Professional Documents
Culture Documents
Tornos
Uploaded by
Luis jopiOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Tornos
Uploaded by
Luis jopiCopyright:
Available Formats
1
UNIDAD N 1 TORNOS MECNICOS
OBJETIVOS ESPECFICOS:
1. DISTINGUIR LOS DIFERENTES TIPOS DE TORNOS MECNICOS Y SUS APLICACIONES. 2. IDENTIFICAR COMPONENTES PRINCIPALES, SISTEMA DE ACCIONAMIENTO Y MECANISMOS DEL TORNO MECANICO PARALELO. 3. IDENTIFICAR LOS PRINCIPALES ACCESORIOS DEL TORNO. 4. IDENTIFICAR LAS OPERACIONES BASICAS DE TORNEADO.
TORNOS MECANICOS
Son mquinas que permiten la transformacin, de un slido, indefinido, hacindolo girar, alrededor de su eje y arrancndole material, perifricamente, con una herramienta. El objetivo es lograr la transformacin del slido, en una pieza bien definida, tanto en la forma, como en las dimensiones.
El material a trabajar, se fija sobre la parte giratoria de la mquina, que le proporciona el movimiento principal, mientras que la herramienta se fija en la parte mvil de traslacin longitudinal y transversal . Aunque existen diversos tipos de tornos en todos ellos encontraremos dos unidades fundamentales: El Grupo del Husillo o Arbol Principal y El Grupo Mvil porta-herramientas, que proporcionan los movimientos requeridos.
TIPOS DE TORNOS
Los tipos de tornos, empleados en la industria son variados y se diferencian entre s por la forma, tamao, precisin, potencia, etc. Tornos Paralelos Tornos Copiadores Tornos Verticales Tornos al aire Tornos automticos Tornos C.N.C.
La eleccin del tipo de torno para el desarrollo de una determinada fabricacin, deber realizarse en funcin de los siguientes factores: Dimensiones de las piezas. Formas de las mismas. Cantidad a producir. Grado de precisin requerido.
TORNO PARALELO
Es el torno ms tpico y ms frecuentemente usado, (fig.1-1) , a continuacin, se sealan sus partes ms importantes: 1.-Bancada 2.-Cabezal fijo o motriz 3.-Carro principal 4.-Cabezal mvil
5.-Circuito de lubricacin y refrigeracin
Adems, para su operacin, el torno requiere de una serie de accesorios y herramientas tales como: platos, centros, lunetas, bridas, mandriles, herramientas de corte, brocas, herramientas de moletear, etc.
Fig.1.1 Torno Paralelo (Col. F.P.C.T.)
a)Cabezal
Motriz
b)Cabezal Mvil c)Bancada d)Carro Principal
Este tipo de torno presenta limitaciones en cuanto a la cantidad de herramientas y dificultades para el cambio de stas, por lo que no tiene grandes posibilidades en la produccin en serie. Sin embargo, para la fabricacin de piezas aisladas es una mquina muy utilizada.
TORNO COPIADOR
Es un torno, que puede ser un torno paralelo, al que se ha agregado dispositivos, que permiten a la herramienta, desplazamientos automticos, de acuerdo con el perfil de la pieza que se desea copiar. El perfil es recorrido por un palpador que manda el accionamiento de la herramienta.
Como la plantilla o perfil a copiar puede ser de chapa gruesa, la preparacin de la mquina para la ejecucin de una serie es muy sencilla, lo que resulta ventajoso para pequeas series.
Los sistemas de copiar pueden clasificarse en las siguientes clases: a) Con mando por tensin elstica b) Con mando por transmisin elctrica c) Con mando por transmisin hidrulica d) Con mando por transmisin hidrulica-electrnica
Por sus caractersticas, sin embargo, los ms utilizados son los dos ltimos que se analizan a continuacin:
1.- MANDO POR TRANSMISIN HIDRULICA
En este sistema el palpador est unido a una vlvula de simple o doble paso de aceite a presin y segn la posicin de la vlvula y su apertura, llega aceite a una u otra cmara de un mbolo, que mueve, con las mismas fluctuaciones, la herramienta que tornea la pieza.
Fig. 1-2 Control por gua hidrulico
(Tec. de los metales, A ppold)
Fig. 1-3 Control por gua electro-hidrulico
(Tec. de los metales, A ppold)
2.- MANDO POR TRANSMISIN ELECTRNICO-HIDRULICO
En este sistema se aprovechan las ventajas de los mandos elctrico e hidrulico.
Se distinguen, en general, los mismos elementos hidrulicos, aunque el palpador va unido a un amplificador electrnico y desde l, pasan corrientes de mando amplificadas, hacia la vlvula de mando hidrulico. Estas seales permiten accionar la vlvula que
comanda el cilindro y sus desplazamientos y por lo tanto los desplazamientos de la herramienta,(fig.1-3). En sntesis, se puede indicar que estos tornos se consideran semiautomticos, ya que una vez montado el material, se hace girar, alrededor de su eje y se somete al arranque de viruta, mediante la herramienta, la que se mueve automticamente siguiendo el perfil, impuesto por una plantilla.
TORNO VERTICAL
Es una mquina destinada a trabajar piezas de gran envergadura, las que por su gran peso, resultan ms fciles de montar sobre un plato horizontal que
en otro de posicin vertical. Sus partes importantes son: Base Plataforma o plato Montante Puente Puente Mvil Carros
DESCRIPCIN
BASE
:Constituye el soporte de la plataforma o plato.
PLATAFORMA :Proporciona el movimiento giratorio, principal, a la pieza.
Adems, debe proporcionar la fijacin de la pieza, gracias una serie de ranuras radiales.
