You might also like
- CNC LAB Manual PDFDocument33 pagesCNC LAB Manual PDFrajee10133% (3)
- Cad Cam3 Unit NeelimaDocument96 pagesCad Cam3 Unit Neelimasatish86No ratings yet
- 11 Cad Cam CNC Programming MVVDocument37 pages11 Cad Cam CNC Programming MVVbassem smatiNo ratings yet
- Fundamentals of NC Technology-Unit-1Document38 pagesFundamentals of NC Technology-Unit-1Swarna Paul100% (1)
- MCQ Cad Cam Cae SmshaikhDocument10 pagesMCQ Cad Cam Cae SmshaikhSameer shaikh100% (2)
- Cam Lab 1Document40 pagesCam Lab 1Madhusudhan Rao KNo ratings yet
- Computer Applications in DesignDocument7 pagesComputer Applications in Designmskumar_5540% (1)
- 5 Group Technology CAPP and CAQCDocument79 pages5 Group Technology CAPP and CAQCAmogh RaoNo ratings yet
- CATIA - Lab ManualDocument22 pagesCATIA - Lab Manualarun kumarNo ratings yet
- CNC Milling Sample ProgramDocument16 pagesCNC Milling Sample ProgramjayyadavvpcNo ratings yet
- CAD-CAM Power Point PresentationDocument102 pagesCAD-CAM Power Point PresentationArgAshishGargNo ratings yet
- ME83691-Computer Aided Design and ManufacturingDocument15 pagesME83691-Computer Aided Design and Manufacturingraman thiru55No ratings yet
- Lab 6 - Face Milling On CNC MachineDocument5 pagesLab 6 - Face Milling On CNC MachineHaris NaveedNo ratings yet
- Chapter Two 2. Manual NC Part ProgrammingDocument33 pagesChapter Two 2. Manual NC Part ProgrammingMulugeta WoldeNo ratings yet
- Unit II Curves & SurfacesDocument57 pagesUnit II Curves & Surfacesvishwajeet patilNo ratings yet
- Unit-2-Computer Aided DesignDocument42 pagesUnit-2-Computer Aided DesignMuthuvel M80% (5)
- Notes CNC ProgramDocument58 pagesNotes CNC Programzairul100% (1)
- Unit 4 & 5 ME8691 Computer Aided Design and ManufacturingDocument26 pagesUnit 4 & 5 ME8691 Computer Aided Design and ManufacturingMECHGOKUL KRISHNA KNo ratings yet
- CAD CAM Question BankDocument2 pagesCAD CAM Question BankrsdeshmukhNo ratings yet
- Unit 4Document62 pagesUnit 4samnztNo ratings yet
- Solidworks Essentials Course OutlineDocument1 pageSolidworks Essentials Course OutlineDepraved ReaderNo ratings yet
- Cutter Radius CompensationDocument2 pagesCutter Radius CompensationSivateja NallamothuNo ratings yet
- Date: Reg - No: PVP Siddhartha Institute of Technology, Kanuru Department of Mechanical Enginnering Subject: Cad/Cam Objective QuestionsDocument2 pagesDate: Reg - No: PVP Siddhartha Institute of Technology, Kanuru Department of Mechanical Enginnering Subject: Cad/Cam Objective QuestionsRajyalakshmi M67% (3)
- Computer Aided ManufacturingDocument72 pagesComputer Aided ManufacturingRakeshSaini100% (1)
- Dts-Lesson PlanDocument3 pagesDts-Lesson Plansujithaa13No ratings yet
- Daily DiaryDocument12 pagesDaily DiaryVireshNo ratings yet
- Cad Cam Lab ManualDocument79 pagesCad Cam Lab ManualJaff FdoNo ratings yet
- Kinematics of Machinery ManualDocument29 pagesKinematics of Machinery ManualShubham NaikNo ratings yet
- Lathe ProgramDocument6 pagesLathe ProgramAwoke TesfaNo ratings yet
