You might also like
- Tipos de Desgastes, Tipos de Fallas de Los Rodamientos, Engranes Levas, Cojinetes de Superficies y El Procedimiento para Calcular El Nivel de DesgasteDocument16 pagesTipos de Desgastes, Tipos de Fallas de Los Rodamientos, Engranes Levas, Cojinetes de Superficies y El Procedimiento para Calcular El Nivel de DesgasteJezúz Torres100% (1)
- Sistema Tribologico y Los Tipos de FriccionDocument9 pagesSistema Tribologico y Los Tipos de FriccionMirgen MirandaNo ratings yet
- Friccion DeslizanteDocument5 pagesFriccion DeslizanteJosé Alfredo Patiño Rivera0% (1)
- Tipos de Películas LubricantesDocument7 pagesTipos de Películas LubricantesCitlali Hernandez50% (2)
- Fricción DeslizanteDocument5 pagesFricción DeslizanteMarco Sanchez50% (2)
- 4.1.-Tribologia 1Document40 pages4.1.-Tribologia 1Rubí Serra100% (3)
- Sistemas TribologicosDocument2 pagesSistemas TribologicosAle Hernandez50% (2)
- Unidad 3 TribologiaDocument32 pagesUnidad 3 TribologiaPedro0% (3)
- Contacto Elástico y Contacto PlasticoDocument3 pagesContacto Elástico y Contacto PlasticoJosé Alfredo Patiño Rivera100% (1)
- Procedimiento para Lubricar Engranajes y LevasDocument4 pagesProcedimiento para Lubricar Engranajes y LevasAgamizR100% (1)
- Lubricacion para MaquinasDocument16 pagesLubricacion para MaquinasFlakita Vianeth0% (1)
- 2 Manejo de Pólizas y Garantías de EquiposDocument6 pages2 Manejo de Pólizas y Garantías de EquiposNelson Martinez67% (3)
- Reporte de Investigación de Los Tipos de Análisis Metalográficos Aplicables A Las Pruebas Destructivas y No Destructivas.Document4 pagesReporte de Investigación de Los Tipos de Análisis Metalográficos Aplicables A Las Pruebas Destructivas y No Destructivas.Deniss ArenivasNo ratings yet
- Aplicaciones y Conceptos Tribologicos en Tiempos RemotosDocument7 pagesAplicaciones y Conceptos Tribologicos en Tiempos RemotosIsaac Uriel Rodriguez100% (1)
- Unidad II TEMA 2 Tipos de FriccionDocument8 pagesUnidad II TEMA 2 Tipos de FriccionQiqe Solis40% (5)
- Clasificacion de Los Modos de Falla de Acuerdo A Iso para EngranesDocument1 pageClasificacion de Los Modos de Falla de Acuerdo A Iso para EngranesMarco Antonio Reyes100% (4)
- Tribología - Fallas de Los Elementos Mecánicos Por Desgaste"Document18 pagesTribología - Fallas de Los Elementos Mecánicos Por Desgaste"Ramiro Lopez88% (8)
- Definición de Los Requisitos Técnicos y Administrativos para La Contratación de Suministros Energéticos.Document39 pagesDefinición de Los Requisitos Técnicos y Administrativos para La Contratación de Suministros Energéticos.Teckelino0% (1)
- Fallas de Los Elementos Mecánicos Por DesgasteDocument10 pagesFallas de Los Elementos Mecánicos Por DesgasteMirgen MirandaNo ratings yet
- Sistema Tribológico y Los Tipos de FricciónDocument13 pagesSistema Tribológico y Los Tipos de Fricciónfernando olvera100% (2)
- Sistema de Pérdida CompletaDocument2 pagesSistema de Pérdida CompletaAlberto Rodríguez Madrid100% (2)
- Difundir El Conocimiento de La Tribología en La EmpresaDocument2 pagesDifundir El Conocimiento de La Tribología en La EmpresaJesus Presa Perez75% (4)
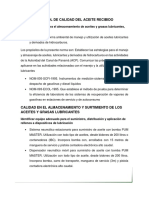
- Control de Calidad Del Aceite RecibidoDocument3 pagesControl de Calidad Del Aceite RecibidoAgustin Martinez Hernandez71% (7)
- Ensayos Mecanicos Estaticos, Dureza, Tension, CompresionDocument41 pagesEnsayos Mecanicos Estaticos, Dureza, Tension, CompresionDonald Askeland Phule40% (5)
