You might also like
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209From EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Rating: 1 out of 5 stars1/5 (2)
- Inventor Basico 2016Document4 pagesInventor Basico 2016Alvaro CastilloNo ratings yet
- Evaluación parcial de tecnología aplicadaDocument2 pagesEvaluación parcial de tecnología aplicadaSkn Jesucitho100% (1)
- Manual Composicion FotograficaDocument34 pagesManual Composicion FotograficaDaniel Coello100% (1)
- Examen Parcial - Caja NortonDocument2 pagesExamen Parcial - Caja NortonCRILLOMARNo ratings yet
- Test - Estados Superficiales PDFDocument5 pagesTest - Estados Superficiales PDFEdu CrespoNo ratings yet
- Tuberia de Perforacion en La Industria PetroleraDocument8 pagesTuberia de Perforacion en La Industria PetroleraMildred Elena Oroza MariscalNo ratings yet
- Seleccion de Chavetas y Dimensionamiento de ChaveterosDocument2 pagesSeleccion de Chavetas y Dimensionamiento de ChaveterosSebastian AcostaNo ratings yet
- Hoja de Procesos de TorneadoDocument5 pagesHoja de Procesos de TorneadodricardocanNo ratings yet
- Tiempos y Fzas RectificadoDocument4 pagesTiempos y Fzas RectificadoPaquito Rodrigo100% (1)
- Universidad Nacional de Ingeniería Facultad de Ingeniería MecánicaDocument71 pagesUniversidad Nacional de Ingeniería Facultad de Ingeniería Mecánicacarlos auvin rojas leonNo ratings yet
- Notas de Clase para Precálculo PDFDocument252 pagesNotas de Clase para Precálculo PDFFelix RojasNo ratings yet
- Principios de programación CNC para tornos con control FanucDocument75 pagesPrincipios de programación CNC para tornos con control FanucGianiMauricioQuinteroBautista100% (1)
- Curso PLC FestoDocument97 pagesCurso PLC Festocprofesional100% (1)
- Funciones de varias variables y variaciónDocument4 pagesFunciones de varias variables y variaciónibethalmaNo ratings yet
- División Diferencial - Fórmulas y EjemplosDocument2 pagesDivisión Diferencial - Fórmulas y EjemplosARS MECHANICA SAC César Ruiz Orosco0% (1)
- Hoja de Procesos TorneadoDocument2 pagesHoja de Procesos TorneadoSEBASTIAN ALEJANDRO MENDOZA GARCIANo ratings yet
- TORNO Velocidad J Avance y Profundidad de CorteDocument17 pagesTORNO Velocidad J Avance y Profundidad de CorteRicardo Maldonado100% (1)
- Formulas Do Mecanizado Con FresadoraDocument1 pageFormulas Do Mecanizado Con Fresadoragalicia.manuel100% (5)
- Manual Mantenimiento Preventivo TORNO 16K20 (IMP)Document91 pagesManual Mantenimiento Preventivo TORNO 16K20 (IMP)Manuel Delgado91% (32)
- Inglés 5º Primaria Oxford Incredible English Kit Unit 7Document3 pagesInglés 5º Primaria Oxford Incredible English Kit Unit 7Begoña García AcevedoNo ratings yet
- Cabezal Divisor FresadoraDocument33 pagesCabezal Divisor FresadoraCharlieNo ratings yet
- Ejercicios de Roscado PDFDocument4 pagesEjercicios de Roscado PDFbelegFinrodNo ratings yet
- Hoja de Procesos 1Document2 pagesHoja de Procesos 1Julio AlmanzaNo ratings yet
- Hoja de Proceso MatrizDocument2 pagesHoja de Proceso MatrizLeo FernándezNo ratings yet
- Torneado ExcentricoDocument12 pagesTorneado Excentricozippote67% (6)
- Dios Como Una DanzaDocument6 pagesDios Como Una DanzaChuchoCruzNo ratings yet
- El RoscadoDocument11 pagesEl RoscadoUbaldo Sanchez100% (3)
- CONiCIDAD CLASSROMMDocument13 pagesCONiCIDAD CLASSROMMJuan Carlos Mamani QuispeNo ratings yet
