You might also like
- Modelo EpsDocument10 pagesModelo EpsCelso BritoNo ratings yet
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasFrom EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo ratings yet
- EPS 14 SoldagemDocument18 pagesEPS 14 Soldagemneto-portoNo ratings yet
- Completo Interpretacao Das Normas Qualificacao Procedimento Soldagem 280738Document63 pagesCompleto Interpretacao Das Normas Qualificacao Procedimento Soldagem 280738Erivelton Rosario CaoNo ratings yet
- Normas de Qualificacao e FabricacaoDocument25 pagesNormas de Qualificacao e FabricacaoHeygleson Henrique de MirandaNo ratings yet
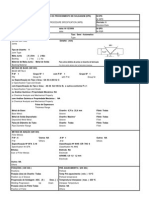
- Especificação de Procedimento SoldagemDocument10 pagesEspecificação de Procedimento SoldagemWanderley FonsecaNo ratings yet
- Aula 7 - Normas e Qualificação em SoldagemDocument14 pagesAula 7 - Normas e Qualificação em SoldagemGabriel CostaNo ratings yet
- Qualificacao de Procedimentos de Soldagem - Rev 2Document69 pagesQualificacao de Procedimentos de Soldagem - Rev 2Danillo SoutoNo ratings yet
- Eps GmawDocument2 pagesEps GmawrockfeellerNo ratings yet
- Relacao de Soldadores Qualificados ASMEDocument1 pageRelacao de Soldadores Qualificados ASMEEderNo ratings yet
- EPS InfosoldaDocument2 pagesEPS Infosoldaedcam13No ratings yet
- Modelo de EpsDocument1 pageModelo de EpslunoNo ratings yet
- Tratamento Térmico - Treinamento ISQI - Inspetor de Soldagem Nivel 1Document12 pagesTratamento Térmico - Treinamento ISQI - Inspetor de Soldagem Nivel 1NASC Engenharia e AssessoriaNo ratings yet
- IEIS OriginalDocument5 pagesIEIS OriginalLypeSantos100% (1)
- A2-Documentos Técnicos PDFDocument8 pagesA2-Documentos Técnicos PDFRodrigo Pereira Da SilvaNo ratings yet
- Rqps 001-17 Smaw Inox 304Document3 pagesRqps 001-17 Smaw Inox 304garbazzaNo ratings yet
- Norma FBTS N 007Document12 pagesNorma FBTS N 007Fabio AlvesNo ratings yet
- N 2301Document19 pagesN 2301NicoletiNo ratings yet
- ASME VIII-Div1 Inspeç - o Bigal 1Document1 pageASME VIII-Div1 Inspeç - o Bigal 1Venicio AchermanNo ratings yet
- Prova Petrobras - Inspetor de EquipamentosDocument13 pagesProva Petrobras - Inspetor de EquipamentosTreinamentos MhsNo ratings yet
- Estudo de Casos  Norma AWS D1-1 2Document13 pagesEstudo de Casos  Norma AWS D1-1 2Michelson MendonçaNo ratings yet
- Metodologia para Qualificação de Procedimentos de Soldagem ASME B31Document18 pagesMetodologia para Qualificação de Procedimentos de Soldagem ASME B31pateta50No ratings yet
- Microsoft Word - Asme V Artigo 9 Edição 2004 TraduzidoDocument3 pagesMicrosoft Word - Asme V Artigo 9 Edição 2004 TraduzidoDaniel RochaNo ratings yet
- Vaso Modelo 11 Bar R00-Plano de SoldagemDocument1 pageVaso Modelo 11 Bar R00-Plano de Soldagemrodrigoq1100% (1)
- N 1595Document16 pagesN 1595neto-portoNo ratings yet
- Aula 1 - Normas e Qualificação de SoldagemDocument63 pagesAula 1 - Normas e Qualificação de SoldagemAllan Maia100% (1)
- N-1852 G 1emDocument58 pagesN-1852 G 1emMárcio FerreiraNo ratings yet
- PCQ-003 - INSPEÇÃO VISUAL E DIMENSIONAL DE SOLDA - Rev2 - 2020-10-05Document35 pagesPCQ-003 - INSPEÇÃO VISUAL E DIMENSIONAL DE SOLDA - Rev2 - 2020-10-05Victor Fonseca100% (1)