- La Importancia de La Tribología en La IndustriaDocument4 pagesLa Importancia de La Tribología en La IndustriaFdz GaboNo ratings yet
- TRIBOLOGIADocument52 pagesTRIBOLOGIAlokotejada75% (4)
- Modo de Fallas de LevasDocument13 pagesModo de Fallas de LevasHéctor Ponce25% (4)
- Cuestionario TRIBOLOGÍADocument3 pagesCuestionario TRIBOLOGÍAmarinaNo ratings yet
- Diferencias en La Configuración de Los Sistemas Vibratorios.Document6 pagesDiferencias en La Configuración de Los Sistemas Vibratorios.Mantenimiento Mendez100% (2)
- Ensayos Mecánicos EstáticosDocument16 pagesEnsayos Mecánicos Estáticosdaniel100% (3)
- Fallas de Los Rodamientos de Acuerdo A La ISODocument4 pagesFallas de Los Rodamientos de Acuerdo A La ISOA Xavi Zizu Ronaldo71% (7)
- Pérdida TotalDocument20 pagesPérdida TotalfuteravlNo ratings yet
- Mecanismos de PandeoDocument17 pagesMecanismos de PandeoRafael HernandezNo ratings yet
- Análisis de AceiteDocument28 pagesAnálisis de AceiteMarioEhuan100% (1)
- Impacto de La Tribología en Los Costos deDocument14 pagesImpacto de La Tribología en Los Costos deAlan Rmz50% (2)
- Ajuste y Asiento de UnionesDocument3 pagesAjuste y Asiento de Unionescesar leon0% (1)
- TRIBOLOGIADocument23 pagesTRIBOLOGIASERGIO BAILONNo ratings yet
- Tipos de Fallas.Document39 pagesTipos de Fallas.Roberto Marin100% (1)
- Historia de La TRIBOLOGÍA PDFDocument28 pagesHistoria de La TRIBOLOGÍA PDFalvaroleivaz100% (1)
- Sistema TribológicoDocument3 pagesSistema TribológicoRoberto PérezNo ratings yet
- Problemas Causados Por Falta de LubricaciónDocument4 pagesProblemas Causados Por Falta de LubricaciónAbraham Hernandez Lopez100% (1)
- Métodos para Determinar El DesgasteDocument3 pagesMétodos para Determinar El DesgasteHugo RomeroNo ratings yet
- Los Aspectos, Modos y Mecanismos de La Falla Según La Teoría Mecánica.Document17 pagesLos Aspectos, Modos y Mecanismos de La Falla Según La Teoría Mecánica.Carlos Augusto73% (15)
- Mapa Conceptual Aplicacion TribologiaDocument2 pagesMapa Conceptual Aplicacion TribologiaAnonymous FGqlpsz100% (3)
- Ensayos Mecanicos Dinamicos 1Document51 pagesEnsayos Mecanicos Dinamicos 1Luis Oswaldo Martinez80% (5)
- Fracturas Por Corte y Fisura Durante La CargaDocument14 pagesFracturas Por Corte y Fisura Durante La CargaEdgar Marín80% (5)
- Ensayo de PandeoDocument12 pagesEnsayo de PandeoMichel CazabalNo ratings yet
- Como Fallan Los Engranes y La ClasificaciónDocument17 pagesComo Fallan Los Engranes y La ClasificaciónMiguel100% (1)
- Conclusiones en Sistemas de LubricacionDocument3 pagesConclusiones en Sistemas de LubricacionIsa PG100% (1)
- TAREA MANTENIMIENTO A PROCESOS DE MANUFACTURA Lalo CorregirDocument32 pagesTAREA MANTENIMIENTO A PROCESOS DE MANUFACTURA Lalo CorregirEllieCielo50% (2)
- Lubricación Adecuada para El Torno CNCDocument5 pagesLubricación Adecuada para El Torno CNCGerardo Arreola GalvanNo ratings yet
- Actividad de Investigación Fisica ModernaDocument23 pagesActividad de Investigación Fisica Modernaomar alejandro ramirez carrillo100% (1)
- Sujeciones MecánicasDocument21 pagesSujeciones Mecánicasjosealfonso20100% (1)
- Preguntas TribologiaDocument2 pagesPreguntas TribologiaTHAFEM100% (1)
- Wuolah Free Uniones - Adhesivas PDFDocument25 pagesWuolah Free Uniones - Adhesivas PDFAirbus BoeingNo ratings yet
- Ii. Sistema Tribológico y Los Tipos de Fricción.Document17 pagesIi. Sistema Tribológico y Los Tipos de Fricción.adrianNo ratings yet