- Escalonado en el torno: proceso de fabricación por tramos rectos y perfilesDocument1 pageEscalonado en el torno: proceso de fabricación por tramos rectos y perfilesAngel Her60% (5)
- Metodos de Division (Recto)Document8 pagesMetodos de Division (Recto)Alan Vallejos Cerda0% (1)
- Torneado ConicoDocument7 pagesTorneado Conicoenainmh76% (17)
- Ajustes normalizados: dimensiones máximas y mínimas de agujeros y ejesDocument2 pagesAjustes normalizados: dimensiones máximas y mínimas de agujeros y ejesMarcel GeonesNo ratings yet
- Barrenado y su proceso enDocument7 pagesBarrenado y su proceso enInnokentiyKeshaABNo ratings yet
- Deduccion de Formulas de Fuerza y Potencia de TaladroDocument20 pagesDeduccion de Formulas de Fuerza y Potencia de TaladroCarlos Galarza100% (2)
- DIVISION DIFERENCIAL Mecanica 3 PDFDocument22 pagesDIVISION DIFERENCIAL Mecanica 3 PDFDiego LunaNo ratings yet
- Cálculos de tren de engranajes para roscado mecánicoDocument2 pagesCálculos de tren de engranajes para roscado mecánicoAndrés Zùñiga Retana100% (1)
- Guia Practica de Cilindrado y Ref Rent AdoDocument4 pagesGuia Practica de Cilindrado y Ref Rent AdoelrafasaNo ratings yet
- Montaje Material y Fresado 15Document16 pagesMontaje Material y Fresado 15Eduardo Ordaya Laura17% (6)
- Introducción Al TorneadoDocument11 pagesIntroducción Al TorneadoCarlos Naranjo100% (1)
- Sepilladora MecánicoDocument232 pagesSepilladora Mecánicowilson alejandro50% (2)
- Tiempos de MecanizadoDocument21 pagesTiempos de Mecanizadotxarlitxan100% (3)
- Preguntas de FresadoraDocument8 pagesPreguntas de FresadoraLcNo ratings yet
- Aparato Divisor y Tipos de EngranesDocument43 pagesAparato Divisor y Tipos de EngranesÁngelMontoyaNo ratings yet
- Aparato DivisorDocument40 pagesAparato DivisorLuis Alvarez67% (3)
- Tallado de Engranajes Hipoidales - PPT ORIGINALDocument38 pagesTallado de Engranajes Hipoidales - PPT ORIGINALWilber Marcelo Apaz Arancibia50% (2)
- Problemas Resueltos de TaladroDocument1 pageProblemas Resueltos de TaladroAgustín0% (1)
- Esmerilado: proceso de remoción de material con partículas abrasivasDocument48 pagesEsmerilado: proceso de remoción de material con partículas abrasivasMatiasNo ratings yet
- Cabezales Divisores..Document14 pagesCabezales Divisores..דזשהאָנני טאָנאַטאָ33% (3)
- Codigos G Torno CNCDocument1 pageCodigos G Torno CNCLuis Armando Valero AlcalaNo ratings yet
- Informefresado y Torneado ExcentricoDocument20 pagesInformefresado y Torneado ExcentricoSimón RíosNo ratings yet
- Desarrollo Guia de RoscadoDocument16 pagesDesarrollo Guia de Roscadozuly olaya100% (1)
- Roscado en El TornoDocument10 pagesRoscado en El TornoDickson Casquete SanchezNo ratings yet
- Semana 10 - Fresado de Superficies Planas e Inclinadas PDFDocument24 pagesSemana 10 - Fresado de Superficies Planas e Inclinadas PDFJamil LozanoNo ratings yet
- Partes y Funcionamiento de TornoDocument2 pagesPartes y Funcionamiento de TornoCesarBermudez100% (2)
- CHAVETASDocument3 pagesCHAVETASAdela VelascoNo ratings yet
- Tipos de MicrometrosDocument7 pagesTipos de MicrometrosYered GuzmanNo ratings yet
- Generalidades de RectificadoDocument4 pagesGeneralidades de RectificadoCarlos NaranjoNo ratings yet
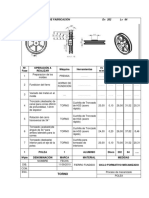
- Fabricacion de Una Polea PDFDocument24 pagesFabricacion de Una Polea PDFjavierdario plazas rinconNo ratings yet