- Asme Ix Traduzida PDF FreeDocument12 pagesAsme Ix Traduzida PDF FreeAlexandre BonifacioNo ratings yet
- Preparação Inspetor n1Document624 pagesPreparação Inspetor n1Torello100% (1)
- Módulo 11 Qualificação de Procedimentos e SoldagemDocument63 pagesMódulo 11 Qualificação de Procedimentos e SoldagemLuciano AlvesNo ratings yet
- Documentos Técnicos-SoldagemDocument27 pagesDocumentos Técnicos-SoldagemAdeilton Loureiro NascimentoNo ratings yet
- Norma AWS D1.1 - ED. 2002 - Estudo de Casos - Com SolucaoDocument33 pagesNorma AWS D1.1 - ED. 2002 - Estudo de Casos - Com SolucaoJulio CastilhosNo ratings yet
- Nortel Eutectic-OxiflameDocument2 pagesNortel Eutectic-OxiflameTiagohowpy RamosNo ratings yet
- Eps 01 05 SmawDocument1 pageEps 01 05 SmawJoel CezarNo ratings yet
- Soldagem UFMGDocument298 pagesSoldagem UFMGjoaoNo ratings yet
- Treinamento Is n2 ConsumíveisDocument6 pagesTreinamento Is n2 ConsumíveisDouglasNo ratings yet
- Level 3 Course Note-Slides - PortugueseDocument597 pagesLevel 3 Course Note-Slides - Portuguesealex totiNo ratings yet
- Apostila Do Curso de Inspetor de Soldagem n2 ProminpDocument68 pagesApostila Do Curso de Inspetor de Soldagem n2 ProminpPriscilla Kelly Freitas dos SantosNo ratings yet
- Inspeção de SoldaDocument68 pagesInspeção de Soldalife of bobNo ratings yet
- WPS - Arthur FerreiraDocument2 pagesWPS - Arthur FerreiraArthur SilvaNo ratings yet
- Soldagem Na Industria Do PetroleoDocument902 pagesSoldagem Na Industria Do Petroleonk16251732No ratings yet
- Currículo Rodrigo CarneiroDocument2 pagesCurrículo Rodrigo CarneiroRodrigo CarneiroNo ratings yet
- Fmea Processo Mig-Mag AtualizadoDocument8 pagesFmea Processo Mig-Mag AtualizadoVanessa KallyNo ratings yet
- Módulo 13 Qualificação de Procedimentos de SoldadoresDocument30 pagesMódulo 13 Qualificação de Procedimentos de SoldadoresMárcio Ferreira100% (1)
- Especificação de Procedimento de Soldagem (EPS) : JuntaDocument2 pagesEspecificação de Procedimento de Soldagem (EPS) : JuntaMarcelo AlanNo ratings yet
- Emendas de Solda CA50Document12 pagesEmendas de Solda CA50rogersampaiocostaNo ratings yet
- Recebimento de Materiais para LP (Modelo)Document1 pageRecebimento de Materiais para LP (Modelo)Dunyor SanNo ratings yet
- Estudo de Caso Aws d1.1 - Pós Graduação - QpsDocument2 pagesEstudo de Caso Aws d1.1 - Pós Graduação - QpsJason CampbellNo ratings yet
- Relação de Qualificação de Soldadores e Operadores de SoldagemDocument23 pagesRelação de Qualificação de Soldadores e Operadores de SoldagemCarlos JuniorNo ratings yet
- Exame Cwi Com Resposta (103 Perguntas)Document26 pagesExame Cwi Com Resposta (103 Perguntas)ScribdTranslations100% (1)
- 001 Procedimento Visual de Solda - PR - Evs.001Document17 pages001 Procedimento Visual de Solda - PR - Evs.001Sidnei Rodrigues100% (1)
- Compreensão Eps, RQP, RQS, IeisDocument15 pagesCompreensão Eps, RQP, RQS, Ieispdsa consultoriaNo ratings yet
- Guia Prático para Compreensão EPSDocument13 pagesGuia Prático para Compreensão EPSMarco SeccoNo ratings yet
- RQPS 003Document3 pagesRQPS 003Sid NeiNo ratings yet
- Plano de Ensino Tecnologia Da SoldagemDocument5 pagesPlano de Ensino Tecnologia Da SoldagemAlohai73No ratings yet
- EPS 40 Soldagem Robotizada Ao CarbonoDocument22 pagesEPS 40 Soldagem Robotizada Ao CarbonoFelipe MoraesNo ratings yet
