You might also like
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasFrom EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo ratings yet
- Manual Kit Iniciante - Rev.3Document134 pagesManual Kit Iniciante - Rev.3Felipe Costa100% (1)
- Norma ISO - Classificação de Aços InoxidáveisDocument16 pagesNorma ISO - Classificação de Aços InoxidáveisMateus GalliNo ratings yet
- Fornos para Fundicao e RefratariosDocument25 pagesFornos para Fundicao e RefratariosPablo MendezNo ratings yet
- Colhedora de Cana de Açucar CH950 CH960Document58 pagesColhedora de Cana de Açucar CH950 CH960valdinho DominguesNo ratings yet
- 02 - Fornos de FusãoDocument30 pages02 - Fornos de FusãoBananaliksNo ratings yet
- Norma SAE J 403Document1 pageNorma SAE J 403Claudio DiogoNo ratings yet
- Defeitos - Lingotamento de TarugosDocument62 pagesDefeitos - Lingotamento de Tarugos-No ratings yet
- VRF SamsungDocument71 pagesVRF Samsunglusoclima Ar Condicionado100% (11)
- Braco Do ViolaoDocument295 pagesBraco Do Violaoczacarin9127100% (1)
- Princípios Básicos de Siderurgia (Carlos Araújo)Document89 pagesPrincípios Básicos de Siderurgia (Carlos Araújo)neomba100% (1)
- Fundamentos Da HarmoniaDocument108 pagesFundamentos Da HarmoniaJoao Roberto Pereira100% (3)
- Refratarios e IsolantesDocument102 pagesRefratarios e IsolantesArimateaPisom100% (2)
- Aula 5 (Trefilação)Document28 pagesAula 5 (Trefilação)TalwaniNo ratings yet
- Funcionamento básico do alto-forno a carvão vegetalDocument14 pagesFuncionamento básico do alto-forno a carvão vegetalKim Almeida100% (1)
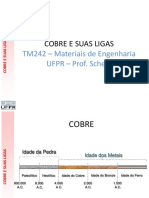
- Cobre e Suas LigasDocument67 pagesCobre e Suas Ligasfnahas_bh100% (1)
- Materiais refratários e suas aplicaçõesDocument23 pagesMateriais refratários e suas aplicaçõesMarcos Lima100% (2)
- Fornos de PiroliseDocument81 pagesFornos de PiroliseCarlosRamos100% (1)
- 6-Alto Forno EspecializacaoDocument40 pages6-Alto Forno EspecializacaoGeraldo Magela PereiraNo ratings yet
- Fornos de Reaquecimento e Laminação A QuenteDocument41 pagesFornos de Reaquecimento e Laminação A QuenteMauricio CamargoNo ratings yet
- Processos químicos no alto-fornoDocument25 pagesProcessos químicos no alto-fornoCrismeire IsbaexNo ratings yet
- Refratários básicos e avançados: propriedades e aplicaçõesDocument31 pagesRefratários básicos e avançados: propriedades e aplicaçõesRafael CruzNo ratings yet
- Apostila MACROGRAFIADocument20 pagesApostila MACROGRAFIABarros ElenildoNo ratings yet
- 6-Treinamento EscóriaDocument33 pages6-Treinamento EscóriaTati LimaNo ratings yet
- Dessulfuração de gusa no processo siderúrgicoDocument59 pagesDessulfuração de gusa no processo siderúrgicoMarduarte8383% (6)
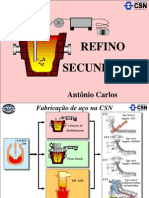
- Curso Refino Secundário 1Document34 pagesCurso Refino Secundário 1Jeferson Alves100% (3)
- SiderurgiaDocument160 pagesSiderurgiaPietro SalesNo ratings yet
- Elaboracao Refino To Do AcoDocument106 pagesElaboracao Refino To Do AcoBruno Henrique100% (3)
- REFRATARIOSDocument69 pagesREFRATARIOSSandro AzevedoNo ratings yet
- Processos pirometalúrgicos aplicados à metalurgia dos não ferrososDocument25 pagesProcessos pirometalúrgicos aplicados à metalurgia dos não ferrososPróssimu PasNo ratings yet
- Soldagem e metais: propriedades e aplicaçõesDocument96 pagesSoldagem e metais: propriedades e aplicaçõesFranqui FernandesNo ratings yet
