You might also like
- CONTROL ELECTRÓNICO DEL MOTOR 1NZ-FE TRABAJO Trabajo 2 TerminandoDocument4 pagesCONTROL ELECTRÓNICO DEL MOTOR 1NZ-FE TRABAJO Trabajo 2 TerminandoFrankly Noel Tello Mundaca100% (2)
- Mecanica Motor 1nz-Fe Simon BolivarDocument41 pagesMecanica Motor 1nz-Fe Simon BolivarfernandoalvisNo ratings yet
- Sistema de Alimentacion de Baja PresionDocument10 pagesSistema de Alimentacion de Baja PresionRodrigo0% (1)
- Proyecto Final Mecanica AutomotrizDocument70 pagesProyecto Final Mecanica AutomotrizAldair José Vásquez Beltrán80% (5)
- Calibracion Caudal Bomba Lineal InformeDocument9 pagesCalibracion Caudal Bomba Lineal InformeDavid VillamarinNo ratings yet
- Catálogo Motocarros BajajDocument165 pagesCatálogo Motocarros Bajajjudarangoca83% (18)
- Flex FuelDocument12 pagesFlex FuelCarlos Guiñez MontecinosNo ratings yet
- Gestión Electrónica DieselDocument3 pagesGestión Electrónica DieselLuis Seminario Lopez50% (2)
- CetanoDocument6 pagesCetanoemersonNo ratings yet
- Comprobacion de Desgaste en El MotorDocument35 pagesComprobacion de Desgaste en El MotorMoises Garcia80% (5)
- Circuito de Baja Presión, Componentes. Sistema de Alimentación DieselDocument6 pagesCircuito de Baja Presión, Componentes. Sistema de Alimentación DieselKatherine Diaz Jordan67% (3)
- Checklist MotoniveladoraDocument2 pagesChecklist MotoniveladoraFrancisco QuintartinezNo ratings yet
- Sistemas de Bolsas de Aire y Pretensores de Cinturones de Seguridad.VDocument135 pagesSistemas de Bolsas de Aire y Pretensores de Cinturones de Seguridad.VIvan Alvarado JuradoNo ratings yet
- Bomba Alimentadora de DiafragmaDocument12 pagesBomba Alimentadora de DiafragmaAstinkei100% (2)
- Medicion de Compresion Del Motor A GasolinaDocument3 pagesMedicion de Compresion Del Motor A GasolinaClivio Velasquez Chambi100% (1)
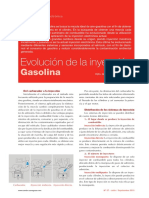
- Evolucion de La Inyeccion A GasolinaDocument2 pagesEvolucion de La Inyeccion A Gasolinajose lopez50% (2)
- Partes y Funcion Del InyectorDocument3 pagesPartes y Funcion Del InyectorFerney Diaz100% (1)
- Sistemas de Admisión VariableDocument15 pagesSistemas de Admisión VariableAdolfo LipaaleNo ratings yet
- Proyecto 3Document80 pagesProyecto 3Marco AltamiranoNo ratings yet
- 1er Tema Sistema de Distribución VariableDocument85 pages1er Tema Sistema de Distribución VariableDany MejiaNo ratings yet
- Nte - Inen 2316.2008Document29 pagesNte - Inen 2316.2008David Villamarin100% (1)
- Todo Sobre El Inyector DLDocument5 pagesTodo Sobre El Inyector DLJorge Solorza100% (5)
- Preyecto de Grado Reparacion de Motor 5eDocument24 pagesPreyecto de Grado Reparacion de Motor 5eMiguel Leyva75% (8)
- Tipos de TPSDocument3 pagesTipos de TPSJuan JoseNo ratings yet
- Carlos GalarzaDocument56 pagesCarlos GalarzaLIMBERTOLEDONo ratings yet
- Bomba Rotativa Partes y FuncionesDocument4 pagesBomba Rotativa Partes y FuncionesivonNo ratings yet
- Proyecto de EmprendimientoDocument14 pagesProyecto de EmprendimientoVelasquez Gut100% (2)
- Montaje de Los Elementos en La CulataDocument10 pagesMontaje de Los Elementos en La CulataJhon LozadaNo ratings yet
- PROYECTODocument61 pagesPROYECTOjosezapataviles100% (1)
- Informe Del Motor 5e AsuxiliarDocument8 pagesInforme Del Motor 5e AsuxiliarJosé Alejandro100% (1)
