Professional Documents
Culture Documents
Sopladores de Hollin Clyde Bergeman
Uploaded by
Dave SGCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Sopladores de Hollin Clyde Bergeman
Uploaded by
Dave SGCopyright:
Available Formats
Pgina 1 de 1
MANUAL DE INSTRUCCIONES PARA SOPLADOR RETRACTIL US
00
PGINA COVER
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.00.1.Pagina Cover-Spanish
Soplador de Holln US
MANUAL DE INSTALACIN, PUESTA EN SERVICIO, OPERACIN
y Mantenimiento Para AVALTEC C.T. LERMA Clyde Bergemann, Inc. Sales Order No.: Q-4830501 Orden de Compra del Cliente No.: 686/06 Fecha: 11 April, 2006
La informacin e instrucciones contenidas en ste manual son generadas por diseo. Los detalles del equipo especfico fabricado para ste proyecto estn contenidos en dibujos e informacin localizada al final de ste manual inmediatamente despus de la Seccin H2.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 5
A0
INDICE
Revisin Nmero US.A0.1.Indice.Spanish 1
12 Octubre 2005 I.D. Documento
INDICE
PARTE A - DESCRIPCION GENERAL DEL SOPLADOR
A1 - Operacin Bsica A2 - Componentes Principales A2.1 Cubierta del Soplador A2.2 Carro del Soplador A2.3 Lanza y Tubo de Alimentacin A2.4 Vlvula de Admisin y Mecanismo de Operacin A2.5 Opciones para la Caja de Pared A2.6 Suspensin del Soplador A2.7 Equipo Elctrico A2.8 Ensamble del Soporte de la Lanza y Tubo Alimentador (si se suministra) A2.9 Ensamble del Rodillo del Soporte Central
PARTE B INSTALACIN
B1 - Transporte y Almacenamiento B2 - Ubicacin del Soplador B3 - Instalacin del Soplador B4 - Tubera de Suministro de Vapor B5 - Suministro de Aire de Sello y de Barrido B6 - Conexin Elctrica
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 2 de 5
A0
INDICE
Revisin Nmero US.A0.1.Indice.Spanish 1
12 Octubre 2005 I.D. Documento
PARTE C - PUESTA EN SERVICO
C1 - Trabajo a efectuarse antes de la Puesta en Servicio C2 - Puesta en Servicio sin Vapor (Caldera Fra) C3 - Puesta en Servicio con Vapor (Caldera Caliente) C3.1 Ajuste de Presiones de Soplado
PARTE D - OPERACION DEL SOPLADOR Y SOLUCION DE PROBLEMAS
D1 - Operacin Normal D1.1 Procedimiento de Operacin D1.2 Frecuencia y Presin de Soplado
PARTE E - SOLUCION DE PROBLEMAS
E1 - Protector de Sobrecarga Disparado E2 - Alarma de Baja Presin E3 - Falla del Interruptor Lmite E4 - Falla del Interruptor Lmite Frontal E5 - Retraccin Manual
PARTE F - MANTENIMIENTO RUTINARIO DEL SOPLADOR
F1 - Cremallera del Engrane y Rodillos de Soporte Frontal F2 - Carro F2.1 Reductor con Motor F2.2 Empaque del Tubo Alimentador
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 3 de 5
A0
INDICE
Revisin Nmero US.A0.1.Indice.Spanish 1
12 Octubre 2005 I.D. Documento
F3 - Lanza y Tubo de Alimentacin F3.1 Tubo de Alimentacin F3.2 Tubo Lanza F3.3 Ensamble del Soporte Central F4 - Vlvula de Admisin con su Sistema de Control F4.1 Empaque del Vstago de la Vlvula F4.2 Asiento de la Vlvula y Cono F4.3 Sistema de Control de la Vlvula F5 - Canal Gua del Cable y Cadena-E F6 - Lubricacin F6.1 Lubricacin del Reductor F6.2 Lubricacin de la Cremallera , Engrane y Cadena-V F6.3 Lista de Lubricantes
PARTE G - MANTENIMIENTO DEL SOPLADOR
G1 - Movimiento Manual del Carro G2 - Reemplazo del Empaque del Tubo de Alimentacin G3 - Mantenimiento del Reductor y Motor G3.1 Remocin del Reductor G3.2 Remocin del Motor Unicamente G4 - Remocin de la Lanza y Tubo de Alimentacin G5 - Cubierta del Carrete Central G6 - Vlvula de Admisin y su Control
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 4 de 5
A0
INDICE
Revisin Nmero US.A0.1.Indice.Spanish 1
12 Octubre 2005 I.D. Documento
G6.1 Reemplazo del Empaque del Vstago de la Vlvula G6.2 Reemplazo de los Internos de la Vlvula G7 - Reemplazo del Rodillo del Soporte Frontal G8 - Reemplazo del Aditamento Gua del Cable y Caden-E G8.1 Reemplazo del Cable S.O. G8.2 Reemplazo de la Cadena-E G9 - Reemplazo de las Ruedas, Pin y Cremallera del Carro G9.1 Reemplazo de la Rueda Rueda G9.2 Reemplazo del Pin G9.3 Reemplazo de la Cremallera
PARTE H - ESPECIFICACIONES DEL CONTRATO
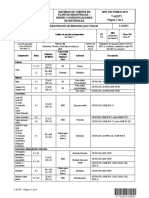
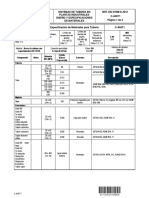
H1 - Listado de Ilustraciones Diagrama No. 1 Vista General del Soplador US Diagrama No. 2 Mecanismo de Operacin de la Vlvula Diagrama No. 3 Vista General del Ensamble del Carro del Soplador US Diagrama No. 4 Ensamble del Rodillo del Soporte Frontal Diagrama No. 5 Internos Ajustables de la Vlvula Diagrama No. 6 Soporte de Lanza/Tubo Alimentador Lanza se muestra siendo Soportada. Diagrama No. 7 - Soporte de Lanza/Tubo Alimentador Tubo Alimentador se muestra Siendo soportado.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 5 de 5
A0
INDICE
Revisin Nmero US.A0.1.Indice.Spanish 1
12 Octubre 2005 I.D. Documento
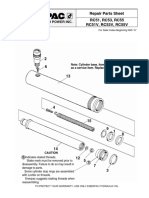
H2 - Listado de Partes Dibujo de Identificacin de Partes (BE-600A-US) Dibujo de Identificacin de Partes del Reductor Banco de Trabajo para Ajuste Dinmico del Embrague Dibujos Especficos del Contrato
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 5
A
DESCRIPCION
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.A.1.Descripcion.Spanish
A1.
OPERACIN BSICA
El Soplador para el Servicio de Generacin (US) es un soplador retrctil largo diseado para la limpieza de las superficies de calentamiento de la caldera. El Soplador Retrctil Largo utiliza ms eficientemente la energa potencial del medio de soplado (vapor aire) y la transforma casi completamente en energa cintica mediante las toberas venturi. El resultado es el mejor efecto de limpieza posible. Las secciones de flujo cruzado extra grandes evitan altas cadas de presin dentro del soplador y altas emisiones de ruido. Todos los componentes del soplador US son fabricados para una operacin sin problemas en el ambiente severo de las calderas de recuperacin aplicaciones similares. El elemento de soplado del soplador retrctil largo es el tubo lanza con dos toberas venturi opuestas situadas en el extremo frontal. El tubo lanza es introducido helicoidalmente dentro del paso de los gases y despus retornado a su posicin de descanso mediante el carro que es movido por el motorreductor. De sta forma, los dos chorros de soplado aseguran una cobertura de limpieza completa a lo largo de la distancia total de soplado. El medio de soplado es alimentado al tubo lanza por medio de la vlvula de admisin y el tubo de alimentacin fijo. La vlvula de admisin es accionada mecnicamente una vez que los venturis se han introducido dentro de la caldera y cierra antes que alcancen la pared de la caldera cuando regresan a la posicin de descanso. Para mejorar el efecto de limpieza y reducir erosiones, la lanza es retrada en un paso helicoidal diferente (indexado) cada vez que el soplador es operado. Debido a que el tubo lanza es retrado completamente del hogar de la caldera y enfriado con el medio de soplado durante la operacin, el soplador retrctil largo puede ser utilizado en reas con mayores temperaturas de gas que cualquier otro tipo de soplador. Sin embargo, es importante que las condiciones de diseo del soplador sean observadas todo el tiempo y se mantenga el enfriamiento apropiado. El efecto de limpieza del Soplador depende generalmente de lo siguiente: a. b. c. d. Tamao de los venturis utilizados, determinndose por el dimetro interno de los venturis. Presin del medio de soplado enfrente del venturi. Distancia entre la posicin del venturi y el tubo de la caldera. Tipo de contaminacin (condiciones de ensuciamiento escoria, etc.)
Las presion de soplado del soplador RS tiene que ser cuidadosamente monitoreada para prevenir limpieza insuficiente (presin de soplado probablemente muy baja!) y para evitar erosin excesiva en los tubos de la caldera (presin de soplado probablemente muy alta!). Cuando se utiliza vapor, es muy importante disear y operar el suministro de vapor para evitar soplar con condensado, lo cul causara dao severo a la caldera y al soplador. Es importante que todas las precauciones de seguridad sean estrictamente observadas, como se recomienda posteriormente en ste manual, para evitar lesiones y daos. Especialmente el suministro de vapor y el elctrico deben ser desconectados antes de cualquier mantenimiento trabajo de reparacin que est siendo efectuado en los componentes del soplador.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 2 de 5
A
DESCRIPCION
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.A.1.Descripcion.Spanish
A2.
COMPONENTES PRINCIPALES
A2.1 Soplador (Referirse al Diagrama No. 1, Parte H1) La cubierta, formada de acero formado de uso pesado, proporciona un soporte rgido y proteccin para los componentes del soplador. El diseo del soplador US intencionalmente d fcil acceso a todas las partes que requieren mantenimiento regular trabajo de reparacin. Rieles cuadrados y ngulos con cremalleras estilo atornillable se fijan a ambos lados de la cubierta para proporcionar soporte al carro del soplador y mantener un buen libramiento para el pin. Una cubierta superior removible en la posicin de descanso permite el reemplazo del reductor del motor a travs de la cubierta, dejando la cubierta del carrete central, lanza, tubo de alimentacin y la vlvula de control en su lugar. A2.2 - Carro del Soplador (Referirse al Diagrama No. 3, Parte H1) El carro del soplador consiste de dos componentes separados: La cubierta inferior del carrete central y el reductor/motor superior. As, la transferencia de calor excesivo de la cubierta del carrete central caliente al reductor del soplador es evitada y se minimiza la fuga de lubricante. El motor elctrico se monta directamente en el reductor. El reductor tiene dos flechas de salida para empuje. El reductor est provisto con rodillos laterales que guan el carro sobre los rieles. Un Rodillo y Pin son montados a las dos flechas de salida para empuje resultando en un doble empuje en la cremallera, uno en cada lado del reductor. A2.3 - Lanza y Tubo de Alimentacin El tubo lanza del soplador RS est diseado para cumplir con los requerimientos especficos de cada aplicacin. Las lanzas estndar son de 3, 4 y 5 con brida soldada a tope con alta penetracin para una conexin segura con el carrete central. El tubo de alimentacin fijo asegura un empaque de sellado apropiado mientras que la lanza set siendo introducida retrada. El tubo de alimentacin est conectado a la vlvula por medio de un sencillo anillo bipartido removible y una placa de amarre. El tubo de alimentacin estndar es de Acero Inoxidable 304 y 2 O.D. (60.3 mm O.D.) A2.4 - Vlvula de Admisin y Mecanismo de Operacim (Referirse al Diagrama No. 2 y No. 5, Parte H1)
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 3 de 5
A
DESCRIPCION
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.A.1.Descripcion.Spanish
El medio de soplado es introducido a la lanza y tubo de alimentacin mediante la vlvula de admisin, la cul cuenta con una brida estandar ANSI 600# R.F. La brida de la vlvula de admisin se conecta a la tubera de suministro del medio de soplado. El vstago de la vlvula es sellado mediante un empaque de grafito puro. Existe disponible para reemplazo y listo para instalacin, un juego correspondiente de cono tapn, vstago asiento y empaque. Cuando el carro del soplador comienza la insercin, la vlvula de admisin se abre por medio del ensamble de brazo y leva y cerrado de nuevo cuando regresa a su posicin de descanso. Las fuerzas de apertura estn bin centradas debido al sistema de soporte dual de la conexin. El recorrido cambiante es ajustable para cubrir el requerimiento real, relocalizando el perno en la barra de apertura. La ubicacin del control de la vlvula es fcilmente accesible para ajustes y trabajos de mantenimiento. La presin de la lnea de suministro puede ser ajustada independientemente con respecto a la apertura de la vlvula por medio del disco de control de presin. Un tapn roscado se suministra como estndar para monitorear la presin de soplado antes del asiento y para una conexin del aire de sello. A2.5 - Opciones de la Caja de Pared Dependiendo de las condiciones de presin del hogar, existen dos tipos de caja de pared disponibles: a. Se suministra una caja de pared de presin negativa para calderas con una condicin confiable de presin de gas negativa. Una placa flotante sostenida por resorte sella la apertura de la caldera suficientemente y an proporciona libranza apropiada para el tubo lanza. Para condiciones de operacin positiva, se recomienda una caja de pared de presin positiva con conexin de sello de aire para evitar fugas de gases a travs de las aperturas de los sopladores. Esta caja de pared tambin tiene una conexin para purga de vapor de la lanza.
b.
