You might also like
- Anónimo - Romances de GaliciaDocument169 pagesAnónimo - Romances de GaliciaMarNo ratings yet
- Servicios Tecnico TrekDocument2 pagesServicios Tecnico Treksaravasti2046No ratings yet
- Biografia Pablo en GálatasDocument5 pagesBiografia Pablo en GálatasClaudio89% (9)
- La Vida de MoisésDocument8 pagesLa Vida de Moisésedgar areulioNo ratings yet
- Capitulo IX y XDocument3 pagesCapitulo IX y Xjuan perezNo ratings yet
- Escuela de Discipulado Clase 2 Nivel 2 Cultivando Nuestra Mente en CristoDocument6 pagesEscuela de Discipulado Clase 2 Nivel 2 Cultivando Nuestra Mente en CristoRafael BrachoNo ratings yet
- TahuantinsuyoDocument15 pagesTahuantinsuyoLizbeth Hurtado SalazarNo ratings yet
- Listado Transportistas 24062020Document28 pagesListado Transportistas 24062020Felipe galvnjaj100% (10)
- Maria Constanza - Qoyllur Riti Etnografia de Un Peregrinaje Ritual de Raiz IncaicDocument28 pagesMaria Constanza - Qoyllur Riti Etnografia de Un Peregrinaje Ritual de Raiz IncaicRudy Stip Quispe FlorezNo ratings yet
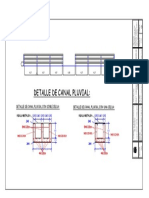
- Detalle Canal PluvialDocument1 pageDetalle Canal PluvialRekeCheCheNo ratings yet
- La Maldad de La Reina JezabelDocument6 pagesLa Maldad de La Reina JezabelSantos PalenciaNo ratings yet
- Carne Universitario 2011 Segundo GrupoDocument199 pagesCarne Universitario 2011 Segundo Grupokike_musicNo ratings yet
- Sondeos en La Literatura Espanola Transgresores y HeterodoxosDocument168 pagesSondeos en La Literatura Espanola Transgresores y Heterodoxosunión deportiva benidormNo ratings yet
- Discurso de PromociónDocument2 pagesDiscurso de PromociónSmidt GuevaraNo ratings yet
- La Salvacion Viene de Jesus El Hijo de Dios PDFDocument6 pagesLa Salvacion Viene de Jesus El Hijo de Dios PDFEnoc Sober On Cort EsNo ratings yet
- BDJGB Caliviejo 1981 s1Document40 pagesBDJGB Caliviejo 1981 s1carlos andres cardona r.No ratings yet
- Nómina de Estudiantes Que Aprobaron Ciu Medicina 2024Document17 pagesNómina de Estudiantes Que Aprobaron Ciu Medicina 2024ChechoNo ratings yet
- Cultura Acateka y Sistema SolarDocument3 pagesCultura Acateka y Sistema SolarDanilo LinaresNo ratings yet
- ASISTENCIA AAyA - SEM01 - GR2 - 16.09.20 PDFDocument1 pageASISTENCIA AAyA - SEM01 - GR2 - 16.09.20 PDFCristian AndradeNo ratings yet
- Tradición Naval Sobre El Primer Buque de Guerra en Isla de PascuaDocument10 pagesTradición Naval Sobre El Primer Buque de Guerra en Isla de PascuaMarcos Alonso Moncada AstudilloNo ratings yet
- Oficio Multiple 0073-2022-Dgdaa (F) (F)Document33 pagesOficio Multiple 0073-2022-Dgdaa (F) (F)Gerencia de Desarrollo Económico - EncañadaNo ratings yet
- 130 - He Decidido Seguir A Cristo PartituraDocument1 page130 - He Decidido Seguir A Cristo PartituraJess G Romar100% (3)
- Don Quijote Resumen 16-52Document13 pagesDon Quijote Resumen 16-52CRISTOBAL MUNOZNo ratings yet
- Fuente Gran Himno A AtonDocument5 pagesFuente Gran Himno A AtonMaximiliano OrtizNo ratings yet
- Cuadros de Las Sociedades Aborigenes de Mesoamerica y Modos de Dominacion ColonialDocument2 pagesCuadros de Las Sociedades Aborigenes de Mesoamerica y Modos de Dominacion ColonialAlejandro V. Chuquin FuelNo ratings yet
- Diarioentero 286 ParawebDocument47 pagesDiarioentero 286 ParawebjpdiaznlNo ratings yet
- José Sánchez Del RíoDocument2 pagesJosé Sánchez Del RíoYeimi LanderosNo ratings yet
- ¿Qué Conocimiento Del Mundo Tenían Los Europeos en Siglo XV?Document18 pages¿Qué Conocimiento Del Mundo Tenían Los Europeos en Siglo XV?Claudia Arévalo AguayoNo ratings yet
- Historia de IsraelDocument113 pagesHistoria de IsraelBernardo CamposNo ratings yet
- El Derecho de La España VisigodaDocument4 pagesEl Derecho de La España VisigodaChipiosin Pachekoo100% (1)