- Trabalho de Forno de InducaoDocument6 pagesTrabalho de Forno de Inducaoluiliosm100% (1)
- Sistema de instalação elétrica: perfilados, eletrocalhas e acessóriosDocument37 pagesSistema de instalação elétrica: perfilados, eletrocalhas e acessóriosFabio Verdiana100% (1)
- Curso Refratarios PraticaDocument51 pagesCurso Refratarios Praticasaulimorais86% (14)
- Aula 7 Aciaria ElétricaDocument36 pagesAula 7 Aciaria ElétricaRomulo Oliveira Lino AlmeidaNo ratings yet
- Defeitos de fundição relacionados à qualidade das areiasDocument71 pagesDefeitos de fundição relacionados à qualidade das areiasMozart Costantin Hinterholz0% (1)
- Fundição contínua de metais e açosDocument49 pagesFundição contínua de metais e açosgiokniess0% (1)
- Seminário - Fornos Usados Na Fundição Dos MetaisDocument14 pagesSeminário - Fornos Usados Na Fundição Dos MetaisAdriano Ruiz100% (1)
- Checklist Projeto TCC: Guia para Elaboração de Trabalhos de Conclusão de CursoDocument3 pagesChecklist Projeto TCC: Guia para Elaboração de Trabalhos de Conclusão de CursoDouglas Petrin BertiniNo ratings yet
- PROJETO ENEM - Lista 01Document73 pagesPROJETO ENEM - Lista 01Elias Silveira de AlbuquerqueNo ratings yet
- Forno PanelaDocument19 pagesForno PanelaneblinadaserraNo ratings yet
- Avaliação de revestimento refratário em distribuidor siderúrgicoDocument19 pagesAvaliação de revestimento refratário em distribuidor siderúrgicoIsaac Brasil AlmeidaNo ratings yet
- Refratários para Convertedor LDDocument22 pagesRefratários para Convertedor LDWeslleySoaresNo ratings yet
- Defeitos de Lingotamento Contínuo e LaminaçãoDocument90 pagesDefeitos de Lingotamento Contínuo e Laminaçãozamporps100% (2)
- Produção de ferro e açoDocument78 pagesProdução de ferro e açoMatheus CapovillaNo ratings yet
- Aula 3 Convertedores LD PDFDocument85 pagesAula 3 Convertedores LD PDFRaulim Galvao100% (2)
- Resumo Colpaert Cap 4 RevisadoDocument29 pagesResumo Colpaert Cap 4 Revisadornissan100% (3)
- Treinamento de identificação e controle de defeitos em placasDocument56 pagesTreinamento de identificação e controle de defeitos em placasGisele LouresNo ratings yet
- NBR 122 - Acos-Ferramenta - Classificacao Designacao E Composicao QuimicaDocument15 pagesNBR 122 - Acos-Ferramenta - Classificacao Designacao E Composicao QuimicaLuan CasanovaNo ratings yet
- Efeitos Dos Elementos de Liga Nos AçosDocument31 pagesEfeitos Dos Elementos de Liga Nos AçosJosimar MachadoNo ratings yet
- Fundição Sob-PressãoDocument65 pagesFundição Sob-Pressãoluizbek100% (1)
- Ferro Fundido BrancoDocument10 pagesFerro Fundido BrancoJuliana NovaesNo ratings yet
- Origem de Defeitos Superficiais em TarugoDocument11 pagesOrigem de Defeitos Superficiais em TarugowesleycleNo ratings yet
- Niquel e Suas LigasDocument20 pagesNiquel e Suas LigasAlexander Beuting CamposNo ratings yet
- Processo LD (BOFDocument61 pagesProcesso LD (BOFJoão Carlos C. AtaydeNo ratings yet
- Estudo Da Recristalização de Um Aço Sae 1006 Laminado A FrioDocument73 pagesEstudo Da Recristalização de Um Aço Sae 1006 Laminado A FrioKaori OubaNo ratings yet
- Alumínio e Suas Ligas: Estrutura, Propriedades e AplicaçõesDocument53 pagesAlumínio e Suas Ligas: Estrutura, Propriedades e AplicaçõesRoberto Silva0% (1)
- Propriedades e aplicações do aço HadfieldDocument15 pagesPropriedades e aplicações do aço HadfieldgiokniessNo ratings yet