A2.6 - Suspensin del Soplador La placa frontal del soplador tiene dos brazos que se extienden desde el soplador. Estos brazos tienen un orificio roscado que se alnea con los dos orificios pivote que tiene la caja de pared del soplador. Los brazos de la placa frontal y los orificios pivote de la caja de pared estn alineados y se conectan con un perno roscado que se inserta a travs de los orificios. La caja de pared se suministra junto con el soplador y se solda a la manga de pared. Ver Parte B3. La parte posterior del soplador tiene una placa ranurada que se utiliza para soportar la parte trasera del soplador. Se inserta un perno a travs de dos varillas de colgar y de las placas ranuradas para soportar la parte posterior del soplador. Ver Parte B3.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 4 de 5
A
DESCRIPCION
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.A.1.Descripcion.Spanish
Por favor revise los dibujos de instalacin includos en la ltima parte de ste manual para detalles sobre cmo colgar el soplador. A2.7 - Equipo Elctrico (Referirse al Diagrama No. 1, Parte H1) El recorrido del soplador US est restringido por dos interruptores lmite, uno en la posicin de descanso y el otro en la de reversa. Estos interruptores lmite, activados por una palanca atornillada a la cubierta del carrete central, son ajustables. El suministro electrico para el motor del carro se efecta mediante un cable S.O.cudruple que es guiado por la cadena-E y su gua. El suministro elctrico de los interruptores lmite y del motor puede ser accesado desde una caja elctrica que se monta sobre uno de los lados de la cubierta del soplador. Por favor vea al final de ste manual para dibujos ms detallados de la caja elctrica. A2.8 - Ensamble del Soporte de la Lanza y Tubo Alimentador . (Referirse al Diagrama No. 6 y 7, Seccin H1) El soplador US es suministrado en ocasiones con un soporte para la lanza y el tubo alimentador. El requerimiento para sto se basa en varios factores tales como la longitud del recorrido, dimetro del tubo lanza, etc. Este mecanismo es suministrado para proporcionar soporte al tubo lanza cuando el soplador est en la posicin de descanso, previniendo as la deformacin de la lanza al enfriarse despus de haberse retrado de la caldera. Este mecanismo tambin proporciona soporte al tubo alimentador cuando la lanza est completamente extendida, previniendo as la deformacin del tubo. Este mecanismo es actuado utilizando una leva montada al soporte del tubo alimentador. Hay una palanca actuadora entre el soporte del tubo alimentador y el eje soporte de la lanza que gira estos dos componentes a la orientacin adecuada. Cuando el soplador est en la posicin de descanso, el ensamble del soporte est sosteniendo la lanza. A medida que el soplador viaja dentro de la caldera, un perno actuador montado al carro har contacto y rotar la leva montada en el soporte del tubo. Debido al recorrido lineal del soplador se efectuar el giro de la leva. Esta rotacin girar el ensamble del soporte del tubo alimentador y lo colocar en posicin al mismo tiempo que rotar el soporte del tubo lanza para quitarlo del camino. La operacin contraria se ejecutar cuando la lanza se retraiga de la caldera. Los dos diagramas provistos al final de ste manual muestran los principales componentes de ste mecanismo as como una imgen visual de la forma como luce cuando el soporte est sosteniendo la lanza as como el soporte del tubo alimentador est sosteniendo al mismo.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 5 de 5
A
DESCRIPCION
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.A.1.Descripcion.Spanish
A2.9 Ensamble del Rodillo del Soporte Central. (Referirse al Diagrama No. 4, Seccin H1) El soplador US se suministra con uno de los dos estilos diferentes de ensamble de rodillos del soporte frontal, sin correccin de cada y con correccin de cada. Ambos estilos soportan el peso del tubo lanza del soplador y tambin ayudan en el recorrido lineal y rotacin La desicin sobre cul estilo de ensamble de la placa del soporte frontal se utilizar se basa en varios factores tales como longitud del recorrido, cada permitible, arreglo interno de tubos, etc. El ensamble de placa frontal sin correccin de cada es una placa fija soldada a la cubierta del soplador. Esta placa tiene rodillos de soporte de la lanza montados y que pueden ser ajustados axialmente para permitir que la lanza gire sin rozamiento debido al recorrido lineal. El ensamble de placa frontal con correccin de cada es una combinacin de dos placas (Una Placa Fija y una Movible). La placa frontal fija est soldada a la cubierta del soplador. La placa frontal ajustable est atornillada a la placa frontal fija. La placa frontal ajustable tiene mltiples funciones. Tiene la habilidad de ajustar la correccin de cada del tubo lanza as como tener un ensamble de rodillos de pivote para controlar cualquier movimiento angular de la lanza como resultado de la correccin de cada. Los rodillos soporte en sta placa tambin se pueden ajustar axialmente para permitir que el tubo lanza gire sin friccin debido al recorrido lineal.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 4
B
INSTALACION
Revisin Nmero US.B.0.Instalacion.Spanish 1
12 Octubre 2005 I.D. Documento
B1.
TRANSPORTACIN Y ALMACENAMIENTO
Los sopladores sern embarcados ya sea en camin con plataforma en un contenedor sin cubierta (carga marina). Durante el proceso de descarga, los sopladores deben ser manejados cuidadosamente para evitar daos a sus componentes. Por ejemplo, la caja elctrica, interruptores lmite y la cadena-E montada a un costado de la cubierta pueden ser daados fcilmente. Cuenta con unas orejas para levantarlo localizadas en el frente y atrs del soplador en la parte superior de la cubierta, las cuales deben ser utilizadas para levantar el soplador. El utilizar una banda alrededor de la seccin media de la cubierta v a comprimir los lados de la misma y puede resultar en una operacin defectuosa del equipo cuando se ponga en operacin. En casos cuando los sopladores no sern instalados y puestos en servicio por un largo perodo de tiempo despus de que han sido recibidos en sitio, es necesario un ambiente seco para proteger ciertos componentes elctricos de deteriorarse y las partes metlicas expuestas contra la oxidacin. Utilice el siguiente lineamiento: a. Los sopladores necesitan ser elevados al menos cuatro (4) pulgadas de la superficie del piso. Se necesitan colocar cubiertas sobre los sopladores para protegerlos de la lluvia directa, etc. Las cubiertas no deben estar completamente selladas para permitir ventilacin. Las partes metlicas expuestas salen de la fbrica con un inhibidor de corrosin a base de cera aplicado a ellas. Esto debera ser satisfactorio por al menos 2 meses. CBI no recomienda que los sopladores estn sujetos a almacenamiento externo por ms de 6 meses, especialmente en condiciones de clima severo. Los sopladores deberan ser inspeccionados cada 4 semanas para renovar el inhibidor de corrosin, en lugares donde se requiera y ver si se han presentado algunos otros problemas. Cuando sea posible, se aconseja operar los sopladores para ayudar a mantener los rodamientos y sellos en buenas condiciones de trabajo. Las cajas elctricas deben mantenerse secas con las cubiertas aseguradas para prevenir dao por agua.
b. c. d.
e.
B2.
UBICACIN DEL SOPLADOR
Siga los dibujos de instalacin para determinar la ubicacin apropiada para los sopladores. Estos dibujos pueden ser encontrados al final de ste manual en la Seccin H. Asegrese de revisar cuidadosamente las placas del nombre localizadas en un costado cerca de la parte trasera del soplador para su identificacin. Debe hacerse notar que los sopladores parecen idnticos pero pueden tener componentes completamente diferentes tales como reductores,
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 2 de 4
B
INSTALACION
Revisin Nmero US.B.0.Instalacion.Spanish 1
12 Octubre 2005 I.D. Documento
tubos lanza, etc. Por favor contacte Clyde Bergemann, Inc. si existe alguna duda sobre la ubicacin correcta de dnde debe ir ubicado un soplador.
B3.
INSTALACIN DEL SOPLADOR
Los dibujos de instalacin pueden encontrarse al final de ste manual, en la Seccin H, para auxiliar en el proceso de instalacin. Cada soplador tiene aditamentos de montaje en dos ubicaciones. El frente del soplador tiene orejas soldadas en la placa frontal del soplador que se monta a la caja de pared/manga en la caldera. La parte posterior del soplador tiene una mnsula ranurada soldada a la parte superior de la cubierta que conecta al acero estructural por medio de las varillas posteriores de amarre. Wallbox Mounting Arrangement Rear Hanger Arrangement
Rondana (BE-505)
Pasador (BE-820)
Tuercas de Tiramtes (BE-1168)
Tirante (BE-690)
Flecha (BE-N1-45064A-US)
Abrazadera (BE-688)
Flecha de Suspension (BE-692)
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 3 de 4
B
INSTALACION
Revisin Nmero US.B.0.Instalacion.Spanish 1
12 Octubre 2005 I.D. Documento
B4.
TUBERA DE SUMINISTRO DE VAPOR
Para conexin a la tubera de suministro de vapor, se proporcionan una brida compaera (en algunos casos tambin se proporciona un reductor), junta, pernos y tuercas. La brida compaera se debe soldar a la tubera y entonces se conecta a la vlvula de admisin con la junta, pernos y tuercas suministrados.
Perno (8) BE-243 (600#) BE-1372 (900#) Tuerca (16) BP863057-3200 (600#)
Junta (1) BE-1017 (600#) BE-1257 (900#)
La tubera de suministro de vapor debe ser colocada de tal forma que evite cargas excesivas de tensin y ofrezca drenaje apropiado al soplador. Cargas excesivas de tensin pueden causar dao al soplador y deben ser evitadas. Si existe alguna pregunta con respecto a ste tema, por favor contacte Clyde Bergemann, Inc. Por favor refirase al dibujo de Fuerzas Mximas en la Brida del Soplador provisto con el contrato.
B5.
SUMINISTRO DE AIRE DE SELLO Y DE BARRIDO
Si se suministra aire de sello a la caja de pared, la vlvula de admisin, ambos, debern tomarse precauciones especiales. Una presin y flujo adecuado deben estar presentes para asegurar que los gases de combustin no penetren al tubo lanza, tubo de alimentacin a la vlvula de admisin. Si la caja de pared debe sellarse con aire, debe instalarse un orificio de de dimetro antes de la misma. Esto es para asegurar que un flujo adecuado sea proporcionado a la vlvula de admisin. Tambin debe de tenerse cuidado de evitar la formacin de condensado en la lnea de aire mediante el drenado apropiado de la lnea de suministro. Se recomienda que sea 50 SCFM por soplador a 4 6 de Columna de Agua arriba de la presin de operacin del hogar.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 4 de 4
B
INSTALACION
Revisin Nmero US.B.0.Instalacion.Spanish 1
12 Octubre 2005 I.D. Documento
B6.
CONEXIN ELCTRICA
Proporcione la corriente de suministro al soplador de acuerdo a los dibujos esquemticos de conexin suministrados con los documentos del contrato. Asegrese que el voltaje de suministro y la frecuencia sean de acuerdo a la placa del motor y que se sigan los procedimientos adecuados, como se describe en la Seccin C2: Puesta en Servicio Sin Vapor.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 5
C
Revisin Nmero 1
PUESTA EN SERVICIO
12 Octubre 2005 I.D. Documento US.C.1.Puesta en Servicio.Spanish
Si se necesita un Representante de Servicio de Clyde Bergemann para la supervisin del proceso de Puesta en Servicio, por favor contacte el Departamento de Servicio de CBI.
C1.
TRABAJO A EFECTUARSE ANTES DE LA PUESTA EN SERVICIO
a. Todos los bloqueos y amarres deben ser removidos del soplador. El soplador debe ser limpiado completamente de suciedad y basuras. Compruebe que no hay dao resultante por la transportacin instalacin del equipo. El Reductor y los Rodamientos son lubricados apropiadamente antes de salir de la fbrica. Si se requiere lubricar de nuevo como resultado de algn dao/trabajo de reparacin, por favor vea la Seccin F6.3 Revise la caja de conexin elctrica en el costado del soplador para asegurar que est cableado de acuerdo al Diagrama de Cableado provisto. Se coloca un diagrama de cableado en cada caja de conexin antes de la entrega y tambin puede encontrarse al final de ste manual. No apriete el empaque del vstago de la vlvula de admisin y el del tubo de alimentacin antes de poner en servicio el soplador.
b.
c.
d.
C2.
PUESTA EN SERVICIO SIN VAPOR (CALDERA FRA)
(Referirse al Diagrama No. 2, 6 & 7) a. ntes de la operacin inicial, desconecte el suministro elctrico e inserte y retraiga manualmente el carro mediante la flecha de retraccin de emergencia localizada en la parte trasera del reductor. Se necesitar una herramienta de poder (taladro elctrico llave neumtica) y un dado profundo de 5/8 para insertar y retraer completamente el carro. Durante sta operacin, revise en el interior de la caldera por si existe alguna obstruccin tolerancia muy pequea en el paso de la lanza. Al mismo tiempo, revise cualquier atorn que pueda ocurrir al carro. Asegrese que la vlvula de admisin sea abierta apropiadamente por el mecanismo de la vlvula, el cul es actuado por el perno de disparo y la leva localizados en un costado del carro y soplador respectivamente. Revise la ubicacin del venturi con relacin a la pared de la caldera cuando la vlvula de admisin sea abierta. El ajuste del recorrido de apertura puede ser modificado moviendo el perno de disparo, el cul est localizado en el costado izquierdo del carro del soplador. b. Moviendo el perno en direccin a la caldera disminuir el recorrido de apertura, resultando que la vlvula de admisin abra cuando el venturi est ms cerca a la pared de la caldera. Moviendo el perno de disparo en direccin opuesta a la caldera, resultar en un recorrido de disparo mayor.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 5
C
Revisin Nmero 1
PUESTA EN SERVICIO
12 Octubre 2005 I.D. Documento US.C.1.Puesta en Servicio.Spanish
c.
Inserte el carro a un punto que est ~3 adelante del interruptor lmite posterior. Conecte el suministro de energa al soplador y pruebe el motor para la correcta direccin de rotacin. El carro debera retraerse y parar cuando llegue al interruptor lmite. Si el carro se dirige a la caldera, las terminales del motor debern invertirse en la caja de conexines. Si el carro no para cuando llega al interruptor lmite posterior, se saldr de la cremallera y golpear la placa posterior. La falla del interruptor lmite debe revisarse por un electricista. Antes de que el soplador sea reactivado, el reductor debe regresarse hasta que el pin haga contacto con la cremallera. Utilizando un dado de 5/8 y una matraca, gire la flecha de retraccin hasta que enbone el pin en la cremallera. Si se siente resistencia en la matraca, invierta la misma y empuje el reductor en direccin de la caldera y utilizando la matraca, enbone el pin y cremallera. Precaucin: El pin del reductor puede ser insertado con un diente fuera, lo cul puede resultar en dao. Una vez que se logra enbonar, el soplador puede ser reactivado.
d.
Opere cada soplador para corroborar una operacin suave y la correcta ubicacin de los venturis en la posicin de reversa y de descanso. Tambin revise la corriente apropiada del motor. Tambin se recomienda fuertemente la operacin de los sopladores a travs del sistema de control. Revise la pendiente del soplador. El soplador debe estar desfasado de forma que cuando la unidad est caliente, quede correctamente inclinado para el drenaje. Revise los dibujos de instalacin para mayor informacin. El Soplador US es instalado con la intencin de utilizar el mecanismo de indexacin. Indexar es la rotacin de la lanza, sin movimiento de avance, para conseguir una nueva Hlice con cada ciclo del soplador. Esto permite que las toberas de la lanza limpien a travs de un paso ligeramente diferente (nueva hlice) con cada operacin del soplador permitiendo majora en la limpieza de las superficies de los tubos de la caldera. La indexacin es realmente un aditamento mecnico patentado del reductor de CBI. Cuando el soplador llega al final de su reccorrido de avance, el carro golpea simultneamente una barra de paro y el interruptor lmite de insercin completa. Cuando el carro golpea el bloque de paro se engrana un acoplamientoen el reductor, el cul descontina el movimiento de avance del carro pero contina girando la lanza. Controlando la cantidad de tiempo que se permite a la lanza girar, se adquiere la indexacin y una nueva hlice para que limpie las toberas de la lanza. El controlar la cantidad de tiempo que se permite girar a la lanza es la clave de sta operacin. Para poder controlar la cantidad de tiempo para indexar, los controles elctricos del soplador deben ser establecido correctamente. Los controles pueden ser ya sea cableados manualmente programados dentro del PLC del Cliente de la forma siguiente:
e.
f.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 5
C
Revisin Nmero 1
PUESTA EN SERVICIO
12 Octubre 2005 I.D. Documento US.C.1.Puesta en Servicio.Spanish
Como se mencion anteriormente, cuando el soplador llega al final de su recorrido de avance, contacta el interruptor lmite de insercin completa. Activando ste interruptor lmite contacta un relevador de demora de tiempo (ya sea por cableado en el PLC) el cul demora la cada del contactor del arrancador de motor de reversa. El tiempo de sta demora debe ser fijado a 0.8 segundos. Esta cantidad de tiempo permitir al reductor que contine girando para la indexacin requerida en la lanza. Cuando sta demora de tiempo pasa, el contactor de avance es desenergizado permitiendo que se energize el contactor de reversa, comenzando la remocin del carro y lanza de la caldera. Por favor note: En aplicaciones de sopladores donde no hay indexacin, el interruptor lmite de insercin completa desconecta el contactor de avance tan pronto como el interruptor lmite es contactado. Co la indexacin, el interruptor lmite de insercin completano desconecta el contactor de avance, inicia una demora de tiempo que cuando termine va a desconectar el contactor de avance. g. Si viene con el equipo, revise el soporte de la lanza y tubo alimentador para asegurar que est trabajando apropiadamente. Una rotacin suave del soporte de lanza y tubo alimentador es esencial. Tambin, el perno actuador debe enganchar la leva correctamente a la entrada y salida de la lanza de la caldera.