- Material - Aula 08 - Arames FCAWDocument6 pagesMaterial - Aula 08 - Arames FCAWGuilherme R.No ratings yet
- EPS 35 Soldagem ASTM 106 GR B Com FCAWDocument8 pagesEPS 35 Soldagem ASTM 106 GR B Com FCAWFelipe MoraesNo ratings yet
- TF - Mercado de PetróleoDocument53 pagesTF - Mercado de PetróleoSua Vida BrilhaNo ratings yet
- Prova Geral: 100031 / 0001 CG-N2: InstruçõesDocument5 pagesProva Geral: 100031 / 0001 CG-N2: InstruçõesSua Vida BrilhaNo ratings yet
- Curando Almas PerdidasDocument21 pagesCurando Almas PerdidasCarla Alves MendesNo ratings yet
- Teste de EstanqueidadeDocument11 pagesTeste de EstanqueidadeGimps50% (2)
- As Leis EspirituaisDocument248 pagesAs Leis EspirituaisVicent Guillem100% (1)
- N 1591Document29 pagesN 1591Joab FernandesNo ratings yet
- Neste Vídeo Você Verá Solda Angular em Junta T Com A Técnica Bocal Colado.Document63 pagesNeste Vídeo Você Verá Solda Angular em Junta T Com A Técnica Bocal Colado.Israel GonçalvesNo ratings yet
- Descontinuidades GERDAUDocument10 pagesDescontinuidades GERDAUalexisloboNo ratings yet
- Classificaçãocorrosao PDFDocument5 pagesClassificaçãocorrosao PDFRodrigo Carvalho100% (1)
- Introducao Aos MateriaisDocument48 pagesIntroducao Aos MateriaisSua Vida BrilhaNo ratings yet
- Importância Do Processo de Fabricação Por Soldagem Junto Ao Setor IndustrialDocument16 pagesImportância Do Processo de Fabricação Por Soldagem Junto Ao Setor IndustrialSérgio BarraNo ratings yet
- Apostila RX AbendeDocument106 pagesApostila RX AbendeSua Vida BrilhaNo ratings yet
- Apostila RX AbendeDocument106 pagesApostila RX AbendeSua Vida BrilhaNo ratings yet
- LIDERANÇADocument1 pageLIDERANÇASua Vida BrilhaNo ratings yet
- Processos Usuais de Soldagem IIDocument41 pagesProcessos Usuais de Soldagem IISua Vida BrilhaNo ratings yet
- Aula de Ensaio de ImpactoDocument40 pagesAula de Ensaio de ImpactoSua Vida BrilhaNo ratings yet
- Vim 2012Document95 pagesVim 2012tarado23No ratings yet
- 1 - Boas Praticas de SoldaDocument20 pages1 - Boas Praticas de SoldaSua Vida BrilhaNo ratings yet
- Modelo Relatório EvsDocument1 pageModelo Relatório EvsSua Vida BrilhaNo ratings yet
- FATEC - Normas e Códigos Nacionais e Internacionais (84Pg)Document84 pagesFATEC - Normas e Códigos Nacionais e Internacionais (84Pg)147852147852100% (2)
- Introdução4 ArcoElétricoDocument4 pagesIntrodução4 ArcoElétricoDaniel SilvaNo ratings yet
- Introducao - SoldagemDocument54 pagesIntroducao - Soldagemrrm77No ratings yet
- Processos de FabricaçãoDocument178 pagesProcessos de FabricaçãoTreinamento Fbts100% (2)
- 1 - Boas Praticas de SoldaDocument20 pages1 - Boas Praticas de SoldaSua Vida BrilhaNo ratings yet
- N 2301Document20 pagesN 2301Victor JuniorNo ratings yet
- Acompanhamento de SoldagemDocument19 pagesAcompanhamento de SoldagemRafael SoaresNo ratings yet
- Es Tanque I DadeDocument1 pageEs Tanque I DadeSua Vida BrilhaNo ratings yet
- Aula Pratica de Acompanhamento de Soldagem 2Document8 pagesAula Pratica de Acompanhamento de Soldagem 2Sua Vida BrilhaNo ratings yet
- ET302 - Acessórios de PEAD para Gás (EDP Gás)Document20 pagesET302 - Acessórios de PEAD para Gás (EDP Gás)haca_34No ratings yet
- 1 Aula Tratores Agrícolas 2016Document78 pages1 Aula Tratores Agrícolas 2016Thiago QuinaiaNo ratings yet