- Caracteristicas TribologicasDocument3 pagesCaracteristicas Tribologicascarl albertNo ratings yet
- Seminario de Tribologia y LubricaciÓnDocument92 pagesSeminario de Tribologia y LubricaciÓnjeal4624No ratings yet
- Tribologia Practica 2Document6 pagesTribologia Practica 2Imelda LaraNo ratings yet
- Acoplamientos y LevasDocument21 pagesAcoplamientos y LevasDonald Askeland PhuleNo ratings yet
- Lectura 1 - AN ALOGOS CU ANTICOS Y ELECTRODIN AMICOS APLICADOS AL SISTEMA OPTICO DIEL ECTRICO-SUSTRATO PARA CURSOS DE F ISICADocument14 pagesLectura 1 - AN ALOGOS CU ANTICOS Y ELECTRODIN AMICOS APLICADOS AL SISTEMA OPTICO DIEL ECTRICO-SUSTRATO PARA CURSOS DE F ISICADonald Askeland PhuleNo ratings yet
- PSPDocument1 pagePSPDonald Askeland PhuleNo ratings yet
- Uniones, Árboles y EjesDocument12 pagesUniones, Árboles y EjesDonald Askeland PhuleNo ratings yet
- Mantenimiento Predictivo MecánicoDocument31 pagesMantenimiento Predictivo MecánicoDonald Askeland PhuleNo ratings yet
- Clase de HoyDocument3 pagesClase de HoyDonald Askeland PhuleNo ratings yet
- CalibracionDocument28 pagesCalibracionGeorge_mx85No ratings yet
- Configuracion Electronica, Enlace Metalico, Celda UnidadDocument68 pagesConfiguracion Electronica, Enlace Metalico, Celda UnidadDonald Askeland PhuleNo ratings yet
- Ensayos Mecanicos Estaticos, Dureza, Tension, CompresionDocument41 pagesEnsayos Mecanicos Estaticos, Dureza, Tension, CompresionDonald Askeland Phule40% (5)
- 3.1 Naturaleza de La LuzDocument35 pages3.1 Naturaleza de La LuzNatalia Soto IbarraNo ratings yet
- 07 DIFRACCIÓN (Principio de Huyggens - Fresnel)Document16 pages07 DIFRACCIÓN (Principio de Huyggens - Fresnel)Donald Askeland PhuleNo ratings yet
- Tratamientos de AcerosDocument27 pagesTratamientos de AcerosEdmundo Perez RodriguezNo ratings yet
- Mantenimiento Predictivo MecánicoDocument31 pagesMantenimiento Predictivo MecánicoDonald Askeland PhuleNo ratings yet
- Analisis de Riesgo CuantitativoDocument4 pagesAnalisis de Riesgo CuantitativoJavier Da CunhaNo ratings yet
- Investigacion TribologiaDocument6 pagesInvestigacion TribologiaDonald Askeland PhuleNo ratings yet
- Investigacion TribologiaDocument6 pagesInvestigacion TribologiaDonald Askeland PhuleNo ratings yet
- La Guia MetAs 06 06 Clasificacion Areas Metrologia PDFDocument12 pagesLa Guia MetAs 06 06 Clasificacion Areas Metrologia PDFDonald Askeland PhuleNo ratings yet
- Conversion de UnidadesDocument6 pagesConversion de UnidadesSebastian CuestaNo ratings yet
- MetalesDocument4 pagesMetalesAllx Okmp FrjeNo ratings yet
- Tratamientos Termicos Del AceroDocument33 pagesTratamientos Termicos Del AceroAlberto Carranza100% (2)
- Tratamientos Termicos Del AceroDocument33 pagesTratamientos Termicos Del AceroAlberto Carranza100% (2)
- Características Que Inciden en La FricciónDocument20 pagesCaracterísticas Que Inciden en La FricciónDonald Askeland Phule100% (2)
- PagDocument1 pagePagDonald Askeland PhuleNo ratings yet
- Aceites LubricantesDocument9 pagesAceites LubricantesCésar Manuel Linch PeñaNo ratings yet
- BajarDocument7 pagesBajarDonald Askeland PhuleNo ratings yet
- Microscopiauv2010 100928024132 Phpapp01Document74 pagesMicroscopiauv2010 100928024132 Phpapp01Donald Askeland PhuleNo ratings yet
- Analisis de AceitesDocument104 pagesAnalisis de AceitesDonald Askeland PhuleNo ratings yet
- Microscopia ElectronicaDocument53 pagesMicroscopia ElectronicaDonald Askeland Phule50% (2)