C3.
PUESTA EN SERVICIO CON VAPOR (CALDERA CALIENTE)
a. Asegrese que el cabezal de suministro de vapor est libre de basura antes de soplar por primera vez; de no ser as, puede resultar en dao a los internos de la vlvula de admisin, empaque del tubo de alimentacin al tubo de alimentacin mismo. Nunca limpie el cabezal soplando la basura de contruccin a travs del soplador. Desconecte la vlvula de admisin de la brida del cabezal, cbralo y sopletelo apropiadamente. Debe instalarse una nueva junta entre la brida del cabezal y la brida de la vlvula de admisin cuando se reconecten. La parte ms importante del procedimiento de puesta en servicio es el ajuste de la presin de soplado. Cada vlvula de admisin se suministra con un disco de control de presin para ajustar la presin de suministro a la presin de soplado deseada. El ajuste de la presin inicial debera estar basado en historia pasada a alguna recomendacin de Clyde Bergemann. Es muy importante observar los efectos de la presin inicial de soplado en la superficie de calentamiento. Si las superficies no estn siendo limpiadas adecuadamente, la presin podr requerir ser incrementada. Si los tubos muestran seales de erosin, la presin de soplado necesitar ser reducida. Las vlvulas de admisin vienen de fbrica totalmente abiertas. Se requerir hacer ajustes. Hay dos tipos de ensambles diferentes de vlvulas de admisin. Cada uno tiene un tipo diferente de ajuste de presin de soplado. Hay una vlvula de Ajuste Externo en la cul la presin de soplado puede ser ajustada mientras el soplador est en operacin con
b.
c.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 5
C
Revisin Nmero 1
PUESTA EN SERVICIO
12 Octubre 2005 I.D. Documento US.C.1.Puesta en Servicio.Spanish
vapor y hay otra con Ajuste Interno, la cul tiene que ser ajustada cuando el soplador no est operando. A continuacin estn las instrucciones para el ajuste de la presin de soplado en una vlvula de ajuste externo, la cul es la estndar. C3.1 - Ajuste de la Presin de Soplado Precaucin! Unicamente el personal con autorizacin/experiencia deber ser permitido a ejecutar sta tarea para evitar una posible lesin personal dao al equipo. El soplador debe ser bloqueado elctricamente antes de abrir los tapones laterales de la vlvula de admisin. a. b. c. Asegrese que la vlvula de admisin se encuentra cerrada comprobando que exista un espacio entre el vstago de la vlvula y el brazo de conexin. Quite el tapn de NPT en el costado de la vlvula e instale un manmetro. Puede adquirir en ensamble del manmetro (BE-1167) de Clyde Bergemann. Destrabe la tuerca de ajuste levantndola primero y luego girando 180 la placa de bloqueo. Empuje la chaveta de regreso dentro de la ranura, con la placa apuntando hacia abajo, mientras se asegura la tuerca de empaque. Desbloquee el soplador elctricamente y arrnquelo. Utilice una llave especial de 2 (BE-897) que se suministra con el equipo para girar la tuerca de ajuste. 1. 2. f. Gire con las manecillas del reloj para disminur la presin. Gire en contra de las manecillas del reloj para aumentar la presin.
d. e.
Una vez que se obtiene la presin deseada, gire la tuerca de ajuste en contra de las manecillas del reloj hasta queel lado plano del hexgono est paralelo a la placa de seguro. Ponga la placa de seguro de regreso en la posicin de fijado apuntando hacia arriba. Asegrese que la chaveta se encuentre segura en la ranura. Regrese el soplador a la posicin de descanso y asegrese que la vlvula de admisin est cerrada. Asegure el soplador electricamente
g. h.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 5
C
Revisin Nmero 1
PUESTA EN SERVICIO
12 Octubre 2005 I.D. Documento US.C.1.Puesta en Servicio.Spanish
i.
Quite el manmetro y reinstale el tapn con el soplador en la posicin de descanso.
Placa del Seguro
Holgura de 1/32
Tapn NPT de
Tuerca de Ajuste
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 1
D
OPERACIN
Revisin Nmero US.D.1.Operacin.Spanish 1
12 Octubre 2005 I.D. Documento
D1.
OPERACIN NORMAL
D1.1 - Procedimiento de Operacin Generalmente, el soplador US es parte de un sistema completo de limpieza con varios sopladores, tubera con vlvulas de drenaje, arrancadore de motores y los sistemas de control que permiten la operacin automtica del soplador en una secuencia, regulando el ciclo de calentamiento del sistema de tuberas de las vlvulas y los permisivos necesarios para salvaguardarlo. D1.2 - Presin y Frecuencia de Soplado La frecuencia requerida de operacin de los sopladores depender de muchos factores, tales como la naturaleza de la contaminacin, temperatura de los gases, combustible, parmetros de diseo, etc. Se requiere establecer una prctica del ciclo de limpieza establecido checando visualmente la acumulacin de ceniza en las superficies de calentamiento y monitoreando las temperaturas de los gases de combustin y cambios de presin. Si el efecto de limpieza no es suficiente, la frecuencia y/o presin de soplado puede ser ajustada. En el caso de que ciertas reas no sean limpiadas lo suficiente, los sopladores correspondientes a esas reas pueden ser ajustados individualmente! Debido a que los chorros de soplado de los sopladores a menudo tienen un efecto erosivo si hay ceniza polvo presente, se recomienda checar regularmente las superficies para seas de erosin y reducir la presin de soplado si se encuentra dao. Cuando se saca un soplador de servicio por un perodo largo de tiempo, se recomienda cubrirlo para evitar daos. Por favor contacte Clyde Bergemann Inc, para mayores instrucciones.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 2
E
Revisin Nmero 1
GUA DE PROBLEMAS
12 Octubre 2005 I.D. Documento US.E.1.Guia de Problemas.Spanish
Dependiendo de los permisivos individuales del sistema de control, las siguientes condiciones de alarma son tpicas:
E1.
SOBRECARGAS DISPARADOS
El soplador utiliza un motor elctrico para operar el reductor. Este motor requiere un arrancador reversible con proteccin de sobrecarga. Si una condicin de sobrecarga es alcanzada, el soplador debe enviar una alarma al sistema de control y automticamente retraer el carro a la posicin de descanso. Puede requerirse revisar el soplador para asegurarse de que el carro haya llegado a la posicin de descanso, y si no,retraerlo manualmente (Ver Seccin E5 abajo: Retraccin Manual). El soplador debe ser eliminado del sistema de secuencia hasta que haya sido encontrada la razn para la condicin de sobrecarga y corregida.
E2.
ALARMA DE BAJA PRESIN
La alarma de baja presin consiste de un interruptor de presin localizado en el cabezal principal antes del primer soplador, el cul es conectado al sistema de control. En una condicin de baja presin, el sistema de control ejecutar inmediatamente la retraccin del soplador operando a la posicin de descanso. Clyde Bergemann, Inc. puede asistir en determinar como fijar el punto de baja presin.
E3.
FALLAS DEL INTERRUPTOR LMITE
Cuando falla el interruptor lmite en la posicin de descanso, el carro se retrae a una posicin segura donde ambos piones ya no estn engranados con la cremallera. Cuando el tiempo de operacin ha sido excedido, se iniciar una alarma. El carro del soplador tendr que ser vuelo an engranar manualmente y el interruptor lmite tiene que ser revisado antes de reasumir la operacin.
E4.
FALLA DEL INTERRUPTOR LMITE FRONTAL
Cuando falla el interruptor lmite en la parte frontal del soplador, el carro es detenido mecnicamente por dos bloques frontales de tope. Como resultado, el tiempo de operacin ser excedido. El soplador debera entonces automticamente retraerse. Revise el interruptor lmite antes de poner nuevamente el soplador en servicio.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 2 de 2
E
Revisin Nmero 1
GUA DE PROBLEMAS
12 Octubre 2005 I.D. Documento US.E.1.Guia de Problemas.Spanish
E5.
RETRACCIN MANUAL
En los casos en que el carro no puede ser retrado automticamente del hogar (i.e. sobrecarga del motor, falla elctrica, etc.), el carro tiene que ser retrado con la flecha de retraccin de emergencia localizada sobre el sproket en la parte trasera del reductor. Se requerir un dado profundo de 5/8 y una llave neumtica elctrica. Un retractor de cadena de cable (si se utilizan para sacar el carro) pueden causar dao al gusano y engrane dentro del reductor. Esto solo debe ser intentado cuando ya se han agotado otros esfuerzos por retraer el carro.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 6
F
Revisin Nmero 1
MANTENIMIENTO DE RUTINA
12 Octubre 2005 I.D. Documento US.F.1.Mantenimiento de Rutina.Spanish
Se recomienda fuertemente utilizar nicamente los lubricantes como se listan posteriormente en sta seccin. Estos lubricantes son los ms adecuados para el servicio a sopladores. La utilizacin de lubricantes no adecuados durante el perodo de garanta puede afectal la responsabilidad de la compaa bajo los trminos de garanta. Tambin es importante no mezclar otros lubricantes con cualquiera de los originales que se proporcionan con el soplador.
F1.
CREMALLERA Y RODILLOS DEL SOPORTE FRONTAL
a. b. Regularmente limpie los rieles del carro (tubo cuadrado soldado a los lados de la cubierta) para prevenir acumulacin de polvo. Para lubricacin de la cremallera, se recomienda la utilizacin de un aerosol de pelcula seca de disulfito de molibdeno, como el suministrado por Clyde Bergemann, Inc. La pelcula seca no atrae la ceniza y otros contaminantes abrasivos, como lo hace la grasa. Los rodamientos del rodillo frontal son sellados para una larga vida y lubricados con una grasa especial de alta temperatura.
c.
F2.
CARRO
F2.1 - Reductor con Motor a. El reductor es rellenado de fbrica con un aceite sinttico especial, el cul no requiere ser cambiado. Rellene al nivel indicado si se requiere debido a fugas reparacin. Ya que un nivel muy bajo de aceite conducir a un desgaste prematuro, es necesario revisar regularmente el reductor por si hay fugas. Importante: Nunca mezcle ningn aceite sinttico con un aceite de base mineral. Esto daar severamente los engranes. El motor no requiere mantenimiento de rutina.
b.
F2.2 - Empaque del Tubo de Alimentacin El soplador se suministra con un empque de grafito y es ideal para aplicaciones de alta temperatura (arriba de los 500 F) donde otro material alternativo, como el Teflon, no puede ser utilizado. El prense debe ser apretado nicamente lo suficiente para evitar fugas excesivas. El sobreapretarlo v a acortar la vida del empque y forzar innecesariamente el sistema motriz del soplador. Apriete uniformemente las tuercas del prense del ajustador automtico del empaque para evitar cargas no simtricas. Los intervalos de mantenimiento dependen enormemente de las condiciones de operacin. Se recomienda que inspeccione el empaque del tubo de alimentacin cada dos semanas y
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 6
F
Revisin Nmero 1
MANTENIMIENTO DE RUTINA
12 Octubre 2005 I.D. Documento US.F.1.Mantenimiento de Rutina.Spanish
ajuste las tuercas del prense segn se requiera, para evitar falla prematura por corte de vapor. En caso de que no pueda detenerse la fuga excesiva de vapor por el empaque mediante el ajuste del prense, se podr requerir de un empaque nuevo. Por favor refirase a la Seccin G2: Reemplazo del Empaque del Tubo de Alimentacin.
F3.
TUBOS LANZA Y DE ALIMENTACIN
F3.1 - Tubo de Alimentacin El tubo de alimentacin se suministra con una superficie de acabado pulido. Es esencial que sta superficie sea mantenida as lo ms posible durante el manejo e instalacin. El daar la superficie reducir enormemente la vida del empaque. No se recomienda la lubricacin del tubo de alimentacin debido a que la grasa aceite atraeran contaminacin erosiva. Se encuentra disponible un tubo de alimentacin con recubrimiento de cromo Armor Glide, el cul tiene una superficie ms dura que resistir el desgaste por un perodo de tiempo mayor. F3.2 - Tubo Lanza Durante inspecciones de rutina, se recomienda revisar el tubo lanza para verificar su alineacin la formacin de incrustaciones que afectarn la operacin del soplador. F3.3 - Enasmble del Soporte Central Nota: Para cualquier ajuste del ensamble del soporte central, referise a las INSTRUCCIONES DE INSTALACION. YARRELGO DEL SOPORTE CENTRAL dibujo No. CBA 001574-SETUP localizado en la parte posterior de ste manual. La alineacin inapropiada del soporte central puede causar dao al soplador. Durante la inspeccin de rutina, asegrese que el soporte central no interfiere y el carro viaja libremente a travs. Asequre que todos los sujetadores estn adjustados. Lubrique todas las uniones de acuerdo a la tabla de lubricacin.
F4.
VLVULA DE ADMISIN CON SU SISTEMA DE CONTROL
(Referirse al Dibujo No. 5)
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 6
F
Revisin Nmero 1
MANTENIMIENTO DE RUTINA
12 Octubre 2005 I.D. Documento US.F.1.Mantenimiento de Rutina.Spanish
F4.1 - Empaque del Vstago de la Vlvula El vstago de la vlvula se sella mediante un empaque de grafito, el cul necesita apretarse regularmente para evitar fugas. No sobre apriete. La vlvula puede no cerrar debido al atoramiento! Reemplace el empaque segn se requiera. F4.2 - Cono del Asiento de la Vlvula Se requiere la inspeccin regular de la vlvula de admisin por si hay fuga del medio de soplado a travs del rea del asiento/cono mientras el soplador est fuera de operacin. Busque ruidos de flujo y/ tubo de alimentacin tibio cuando el soplador est en descanso. Un asiento daado un empaque sobre apretado pueden mantener la vlvula abierta. De ser as, es necesario el ajuste reemplazo de los internos de la vlvula. El aflojar el empaque puede ayudar a reducir la situacin de atoramiento. F4.3 - Sistema de Control de la Vlvula Todas las posiciones del mecanismo de unin son provistas con bujes autolubricados. Por lo tanto, la lubricacin no es necesaria. El mecanismo de unin de la vlvula se suministra con una tolerancia de 1/32 aproximadamente, lo cul asegura un cierre apropiado del asiento de la vlvula. En el caso de que se hagan ajustes en el sistema de control, asegrese de que el pasador de la leva enbone apropiadamente en la leva mientras que el carro est avanzando retrayndose. No opere el mecanismo de unin manualmente mientras la vlvula est bajo presin.
F5.
ADITAMENTO DE GUA DEL CABLE
Revise la cadena-E regularmente para asegurarse que los eslabones se mueven libremente y no se atoran tuercen, Revise el cable S.O. dentro de la cadena-E para ver si existe esfuerzo excesivo torcimiento que puedan causar problemas. El rociar la cadena-E con lubricante Seco de Molibdeno de Clyde Bergemann puede ayudar a reducir atoramientos de la cadena-E.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 6
F
Revisin Nmero 1
MANTENIMIENTO DE RUTINA
12 Octubre 2005 I.D. Documento US.F.1.Mantenimiento de Rutina.Spanish
F6.
