You might also like
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- Mig 250c ManualDocument18 pagesMig 250c ManualBondan PratamaNo ratings yet
- g150 Operating Instructions en Fw26sp1Document490 pagesg150 Operating Instructions en Fw26sp1abnicolescuNo ratings yet
- g130 g150 Lists Man 1218 en-USDocument2,052 pagesg130 g150 Lists Man 1218 en-USPero MivanovNo ratings yet
- Notifier FCPS 24 FCPS 24E Field Charger Power SupplyDocument28 pagesNotifier FCPS 24 FCPS 24E Field Charger Power SupplyJulio Cesar NavarijoNo ratings yet
- 3UF5 SIMOCODE-DP System Motor Protection and Control DeviceDocument20 pages3UF5 SIMOCODE-DP System Motor Protection and Control DeviceKamal TomarNo ratings yet
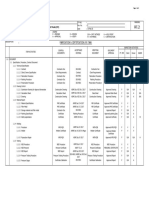
- BoM For TransformerDocument24 pagesBoM For TransformeritsmercyadavNo ratings yet
- ABB - BROCHURE DS - Double Break PDFDocument8 pagesABB - BROCHURE DS - Double Break PDFVishnu ShankerNo ratings yet
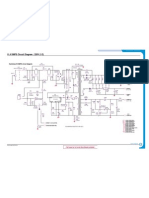
- Optimized title for power supply schematic documentDocument1 pageOptimized title for power supply schematic documentJohn GemmellNo ratings yet
- Sinamics g120 DP at s7-1200 Docu v1d3 enDocument64 pagesSinamics g120 DP at s7-1200 Docu v1d3 enlinc_darockerNo ratings yet
- FAN4800ADocument24 pagesFAN4800APramote RodbonNo ratings yet
- Catalog d23 2 Sinamics DCM CabinetsDocument144 pagesCatalog d23 2 Sinamics DCM CabinetshugorococNo ratings yet
- Repair Manual Genesis 260 350 GSM-GBDocument76 pagesRepair Manual Genesis 260 350 GSM-GBrumburac13No ratings yet
- Dell Inspiron N5010-AMDDocument95 pagesDell Inspiron N5010-AMDDeddy Suyanto100% (1)
- Tl494 5v Power SupplyDocument5 pagesTl494 5v Power Supplysyed_hafeez_2No ratings yet
- Multiple Port SmpsDocument1 pageMultiple Port SmpsV Karthic KumarNo ratings yet
- G120 PM250Document72 pagesG120 PM250stubborn002No ratings yet
- Enxt P 30L WH CR PC SD-113182-220VDC PDFDocument1 pageEnxt P 30L WH CR PC SD-113182-220VDC PDFAwnish KumarNo ratings yet
- Converter wiring diagramDocument70 pagesConverter wiring diagramMesafint kassieNo ratings yet
- Spec Sheet - GSZ14Document56 pagesSpec Sheet - GSZ14Yair FloresNo ratings yet
- AEG GC14 K ACBsDocument18 pagesAEG GC14 K ACBsPaulo H TavaresNo ratings yet
- AC-1 Circuit SchematicDocument3 pagesAC-1 Circuit Schematicdreamyson1983No ratings yet
- LG 22lk230-Ta Chassis lp92r mfl62298310 1107-Rev00 PDFDocument36 pagesLG 22lk230-Ta Chassis lp92r mfl62298310 1107-Rev00 PDFCletoNo ratings yet
- Sinamics G130 Operating InstructionDocument388 pagesSinamics G130 Operating InstructionozgurxcNo ratings yet
- Acb Ae 2000 SWDocument40 pagesAcb Ae 2000 SWDong Bach100% (1)
- NZM Catalog 02 2012 enDocument234 pagesNZM Catalog 02 2012 enengenhariamaccari100% (2)
- Manual Axpert KING PYLONDocument59 pagesManual Axpert KING PYLONEllis BergmanNo ratings yet
- SINAMICS G150 Operating Instructions 0707 EngDocument470 pagesSINAMICS G150 Operating Instructions 0707 EngTraian SerbanNo ratings yet
- Mitsubhishi S500 ManualDocument200 pagesMitsubhishi S500 ManualDeepak GuptaNo ratings yet
- L&T's Air Circuit BreakersDocument31 pagesL&T's Air Circuit BreakersNikhil SinghNo ratings yet
- Protect 5. Inv1/xxx-220-S2 10 kVA - 40 kVADocument56 pagesProtect 5. Inv1/xxx-220-S2 10 kVA - 40 kVAdinkoheNo ratings yet
- Power Supply Philips BA04A0F0102 FL11.10Document3 pagesPower Supply Philips BA04A0F0102 FL11.10John FloresNo ratings yet