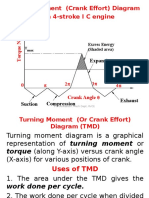
- Turning Moment Diagram & FlywheelDocument88 pagesTurning Moment Diagram & FlywheelAshishAgarwal100% (1)
- CNC CodexDocument10 pagesCNC CodexAmar AshrafNo ratings yet
- Unit-4-Computer Aided DesignDocument15 pagesUnit-4-Computer Aided DesignMuthuvel M100% (2)
- NC and CNC MachinesDocument25 pagesNC and CNC MachinesSabiha Hajdarbegović-HafizovićNo ratings yet
- Cadcam Lab ManualDocument48 pagesCadcam Lab ManualashutoshfandeNo ratings yet
- Programming MillDocument81 pagesProgramming MillEddy ZalieNo ratings yet
- CAD/CAM - Objective Questions - Unit2Document2 pagesCAD/CAM - Objective Questions - Unit2Anonymous YkDJkSqNo ratings yet
- ME2309 CAD CAM Lab Manual PDFDocument39 pagesME2309 CAD CAM Lab Manual PDFAnonymous bj8F8c100% (1)
- Fanuc Ot CNC Program Manual Gcodetraining 588Document104 pagesFanuc Ot CNC Program Manual Gcodetraining 588hiepkhachbk2010824350% (2)
- ME8694 - Hydraulics and Pneumatics Question BankDocument14 pagesME8694 - Hydraulics and Pneumatics Question BankelabalajiNo ratings yet
- Ch-11 NC CNC DNC FMS Automation and RoboticsDocument191 pagesCh-11 NC CNC DNC FMS Automation and RoboticsPrateek BayalNo ratings yet
- CNC IntroductionDocument24 pagesCNC IntroductionaravindanNo ratings yet
- Computer Control of Manufacturing Systems Y KorenDocument9 pagesComputer Control of Manufacturing Systems Y Korenbhagat1030% (1)
- CNC Machine Lab Report and Process PlannDocument5 pagesCNC Machine Lab Report and Process PlannMuhammad JahanzaibNo ratings yet
- Cad/Cam 2 Mid Online BitsDocument6 pagesCad/Cam 2 Mid Online Bitstslnarayana33% (3)
- ALL CNC Printouts PROGRAMS PRINTOUTDocument26 pagesALL CNC Printouts PROGRAMS PRINTOUTGajananNo ratings yet
- Lecture01 - CAD CAM - CAE - Introduction of The CourseDocument21 pagesLecture01 - CAD CAM - CAE - Introduction of The CourseSameer shaikhNo ratings yet
- Objective2 CADCAM 2019-20Document1 pageObjective2 CADCAM 2019-20Rajyalakshmi MNo ratings yet
- CNC Technology and CNC Programming: Integrated Manufacturing SystemsDocument137 pagesCNC Technology and CNC Programming: Integrated Manufacturing SystemsDavid RodriguezNo ratings yet
- Cadcam MCQDocument118 pagesCadcam MCQsatish sanap100% (1)
- CNC TurningDocument13 pagesCNC TurningJAMES JUDYNo ratings yet
- CNC Turning Coordinate SystemDocument1 pageCNC Turning Coordinate SystemArtūrs Ceimers100% (1)
- Question Bank Introduction To CAM: Noble Group of Institutions, JunagadhDocument5 pagesQuestion Bank Introduction To CAM: Noble Group of Institutions, JunagadhjanakNo ratings yet
- NC & CNC MachinesDocument12 pagesNC & CNC MachinesRenjith RajendraprasadNo ratings yet
- Module 2 Part 1Document147 pagesModule 2 Part 1FRANCIS THOMASNo ratings yet
- Cim Lab Exam Q SDocument17 pagesCim Lab Exam Q SMohammed ImranNo ratings yet
- Module III & VDocument53 pagesModule III & VRavi ShankarNo ratings yet
- Punch TapeDocument7 pagesPunch Tapevirug1994No ratings yet