LUBRICACIN
F6.1 - Lubricacin del Reductor NOTA: No es compatible con otros tipos de aceite No mezcle un aceite de base mineral con el aceite que contiene el reductor como se embarca de la fbrica ya que sto podra daar severamente el reductor. Si debe utilizarse un tipo de aceite que no es de los recomendados, contacte Clyde Bergemann, Inc. para asistencia. El reductor se llena desde fbrica con aceite cuando se embarca. Revise regularmente el nivel del aceite, por medio de la mirilla localozada en el reductor y reponga el nivel cuando se requiera. Cantidad requerida de relleno: 2 cuartos (Qt) para instalaciones horizontales 3 cuartos (Qt) para instalaciones verticales. F6.2 - Lubricacin de la Cremallera, Pin y Cadena Lubrique la Cremallera y el Pin con aerosol para cremallera de Clyde Bergemann cada 3 meses. Limpie la superficie antes de lubricarla. Este lubricante es un aerosol de capa seca de disulfuro de molibdeno que repele el polvo la suciedad. Se establece en segundos la capa seca. F6.3 - Tabla de Lubricantes Ver Lista de Lubricantes en la prxima pgina,
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 6
F
Revisin Nmero 1
MANTENIMIENTO DE RUTINA
12 Octubre 2005 I.D. Documento US.F.1.Mantenimiento de Rutina.Spanish
LISTA DE LUBRICANTES PARA SOPLADORES RETRCTILES CBI
Aceites Recomendados para Reductor
Reductor Tipo
Tipo de Aceite
Fabricante
Viscosidad Clase
Viscosidad @ 40 C
Viscosidad @ 100 C
Punto de Flasheo C
DRS/DRK S DRS/DRK S
Degol GS 1500 Syntheso HT 1500
Aral Kluber
1500 1500
1500 1500
233
290 >250
GRS/GRK S
Mobil SHC 634
Mobil
460
436.4
44.9
250
SP123 SP123
Degol GS 1500 Synthesol HT 1500
Aral Kluber
1500 1500
1500 1500
233
290 >250
631 & 606 631 & 606 631 & 606 631 & 606
Mobilgear SHC 220 Clyde Bergemann Spartan EP 220 Synthesol EP 220
Mobil CBI Exxon Kluber
220 220 220 220
210 205 220 220
25 20 18.8 41
220 218 243 >200
Flender PSSL
Mobil Glygoyle 30
Mobil
220
224
30
280
El Tipo de Reductor puede ser determinado encontrando el numero de parte del reductor. El nmero de parte del reductor tiene el tipo del reductor como parte de su diseo.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 6
F
Revisin Nmero 1
MANTENIMIENTO DE RUTINA
12 Octubre 2005 I.D. Documento US.F.1.Mantenimiento de Rutina.Spanish
Grasa Recomendada
Tipo de Grasa
Fabricante
Lubricante Slido
Aceite Base
Espesante
Viscosidad SUS @ 100F
Color
CBI
CBI
Disulfuro de Molibdeno Disulfuro de Molibdeno
PolialkilenGlicol Olefin Poli Alfa
Gel Slica
1145
Gris-Negro
Molygraf LO-52
Molygraf
Complejo de Litio
35-40
Grisceo Negro
Lubricante en Aerosol Seco Recomendado
Tipo de Aerosol
Fabricante
Lubricante Slido
Mezclador
Punto de Flasheo
Clyde Bergemann Molykote 321
Clyde Bergemann Dow Corning
Disulfuro de Molibdeno Disulfuro de Molibdeno
Resina Termoplstica
Ninguno
El uso de cualquier otro aceite, grasa aerosol seco puede ser daino al equipo del soplador y posiblemente anulara la garanta.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
GO.
INSTRUCCIONES DE MANTENIMIENTO & REPARACION
ADVERTENCIA! Desconecte la fuente de poder al soplador anted de que sea ejecutada cualquier accin de mantenimiento reparacin. Contacte Clyde Bergemann, Inc. para asistencia, si es requerido.
G1.
MOVIMIENTO MANUAL DEL CARRO
a. Es requerido mover manualmente el carro para procedimientos normales de mantenimiento en el evento de una falla de energa. b. Para mover el carro, inserte una llave de dado profunda de 5/8 con una herramienta neumtica elctrica sobre la flecha de retraccin de emergencia del reductor.
G2.
REEMPLAZO DEL EMPAQUE DEL TUBO ALIMENTADOR
ADVERTENCIA!: Cierre la lnea de suministro de vapor y desconecte la fuente de energa al soplador. Si el suministro de vapor no est completamente cerrado, la vlvula popet no debe ser abierta por ningn motivo. De otra forma, el medio de soplado no estar sellado en el area del empaque. Asegrese de seguir los procedimientos de bloqueo de la Planta. a. Quite las tuercas y deslize hacia atrs el ensamble del prense. Si se est utilizando el ensamble automtico de prense (dibujo BE-1092) quite las tuercas y recorra el cuerpo y piezas de prense hacia afuera del perno mantenindolas juntas para evitar perder las rondanas belville. Avance el carro mediante la flecha de retraccin de emergencia unas pulgadas hacia la caldera, si es requerido. No lo avance tanto como para abrir la vlvula popet y permitir que el vapor entre a la lanza y tubo alimentador. Desconecte el mecanismo de apertura de la vlvula si es necesario. b. Utilice el gancho de remocin de empaques para quitar los remanentes de los anillos de empaque viejos. Utilice precaucin cuando quite los anillos para evitar rallar el tubo alimentador. Limpie cuidadosamente el area del empaque tanto en el carrete como en el tubo alimentador. c. Inspeccione el tubo alimentador, buje de bronce, y el ensamble del prense para detectar seales de desgaste, raspones rayaduras. Repare reemplace las partes daadas. d. Si necesita instalar un buje de bronce Nuevo, el tubo alimentador requerir ser removido de acuerdo a la Seccin G4. e. Para instalar nuevos anillos de empaque, recubra los anillos ligeramente con WD-40 para facilitar la instalacin, separe los anillos ligeramente y deslcelos sobre el tubo alimentador. Inserte los anillos uno a la vez, en la secuencia apropiada, dentro del carrete. Alterne el corte de los anillos 90 grados del anterior. Utilice el ensamble del prense para apisonar cada anillo individual dentro del carrete.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 2 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
f.
Despus de re-empacar, reinstale el prense y apriete ligeramente las tuercas del mismo. El sobreapretar reducir la vida del empaque. Para el ajuste final, el soplador debe ser operado varias veces para acomodar el empaque y despus ajustar las tuercas del prense solo lo suficiente para permitir que pase una pequea cantidad de vapor. Si utiliza el tensionador Automtico del Empaque, ajstelo con una separacin de 1/8 y reajstelo cuando la separacin se expanda a . Para cualquier tipo de ajuste de empaque que utilice, asegrese que el prense sea ajustado uniformemente para prevenir que el prense se trabe.
G3. REPARACIN DE REDUCTOR Y MOTOR
G3.1 Remocin del Reductor ADVERTENCIA! Cierre la lnea de suministro de vapor y desconecte la fuente de energa al soplador. Si el suministro de vapor no est completamente cerrado, la vlvula popet no debe ser abierta por ningn motivo. De otra forma, el medio de soplado no estar sellado en el area del empaque. Asegrese de seguir los procedimientos de bloqueo de la Planta. a. Retire la cubierta superior, lo cul permitir acceso al reductor. Desconecte la fuente de energa a la caja terminal del motor. Algunas unidades cuentan con un conector rpido mientras que otras son cableadas directamente al motor. Utilice la flecha de retraccin de emergencia para retraer manualmente el carro hasta que las ruedas y piones pierdan contacto con la cremallera. Quite la cadena de rotacin aflojando los tornillos de la barra y quitando el conector maestro. Desatornille el reductor del carro inferior quitando los pernos que lo fijan. Levante el reductor, con el motor todava adherido, a travs de la apertura superior de la cubierta. Reinstale en secuencia inversa. Ajuste firmemente y appliqu torque a los pernos a 120 ft./lbs. Si es necesario, llene el reductor con aceite Clyde Bergemann . Si el reductor necesita ser reparado, se sugiere que sea regresado a Clyde Bergemann para reparacin, intercambio, con garanta completa.
b. c. d.
e. f.
G3.2. Remocin del Motor ADVERTENCIA! Cierre la lnea de suministro de vapor y desconecte la fuente de energa al soplador. Si el suministro de vapor no est completamente cerrado, la vlvula popet no debe ser abierta por ningn motivo. De otra forma, el medio de soplado no estar sellado en el area del empaque. Asegrese de seguir los procedimientos de bloqueo de la Planta. Para la remocin del motor, el reductor no necesita ser removido.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 3 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
a.
Retire la cubierta superior, lo cul permitir acceso al reductor. Desconecte la fuente de energa a la caja terminal del motor. Algunas unidades cuentan con un conector rpido mientras que otras son cableadas directamente al motor. Quite los tornillos de la brida del motor. Retire el motor a travs de la apertura superior de la cubierta. Reinstale el motor Nuevo en forma inversa.
b. c.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 4 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
G3.3
Desensamble y Reensamble de los Reductores Instrucciones Generales: a. b. No trabaje en los reductores a menos que tenga las herramientas apropiadas, partes de repuesto y stas instrucciones. Despus de cada servicio al reductor, el torque del embrague debe ser ajustado para movimiento hacia adelante y hacia atrs del reductor. Referirse al dibujo Workbench Dynamic Clutch Setting para instrucciones de ajuste del embrague. Contacte al Departamento de Servicio a Clientes deClyde Bergemann al (800) 241-5996 para informacin adicional si es requerido. Prerequisitos: Tiempo Requerido -(4) horas-hombre Herramientas Requeridas -(1) juego de llaves Allen -(1) martillo cabeza de bola -(3) pinzas para anillos (pequeas, grandes y pequeas con ngulo de 45) -(2) barras pry pequeas -(1) llave de torque 0-50 lb. -(1) llave de golpe de metal blando -(1) juego estndar de llaves de combinacin Antes de desensamblar el reductor, todos los components externos deben ser removidos. 1. Si no se ha efectuado, retire el motor , aflojando el tornillo fijador de la flecha de entrada y quitando los cuatro tornillos que lo fijan al ensamble adaptador del motor. Asegrese que el motor est soportado cuando lo quite de la flecha de entrada. Quite los piones y ruedas de cada lado de la flecha principal de traccin para facilitar la remocin de las tapas laterals. Esto se logra quitando los anillos de retencin y deslizar hacia afuera cada rueda, espaciador y pin. Puede requerirse un extractor para remover los piones. Quite las cuas de los cueros. Inspeccione todos los components que se quitaron para ver si hay seales de desgaste y reemplace si es necesario.
c. d.
2.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 5 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
3.
Remueva el sprocket de la cadena de rotacin quitando el tornillo de fijacin, anillo retenedor y la arandela de empuje. Deslice el sprocket hacia afuera y quite la cua del cuero. Inspeccione por si hay seas de desgaste anormal y reemplace cualquier componente si es necesario. Si hay que desensamblar el embrague, debe utilizarse el procedimiento de ajuste del embrague para liberar presin en el embrague antes de desensamblar el reductor.
4.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 6 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Desensamble del Reductor: (Nota: Todos los nmeros de parte se refieren al dibujo del ensamble del reductor.)
Remove gearbox from sootblower and transfer to suitable work area for disassembly. Ensure all external components are remove as previously discussed. Remove drain plug (45) and drain all of the synthetic oil from the gearbox. Visually inspect the oil for signs of moisture, corrosion, or wear particles.
Remueva el reductor del soplador y llvelo a una area de trabajo apropiada para su desensamble. Asegrese que todos los components externos son removidos como se discuti anteriormente. Quite el tapn del dren (45) y drene todo el aceite. Inspeccione visualmente el aceite por seas de humedad, corrosion partculas de desgaste.
Mark side covers (58) to help facilitate reassembly and proper replacement of shims. The side covers are reversible depending on whether the gearbox is inverted (RSI) or standard (RS). Remove 6 allen head bolts (57) on each side cover. Break the seal on both side covers using a piece off soft metal stock and a hammer.
Marque las tapas laterales (58) para facilitar el reensamble y reemplazo correcto de las lainas. Las tapas laterals son reversibles dependiendo si el reductor es invertido (RSI) estndar (RS). Quite los 6 tornillos allen (57) de cada tapa lateral. Rompa el sello en ambas tapas usando una pieza de metal blando y un martillo.
Using pry bars gently force the covers off taking care not to damage the sealing surface.
Usando barra separadora, despegue suavemente las tapas laterals cuidando de no daar la superficie del sello.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 7 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Remove output shaft assembly (48) and the opposite side cover (58). Now the output shaft assembly may be disassembled.
Retire el ensamble de la flecha de salida (48) y la tapa lateral opuesta (58). Ahora, el ensamble de la flecha de salida puede ser desensamblado.
Using a plastic mallet, remove the side cover from the output shaft.
Utilizando un mazo de plstico, separe la tapa lateral de la flecha de salida.
Remove shims and note which side they were removed. It is important that the shims are installed in their original position during reassembly.
Retire las lainas y note de qu lado fueron removidas. Es importante que las lainas sean instaladas en su posicin original durante el reensamble.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 8 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Sello de Aceite
Inspect the oil seal (63) for signs of wear, cracking, or deterioration. It is recommended that the seals are replaced with new ones each time the gearbox is disassembled. A machine press should be used when removing the old seal and pressing in the new one into the side cover.
Inspeccione el sello de aceite (63) por seas de desgaste, cuarteaduras deterioracin. Se recomienda que los sellos sean reemplazados con nuevos cada vez que el reductor sea desensamblado. Debe utilizarse una prensa cuando se remuevan los sellos viejos y se inserten los nuevos en las tapas laterales.
Remove bearings (64) from each side of the output shaft. A pulling device may be required.
Quite los rodamientos (64) de cada lado de la flecha de salida. Podr ser necesario utilizar una herramienta para jalar los rodamientos.
Using a spanner wrench, turn the clutch adjustment nut counterclockwise to remove it from the output shaft.
Utilizando una llave expansora, gire la tuerca de ajuste del embrague en sentido contrario a las manecillas del reloj para retirarla de la flecha de salida.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 9 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Remove the disk spring (53).
Remueva el resorte del disco (53).
Remove the friction cone (51).
Remueva el cono de friccin (51).
Remove the worm wheel (50)
Remueva la rueda del gusano (50).
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 10 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Remove the key (52) from the keyway and inspect for abnormal wear. The guide ring (49) is machine pressed on the output shaft and should not be removed unless damaged.
Remueva la cua (52) del cuero e inspeccione si hay desgaste anormal. El anillo gua (49) es prensado con mquina sobre la flecha de salida y no debe ser removido a no ser que est daado.
Once the output shaft is removed from the gearbox remove the motor adapter assembly (37) by removing the four allen head bolts (43).
Una vez que la flecha de salida es removida del reductor, remueva el ensamble del adaptador del motor (37) quitando los cuatro tornillos cabeza allen.
If disassembling the motor adapter assembly, remove retaining ring (36) and pinion (44) from input shaft (38). Inspect key (14), keyway and all other parts for abnormal wear. Replace if necessary. Note: If replacing the pinion ensure the correct speed is used, 25T (44) or 30T (44-1).
Si desensambla el adaptador del motor, quite el anillo retenedor (36) y el pin (44) de la flecha de entrada (38). Inspeccione la cua (14), cuero y cualquier otra parte por desgaste anormal. Reemplace si es necesario.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 11 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Remove input shaft retaining ring (#) and using a plastic hammer push the input shaft (38) back through the motor adapter.
Remueva el anillo retenedor de la flecha de entrada (#) y utilice un martillo de plstico para empujar la flecha de entrada (38) a travs del adaptador del motor.
To remove the bearing (42) the oil seal (40) will need to be removed. This will damage the existing oil seal and it will have to be replaced. Using a screwdriver and hammer, push the old oil seal out through the motor end. Now the retaining ring (41) can be accessed.