- 91 Atividades de Revisão 9° AnoDocument23 pages91 Atividades de Revisão 9° AnoCarlson CruzNo ratings yet
- Tese KaizaCorreia Biblioteca VersãofinalDocument413 pagesTese KaizaCorreia Biblioteca VersãofinalPaulo SoaresNo ratings yet
- Reforma e Ampliação Madre Paulina1 27 11Document10 pagesReforma e Ampliação Madre Paulina1 27 11Marlon VictorNo ratings yet
- Ensaio de FluenciaDocument19 pagesEnsaio de FluenciaJeferson CardosoNo ratings yet
- QA INDUSTRIA ANGOLANA Versao 2 Outubro 1 Concluido Convertido 1Document7 pagesQA INDUSTRIA ANGOLANA Versao 2 Outubro 1 Concluido Convertido 1João GomesNo ratings yet
- 2 - Relatório Fundição de ModeloDocument15 pages2 - Relatório Fundição de ModeloAlmir SktNo ratings yet
- Catalogo Skanparts 2012Document195 pagesCatalogo Skanparts 2012Costa Glaci Virgílio100% (1)
- Erosão Abrasiva e Líquida PDFDocument41 pagesErosão Abrasiva e Líquida PDFThiago Fernando Dos SantosNo ratings yet
- Manual Martelete RompedorDocument12 pagesManual Martelete RompedorMárcio FellipiNo ratings yet
- CALEFI ACESSÓRIOS PARA CALDEIRA CatalogoDocument11 pagesCALEFI ACESSÓRIOS PARA CALDEIRA CatalogoAndre MendesNo ratings yet
- Avaliação - 5 - Diversidade SocioculturalDocument24 pagesAvaliação - 5 - Diversidade SocioculturalCida Amaral Alves0% (1)
- Prova Dependencia Quimica 2 ANO 1 BimestreDocument4 pagesProva Dependencia Quimica 2 ANO 1 BimestreBraulligonNo ratings yet
- CAVIQUIOLO Et All Cerâmica Rio Branco 2007Document12 pagesCAVIQUIOLO Et All Cerâmica Rio Branco 2007Paulo BayerNo ratings yet
- Introdução A Engenharia de ManutençãoDocument49 pagesIntrodução A Engenharia de ManutençãoRamon Gomes FernandesNo ratings yet
- Catalogo de Produtos Products Catalogue - CompressDocument66 pagesCatalogo de Produtos Products Catalogue - CompressPaulo XavierNo ratings yet
- Aterro Sanitário CompletoDocument17 pagesAterro Sanitário CompletoSilvio Liberato SantosNo ratings yet
- FB - Bombas de EngrenagensDocument8 pagesFB - Bombas de EngrenagensRenato Maia50% (2)
- Apostila de ReciclágemDocument167 pagesApostila de ReciclágemerivelpaivaNo ratings yet
- Artigo Over PreloDocument21 pagesArtigo Over PrelocrisNo ratings yet
- Eletrolux df46Document20 pagesEletrolux df46Leandro Mendes100% (2)
- UM SABER NECESSARIO - Indb - Um Saber Necessário Os Estudos Rurais No Brasil-1Document21 pagesUM SABER NECESSARIO - Indb - Um Saber Necessário Os Estudos Rurais No Brasil-1Alinne MayaraNo ratings yet
- Lista de Exercicios - Organica 1Document3 pagesLista de Exercicios - Organica 1Wilson GustavoNo ratings yet
- Lista06 PODERCALORIFICODocument4 pagesLista06 PODERCALORIFICOJéssica Nayara Silva CâmaraNo ratings yet
- Seleção de Materiais RefratáriosDocument47 pagesSeleção de Materiais RefratáriosREINALDO MONTEIRONo ratings yet
- Propiedades Termofisicas8Document5 pagesPropiedades Termofisicas8miberNo ratings yet
- Gestão Ambiental e Responsabilidade SocialDocument23 pagesGestão Ambiental e Responsabilidade SocialEdlene GueirinsNo ratings yet
- Industria de Contrução em MoçambiqueDocument9 pagesIndustria de Contrução em MoçambiqueLuisNo ratings yet
- Borracha FluorcarbonicasDocument45 pagesBorracha FluorcarbonicasRoberta Salatino HoffNo ratings yet