- Correcciones Banco de Pruebas Proyecto de GradoDocument50 pagesCorrecciones Banco de Pruebas Proyecto de GradoElias Salgueiro Flores0% (1)
- 3) Sistema de Unidad Inyectora (UIS)Document5 pages3) Sistema de Unidad Inyectora (UIS)Gianfranco Sotomayor Ugarte-QuirozNo ratings yet
- Vaporización Natural Del GLPDocument6 pagesVaporización Natural Del GLPerwinNo ratings yet
- ALI PERFIL DE PROYECTO DE GRADO CorregidoDocument10 pagesALI PERFIL DE PROYECTO DE GRADO Corregidoarelo100% (1)
- Puesta A Punto Del EncendidoDocument15 pagesPuesta A Punto Del EncendidoMiguel Jr Ponce100% (1)
- 1 - INTRODUCCION - Sistema de Inyección GasolinaDocument11 pages1 - INTRODUCCION - Sistema de Inyección GasolinaramakarunaNo ratings yet
- Sistema de Encendido (Platinos)Document4 pagesSistema de Encendido (Platinos)Ferreira Martinez80% (5)
- Bombas Rotativas DieselDocument20 pagesBombas Rotativas DieselJose Alfredo Rojas UribeNo ratings yet
- Desmontaje Del Arbol de LevasDocument6 pagesDesmontaje Del Arbol de LevasVeztalone FreddyMendezNo ratings yet
- TEMA 1 Ejes de Transmision ArticulacionDocument19 pagesTEMA 1 Ejes de Transmision ArticulacionRodrigoNo ratings yet
- Cuerpo Obturador Descripcion y CalibracionDocument7 pagesCuerpo Obturador Descripcion y Calibracionsergiogalean12No ratings yet
- Componentes Del Sistema de Inducción de AireDocument32 pagesComponentes Del Sistema de Inducción de AireAbimael Urquizu Gumucio100% (3)
- Datos Tecnicos Del MotorDocument8 pagesDatos Tecnicos Del MotorRonald PomaNo ratings yet
- Ventajas de La Inyección de GasolinaDocument9 pagesVentajas de La Inyección de GasolinaCristian Becares PerezNo ratings yet
- Tipos de InyectoresDocument35 pagesTipos de InyectoresMarĭo Isaac Manrĭquéz Leal80% (5)
- Evolucion Del Sistema GNVDocument29 pagesEvolucion Del Sistema GNVPablo Cesar Mendez RojasNo ratings yet
- Informe Bomba RotativaDocument23 pagesInforme Bomba RotativaAngel Bermeo25% (4)
- Bomba de Transferencia Tipo PaletasDocument3 pagesBomba de Transferencia Tipo PaletasOscar Chinchilla50% (2)
- Proyecto Sistema de Inyeccion 2018Document57 pagesProyecto Sistema de Inyeccion 2018grancapo6780% (5)
- Regulador Neumático de La Bomba de Inyección en LíneaDocument7 pagesRegulador Neumático de La Bomba de Inyección en LíneaMaximo Velez AvilaNo ratings yet
- ProyectoDocument16 pagesProyectosantiagoNo ratings yet
- Sistema de Inducción de AireDocument45 pagesSistema de Inducción de AireRICHARDJOS67% (15)
- Sistema ValvematicDocument3 pagesSistema ValvematicNorman Valle SáenzNo ratings yet
- GNC - Generaciones de Equipos (1era, 2da, 3era, 4ta, 5ta Generación)Document4 pagesGNC - Generaciones de Equipos (1era, 2da, 3era, 4ta, 5ta Generación)Leandro LópezNo ratings yet
- Sensor de Des AceleraciónDocument7 pagesSensor de Des Aceleracióntaycons100% (2)
- Variador de AvanceDocument3 pagesVariador de AvanceAlexAnder Cortez100% (2)
- Bomba Rotativa de Émbolo AxialDocument4 pagesBomba Rotativa de Émbolo AxialHenry Carvajal75% (4)
- Variador de AvanceDocument14 pagesVariador de AvanceFelipe Villacreses67% (3)
- Curso Funcionamiento Sincronizador Variador AvanceDocument23 pagesCurso Funcionamiento Sincronizador Variador AvanceJ Zito JefferxitoNo ratings yet
- Tipos de InyectoresDocument4 pagesTipos de InyectoresJose LopezNo ratings yet