Para quitar el rodamiento (42), el sello de aceite (40) tendr que ser removido. Esto daar el sello de aceite existente y tendr que ser reemplazado. Utilizando un desarmador y martillo, empuje el sello de aceite viejo hacia afuera a travs del extremo del lado del motor. Ahora, el anillo retenedor (41) puede ser accesado.
Remove the retaining ring (41) and the bearing (42) can be pushed out using a hammer and a piece of aluminum stock. Inspect all parts for abnormal wear. Replace if necessary.
Remueva el anillo retenedor (41) y el rodamiento (42) puede ser empujado hacia afuera utilizando un martillo y una pieza de aluminio. Inspeccione todas las partes por seas de desgaste anormal. Reemplace si es necesario.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 12 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
The rear cover assembly (4) must be removed to gain access to the worm gear assembly. Remove the seven bolts (46) holding the end cover and pry the cover loose with a small pry bar.
El ensamble de la cubierta posterior(4) debe ser removida para tener acceso al ensamble del engrane gusano. Retire los siete pernos (46) que sostienen la cubierta trasera y separe la cubierta con una barra separadora pequea.
Using a small pry bar remove the small bearing (30) on the 48T-gear (9), then pry off the 48T-gear (9).
Utilizando una barra separadora pequea, remueva los rodamientos pequeos (30) del engrane de 48T (9) y entonces separe el engrane de 48T (9).
Remove the key (14) from the 15T pinion shaft (13). Remove the flat head screw (17) and retaining plate (68) from the 45T gear (21) and spline fit output shaft (16) (lance rotation shaft). Pry off the 45T gear using a small pry bar. Using a piece of aluminum stock push the output shaft (16) back through the end cover.
Quite la cua (14) de la flecha del pin de 15T (13). Quite los tornillos cabeza plana (17) y placa retenedora (68) del enggrane de 45T (21) y la flecha dentada de salida (16) (flecha de rotacin de la lanza). Separe el engrane de 45T usando una barra de separacin pequea. Utilice una pieza de aluminio para empujar la flecha de salida (16) hacia afuera a travs de la cubierta posterior.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 13 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Rodamiento Interior (19)
The inner bearing (19) must be pushed out of the rear cover from the outside to gain access to the outer bearing (19) retaining ring (21) and spacer (20)
El rodamiento interior (19) debe ser retirado de la cubierta posterior desde el exterior para tener acceso al rodamiento exterior (19), anillo retenedor (21) y espaciador (20)
Anillo Retenedor Espaciador (20)
Remove the retaining ring (21) and push the outer bearing (19) out of the rear cover from the outside
Remueva el anillo retenedor (21) y empuje el rodamiento exterior (19) fuera de la cubierta posterior desde el exterior.
Rodamiento Exterior
Remove 15t pinion (13) and bearing (12) from rear cover.
Remueva el pin de 15T (13) y el rodamiento (12) de la cubierta posterior.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 14 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Remove retaining ring (2) for bearing (3) on the output shaft (8) (manual retract). The output shaft and bearing may then be pushed out of the rear cover from the out side using a plastic hammer or aluminum bar.
Remueva el anillo retenedor (2) y rodamiento (3) en la flecha de salida (8) (retraccin manual). La flecha de salida y el rodamiento pueden ser sacados de la cubierta posterior desde el exterior utilizando un martillo plstico barra de aluminio.
The bearing may be removed from the output shaft by removing the retaining ring (5) and pressing the shaft back through the bearing.
El rodamiento puede ser removido de la flecha de salida quitando el anillo retenedor (5) y presionando la flecha a travs del rodamiento.
Sello de Aceite (6)
The oil seals (18) and (6) may be removed by tapping out from the inside of the rear cover. It is recommended that the oil seals be replaced any time the gearbox is disassembled. The rear cover is now completely disassembled. Inspect all parts for abnormal wear and replace if necessary.
Los sellos de aceite (18) y (6) pueden ser removidos golpendolos desde el interior de la cubierta posterior. Se recomienda que los sellos de aceite sean reemplazados cada vez que el reductor es desensamblado. La cubierta posterior est ahora totalmente desensamblada. Inspeccione todas las parte por desgaste anormal y reemplace si es necesario.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 15 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
The idler pinion 19T (33) must be removed before the worm shaft assembly can be removed and is accessed from the motor end. Remove the retaining ring (36) and using a small pry bar pull the 62T gear (35) off the pinion. Remove the key (14) from the keyway.
El pin libre 19T (33) debe ser removido antes de que el ensamble de la flecha del gusano pueda ser removida y es accesado desde el extremo del motor. Quite el anillo retenedor (36) y utilizando una barra de separacin pequea, retire el engrane 62T (35) fuera del pin. Quite la cua (14) del cuero.
Remove the retaining ring (34) holding the outside bearing (30).
Remueva el anillo retenedor (34) sosteniendo el rodamiento exterior (30)
Using a long punch from the inside of the gearbox, tap the gear pinion (33) and bearings (30) out of the gearbox. The inner bearing (30) will not come out with the pinion. It must also be tapped out from the inside of the gearbox after the 40T gear (31) is removed from the end of the worm shaft.
Rodamiento Exterior
Rodamiento Interior
Utilizando un punzn largo desde el interior del reductor, golpe el engrane pin (33) y rodamientos (30) hacia afuera del reductor. El rodamiento interior (30) no saldr con el pin. Tambin debe ser empujado hacia el exterior desde el interior del reductor despus de que el engrane 40T (31) sea removido del extremo de la flecha del gusano.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 16 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Now that the idler pinion 19T (33) is removed the retaining ring (32) may be removed to remove the 40Tgear (31) off the end of the worm shaft. This is a very difficult area to reach and a 45 degree bend is needed on the lock ring pliers. The 40T gear will come off when the worm shaft is pushed out.
Ahora que el pin 19T libre (33) es removido, el anillo retenedor (32) puede quitarse para remover el engrane 40T (31) del extremo de la flecha del gusano. Esta es una area muy difcil de alcanzar y se necesita una pinza de anillos con ngulo de 45. El engrane de 40T saldr cuando la flecha del gusano se empuje hacia afuera.
Remove the retaining ring (23) holding the 17Tgear (24) on the rear end of the worm shaft. Pry the gear off using a small pry bar and remove the key from the keyway.
Remueva el anillo retenedor (23) sosteniendo el engrane 17T (24) en el extremo posterior de la flecha del gusano. Separe el gusano usando una barra separadora pequea y quite la cua del cuero.
Remove worm shaft retaining ring (25) and shims (26), (27), and (28).
Remueva el anillo retenedor de la flecha del gusano (25) y las lainas (26), (27) y (28).
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 17 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
From the motor end of the gear box using a soft punch tap the worm shaft back towards the rear cover end pushing out the rear bearing race and bearing (29). This also allows the removal of the 40T gear (31) from the end of the worm shaft
Desde el lado del motor del reductor, usando un punzn blando, golpe la flecha del gusano hacia la cubierta posterior empujando la pista del balero posterior y rodamiento (29). Esto tambin permitir la remocin del engrane 40T (31) desde el extremo de la flecha del gusano.
Once the rear bearing race is removed the worm shaft (22) will slide out the rear of the gear box. The forward bearing race will remain in the gearbox, inspect and replace if damaged or worn.
Una vez que la pista del rodamiento posterior es removida, la flecha del gusano (22) se deslizar por la parte posterior del reductor. La pista del rodamiento frontal permanecer en el reductor. Inspeccione y reemplace si es necesario.
The worm shaft may be further disassembled by removing the bearings (29) which are pressed on. Now the gearbox is completely disassembled.
La flecha del gusano puede ser desensamblada an ms quitando los rodamientos (29) que estn colocados a presin. Ahora el reductor est completamente desensamblado.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 18 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Ensamble del Reductor Pista del Rodamiento Interior
Before installing the worm shaft (22) the inner bearing (30) of the 19T-pinion (33) must be in place. If removed, the inner bearing race (29) must be reinstalled. Slide the worm shaft into the gearbox from the rear cover end, ensure the 40T gear (31) and key (14) is in position at the motor end of the gear box.
Antes de instalar la flecha del gusano (22) el rodamiento interno (30) del pin 19T (33) deben estar en su lugar. Si se quitan, la pista del rodamiento interno (29) debe ser reinstalada. Deslice la flecha dentro del reductor desde el lado de la cubierta posterior. Asegure que el engrane 40T (31) y la cua (14) estn en posicin en el lado del motor del reductor.
Continue to push the worm shaft in until the 40T gear and key is fitted onto the end. Tap into place using a soft metal punch until the gear is in place.
Engrane 40T
Contine introduciendo la flecha hasta que el engrane 40T y la cua queden colocados al extremo. Golpe con un punzn de metal suave hasta que queden en su lugar.
Before installing the worm shaft (22) the inner bearing (30) of the 19T-pinion (33) must be in place.
Antes de instalar la flecha (22) el rodamiento interior (30) del pin 19T (33) deben de estar en su lugar.
Using a 45 degree snap ring pliers replace the retaining ring (32) on the end of the worm shaft.
Utilizando unas pinzas para anillos a 45 grados, reemplace el anillo retenedor (32) al final de la flecha
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 19 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Install rear bearing race for the rear bearing (29) tap into place using a soft metal punch.
Instale la pista del rodamiento posterior (29) golpendola con un punzn suave hasta que quede en su lugar.
Install shims (26), (27), (28) and the retaining ring (25).
Instale las lainas (26), (27), (28) y el anillo retenedor (25).
Install key (14) into keyway and install 17T gear (24) and tap into place with a small soft metal punch. Install retaining ring (23). This completes installation of the worm shaft (22). Ensure the worm shaft rotates freely.
Instale la cua (14) dentro del cuero e instale el engrane 17T (24) golpendolo con un punzn blando hasta su lugar. Instale el anillo retenedor (23). Esto completa la instalacin de la flecha del gusano (22). Asegrese que la flecha gire libremente.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 20 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
The 19t pinion (33) may now be tapped into place with a small soft metal punch. The outer bearing (30) can now be installed and tapped into place.
El pin 19T (33) pueder ser ahora colocado en su lugar golpendolo con un punzn de metal blando. El rodamiento exterior (30) puede ser ahora instalado en su lugar de la misma forma.
Install the retaining ring (34) for the outer bearing (30)
Instale el anillo retenedor (34) para el rodamiento exterior (30)
Install the 62T gear (35) and key (36) onto the end of the 19T pinion (33) and install retaining ring (36).
Instale el engrane 62T (35) y la cua (36) sobre el extremo del pin 19T (33) e instale el anillo retenedor (36).
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 21 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Ensamble de la Cubierta Posterior
Replace oil seals (6) and (18) if removed or damaged. Gently tap into place using a piece of soft metal stock.
Reemplace los sellos de aceite (6) y (18) si se quitaron se daaron. Golpe ligeramente para colocarlos en su lugar con un metal blando.
Install manual retract gear (8) into bearing (3) and install retaining ring (5).
Instale el engrane del retractor manual (8) en el rodamiento (3) y coloque el anillo retenedor (5).
Install manual retract gear (8) into rear cover (4) using a plastic hammer or soft metal stock. Install bearing retaining ring (2).
Instale el engrane del retractor manual (8) en la cubierta posterior (4) utilizando un martillo de plstico metal blando. Instale el anillo retenedor del rodamiento (2).
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 22 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Install idler pinion bearing (12) into rear cover (4) and tap into place.
Instale el rodamiento del pin libre (12) en la cubierta posterior (4) y golpelo hasta que quede en su lugar.
Install 15T idler pinion and key (14) into bearing (12) gently tap into place.
Instale el pin libre 15T y la cua (14) en el rodamiento (12) y golpelo suavemente hasta que quede en su lugar.
Install outer bearing (19) for the lance rotation shaft (16) and tap into place using soft metal stock. Install retaining ring (2).
Instale el rodamiento exterior (19) para la flecha de rotacin de la lanza (16) golpendo ligeramente con un metal blando hasta que quede en su lugar. Instale el anillo retenedor (2).
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 23 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Insert the lance rotation shaft from outside the rear cover.
Inserte la flecha de rotacin de la lanza desde la parte exterior de la cubierta posterior.
Install shim (20) and inside bearing (19) onto lance rotation shaft and tap into place with soft metal stock.
Instale la laina (20) y rodamiento interior (19) sobre la flecha de rotacin de la lanza golpendo ligeramente con un metal blando hasta que quede en su lugar
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 24 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Install the spline fit 45T gear onto the lance rotation shaft (16). Install retainer plate (68) and flat head screw (17) onto lance rotation shaft.
Instale el engrane de 45T sobre la flecha de rotacin de la lanza (16). Instale el plato retenedor (68) y el tornillo cabeza plana (17) sobre la flecha de rotacin de la lanza.
Install 48T gear (9) with key (14) onto idler pinion (13) and tap into place.
Instale el engrane 48T (9) con la cua (14) sobre el pin libre (13) golpendo ligeramente con un metal blando hasta que quede en su lugar
Install bearing (30) onto the idler pinion (13) and tap into place.
Instale el rodamiento (30) sobre el pin libre (13) golpendo ligeramente con un metal blando hasta que quede en su lugar
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 25 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Thoroughly clean the sealing surface of the rear cover (4) and apply a thin coat of permatex or RTV. Install the rear cover onto the gearbox with the seven bolts (46) using locktite on each bolt and torque to 20-25 ft-lbs. This completes assembly of the rear cover.
Limpie completamente la superficie de sello de la cubierta posterior (4) y appliqu una capa ligera de permatex RTV. Instale la cubierta posterior en el reductor con los siete pernos (46) usando locktite en cada perno y appliqu torque a 20-25 ft-lb. Esto completa el ensamble de la cubierta posterior.
Output shaft assembly. Replace seals (63) on both of the side covers if damaged or removed. Clean sealing surface and apply a thin coat of Permatex or RTV for both side covers. Install shims (59), (60), (61), (62), and bearing (64) in the left side cover and attach it to the left side of the gearbox using six allen bolts (57). Ensure locktite is applied to each bolt.
Ensamble de la flecha de salida. Reemplace los sellos (63) en ambas tapas laterals si estn daados han sido removidos. Limpie la superficie de sello y appliqu una capa ligera de permatex RTV en ambas tapas laterals. Instale las lainas shims (59), (60), (61), (62), y rodamiento (64) en la tapa lateral izquierda y fjela al lado izquierdo del reductor usando seis tornillos allen (57). Asegrese que se appliqu locktite a cada tornillo.
Apply a coat of gear box oil to all clutch components during reassembly. Install worm wheel (30) and key (52) onto output shaft.
Aplique una capa de aceite de reductor a todos los components del embrague durente el reensamble. Instale la rueda del gusano (30) y la cua (52) sobre la flecha de salida.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 26 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Install cone (51) and disk spring (53) with inner diameter toward the cone (51). See gearbox assembly drawing.
Instale el cono (51) y el resorte del disco (53) con el dimetro interno hacia el cono (51). Vea el dibujo del ensamble del reductor.
Install adjustment nut and tighten with a spanner wrench as tight as possible by hand. The final clutch adjustment will be accomplished when gearbox is completely assembled.
Instale la tuerca de ajuste y apriete con una llave expansora tanto como sea possible con la mano. El ajuste final del embrague debe realizarse cuando el reductor est completamente ensamblado.
Install right side bearing and tap into place on the output shaft with soft metal stock.
Instale el rodamiento del lado derecho y colquelo en su lugar sobre la flecha de salida golpendo ligeramente con un metal blando .