- AEG Inverter 8000012364 01 Bal enDocument42 pagesAEG Inverter 8000012364 01 Bal ennewionNo ratings yet
- Rechargeable Battery Standards GuideDocument25 pagesRechargeable Battery Standards GuideMarjan StankovicNo ratings yet
- Slides - Sinamics DCC Winder - v3 2 0 PDFDocument35 pagesSlides - Sinamics DCC Winder - v3 2 0 PDFRodrigo LeandroNo ratings yet
- DVD/CD Receiver Service Manual SectionsDocument67 pagesDVD/CD Receiver Service Manual SectionsDoicho Andonov100% (1)
- Micom P120, P121, P122 & P123: Overcurrent Relays P12X/En T/Gd6Document549 pagesMicom P120, P121, P122 & P123: Overcurrent Relays P12X/En T/Gd6Aris van RaiserNo ratings yet
- G120 - Parameter List PDFDocument416 pagesG120 - Parameter List PDFNikhil TripathiNo ratings yet
- Forming The DC Link Capacitor G150Document816 pagesForming The DC Link Capacitor G150Bach HaianhNo ratings yet
- Dvd-Video Player: Service ManualDocument47 pagesDvd-Video Player: Service ManualAnonymous YL2E8yWGNo ratings yet
- MG30 Generator Protection RelayDocument6 pagesMG30 Generator Protection Relaygovindappa54No ratings yet
- Short Circuit Detector - Abstract-1Document1 pageShort Circuit Detector - Abstract-1KARTHIK KUMAR MNo ratings yet
- P12x Ent f65Document518 pagesP12x Ent f65Adip Chy100% (1)
- Transport X User Manual V2.0 EnglishDocument76 pagesTransport X User Manual V2.0 Englishsabalito81No ratings yet
- ADR244ADocument36 pagesADR244AVirender RanaNo ratings yet
- QJ71C24N PDFDocument358 pagesQJ71C24N PDFalbertoNo ratings yet
- Catalogue-DC Shunt MotorDocument2 pagesCatalogue-DC Shunt MotorVikash Kumar SinghNo ratings yet
- B501 Series User Manual: Sensorless Current Vector Frequency InverterDocument136 pagesB501 Series User Manual: Sensorless Current Vector Frequency InverterkalepohNo ratings yet
- REL 551 - APP MANUAL 0900213a80566f1fDocument364 pagesREL 551 - APP MANUAL 0900213a80566f1fSrivatsan NarayananNo ratings yet
- SE-325 & SE-330 - Monitor ResistenciaDocument35 pagesSE-325 & SE-330 - Monitor ResistenciaGabriel SanchezNo ratings yet
- ATV1200 DSP Programming Manual en MVD02002H-01Document209 pagesATV1200 DSP Programming Manual en MVD02002H-01eliasnasrNo ratings yet
- Siemens WL II 3200Document40 pagesSiemens WL II 3200felipe0% (2)
- TMEIC Manual PDFDocument2 pagesTMEIC Manual PDFKhoi DangNo ratings yet
- Kompakt 160Document180 pagesKompakt 160mihai37No ratings yet
- Aprendiendo A SoldarDocument40 pagesAprendiendo A SoldarBe-ToolNo ratings yet
- Lincoln Electric Invertec135sDocument9 pagesLincoln Electric Invertec135sGabriel ChamorroNo ratings yet
- Invertec V160S & V160 TP PDFDocument60 pagesInvertec V160S & V160 TP PDFIron MaskNo ratings yet
- Solda Tubo Espelho Technodata Im99 24.13a e T 250 31.03Document51 pagesSolda Tubo Espelho Technodata Im99 24.13a e T 250 31.03Alessandro SergioNo ratings yet
- LGK-100/120/160/200IGBT: Operator'S ManualDocument32 pagesLGK-100/120/160/200IGBT: Operator'S Manualservicio tecncioNo ratings yet
- AIRCUT 101I-161 IW-200 IW Operating Manual PDFDocument34 pagesAIRCUT 101I-161 IW-200 IW Operating Manual PDFPRATIKPATELNo ratings yet
- Tender Document For CraneDocument10 pagesTender Document For Craneamechmar5935No ratings yet
- Installation of HDPE Lining On R.C TankDocument3 pagesInstallation of HDPE Lining On R.C TankTamil Da Rasckalz100% (1)
- F4281-GEDI-M-SS-ITP-1039-3 ITP For Equipment and Pipe Installation in - Compressed Air System PDFDocument19 pagesF4281-GEDI-M-SS-ITP-1039-3 ITP For Equipment and Pipe Installation in - Compressed Air System PDFDang Hieu NguyenNo ratings yet