- Module 3 - Module 5 Cad-Cam & ROBOTICS-1Document53 pagesModule 3 - Module 5 Cad-Cam & ROBOTICS-1BASIL BENNYNo ratings yet
- Unit - III CNC Part ProgrammingDocument39 pagesUnit - III CNC Part ProgrammingNarayana PerumalNo ratings yet
- Unit 4 57 PDFDocument20 pagesUnit 4 57 PDFVimal ZizouNo ratings yet
- Unit-4-Computer Aided DesignDocument15 pagesUnit-4-Computer Aided DesignMuthuvel M100% (2)
- Unit 1 CadDocument29 pagesUnit 1 CadMuthuvel M82% (17)
- General Introduction Introduction of Composites: Historical Development / Historical Overview: PastDocument514 pagesGeneral Introduction Introduction of Composites: Historical Development / Historical Overview: PastMuthuvel MNo ratings yet
- Acu PressureDocument26 pagesAcu PressureMuthuvel M100% (4)
- COADocument137 pagesCOAThonta DariNo ratings yet
- Computer Aided Manufacturing-UNIT-2Document20 pagesComputer Aided Manufacturing-UNIT-2Muthuvel M100% (4)
- Unit-2-Computer Aided DesignDocument42 pagesUnit-2-Computer Aided DesignMuthuvel M80% (5)
- Integration and Automation of Manufacturing SystemsDocument593 pagesIntegration and Automation of Manufacturing SystemsAlejo LalvayNo ratings yet
- Radams ' 09Document370 pagesRadams ' 09Muthuvel M100% (1)
- Unit-3-Computer Aided DesignDocument21 pagesUnit-3-Computer Aided DesignMuthuvel M100% (5)
- Unit 3 MetrologyDocument38 pagesUnit 3 MetrologyMuthuvel M92% (36)
- UNIT 5 MechatronicsDocument16 pagesUNIT 5 MechatronicsMuthuvel M85% (27)
- Unit 2 MetrologyDocument32 pagesUnit 2 MetrologyMuthuvel M83% (6)
- Unit 1 Metro LogyDocument9 pagesUnit 1 Metro LogyMuthuvel M100% (1)
- UNIT 3 MechatronicsDocument38 pagesUNIT 3 MechatronicsMuthuvel M67% (6)
- Unit 4 MetrologyDocument12 pagesUnit 4 MetrologyMuthuvel M89% (9)
- Unit 5 MetrologyDocument16 pagesUnit 5 MetrologyMuthuvel M100% (2)
- UNIT 2 MechatronicsDocument35 pagesUNIT 2 MechatronicsMuthuvel M91% (11)
- UNIT 4 MechatronicsDocument21 pagesUNIT 4 MechatronicsMuthuvel M100% (1)
- Te Unit 3Document29 pagesTe Unit 3Muthuvel M100% (1)
- Te Unit 4Document19 pagesTe Unit 4Muthuvel M100% (1)
- UNIT 1 MechatronicsDocument15 pagesUNIT 1 MechatronicsMuthuvel M82% (17)
- Te Unit 1Document20 pagesTe Unit 1Muthuvel MNo ratings yet
- Te Unit 2Document22 pagesTe Unit 2krishnansriNo ratings yet
- Unit 4 Me1203Document26 pagesUnit 4 Me1203Muthuvel MNo ratings yet
- Unit 5 Me1203Document25 pagesUnit 5 Me1203Muthuvel M100% (1)
- Unit 5 MTDocument17 pagesUnit 5 MTMuthuvel MNo ratings yet
- Unit 2 Me1203Document20 pagesUnit 2 Me1203Muthuvel MNo ratings yet
- Unit 1 Me1203Document17 pagesUnit 1 Me1203Muthuvel M100% (1)
- Unit 3 Me1203Document25 pagesUnit 3 Me1203Muthuvel MNo ratings yet
- MEC SHOT Fabrication CatlogueDocument4 pagesMEC SHOT Fabrication CatlogueYoutube For EducationNo ratings yet
- Sudarshan: The Solution For Small and Medium Sized Components!Document4 pagesSudarshan: The Solution For Small and Medium Sized Components!Ravi ViswanadhaNo ratings yet
- Common G-Codes For CNC MachinesDocument7 pagesCommon G-Codes For CNC Machinesvijay nayakNo ratings yet