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 27 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Install shims (59), (60), (61), and (62), in the right side cover and install the right side cover (58) onto the output shaft. Ensure the sealing surfaces of each side cover are thoroughly cleaned and coated with RTV or permatex.
Instale las lainas (59), (60), (61), y (62) en la tapa lateral derecha y coloque la tapa (58) sobre la flecha de salida. Asegrese que las superficies de sello en cada tapa lateral estn completamente limpias y cubiertas con RTV permatex.
Install output shaft assembly onto the gearbox and install the opposite side cover.
Instale el ensamble de la flecha de salida en el reductor e instale la tapa lateral opuesta.
Tighten the side covers to the gearbox using six allen bolts (57) on each side. Torque bolts on both side covers to 20-25 ft-lbs.
Apriete las tapas laterals usando seis tornillos allen (57) y aplicando un torque de 20-25 ft-lbs
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 28 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Motor adapter assembly. Install bearing (42) into motor adapter (37) and tap into place using a piece of soft metal stock.
Ensamble del adaptador del motor. Instale el rodamiento (42) dentro del adaptador del motor (37) golpendolo ligeramente con un metal blando hasta que quede en su lugar.
Install retaining ring (41) into motor adapter (37). Install new oil seal if old one was removed or damaged. Gently tap new oil seal into place with a piece of soft metal stock.
Instale el anillo retenedor (41) en el adaptador del motor (37). Instale un sello de aceite Nuevo si el Viejo fu removido est daado, golpendolo ligeramente con un metal blando hasta que quede en su lugar.
Insert the input shaft (38) from the motor side.
Inserte la flecha de entrada (38) por el lado del motor.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 29 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Install retaining ring on the gearbox side.
Instale el anillo retenedor en el lado del reductor.
Install 30T pinion and key on the input shaft (38) and tap into place with a piece of soft metal stock.
Instale el pin 30T y la cua sobre la flecha de entrada golpendolo ligeramente con un metal blando hasta que quede en su lugar.
Install retaining ring (36) on the input shaft.
Instale el anillo retenedor (36) en la flecha de entrada.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 30 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
Thoroughly clean the sealing surface of the motor adapter and apply a thin coat of Permatex or RTV.
Limpie completamente la superficie de sello del adaptador del motor y appliqu una capa ligera de permatex RTV.
Install the motor adapter using four allen bolts (43) and torque to 20-25 ft-lbs
Instale el adaptador del motor usando cuatro tornilloa allen (43) y aplicando un torque a 20-25 ft-lbs
The gearbox is now completely assembled. Refill with Aral synthetic oil (per specification) to the sight glass and move to the test bench for clutch adjustment per the Workbench Dynamic Clutch Setting drawing.
El reductor est ahora completamente ensamblado. Rellene con aceite sinttico Aral (por especificacin) hasta la mirilla de vidrio y lleve el reductor al banco de pruebas para el ajuste del embrague segn el dibujo Workbench Dynamic Clutch Setting
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 31 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
G4.
REMOCION DE LA LANZA Y TUBO ALIMENTADOR
ADVERTENCIA! Cierre la lnea de suministro de vapor y desconecte la fuente de energa al soplador. Si el suministro de vapor no est completamente cerrado, la vlvula popet no debe ser abierta por ningn motivo. De otra forma, el medio de soplado no estar sellado en el area del empaque. Asegrese de seguir los procedimientos de bloqueo de la Planta. a. Quite los dos (2) pernos hexagonales que conectan la placa prense a la placa de la vlvula popet, y las cuatro (4) tuercas hexagonales que fijan la placa prense del tubo alimentador a la vlvula popet. Remueva el empaque del tubo alimentador como se describe en la Seccin G2. Mueva la placa prense y el tubo alimentador hacia la caldera para desacoplarlo de la vlvula popet. Quite la cua del tubo alimentador y el anillo bipartido del conector del tubo alimentador. Quite la junta vieja del tubo alimentador de la vlvula popet. Empuje el tubo alimentador a travs del carrete del carro inferior hasta que quede completamente dentro de la lanza. Nota: Para quitar el tubo alimentador nicamente, la vlvula popet debe ser removida de la placa y de la brida compaera de tubera de suministro de vapor. Una vez que la vlvula popet ha sido removida, el tubo alimentador puede ser extrado fuera del ensamble del carrete. Esto requiere un espacio considerable atrs del soplador. e. Asegure cuidadosamente la lanza con una gra. Quite los seis (6) pernos 5/8 que aseguran la brida de la lanza a la del carrete. Baje la lanza y el tubo alimentador hasta que libre el carro y entonces jlela cuidadosamente fuera de la caldera y de la caja de pared. Quite la junta vieja de la lanza.. Para reinstalar, deslice el tubo alimentador dentro de la lanza. Asegure la lanza y tubo alimentador con una gra y reinserte la punta a travs de la placa frontal del soplador y dentro de la caja de pared. Una vez que la lanza y tubo alimentador han sido elevados cerca de su posicin final, instale una nueva junta de la lanza a la brida de la lanza. Deslice suavemente el tubo alimentador a travs del carrete. Una la brida de la lanza al carrete y reinstale los pernos 5/8 utilizando 120 ft/lbs de torque, alternando en incrementos de 30 ft/lbs. Es muy importante alternar los pernos al apretar para permitir una compression uniforme de laa junta en una secuencia de cruz. Inspeccione el buje de bronce del tubo alimentador y el seguidor del prense por seas de desgaste (reemplace si es necesario). Deslice el buje del tubo alimentador, empaque, seguidor del prense y placa de prense sobre el tubo alimentador (Asegrese que la parte con resaque de la placa prense vea hacia la vlvula popet). Reinstale la cua y el anillo bipartido en el conector del tubo alimentador. Instale una nueva junta del tubo alimentador y empjelo dentro de la vlvula popet. Reinstale los dos
b. c.
d.
f.
g.
h.
i.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 32 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
(2) pernos de a travs de la placa de prense y las cuatro (4) tuercas hexagonales de a los pernos de la vlvula popet. Aplique torque a 110 ft/lbs en incrementos de 30 ft/lbs alternando las tuercas. Apriete los dos pernos de firmemente. j. Instale el Nuevo empaque como se describe en Seccin G2.
G5.
REEMPLAZO DE LA CUBIERTA DEL CARRETE
ADVERTENCIA! Cierre la lnea de suministro de vapor y desconecte la fuente de energa al soplador. Si el suministro de vapor no est completamente cerrado, la vlvula popet no debe ser abierta por ningn motivo. De otra forma, el medio de soplado no estar sellado en el area del empaque. Asegrese de seguir los procedimientos de bloqueo de la Planta. a. b. Quite la Lanza y Tubo Alimentador como se describe en la Parte G, Seccin 4. Desconecte la Cadena-E de la mnsula de montaje del cable quitando los dos tornillos 10-32 de la mnsula metlica al final de la Cadena-E. Desconecte el cable SO del motor mediante el conector ubicado en la caja terminal del motor. Quite la cadena de rotacin aflojando los dos pernos en la barra libre y quitando el conector maestro. Con el carro inferior firmemente soportado por una gra, desatornille el reductor del carro inferior quitando los pernos que lo unen. NOTA : El ensamble completo del carro, incluyendo el reductor y el carro inferior, pueden ser retirados ya sea por la apertura superior por abajo, si el espacio lo permite. Instale en secuencia inversa. Ver Seccin C2.b para ajustar el recorrido de actuacin y ajuste del mecanismo de la vlvula. Si el perno de la leva es instalado en su posicin original, no sera necesario un ajuste.
c. d.
e.
G6.
VALVULA POPET Y SU CONTROL
G6.1 Reemplazo del Empaque del Vstago de la Vlvula. ADVERTENCIA! Cierre la lnea de suministro de vapor y desconecte la fuente de energa al soplador. Abra la vlvula popet despus de que el suministro de vapor haya sido cerrado para aliviar la presin del cabezal. Asegrese de seguir los procedimientos de seguridad de la Planta. a. Afloje las tuercas de 5/8 al final del brazo del mecanismo de la vlvula de forma que la palanca actuadora pueda empujarse hacia arriba y ganar acceso al area del empaque de la vlvula. Asegure el vstago con un alambre cordon a travs del orificio en la parte superior para evitar que caiga dentro de la tubera.
b.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 33 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
c.
Comprima el resorte de la vlvula; quite el retenedor del resorte, la placa del resorte y el resorte. Hay una herramienta disponible en Clyde Bergemann para comprimir el resorte del vstago (Parte No. BE-70). Quite la caja roscada del empaque y limpie los remanentes del empaque Viejo, tanto de la caja como del vstago. Reemplace con empaque Nuevo (BE-1417). Reinstale en secuencia inversa. No sobre-apriete el empaque. Revise el claro entre el vstago de la vlvula y el brazo del mecanismo de la vlvula como se describe en C3.1, Item 1.
d. e. f. G6.2
Reemplazo de los Internos de la Vlvula Control de Presin Ajustable (Referirse al Sketch No. 5) INSTRUCCIONES ESPECIALES: Esta operacin requiere una herramienta especial (BE-1258), disponible en Clyde Bergemann, Inc., para remover el asiento. Utilice compuestos de alta temperatura anti adherents en todas las superficies roscadas. ADVERTENCIA! Cierre la lnea de suministro de vapor y desconecte la fuente de energa al soplador. Abra la vlvula para aliviar la presin. a. b. c. Desatornille cuatro tuercas hexagonales de de los pernos de la vlvula. Desatornille la brida y quite cualquier tubera adicional de la vlvula popet. Para desensamblar la vlvula, comprima el resorte (5) y quite el retenedor (3), tuerca de ajuste (4) y el resorte (5). Deslice el ensamble del vstago de la vlvula hacia afuera por el fondo de la vlvula. Revise las caras del asiento y del cono por si hay dao. Generalmente, usando un compuesto fino de lapeo, las fugas pueden corregirse relapeando asentando. En caso de que el reacondicionamiento no pueda lograrse, quite el asiento de la vlvula mediante la herramienta especial (BE-1258) disponible en Clyde Bergemann, Inc. En casos extremos cuando la atmsfera es muy corrosiva, podr requerirse un re-maquinado. Desatornille la tuerca de empaque (7) y el prense (6) mientras se sostiene el ensamble de la placa de fijacin (15). Quite la tuerca de fijacin (9) y el ngulo de fijacin (16). Quite el disco de presin (12) y desatornille la gua del vstago (11) con un dado de 1 . Quite la junta de la gua del vstago (18).
d. e.
f.
g.
Nota: Use compuesto anti adherente de alta temperatura en todas las superficies roscadas.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 34 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
h.
Instale una junta nueva (18) en la gua del vstago (10) y apriete firmemente dentro de la vlvula popet aplicando un torque de 80 ft/lb. Instale el ngulo de fijacin (16) (Ver ilustracin para el posicionamiento) y asegrelo con la tuerca de fijacin de la gua del vstago (9) utilizando un torque de 80 ft/lb mientras sostiene la gua del vstago (10) en su lugar con una llave con dado de 1 . Instale el disco de presin (12). Instale una junta nueva (13) en el asiento de la vlvula (17) y apriete firmemente dentro de la vlvula popet. Quite las cubiertas plsticas protectoras del asiento de la vlvula (17) y del cono (1d). Asegrese que el cono y el asiento hayan sido lapeados. Si no, appliqu un compuesto fino de lapeado de vlvula para asentar las superficies y quite el exceso. Deslice el ensamble del vstago dentro de su gua. (Alnee el cuadrado en el vstago (1a) con el disco de presin (12). Instale empaque Nuevo (8), prense (6), y tuerca del empaque (7). Ajuste la tuerca ligeramente. Coloque el resorte (5) y la tuerca de ajuste (4). Comprima el resorte (5) e instale la rondana de retencin (3). Asegure con el pasador (2). Utilice juntas nuevas para el tubo alimentador y la brida e instale la vlvula popet. Aplique torque a las cuatro tuercas hexagonales de a 100 ft/lbs con incrementos aproximados de 30 ft/lbs, utilizando una secuencia cruzada entre tuercas. Reconecte la brida y la tubera. Revise si hay fugas, ajuste la tuerca del empaque (7) y revise el vstago (1a) para asegurar que exista un claro con el mecanismo de operacin y ajuste si es necesario. Asegrese que la placa de seguro (15) apunte hacia arriba y est bloqueando la tuerca de ajuste (4).
i. j.
k.
l.
m.
G7.
REEMPLAZO DEL RODILLO DEL SOPORTE FRONTAL
(Referirse al Sketch No. 4, Parte H-1) ADVERTENCIA! Desconecte la fuente de suministro al soplador. Utilice un compuesto anti adherente de alta temperatura en todas las superficies roscadas. a. b. Soporte el peso del tubo lanza fuera del rodillo. Afloje los dos pernos que aseguran la mnsula del rodillo a la placa frontal y remuvalo. Reinstale en secuencia inversa. Asegure que el rodillo est alineado apropiadamente de forma que la superficie completa del rodillo est en contacto con la lanza.
G8.
REEMPLAZO DEL MECANISMO SEGUIDOR DEL CABLE
G8.1 Reemplazo del Cable SO (Referirse a la Ilustracin No. 1 Parte H-1)
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 35 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
a. b. c. d. e. f. G8.2
Desconecte toda la energa que llegue a la caja de conexiones del soplador. Abra la caja de conexiones y quite las puntas del cable SO de las terminales. Afloje el amarre del cable SO en la caja de conexiones. Jale el cable SO fuera de la caja de conexiones. Quite el otro extremo del cable SO del motor y jale el cable SO completamente fuera de la Cadena-E. Reinstale en secuencia inversa.
Reemplazo de la Cadena-E (Referirse a la Ilustracin No. 1, Parte H-1) a. b. Remueva el cable SO como se describe en Seccin G8.1. Quite los dos tornillos de la mnsula en ambos extremos de la Cadena-E. Una mnsula est fija al Canal-U y la otra est fija al carro del soplador. Retire la Cadena-E del Canal-U y quite las mnsulas de cada extremo de la Mida la longitud apropiada de la nueva Cadena-E, instale las mnsulas y reinstale la Cadena-E nueva y el Cable SO en secuencia inversa.
c. Cadena-E. d.
G9.
REEMPLAZO DE LAS RUEDAS DEL CARRO, PION Y CREMALLERA
G9.1 Reemplazo de las Ruedas ADVERTENCIA! Desconecte la fuente de suministro al soplador. Utilice un compuesto anti adherente de alta temperatura en todas las superficies roscadas. a. b. Retire la placa lateral de acceso del costado de la cubierta. Con el retractor de emergencia, mueva el carro para centrar las ruedas en la apertura. Soporte la cubierta del reductor y levntelo para quitar el peso de las ruedas. Asegrese que el peso no est en las ruedas, quite el anillo retenedor de la flecha y deslice la rueda hacia afuera por la apertura. Utilice un jalador de poleas si es necesario. Con el espaciador de la rueda en posicin, prximo al pin,reinstale en secuencia inversa. Asegrese que el anillo retenedor est completamente asegurado en la ranura de la flecha. Instale la placa de acceso.
c.
d.
e.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 36 de 36
G
REPARACIONES
Revisin Nmero US.G.1.Reparaciones 2
10 Marzo 2005 I.D Documento
G9.2
Reemplazo del Pin Utilice un compuesto anti adherente de alta temperatura en todas las superficies roscadas.. a. b. c. d. Referirse a la Seccin G2.9.1: Reemplazo de las Ruedas. Deslice el Pin fuera de la flecha. Utilice un jalador de poleas si es necesario. Inspeccione la ranura de la cua por si hay seas de desgaste. Reemplace la cua si es necesario. Reinstale en secuencia inversa.