- Ejercicios Plato DivisorDocument1 pageEjercicios Plato DivisorMané ParodiNo ratings yet
- Códigos de Torno CNCDocument15 pagesCódigos de Torno CNCAlfredo Aguilar0% (1)
- Partes Del TornoDocument4 pagesPartes Del TornoSAntii SCNo ratings yet
- Partes Del TornoDocument14 pagesPartes Del Tornoeduardosagastume888No ratings yet
- Partes Del TornoDocument27 pagesPartes Del TornoVictor Mamani ZarateNo ratings yet
- INFORME de RANURADODocument13 pagesINFORME de RANURADOSonia Elizabeth AmanchaNo ratings yet
- Partes de Una Maquina Convencional y CNCDocument9 pagesPartes de Una Maquina Convencional y CNCIsaac ArteagaNo ratings yet
- Partes principales del tornoDocument12 pagesPartes principales del tornoZurizaday LinaresNo ratings yet
- Torno paralelo: estructura, movimientos y operacionesDocument7 pagesTorno paralelo: estructura, movimientos y operacionesJohn G.No ratings yet
- Torno Apuntes 16 17Document22 pagesTorno Apuntes 16 17Roberto FernandezNo ratings yet
- U1 Circuitos Electricos y ElectronicosDocument9 pagesU1 Circuitos Electricos y ElectronicoslordcontraNo ratings yet
- Webinar SOLUCIÓN EN TABLEROS PARA SISTEMAS DE BOMBEO 13 de AgostoDocument61 pagesWebinar SOLUCIÓN EN TABLEROS PARA SISTEMAS DE BOMBEO 13 de AgostoAlvaro CastilloNo ratings yet
- Infocurso Elaboracion Circuitos ImpresosDocument20 pagesInfocurso Elaboracion Circuitos ImpresosDavid Gechem100% (1)
- Curso ONLINE Reparacion Telefonía Móvil Mundo Reparaciones 2020Document3 pagesCurso ONLINE Reparacion Telefonía Móvil Mundo Reparaciones 2020Alvaro CastilloNo ratings yet
- Guia de Aprendizaje 1Document14 pagesGuia de Aprendizaje 1GUSTAVO VASQUEZ SANCHEZNo ratings yet
- Agenda 2018 02Document2 pagesAgenda 2018 02Alvaro CastilloNo ratings yet
- Formulas Motores PDFDocument1 pageFormulas Motores PDFAlvaro CastilloNo ratings yet
- Leerarchivopdfsevenservlet PDFDocument1 pageLeerarchivopdfsevenservlet PDFAlvaro CastilloNo ratings yet
- AndresArias AnaMena 2009Document116 pagesAndresArias AnaMena 2009Alvaro CastilloNo ratings yet
- G02 MDNTDocument16 pagesG02 MDNTAlvaro CastilloNo ratings yet
- 2010 04 004 - SpanishDocument8 pages2010 04 004 - SpanishAlvaro CastilloNo ratings yet
- Calendario Cursos RA - Colombia - 2020Document2 pagesCalendario Cursos RA - Colombia - 2020Alvaro CastilloNo ratings yet
- Ficha Tecnica - Silla K - V2Document2 pagesFicha Tecnica - Silla K - V2Alvaro CastilloNo ratings yet
- Estatutos de La CorporacionDocument18 pagesEstatutos de La CorporacionAlvaro CastilloNo ratings yet
- Plegable T163Document2 pagesPlegable T163Alvaro CastilloNo ratings yet
- SimbologiaTuberias PDFDocument28 pagesSimbologiaTuberias PDFManuel Guerrero CotaNo ratings yet
- Automatización de Diseño Con Autodesk Inventor - Design EverythingDocument2 pagesAutomatización de Diseño Con Autodesk Inventor - Design EverythingAlvaro CastilloNo ratings yet
- Anatomia y Fisiologia Del Cuerpo HumanoDocument215 pagesAnatomia y Fisiologia Del Cuerpo Humanomarianoantoniogutier0% (1)
- Ej 5Document1 pageEj 5Alvaro CastilloNo ratings yet
- Rechapado Aglomerado Tarifa 2015Document2 pagesRechapado Aglomerado Tarifa 2015Alvaro CastilloNo ratings yet
- Elem - Basicos Diseño MecanicoDocument36 pagesElem - Basicos Diseño MecanicoJuli CaputoNo ratings yet
