en Roca Utilizando ToposDocument14 pagesConstrucción de Túneles en Roca Utilizando ToposOrlando Garcia PerezNo ratings yet
- Perforacion y Voladura en Tuneles - 2017Document21 pagesPerforacion y Voladura en Tuneles - 2017Manuel Pampas Ortiz100% (1)
- VentilacionDocument6 pagesVentilaciontiareNo ratings yet
- Piarc 4 - Tuneles - ExplotacionDocument14 pagesPiarc 4 - Tuneles - ExplotacionFranco Espinoza100% (1)
- Metodo BelgaDocument22 pagesMetodo BelgaJOHN MARCO PILLCO USCAPINo ratings yet
- Impri MirDocument21 pagesImpri Miruriel yayer mamani mamani0% (1)
- Estudio Geotécnico Tanques Contra Incendio Altos de DazaDocument26 pagesEstudio Geotécnico Tanques Contra Incendio Altos de DazaSergio GómezNo ratings yet
- Modelación numérica de obras subterráneas complejas Línea 3 Metro SantiagoDocument10 pagesModelación numérica de obras subterráneas complejas Línea 3 Metro SantiagoMario Colil BenaventeNo ratings yet
- Informe de La Central de San Gaban IIDocument15 pagesInforme de La Central de San Gaban IIJhon Darwin Roque Yana100% (1)
- 06 Impactos Ambientales - JunioDocument102 pages06 Impactos Ambientales - JunioAri Palomino CamacNo ratings yet
- Lectura Corte 3Document50 pagesLectura Corte 3JUAN SEBASTIAN CRUZ OLAYANo ratings yet
- Método AlemánDocument4 pagesMétodo AlemánRooDriigoo' Lliiuya'No ratings yet
- AP 46 - tcm29 12667 PDFDocument2 pagesAP 46 - tcm29 12667 PDFMatías Olmedo SarmientoNo ratings yet
- Máquina Tunelera Tipo TBMDocument8 pagesMáquina Tunelera Tipo TBMSo Le Li Kar100% (1)