- Obtenção do AlumínioDocument8 pagesObtenção do AlumínioIzaura Maria100% (1)
- Manual Soldagem AlumínioDocument26 pagesManual Soldagem Alumíniocaiomaba2100% (1)
- NBR 06637 - Materiais Refratarios - Determinacao Da DilatacaoDocument2 pagesNBR 06637 - Materiais Refratarios - Determinacao Da DilatacaoSamuel Alencar GonçalvesNo ratings yet
- METAIS (Aços, Fundidos e Ligas de Aço)Document7 pagesMETAIS (Aços, Fundidos e Ligas de Aço)joaojeroNo ratings yet
- Resumo RefratáriosDocument3 pagesResumo RefratáriosYsraele DuanyNo ratings yet
- 03 IbarDocument18 pages03 IbarJavier2251987No ratings yet
- Processo Galvanização QuenteDocument50 pagesProcesso Galvanização QuenteJefferson PeilNo ratings yet
- Fundicao Por Gravidade em Molde PermanenteDocument32 pagesFundicao Por Gravidade em Molde PermanenteKauan CruzNo ratings yet
- Galvanização por imersão a quente para proteção de aços e ferros fundidosDocument56 pagesGalvanização por imersão a quente para proteção de aços e ferros fundidosSamuel JonesNo ratings yet
- Campo ElétricoDocument26 pagesCampo ElétricoMarcioNo ratings yet
- Prova de EconometriaDocument2 pagesProva de EconometriaIsaias SantosNo ratings yet
- Medição de ângulos com goniômetroDocument6 pagesMedição de ângulos com goniômetroAnonymous 1FAJCknl8No ratings yet
- Roteiro Das Avaliações Parciais - 9 SérieDocument2 pagesRoteiro Das Avaliações Parciais - 9 Sérienicolelacerda250qNo ratings yet
- Https WWW - Acafe.org - BR New Vestibular Acervo 2014 1 Prova OutrosDocument2 pagesHttps WWW - Acafe.org - BR New Vestibular Acervo 2014 1 Prova Outrosgabriellschmit0% (1)
- Sistema ARCS RefinadorDocument23 pagesSistema ARCS RefinadorElwis PinheiroNo ratings yet
- Aula 1. Introducao GGDocument23 pagesAula 1. Introducao GGJerónimo LourençoNo ratings yet
- Religiões, seitas e a BíbliaDocument103 pagesReligiões, seitas e a BíbliaFernandoPires100% (2)
- Métodos Numéricos - Aula 01Document25 pagesMétodos Numéricos - Aula 01Tulio SimaoNo ratings yet
- 21-Diagrama Ferro - CarbonoDocument19 pages21-Diagrama Ferro - CarbonoLucas SeverinNo ratings yet
- Manual 157 BR FeDocument8 pagesManual 157 BR FeParocaalAlmeidaNo ratings yet
- Esteira separadora objetos sensores pneumáticaDocument6 pagesEsteira separadora objetos sensores pneumáticaRobert Ximenes100% (1)
- Aula 8 - Testes de Hipóteses para A Média e ProporçãoDocument33 pagesAula 8 - Testes de Hipóteses para A Média e Proporçãosamuel Trigueiro CavalcanteNo ratings yet
- Estatistica Silvio Rocio PDFDocument10 pagesEstatistica Silvio Rocio PDFMarcelo Renato Moreira BaptistaNo ratings yet
- POO Aula02Document44 pagesPOO Aula02José Peterson DesenvolvedorNo ratings yet
- Manual Channel KhompDocument65 pagesManual Channel KhompOscarNo ratings yet
- Cardiomax Ecg Resp Desf MP - 03-11-15 PDFDocument3 pagesCardiomax Ecg Resp Desf MP - 03-11-15 PDFMarcelo SouzaNo ratings yet
- Raciociniologico para ConcursosDocument6 pagesRaciociniologico para ConcursosHenrique Honorato SantosNo ratings yet
- Crônicas de Um Engenheiro Recém-FormadoDocument8 pagesCrônicas de Um Engenheiro Recém-FormadoMarcos QueirózNo ratings yet
- CB 400 IiDocument0 pagesCB 400 IiDiogo Rodrigo AlmeidaNo ratings yet
- Programação 2021 - SET 400Document2 pagesProgramação 2021 - SET 400lua senNo ratings yet
- UFPB Cálculo Numérico exercíciosDocument5 pagesUFPB Cálculo Numérico exercíciosCybele AraújoNo ratings yet