- Gobierno Declara Caducidad Del Contrato Del Túnel de La LíneaDocument2 pagesGobierno Declara Caducidad Del Contrato Del Túnel de La LíneaAlvaro CastilloNo ratings yet
- Logotipos y Arte Moderno PDFDocument27 pagesLogotipos y Arte Moderno PDFChristian Igor Zegarra-DávilaNo ratings yet
- AritRecreativaDocument239 pagesAritRecreativaAlvaro CastilloNo ratings yet
- 3-2-1 Acabados RugosidadDocument21 pages3-2-1 Acabados RugosidadDiego Gutiérrez MartínezNo ratings yet
- Construcción de Una Fresadora CNC Como Prototipo Experimental v2Document124 pagesConstrucción de Una Fresadora CNC Como Prototipo Experimental v2Alvaro Castillo100% (1)
- Mecanismos 2015-2Document10 pagesMecanismos 2015-2Alvaro CastilloNo ratings yet
- Expo AUTODEPURACIÓNDocument5 pagesExpo AUTODEPURACIÓNEduardo Yamunaqué CastroNo ratings yet
- T.acad-Segepe-Fed-2019-Mallqui Quispe y Huaroc ArroyoDocument51 pagesT.acad-Segepe-Fed-2019-Mallqui Quispe y Huaroc Arroyoolinda roman suarezNo ratings yet
- Trabajo de Biotecnologia - Produccion de Hongos ComestiblesDocument23 pagesTrabajo de Biotecnologia - Produccion de Hongos ComestiblesFavio Espinoza PortocarreroNo ratings yet
- Lab.3 Maq Estaticas Electricas Trafo 3 SecoDocument34 pagesLab.3 Maq Estaticas Electricas Trafo 3 SecoJose Alejandro Orellana SolisNo ratings yet
- Trabajo Especial de LaboratorioDocument125 pagesTrabajo Especial de Laboratorioadriana isabel ramirez terifeNo ratings yet
- Hua Ral 2010Document26 pagesHua Ral 2010Eduardo VasquezNo ratings yet
- Esquema de Tratamiento TB SensibleDocument22 pagesEsquema de Tratamiento TB SensibleJosé Luis Nogales AsteteNo ratings yet
- Decodificando El Dialecto BanqueñoDocument11 pagesDecodificando El Dialecto BanqueñocarusorogerNo ratings yet
- La ColecistitisDocument15 pagesLa ColecistitisMirian MamaniNo ratings yet
- 1 - Libro Titulos Valores - Parte 1 Hasta Pág 31 PDFDocument26 pages1 - Libro Titulos Valores - Parte 1 Hasta Pág 31 PDFMaJo Sancheez100% (1)
- CV Técnico Electromecánico actualizado 08/07Document3 pagesCV Técnico Electromecánico actualizado 08/07lauNo ratings yet
- SAT en EspañolDocument8 pagesSAT en EspañolAlberto DíazNo ratings yet
- TELETRABAJODocument19 pagesTELETRABAJOAlejandra Torres AlvarezNo ratings yet
- Induccion TGBDocument49 pagesInduccion TGBMarcos Gonzalez LarreguyNo ratings yet
- Formato RaeDocument26 pagesFormato RaemargaritaNo ratings yet
- Visita AtarjeaDocument11 pagesVisita AtarjeaRichard Ore CayetanoNo ratings yet
- Curva Característica Del DiodoDocument8 pagesCurva Característica Del DiodoTazann24100% (2)
- Mediciones y errores en la determinación de la densidadDocument8 pagesMediciones y errores en la determinación de la densidadjosecueva1618No ratings yet
- Carpeta Recuperació C.T. 4to Sec-2023Document41 pagesCarpeta Recuperació C.T. 4to Sec-2023Robert100% (1)
- Fabricación de Chompas A Base de Lana de AlpacasDocument12 pagesFabricación de Chompas A Base de Lana de AlpacasHEYDI ESTHER CAMACHO HUINCHONo ratings yet
- Inferioridad Numerica 5x6Document10 pagesInferioridad Numerica 5x6Jordi Cañadas LopezNo ratings yet
- GeneXusJuniorAnalyst SampleExam SPDocument23 pagesGeneXusJuniorAnalyst SampleExam SPPedroNo ratings yet
- Control y AutomatizaciónDocument15 pagesControl y AutomatizaciónKatita ChascaNo ratings yet
- Los JoniosDocument3 pagesLos JoniosRoss Mery DianaNo ratings yet