G9.3
Reemplazo de la Cremallera ADVERTENCIA! Desconecte la fuente de suministro al soplador. Utilice un compuesto anti adherente de alta temperatura en todas las superficies roscadas. a. b. c. Mueva el carro fuera de la cremallera a ser reemplazada. Quite los tornillos hexagonales de de la parte superior de la cremallera, alnee los pasadores y finalmente la cremallera. Compare la longitud de la cremallera vieja y la ubicacin de los orificios con la cremallera nueva. Instale los tornillos hexagonales de sin apretar a travs del ngulo hacia la cremallera y coloque pasadores de alineacin en sus posiciones. Apriete los tornillos frmemente y lubrique la cremallera con Aerosol para Cremallera Bergemann. Revise la cremallera y el pin para que no haya atoramientos.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
H1. Ilustraciones
Pgina 1 de 6
H1
ILUSTRACIONES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.H1.Illustraciones.Spanish
Vista General del Soplador US
Diagrama No. 1
Reductor Cubierta (Mostrada Transparente)
Engrane de Avance
Motor
Mecanismo Actuador
Cremallera Tubo Lanza Vlvula Poppet Cadena Tubo Alimentador Cadena-E (Cable S.O. Adentro) Soporte de Montaje del Cable/ Palanca Actuadora
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 2 de 6
H1
ILUSTRACIONES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.H1.Illustraciones.Spanish
Mecanismo de Operacin de la Vlvula
Diagrama No. 2
Ensamble del Cierre de la Vlvula Perno de Leva Barra Actuadora Ensamble de Palanca. Vlvula Poppet
Bloque Soporte
Mecanismo del Brazo Actuador.
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 3 de 6
H1
ILUSTRACIONES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.H1.Illustraciones.Spanish
Vista General del Ensamble del Carro del US
Diagrama No. 3
Reductor Flecha de Retraccin de Emergencia Pin de Avance
Motor
Cadena Barra Actuadora
Ensamble Lateral de Ruedas. Empaque Prense Tensor de la Cadena Cuerpo del Carrete Inferior
Buje del Empaque
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 4 de 6
H1
ILUSTRACIONES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.H1.Illustraciones.Spanish
Ensamble de los Rodillos Frontales de Soporte
Diagrama No. 4
Cabeza de Toberas
Ensamble de Placa Frontal Sin Correccin de Cada
Ensamble de Placa Frontal
Tubo Lanza Rodillos de Soporte de la Lanza
La Placa Frontal Ajustable se asegura a la Placa Fija con pernos. (Tpico 6 lugares 2 no mostrados). La correccin de cada puede ajustarse moviendo la Placa Frontal Ajustable arriba abajo segn se necesite. Favor de verificar con CBI para mayors detalles. No se intente a menos que se hayan completado los procedimientos apropiados de soporte y bloqueo. Placa Frontal Fija Cuadro y Ensamble del Rodillo de Pivote Ensamble de Placa Frontal Ajustable Rodillos de Soporte de la Lanza
Ensamble de Placa Frontal Con Correccin de Cada
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 5 de 6
H1
ILUSTRACIONES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.H1.Illustraciones.Spanish
Ensamble del Soporte de la Lanza y Tubo Alimentador (Pos. No. 11.0)
Diagrama No. 6 TUBO LANZA SE MUESTRA SOPORTADO
Tubo Lanza
Bloque del Asiento Pos. No. 11.8 Placa del Soporte del Rodillo de la Lanza Pos. No. 11.3 Rodillos de Soporte deLanza Pos. No. 11.1 Tornillos de Ajuste de Paro Pos. No. 11.4 Palanca Actuadora Pos. No. 11.5
Eje del Soporte de la Lanza Pos. No. 11.2
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 6 de 6
H1
ILUSTRACIONES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.H1.Illustraciones.Spanish
Ensamble de la Lanza y Tubo Alimentador (Pos. No. 11.0)
Diagrama No. 7 EL TUBO ALIMENTADOR SE MUESTRA SOPORTADO
Tubo Alimentador
Eje del Soporte del Tubo Pos. No. 11.7
Palanca Actuadora Pos. No. 11.5
Placa del Soporte del Tubo Pos. No. 11.6
Cubierta (Mostrada Transparente) Pos. No. 11.9
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 1 de 8
H2
LISTA DE PARTES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.AH2.1.Lista de Partes.Spanish
H2.
LISTA DE PARTES DE REPUESTO PARA EL SOPLADOR US
Para identificacin de la Parte, proporcione el nmero del contrato y la ubicacin individual del Soplador.
** Parte soldada, no se recomienda como parte de repuesto.
POS CANTIDAD DESCRIPCION 1.2 1.13 1 1 Ensamble del Carrete Central Buje del Empaque Estndar for BE-751 Juego Completo del Empaque Estndar 6 Anillos de Grafito 2 Anillos Trenzados Exteriores Perno Tuerca Hexagonal 13 Grado 5 Ensamble del Ajustador del Empaque Sprocket de 20 Dientes Aditamento de Montaje del Cable Perno Hexagonal 13 x Grado 5 Rondana de Seguro Bipartida Barra Actuadora Leva Actuadora Placa Bloqueadora
PARTE NUMERO * Segn Contrato BE-853
1.14
BE-751
1.15 1.16 1.17 1.18 1.23 1.25 1.26 1.28 1.29 1.30
2 2 1 1 1 2 2 1 1 1
* Segn Contrato BP863014-2900 BE-716 BE-612 * Segn Contrato BP-4390 BP869016-2900 BE-618 BE-649 BE-659
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 2 de 8
H2
LISTA DE PARTES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.AH2.1.Lista de Partes.Spanish
POS CANTIDAD DESCRIPCION 1.31 2 Dado Hexagonal Cabeza Plana 82 Grado 8
PARTE NUMERO BE-1169
1.33 1.35 1.41 1.43
2 2 2 2
Ensamble de Rodillos Laterales Placa Aceite para Reductor Grasa
* Segn Contrato BE-725 * Segn Contrato BE-1028
Sistema de Control de la Vlvula 3.1 3.4 1 1 Vlvula Conjunto de la Vlvula Empaque del Vstago de la Vlvula Tapn de Tubo Vlvula de Aire de Alivio Placa de la Vlvula Pasador x 1 Tornillo Cabeza Hexagonal 5/8 11 x 3 Gr 8 Tuerca Hexagonal Pesada 5/8 11 Rondana Plana 5/8 Rondana de Seguro Bipartida 5/8 Pernos
BE-744A * Segn Contrato * Segn Contrato BE-1417 * Segn Contrato BEG-N1-45776-NPT BE-601A BP863651-2538 BP-33922 BE-673 BP-5935 BP-14356 BE-647
3.7 3.9 3.10 3.11 3.12 3.13 3.14 3.15 3.16
1 1 1 2 4 4 8 4 4
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 3 de 8
H2
LISTA DE PARTES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.AH2.1.Lista de Partes.Spanish
POS CANTIDAD DESCRIPCION 3.17 3.18 3.19 3.20 3.21 3.22 3.23 3.24 3.30 3.31 3.32 3.33 3.37 3.38 3.40 3.42 3.43 3.44 4 1 1 1 2 2 1 1 1 1 1 4 1 1 1 1 1 1 Tuerca Hexagonal Anillo Retenedor Junta del Tubo de Alimentacin Placa Sujetadora Perno Hexagonal 13 x 2 Grado 8 Rondana del Seguro Cua x x Pasador 3/32 x 1 1/8 Ensamble de la Palanca Ensamble del Bloque de Cojinete Ensamble del Bloque de Cojinete Perno Cabeza de Dado 13 x 3/8 Grado 8 Bloque del Mecanismo de Apertura Flecha del Mecanismo de Apertura Brazo del Mecanismo de Apertura Anillo Retenedor 7200-75 Rondana de Empuje Rondana de Empuje
PARTE NUMERO BP863057-3200 BE-619 BP336755-1128 BE-621A BE-1239 BP869016-2900 BE-635 BP-16923 BE-745 BE-755R BE-755L BE-757 BE-758 BE-759 * Segn Contrato BE-1225 BE-763 BE-764
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 4 de 8
H2
LISTA DE PARTES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.AH2.1.Lista de Partes.Spanish
POS CANTIDAD DESCRIPCION 3.45 3.46 3.50 3.52 3.53 3.55 1 2 1 1 1 1 Tuerca Hexagonal 5/8 18 Tuerca Hexagonal de Amarre 5/8 18 Soporte de Leva del Mecanismo de Apertura Pasador de Montaje de la Leva Tuerca Nylock Aditamento de Montaje de la Leva
PARTE NUMERO BE-1178 BP863007-6000 BE-765 BE-767 BE-666 BE-768
Ensamble de la Cubierta 4.12 2 Cremallera con Orificios para los Pernos (secciones de 3 pies) Ensamble del Tope de Paro Ensamble del Tope de Paro Perno Hexagonal 1/2 13 x 1 Grado 8 Rondana del Seguro Tuerca Hexagonal 13 Rondana Plana Montaje del Interruptor Tornillo Cabeza Hexagonal 3/8 16 x Gr 8 Rondana Plana 3/8
BE-741A BE-717
4.29 4.30 4.31 4.32 4.33 4.34 4.35 4.37 4.38
1 1 4 4 4 4 2
BE-1111 BE-1112
BP869016-2900 BP863014-2900 BP869007-2900 * Segn Contrato BP-4467 BP869007-2700
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 5 de 8
H2
LISTA DE PARTES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.AH2.1.Lista de Partes.Spanish
POS CANTIDAD DESCRIPCION 4.39 4.41 4.42 4.43 4.50 4.51 4.52 4.53 4.54 4.56 4.57 4.58 4.59 4.72 4.73 1 4 4 2 4 2 2 1 4 4 4 4 1 2 Rondana del Seguro 3/8 Tapa Superior Tornillo Cabeza Hexagonal 35/16 18 x 5/8 Rondana Plana 5/16 Perno del Ojo Tuerca Hexagonal 1 8 Grado 8 Collar de la Flecha Tornillo Cabeza de Dado 3/8 16 x Flecha Tapa Lateral Perno Hexagonal 5/16 18 x Grado 5 Rondana Plana 5/16 Rondana del Seguro 5/16 Silicon Aerosol para Cremallera
PARTE NUMERO BP869017-2700 BE-686 BP-4862 BP869016-2600 BE-690 BE-1168 BE-688 BP-3269 BE-692 BE-1060 BE-1349 BP-5522 BP869016-2600 BE-1093 BE-1027
Ensamble de Lanza y Tubo de Alimentacin 5.1 1 Ensamble de Tubo de Alimentacin * Segn Contrato
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 6 de 8
H2
LISTA DE PARTES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.AH2.1.Lista de Partes.Spanish
POS CANTIDAD DESCRIPCION 5.5 5.6 5.9 5.10 1 1 6 12 Ensamble de Tubo Lanza Junta Pernos de la Brida Tuerca Hexagonal Uso Pesado 5/8 11 2H
PARTE NUMERO * Segn Contrato BP305656-0117 BE-637 BE-637
Ensamble Elctrico 6.1 Interruptor Lmite * Segn Contrato
Ensamble del Motorreductor 8.1 8.2 8.10 8.11 8.12 8.13 8.14 8.15 8.16 1 1 2 2 4 4 2 1 1 Reductor Motor Pin Rueda Rodamiento Anillo Retenedor 3000-268 Espaciador Rondana de Empuje Anillo Retenedor 63/64
BE-742A * Segn Contrato * Segn Contrato BE-N1-32951-US BE-N1-32952-US BEG-754 BE-634 BE-633 BE-1177 BE-209
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 7 de 8
H2
LISTA DE PARTES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.AH2.1.Lista de Partes.Spanish
POS CANTIDAD DESCRIPCION 8.17 8.18 8.20 8.21 8.22 8.23 8.24 8.25 8.30 8.32 8.35 8.36 2 2 4 4 4 1 1 1 1 1 4 4 Espaciador de la Rueda Anillo Retenedor 3100-156 Tornillo Cabeza Hexagonal Rondana del Seguro Rondana Plana Grado 8 Ensamble de la Catarina Tornillo Fijador de la Catarina Tornillo Fijador de la Catarina Cadena de Rodillos Conector Maestro Tornillo Rondana del Sequro
PARTE NUMERO BE-N1-46460-US BE-631 BP865005-2934 BP869016-2900 BP-4747 BE-625 BE-1170 BP-41237 BE-613 BP-73038 BP865005-2734 BP869017-2700
Ensamble del Tensor de Cadena BE-1793 (8.39) 8.40 8.42 8.44 1 1 1 Brazo del Tensor de la Cadena Ensamble de la Catarina Grasera de Lubricacin BE-1792 BE-1791 BP906902-0003
MANUAL DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO DEL SOPLADOR US
Pgina 8 de 8
H2
LISTA DE PARTES
Revisin Nmero 1
12 Octubre 2005 I.D. Documento
US.AH2.1.Lista de Partes.Spanish
POS CANTIDAD DESCRIPCION 8.45 8.46 8.47 8.48 8.49 1 2 2 2 2 Anillo Retenedor Rondana de Empuje Tornillo Rondana Plana Rondana del Sequro
PARTE NUMERO BE-531 BE-680 BP865005-2728 BP869007-2700 BP869017-2700
Ensamble del Soporte de la Lanza y Tubo Alimentador 11.0 11.1 11.2 11.3 11.4 11.5 11.6 11.7 11.8 11.9 1 2 1 1 2 1 1 1 1 1 Ensamble de Lanza y Tubo Alimentador Rodillo del Soporte de la Lanza Eje del Soporte de la Lanza Base del Rodillo de Soporte Tornillos de Ajuste de Paro Palanca Actuadora Placa Soporte del Tubo Base del Soporte del Tubo Bloque del Asiento Ensamble de la Cubierta CBA000251 Segn Contrato CBA000253 CBA000252 065976 CBA000257 BE-4293-1 CBA000255 188264 CBA000298
MANUAL DE INSTRUCCIONES DE INSTALACION, PUESTA EN SERVICIO, OPERACION & MANTENIMIENTO
Pgina 1 de 1
00
Revisin Nmero 1
PAGINA SEPARADORA
30 Junio 2004 I.D.Documento US.A0.1.Pgina Separadora
ESTA PAGINA ES DEJADA EN BLANCO INTENCIONALMENTE PARA PROPORCIONAR SEPARACION ENTRE EL MANUAL DE INSTRUCCIONES Y LOS DOCUMENTOS ESPECIFICOS DEL PROYECTO
You might also like
- Fdocuments - in Sopladores de Hollin Clyde BergemanDocument88 pagesFdocuments - in Sopladores de Hollin Clyde Bergemangonzalo valderramaNo ratings yet
- D5emkii - Manual SpanishDocument58 pagesD5emkii - Manual SpanishFernando ChavezNo ratings yet
- 21 LG Oso Plate ItDocument1 page21 LG Oso Plate ItJesús Estuardo Olán MéndezNo ratings yet
- Tuberias: Consultoría, Proyectos, Ingeniería Y Construcciones S.A. de C.VDocument4 pagesTuberias: Consultoría, Proyectos, Ingeniería Y Construcciones S.A. de C.VMauricio Sanchez Vivanco100% (1)
- Manual de Intsrucciones de ObturadoresDocument18 pagesManual de Intsrucciones de ObturadoresunwedeporaiNo ratings yet