- Arritmias y Trastornos de ConduccionDocument10 pagesArritmias y Trastornos de ConduccionAndres M Na RNo ratings yet
- Plan Estrategico de Ia para HotelesDocument22 pagesPlan Estrategico de Ia para HotelesconsultastjoNo ratings yet
- Examen Diagnostico Primero y SegundoDocument2 pagesExamen Diagnostico Primero y SegundoCarlos Alberto Pineda laviasNo ratings yet
- Guia Variables DummyDocument4 pagesGuia Variables DummyFabián VásquezNo ratings yet
- Pedro CUESTINARIO DOCENTES - S2Document3 pagesPedro CUESTINARIO DOCENTES - S2Micaela Leyva PerezNo ratings yet
- Paquetes SoatDocument458 pagesPaquetes SoatMaría FernandaNo ratings yet
- Gacetadental 250Document310 pagesGacetadental 250kandido33No ratings yet
- FarB-M05-5-Tolerancia y Dependencia A Medicamentos - MCDocument19 pagesFarB-M05-5-Tolerancia y Dependencia A Medicamentos - MCAntonio Jesús MartinzNo ratings yet
- Tasas Tarifas Davivienda 01 07 2022Document41 pagesTasas Tarifas Davivienda 01 07 2022Cristian Eduardo Zanguña RNo ratings yet
- Diseño Sifones - Jose Arbulu - Parte-IIDocument50 pagesDiseño Sifones - Jose Arbulu - Parte-IIJoseOmarSantamariaSandovalNo ratings yet
- Planteamiento Del ProblemaDocument2 pagesPlanteamiento Del ProblemaAmeth trinidadNo ratings yet
- Practicas Geografia I-Cuaderno PracticasDocument150 pagesPracticas Geografia I-Cuaderno PracticasEster Saltamontes100% (2)
- Fabricación de Base CompactaDocument14 pagesFabricación de Base CompactamiriamNo ratings yet
- Chlorella VulgarisDocument1 pageChlorella VulgarisSantiago Ospina CortesNo ratings yet
- Tarea de Segundo ParcialDocument2 pagesTarea de Segundo ParcialElena ManterolaNo ratings yet
- Material Guia Instructor Diagnostico Reparacion Flujo Refrigerante Sistema Aire Acondicionado Manual Vehiculo NissanDocument14 pagesMaterial Guia Instructor Diagnostico Reparacion Flujo Refrigerante Sistema Aire Acondicionado Manual Vehiculo NissanPedro UrquillaNo ratings yet
- Poliza Legalitas - Paquete PlusDocument12 pagesPoliza Legalitas - Paquete PlusRosa Valdez EsquivelNo ratings yet
- Tarea para AlumnosDocument20 pagesTarea para AlumnosaguiilarNo ratings yet
- Laboratorio 1Document5 pagesLaboratorio 1VICTOR AUGUSTO MATOS MEJIANo ratings yet
- Pintor Nocturno Capítulo 127.00 - TMO MangaDocument1 pagePintor Nocturno Capítulo 127.00 - TMO MangaChelle McCartneyNo ratings yet
- Instituto Nacional de Defensa CivilDocument1 pageInstituto Nacional de Defensa CivilVR - SKYNETNo ratings yet
- Grupo 4 - Ley SoxDocument17 pagesGrupo 4 - Ley SoxCarmen Valeria Barrantes RoqueNo ratings yet
- Triptico 1Document2 pagesTriptico 1DAYRA XIOMARA GARCIA ZABALETA ALBURQUEQUENo ratings yet
- Geometria Descript No2Document12 pagesGeometria Descript No2Didier Cartro RengifoNo ratings yet
- Control Mat - EmpDocument3 pagesControl Mat - EmpRicardo Ponce De León100% (1)
- Tabla Comparativa Servientrega VS DHL PDFDocument2 pagesTabla Comparativa Servientrega VS DHL PDFAC CalizNo ratings yet
- Los 10 Gerentes Mas Exitos Del MundoDocument25 pagesLos 10 Gerentes Mas Exitos Del Mundomaria rivera chinchayNo ratings yet
- Alba InstitucionalDocument26 pagesAlba Institucionalapi-149138320No ratings yet
- COMUNICACIONDocument13 pagesCOMUNICACIONFreyssi Zelada AlcaldeNo ratings yet
- Zona Pediátrica - Octubre 2014 - Software Médico y Curso Online de Emergencias PediátricasDocument4 pagesZona Pediátrica - Octubre 2014 - Software Médico y Curso Online de Emergencias Pediátricasjrp139No ratings yet