- Beijing Ruizhitianhong S&T Co.,Ltd Engraving Machine Motion Control System A11:Three-axis Mechanical Carving User's ManualDocument68 pagesBeijing Ruizhitianhong S&T Co.,Ltd Engraving Machine Motion Control System A11:Three-axis Mechanical Carving User's ManualJacpro Automation SacNo ratings yet
- 8 Positions - BWD Series Tool Turret User ManualDocument14 pages8 Positions - BWD Series Tool Turret User ManualEbrahimNo ratings yet
- Chapter 1 Introduction To Automation TechnologyDocument33 pagesChapter 1 Introduction To Automation Technologyondoy49250% (1)
- Unit 5Document40 pagesUnit 5GGRNo ratings yet
- Step NCDocument30 pagesStep NCEng M G ElkhateebNo ratings yet
- DAT AC Servo DriverDocument0 pagesDAT AC Servo DriverCNCmakersNo ratings yet
- Additive Manufacturing GN Sept18 PDFDocument52 pagesAdditive Manufacturing GN Sept18 PDFRaj RajeshNo ratings yet
- Ipt CodesDocument6 pagesIpt CodesAbdul QyyoomNo ratings yet
- Factory Planning Manual PDF FreeDocument421 pagesFactory Planning Manual PDF FreeAakash DharshanNo ratings yet
- TC600 e PDFDocument12 pagesTC600 e PDFSalar SalahiNo ratings yet
- Ta/Tb Direct Input of Offset Value Measured B For 2 Spindle LatheDocument13 pagesTa/Tb Direct Input of Offset Value Measured B For 2 Spindle LathemikeNo ratings yet
- NIVAFER Company Profile 2017 Rev 3Document24 pagesNIVAFER Company Profile 2017 Rev 3whalleh100% (3)
- Brevet Filetare VartejDocument12 pagesBrevet Filetare Vartejirina100% (1)
- Esprit CNC SoftwareDocument20 pagesEsprit CNC SoftwareWilsonJobe50% (2)
- Metalica Internacional 7 PDFDocument105 pagesMetalica Internacional 7 PDFLuísNo ratings yet
- Bel Recruitment 2023Document12 pagesBel Recruitment 2023Rohit MoliyaNo ratings yet
- Add Info B-65270EN 08Document86 pagesAdd Info B-65270EN 08clausNo ratings yet
- Conclusion, Discussions and Future WorkDocument2 pagesConclusion, Discussions and Future WorkAung ThikeNo ratings yet
- Juruteknik Tingkatan Biasa (CNC TECHNICIAN) - Job Vacancy - TNB REMACODocument3 pagesJuruteknik Tingkatan Biasa (CNC TECHNICIAN) - Job Vacancy - TNB REMACOAbouFatehNo ratings yet
- Vdocuments - MX Machine Tools OkumaDocument21 pagesVdocuments - MX Machine Tools OkumamikadoturkNo ratings yet
- Wuhan Lan-Sun Technology CO.,LTD: General Sales Manager:Frankie HODocument10 pagesWuhan Lan-Sun Technology CO.,LTD: General Sales Manager:Frankie HOAndrésRodríguezNo ratings yet
- ATK LASERS-Company ProfileDocument9 pagesATK LASERS-Company ProfileATK LASERSNo ratings yet
- 143 13 English Catalogue 2014Document319 pages143 13 English Catalogue 2014Ionut FloricaNo ratings yet
- Yasnac MX 3 Fault Finding GuideDocument70 pagesYasnac MX 3 Fault Finding GuideBaldev SinghNo ratings yet
- Jobber JRDocument2 pagesJobber JRDeva RajNo ratings yet
- CIM Lab Manual (Student Manual)Document31 pagesCIM Lab Manual (Student Manual)m maazNo ratings yet
- F360 Post Processor Training GuideDocument219 pagesF360 Post Processor Training GuideDracoRodriguezNo ratings yet