- Diseño de Un Sistema de Seguridad y Alarma de Control Automatizado en Vehiculos Minivan Keyton Ex80Document12 pagesDiseño de Un Sistema de Seguridad y Alarma de Control Automatizado en Vehiculos Minivan Keyton Ex80Yerko Mita ChivasNo ratings yet
- Desmontaje y Montaje de Un MotorDocument5 pagesDesmontaje y Montaje de Un MotorAnibal Daquilema DsqNo ratings yet
- Taller 4 - Cigueñal 2016Document10 pagesTaller 4 - Cigueñal 2016MichaelJhuniorReymundoGarciaNo ratings yet
- Tarea 4 RA5Document14 pagesTarea 4 RA5Kevin VallesNo ratings yet
- CigueñalDocument4 pagesCigueñalRodrigo PérezNo ratings yet
- Informe Motores I BrayanDocument17 pagesInforme Motores I BrayanbrayanNo ratings yet
- Informe Alternador AutomotrizDocument4 pagesInforme Alternador AutomotrizFlor Yalle PichonNo ratings yet
- Laboratorio 2 - NeumaticaDocument22 pagesLaboratorio 2 - NeumaticaFelix Alfredo Vilchez TupayachiNo ratings yet
- Manual de Operación y Mantenimiento - 960E-1Document153 pagesManual de Operación y Mantenimiento - 960E-1MelinaMafNo ratings yet
- Quemadores TangencialesDocument6 pagesQuemadores TangencialesErnesto Sotelo Garcia100% (2)
- Aciete Lubricante MOBILDocument23 pagesAciete Lubricante MOBILRaymundo MartïnezNo ratings yet
- Proyecto Integrador TerminadoDocument53 pagesProyecto Integrador TerminadoAndresitoop TorresNo ratings yet
- Tema 12. Aprovechamiento de Crudo de Petróleo y Del Gas NaturalDocument92 pagesTema 12. Aprovechamiento de Crudo de Petróleo y Del Gas NaturalcarlossinlactosaNo ratings yet
- Resolucion RecuperacionDocument7 pagesResolucion RecuperacionAnonymous tDYVOSENo ratings yet
- Brochure Compresores Atlas Copco RYLSA 2019-V3 Ultima VersiónDocument2 pagesBrochure Compresores Atlas Copco RYLSA 2019-V3 Ultima VersiónandresNo ratings yet
- John Deere 6068 4VLV 11 10 2015Document11 pagesJohn Deere 6068 4VLV 11 10 2015Luis Alberto MontoyaNo ratings yet
- PLAN DE MANTENIMIENTO W5 WordDocument9 pagesPLAN DE MANTENIMIENTO W5 WordKevin Soto CadenaNo ratings yet
- Presión y Temperatura en Yacimientos de HidrocarburosDocument19 pagesPresión y Temperatura en Yacimientos de HidrocarburosRenato Cueva ZeladaNo ratings yet
- Clasificacion de TanquesDocument53 pagesClasificacion de TanquesLuis MuñozNo ratings yet
- 1a Nomenclatura de Equipos KomatsuDocument13 pages1a Nomenclatura de Equipos KomatsuAnonymous PLwNAjNo ratings yet
- Trabajo Practico de HidrocarburosDocument30 pagesTrabajo Practico de HidrocarburosEdgarNo ratings yet
- Ejercicios Estereoquimica y VariosDocument16 pagesEjercicios Estereoquimica y VariosctimanaNo ratings yet
- Bonos de Carbono y BiodigestoresDocument19 pagesBonos de Carbono y BiodigestoresJose MeraNo ratings yet
- Comprobaciones-2f TOYOTADocument9 pagesComprobaciones-2f TOYOTAPedro CarrionNo ratings yet
- ClasificacionDocument45 pagesClasificacionoswaldo aguirre mendozaNo ratings yet
- Inyectores de 2 MuellesDocument14 pagesInyectores de 2 MuellesPutinalfa MorochoNo ratings yet
- Ingenieria Civil Aplicada A La Extraccion Del PetroleoDocument4 pagesIngenieria Civil Aplicada A La Extraccion Del PetroleoMariferperezsolis F100% (1)
- 12v 24vDocument309 pages12v 24vjuanNo ratings yet
- Inyector Sustitucion 480dDocument10 pagesInyector Sustitucion 480dgenaroNo ratings yet