- Soplador de Hollin - PartesDocument18 pagesSoplador de Hollin - PartesAlonso Morante Gomez100% (1)
- Curso de Capacitacion de Bombas 120129174952 Phpapp01 PDFDocument106 pagesCurso de Capacitacion de Bombas 120129174952 Phpapp01 PDFAl MayNo ratings yet
- VALMEC Valvula EsfericaDocument6 pagesVALMEC Valvula EsfericadcarunchioNo ratings yet
- Manual de Operación y Mantenimiento de Válvula de Control NORRISEAL Serie 2700ADocument16 pagesManual de Operación y Mantenimiento de Válvula de Control NORRISEAL Serie 2700ARicardo VillalongaNo ratings yet
- Compresores GLPDocument24 pagesCompresores GLPBraulio CasanuevaNo ratings yet
- Hoja de Datos Valvula Cameron T 222Document1 pageHoja de Datos Valvula Cameron T 222tristanxp100% (2)
- Ventila de Emergencia FRANKODocument4 pagesVentila de Emergencia FRANKOKirk Ellis100% (1)
- T A18t1Document4 pagesT A18t1Leonardo Ramirez GuzmanNo ratings yet
- Api 610Document35 pagesApi 610ruben100% (1)
- Concentrica sch40 PDFDocument2 pagesConcentrica sch40 PDFrussoliNo ratings yet
- Especificaciones Empaques Costa Fuera y TerrestresDocument9 pagesEspecificaciones Empaques Costa Fuera y TerrestresJosé LapeluzNo ratings yet
- Catalogo en Español Obt. ONISDocument16 pagesCatalogo en Español Obt. ONISelperrote3No ratings yet
- Desengrasado de AminaDocument40 pagesDesengrasado de AminaJuan Hernández GilNo ratings yet
- VSR Spanish PDFDocument4 pagesVSR Spanish PDFProyecyma CA100% (1)
- Nom 116 STPS 1994 PDFDocument13 pagesNom 116 STPS 1994 PDFgmartinezqNo ratings yet
- Catalogo Trampas de Vapor Mod. Ft47 Spirax SarcoDocument16 pagesCatalogo Trampas de Vapor Mod. Ft47 Spirax SarcoCALDERAS PERUANAS Y DERIVADOS SAC100% (1)
- E1 (Válvulas de Alta Presión) PDFDocument48 pagesE1 (Válvulas de Alta Presión) PDFAcuma Qvert100% (2)
- API 12j - Spec. For Oil and Gas SeparatorsDocument37 pagesAPI 12j - Spec. For Oil and Gas SeparatorsKarinaCorreaMejiaNo ratings yet
- Juntas EspirometálicasDocument2 pagesJuntas Espirometálicas007FGNo ratings yet
- NRF 289 Pemex 2011 PDFDocument28 pagesNRF 289 Pemex 2011 PDFRoberto SchotzNo ratings yet
- Mantto Hidrante Tipo Poste SecoDocument13 pagesMantto Hidrante Tipo Poste SecoMisai7No ratings yet
- Manual Bomba Neumática Sand-PiperDocument22 pagesManual Bomba Neumática Sand-PiperCamilo Espinel100% (1)
- ReentubadoDocument4 pagesReentubadosergio robles100% (1)
- Valvulas de Cortina PDFDocument5 pagesValvulas de Cortina PDFChristian VegaNo ratings yet
- Manual Seleccion Bombas SiamDocument18 pagesManual Seleccion Bombas SiamClaudio MarioNo ratings yet
- CURSO BOMBAS 2° PARTEaDocument52 pagesCURSO BOMBAS 2° PARTEaingsabrinaNo ratings yet
- Catalogo ValvulasDocument67 pagesCatalogo Valvulasjhobanybernal100% (1)
- Catalogo General 2021Document23 pagesCatalogo General 2021Olmer Romero MendezNo ratings yet
- Manual Bomba I3620Document96 pagesManual Bomba I3620Maria MonguiNo ratings yet
- Diseño de Tuberías para Plantas de ProcesoDocument305 pagesDiseño de Tuberías para Plantas de ProcesoAline Itzel ZamoraNo ratings yet
- Instalaciones Costa FueraDocument4 pagesInstalaciones Costa FueraEfrain PonseNo ratings yet
- Ultrafilter Secadoraburan FrigorificaDocument6 pagesUltrafilter Secadoraburan FrigorificaFabricio SanchezNo ratings yet
- Bomba Dosadora ProminentDocument32 pagesBomba Dosadora Prominentjcapli007No ratings yet
- Reporte de Liquidos Penetrantes PDFDocument2 pagesReporte de Liquidos Penetrantes PDFAntoni Huaman LopezNo ratings yet
- Checklist ValvulasDocument6 pagesChecklist ValvulasJose DiazNo ratings yet
- Planes de AmbientacionDocument62 pagesPlanes de AmbientacionJuan Hernández GilNo ratings yet
- Diapo FinalesDocument48 pagesDiapo FinalesJose Gonzales100% (1)
- Curso Soporteria (VepicaDocument3 pagesCurso Soporteria (VepicaEdirwinJoseChirinos100% (1)
- P-046-3-A-Dti-1303 - 3 FirmadoDocument1 pageP-046-3-A-Dti-1303 - 3 Firmadoadelfo vargas villegasNo ratings yet
- Curso Tuberias Asme Parte 1Document9 pagesCurso Tuberias Asme Parte 1Guillermo Cordero100% (3)
- Ficha Tecnica Obraductos - Valvula Mariposa WaferDocument1 pageFicha Tecnica Obraductos - Valvula Mariposa Waferobraductos ColNo ratings yet
- Bomba Centrífuga 3700Document12 pagesBomba Centrífuga 3700Jose Armando JaenNo ratings yet
- Despiece rc51,53Document2 pagesDespiece rc51,53Lukas EzequielNo ratings yet
- Manual de Cambiadores de CalorDocument69 pagesManual de Cambiadores de CalorMaximiliano García CalderónNo ratings yet
- Lista de BombasDocument2 pagesLista de BombasaramihzNo ratings yet
- PEMEX-Válvulas VAARDocument10 pagesPEMEX-Válvulas VAARwylie01100% (1)
- US Manual SpanishDocument106 pagesUS Manual SpanishFernando ChavezNo ratings yet
- Manual Motor d12d Camiones FN NH FM VolvoDocument25 pagesManual Motor d12d Camiones FN NH FM VolvoJose Luis Quintero Aparicio95% (40)
- Clio f4r 730 Engine Cb0m 3286a BuenoDocument149 pagesClio f4r 730 Engine Cb0m 3286a BuenoGustavo Uno82% (11)
- Renault Bomba EpicDocument45 pagesRenault Bomba EpicCristian Esteban TamashiroNo ratings yet
- Gmi. Taller Rap 4Document9 pagesGmi. Taller Rap 4Cesar David Acosta Venegas0% (1)
- 07 RC3000 Lubricación y AjusteDocument10 pages07 RC3000 Lubricación y AjusteDavid Roque PulidoNo ratings yet
- Posenfriador PDFDocument8 pagesPosenfriador PDFmartellb16No ratings yet
- IS1317 Cambio de Manguera de Descarga Del Compresor Por Tubo de Cobre Unidades OMCDocument5 pagesIS1317 Cambio de Manguera de Descarga Del Compresor Por Tubo de Cobre Unidades OMCedmundo197116No ratings yet
- Manual VolvoDocument25 pagesManual Volvokremoso100% (3)
- Desarrolo de Plantas IndustrialesDocument14 pagesDesarrolo de Plantas IndustrialesDave SGNo ratings yet
- Formato de Requisicion de Compra para LlavesDocument8 pagesFormato de Requisicion de Compra para LlavesDave SGNo ratings yet
- Investigacion de Construccion Plantas IndustrialesDocument14 pagesInvestigacion de Construccion Plantas IndustrialesDave SGNo ratings yet
- Rerparar LicuadoraDocument23 pagesRerparar LicuadoraCamilo Jose CastañoNo ratings yet
- Motores TermicosDocument12 pagesMotores TermicosDiego Montaña PNo ratings yet
- Desarrolo de Plantas IndustrialesDocument14 pagesDesarrolo de Plantas IndustrialesDave SGNo ratings yet
- Emtefa Sgto 2 Faema 2019 PDFDocument6 pagesEmtefa Sgto 2 Faema 2019 PDFDave SG67% (6)
- MaterialDocument12 pagesMaterialDave SGNo ratings yet
- Capitulo IDocument9 pagesCapitulo IDave SGNo ratings yet
- Aceleracion UniformeDocument12 pagesAceleracion UniformeDave SGNo ratings yet
- Mecanica Automotriz - Sistemas de Inyeccion en Motores DieselDocument15 pagesMecanica Automotriz - Sistemas de Inyeccion en Motores Dieselnaxo03100% (1)
- Taller de HerreriaDocument21 pagesTaller de HerreriaRuben100% (1)
- Corriente ContinuaDocument13 pagesCorriente ContinuaDave SGNo ratings yet
- Trabajo de David - CapacitanciaDocument2 pagesTrabajo de David - CapacitanciaDave SG100% (1)
- 4.-Código de Justicia Militar - 16may16 PDFDocument111 pages4.-Código de Justicia Militar - 16may16 PDFDave SGNo ratings yet
- Ejercicios de CatiaDocument8 pagesEjercicios de CatiaDave SGNo ratings yet
- Capítulo II Caracterizacion de La LineaDocument2 pagesCapítulo II Caracterizacion de La LineaDave SGNo ratings yet
- Rglmto Gral InfDocument74 pagesRglmto Gral InfEduardo Rodríguez ZárateNo ratings yet
- 3.-M.D.H. CNDH. Y SDN 27 Dic. 2016 PDFDocument176 pages3.-M.D.H. CNDH. Y SDN 27 Dic. 2016 PDFDave SG60% (5)
- Efectividad de Planta OEEDocument8 pagesEfectividad de Planta OEEGlorneyNo ratings yet
- Historiayaplicacionesdelarefrigeracion 150419161847 Conversion Gate02Document22 pagesHistoriayaplicacionesdelarefrigeracion 150419161847 Conversion Gate02Dave SGNo ratings yet
- Rglmto Gral InfDocument74 pagesRglmto Gral InfEduardo Rodríguez ZárateNo ratings yet
- Cambio de BalatasDocument8 pagesCambio de BalatasDave SGNo ratings yet
- Expociontecnologia 150101222250 Conversion Gate01Document72 pagesExpociontecnologia 150101222250 Conversion Gate01Dave SGNo ratings yet
- Normas de OperacionDocument10 pagesNormas de OperacionDave SGNo ratings yet
- Protocolos de Operaci+ N y MantenimientoDocument18 pagesProtocolos de Operaci+ N y MantenimientoCésar de JesúsNo ratings yet
- F Magnetismo3Document8 pagesF Magnetismo3Dave SGNo ratings yet
- Corriente Alterna 1Document52 pagesCorriente Alterna 1Dave SGNo ratings yet
- Tema4 Corriente ElectricaDocument41 pagesTema4 Corriente ElectricaFernandez Ajllahuanca RodrigoNo ratings yet
- Sistemas NeumaticosDocument13 pagesSistemas NeumaticosGustavo PerezNo ratings yet
- Catalogo Serie VCB VOGTDocument16 pagesCatalogo Serie VCB VOGTFernanda VasquezNo ratings yet
- Ejemplo Hoja Datos PitDocument2 pagesEjemplo Hoja Datos PitmixdanNo ratings yet
- TD Optiflux5000flDocument28 pagesTD Optiflux5000flmelbisferNo ratings yet
- Prefectura Naval Argentina: Ordenanza #4/02 (DPSN)Document35 pagesPrefectura Naval Argentina: Ordenanza #4/02 (DPSN)fernando hutnikNo ratings yet
- Guia - Bolsillo - Sellos MecanicosDocument90 pagesGuia - Bolsillo - Sellos MecanicosjulitomonkdaNo ratings yet
- P134-50 - Válvula de Retención-Ficha TécnicaDocument2 pagesP134-50 - Válvula de Retención-Ficha TécnicaEmiliano CenturiónNo ratings yet
- Preventores ArietesDocument30 pagesPreventores ArietesVicaolNo ratings yet
- Man Caudalimetro WP-DDocument4 pagesMan Caudalimetro WP-DJorge Gustavo GoyecheaNo ratings yet
- Entregable Estudio Factibilidadaprovechamiento Del Gas REV. 0Document32 pagesEntregable Estudio Factibilidadaprovechamiento Del Gas REV. 0Anonymous AtAGVssJNo ratings yet
- Conexiones Mangueras Hidraulicas PDFDocument17 pagesConexiones Mangueras Hidraulicas PDFRossman MejicanosNo ratings yet
- Espca 00004 - R0Document17 pagesEspca 00004 - R0Jonathan Romero AlfaroNo ratings yet
- Austromex PDFDocument151 pagesAustromex PDFaleskytronNo ratings yet
- Accesorios Poberaj Sa PDFDocument30 pagesAccesorios Poberaj Sa PDFMaximiliano BettarelNo ratings yet
- Grifos Contra IncendioDocument12 pagesGrifos Contra IncendioAlfredoNo ratings yet
- Cuestionario Sobre TuberiasDocument14 pagesCuestionario Sobre Tuberiasjhony1523100% (1)
- Especificaciones de Columnas de DestilacionDocument35 pagesEspecificaciones de Columnas de DestilacionLuisNo ratings yet
- Presupuesto Chorrillos Sigma Mejesa 07-04-14Document47 pagesPresupuesto Chorrillos Sigma Mejesa 07-04-14jose luis romero cotrinaNo ratings yet
- Alcance Chiller 51Document3 pagesAlcance Chiller 51SarahiNo ratings yet
- ABB-266DSH en EsDocument12 pagesABB-266DSH en EsDaniel Ruidiaz RuedaNo ratings yet
- Tanque de 45 m3Document6 pagesTanque de 45 m3Edgardo HenriquezNo ratings yet
- PET-STII-005 Mantt. y Reparación de Válvulas Compuerta, Globo, Check - PBF ValeroDocument9 pagesPET-STII-005 Mantt. y Reparación de Válvulas Compuerta, Globo, Check - PBF Valeromichelin25No ratings yet
- Metraflex Manguera Y MallaDocument24 pagesMetraflex Manguera Y MallaJulio Cesar Arroyo BrocaNo ratings yet
- Boa EkbDocument4 pagesBoa EkbDavid OmabaNo ratings yet
- 535 Elm 9 Et P 120 - CDocument43 pages535 Elm 9 Et P 120 - CISRAEL PORTILLONo ratings yet
- Folleto Recomendaciones de Limpieza y Mantenimiento AMBÚDocument2 pagesFolleto Recomendaciones de Limpieza y Mantenimiento AMBÚLeonel Losada CardozoNo ratings yet
- Memoria Tecnica Descriptiva SISTEMA CONTRA INCENDIO Torre Front Mar Egeo 1475Document8 pagesMemoria Tecnica Descriptiva SISTEMA CONTRA INCENDIO Torre Front Mar Egeo 1475Salvador Medina Chavarin100% (1)
- PXL-GDSSSTPA-PCS-06 Bloqueo de Energia y Materiales PeligrososDocument41 pagesPXL-GDSSSTPA-PCS-06 Bloqueo de Energia y Materiales PeligrososJuan Andrés González Montero100% (1)
- Válvula Esférica M10V DN " A DN2 ": Descripción Rango de OperaciónDocument3 pagesVálvula Esférica M10V DN " A DN2 ": Descripción Rango de OperaciónMarcelo NoleNo ratings yet
- Festo Acumuladores de Aire Comprimido Ficha Tecnica 380922Document6 pagesFesto Acumuladores de Aire Comprimido Ficha Tecnica 380922Mario Alcazar HuertaNo ratings yet
- Manual Tecnico Corzan - V10Document18 pagesManual Tecnico Corzan - V10mientrasvivoNo ratings yet