- A1033-10 (2015) Standard Practice For Quantitative Measurement and Reporting of Hypoeutectoid Carbon and Low-Alloy Steel Phase TransformationsDocument14 pagesA1033-10 (2015) Standard Practice For Quantitative Measurement and Reporting of Hypoeutectoid Carbon and Low-Alloy Steel Phase Transformationstjt4779No ratings yet
- Welding Industries Manual for Weldmatic 250s Wirefeed WelderDocument26 pagesWelding Industries Manual for Weldmatic 250s Wirefeed WelderIan GrimshawNo ratings yet
- Manual 005Document64 pagesManual 005Mohammed Mostafa El HaddadNo ratings yet
- AlloysDocument91 pagesAlloysNiccoloNo ratings yet
- Position of Welds ComparisonDocument3 pagesPosition of Welds ComparisonYuvaraj SathishNo ratings yet
- UW Technical Seminar on Underwater WeldingDocument7 pagesUW Technical Seminar on Underwater WeldingSyed AliNo ratings yet
- Maco BrochureDocument13 pagesMaco BrochureSatadal LahiriNo ratings yet
- Amitabha Ghosh, Asok Kumar Mallik - Manufacturing Science-East-West Press PVT LTD (2010)Document514 pagesAmitabha Ghosh, Asok Kumar Mallik - Manufacturing Science-East-West Press PVT LTD (2010)Israel HerreraNo ratings yet
- Nuclear power welding safetyDocument8 pagesNuclear power welding safetyPiyush SinghNo ratings yet
- Petroleum and Natural Gas Regulatory Board issues new technical standardsDocument63 pagesPetroleum and Natural Gas Regulatory Board issues new technical standardsSainu KalathingalNo ratings yet
- Im10022 PDFDocument84 pagesIm10022 PDFAleiser Quevedo AcuñaNo ratings yet
- Fabrication & Certification LPG Tank:: 0: 10-Feb-20:::: Field Inspection & Test Plan (Itp)Document3 pagesFabrication & Certification LPG Tank:: 0: 10-Feb-20:::: Field Inspection & Test Plan (Itp)Rifki HasyaNo ratings yet
- QAP GeneralDocument1 pageQAP GeneralVenkatRaghavendar100% (2)
- Welding Safety QuizDocument3 pagesWelding Safety Quizapi-525855204100% (1)
- GeKa Katalog PDFDocument514 pagesGeKa Katalog PDFElshan FeyzullayevNo ratings yet
- Budget of Work (BOW) MELCs For Specialized TVL Subjects LAVINADocument15 pagesBudget of Work (BOW) MELCs For Specialized TVL Subjects LAVINARichard Lavina100% (2)
- Proto - Welds - Application - iXRDDocument4 pagesProto - Welds - Application - iXRDcelestino biasottoNo ratings yet
- Evaluación requisitos código API 510 reparacionesDocument3 pagesEvaluación requisitos código API 510 reparacionesJuan Jose Espinoza BarandiaranNo ratings yet
- SafetyHB 2015REDRevDocument196 pagesSafetyHB 2015REDRevVictor Alejandro QuispeNo ratings yet
- Job Safety Analysis For Internal Corrosion MonitoringDocument2 pagesJob Safety Analysis For Internal Corrosion MonitoringD_D121667% (3)
- Busbar TightnessDocument11 pagesBusbar Tightnesssanjeev267No ratings yet
- MTDocument24 pagesMTNaunihal KumarNo ratings yet
- Inspection and Maintenance of Steel Girders-1Document10 pagesInspection and Maintenance of Steel Girders-1vpmohammedNo ratings yet
- Catalogue RamnäsDocument13 pagesCatalogue RamnäsSreekanthNo ratings yet
- Lifting Points.: Main Catalogue Version 2 - EnglishDocument128 pagesLifting Points.: Main Catalogue Version 2 - EnglishRichard GrahamNo ratings yet
- MT-1 (English) - N SchemeDocument288 pagesMT-1 (English) - N SchemeKumar Subramanian100% (1)
- JHA 27 For Online Weld Repair of Shell Butt JointDocument13 pagesJHA 27 For Online Weld Repair of Shell Butt Jointmujahid1137No ratings yet