MONTANTE
:Son columnas que se alzan lateralmente a la base , pueden ser uno o dos. Poseen guas que permiten el desplazamiento del puente .
PUENTE PUENTE MVIL CARROS
:Permite unir los montante y adems, rigidizar la estructura. :Posee, el desplazamiento vertical, sobre las guas de los montantes. Adems permite desplazarse, en el sentido horizontal a los carros. :Llevan torres porta-herramienta giratoria.
Fig. 1.4 Torno Vertical
( Mq. Htas. Modernas, M. Rossi)
Fig. 1.5 Torno al aire
(Alrededor de las mq.- htas, Gerling)
TORNO AL AIRE
Es una mquina destinada principalmente al torneado de piezas de gran volumen y diversas formas y por lo tanto, cuenta con un plato de grandes dimensiones. El plato es
accionado por medio de una gran corona, que se halla en su parte posterior. Est compuesto por partes similares al torno paralelo, aunque de diferente presentacin y magnitud, (fig.1-5).
COMPONENTES
CABEZAL MOTRIZ
principal y sostener sostiene el plato y la pieza.
: Cumple la funcin de regular el movimiento giratorio, el husillo de trabajo. Este, a su vez,
CABEZAL MVIL :Su labor es sostener un extremo de la pieza, como as tambin alojar
accesorios o herramientas. Algunas mquinas no cuentan con este elemento.
CARRO PORTA-HERRAMIENTAS:
para efectuar el bancada.
proporciona
los
movimientos
necesarios
arranque de viruta. Va montado sobre un travesao y este, sobre la
BANCADA
: Constituye el sostn del grupo porta-herramientas. Est constituida
por una gran placa base.
TORNOS AUTOMTICOS
Los tornos automticos permiten realizar todo el ciclo de mecanizado, incluso la colocacin de nuevo material, cada vez que termina una pieza, en forma automtica.
La automatizacin se obtiene por medio de levas de diversos tipos, que van en el organismo principal, denominado rbol de levas. Las levas son elementos mecnicos, de diversas formas, utilizadas para controlar los diversos movimientos que se presentan durante el proceso. Desde este punto de vista, el torno es comandado por un verdadero programa mecnico.
En funcin de sus caractersticas, se debe invertir mucho tiempo en su preparacin por lo que su utilizacin slo se justifica en la fabricacin en serie. Se obtienen ventajas en la
reduccin de tiempos de produccin y mano de obra, ya que la intervencin humana se reduce a labores de supervisin, preparacin de herramientas, etc.
10
Existen varios tipos, destacndose los de uno o varios husillos, de barras, verticales y horizontales.
En los tornos de varios husillos, cada uno sostiene una barra para ser trabajada, ejecutndose una operacin. Despus de realizada el bloque de husillos se desplaza para ejecutarse en cada uno de ellos la aplicacin siguiente,(fig.1-6).
TIPOS DE LEVAS
En la fig. ( 1-6 ) se ilustran los tres tipos de levas : a)De Disco b)De Tambor c)Frontales
Esta clasificacin responde a la geometra de la leva y a la forma de contacto con el seguidor. En la fig.(1-7) se ilustra, esquemticamente, el mando por levas, de los diversos mecanismos de un torno automtico.
Fig. 1.6 Tipos de levas
(Mq. Htas. modernas, M.Rossi)
11
Fig.1.7 Torno automtico mandado por tambores de levas
(Tec. de los metales, Appold)
Fig. 1.8 Torno automtico de 5 husillos
(Mq,-Htas. modernas. M. Rossi)
TORNOS C.N.C.
12
Son mquinas en las que el control se realiza en forma de combinacin de nmeros, pero con el apoyo de un computador, para la realizacin de clculos y programacin.
La programacin corresponde a una serie de instrucciones que la mquina acepta, interpreta y traduce a movimientos. Esta labor es realizada por el operario en la mquina misma, establecindose una comunicacin entre el operario y el procesador de la mquina, (control), a travs de un teclado.
El programa as obtenido, puede ser almacenado en la propia memoria del control o en disquetes, pudiendo ser reutilizado y modificado.
Otra alternativa para la generacin de las instrucciones, es utilizar un programa C.A.M. (manufactura asistida por computador ), en un P.C. Para este efecto se entrega informacin tal como dimetro, tipo de operacin, velocidad de corte, tipo de material, etc. A partir de estos datos el programa C.A.M., genera el programa en cdigos G, (I.S.O.), que se transmite por cable al control de la mquina.
Una tercera opcin es que el C.A.M. genera el programa C.N.C. a partir del plano de la pieza, ingresado al P.C. mediante un programa C.A.D. (diseo asistido por computador). Posteriormente el programa se transmite al control C.N.C. desde el P.C.
Las dos ltimas posibilidades son las ms utilizadas, sobre todo en la fabricacin de piezas complejas. En todos los casos el control de la mquina puede simular el proceso.
13
Fig.1.9 Esquema torno C.N.C.
( Tec. Metales, Appold )
Fig. 1.10 Principio de Funcionamiento de un torno C.N.C., lazo cerrado
PRINCIPIO DE FUNCIONAMIENTO
14
El control de la mquina interpreta los cdigos de programacin y genera los movimientos de los carros y el plato, utilizando un sistema de regulacin denominado, de lazo cerrado. Un sistema de lazo cerrado funciona de la siguiente manera: El control comanda a los motores para que los carros se muevan hasta una determinada posicin. Posteriormente, compara la posicin y velocidad reales ,con aquellas fijadas en la 1 parte. Corrige las diferencias, ajustando los valores indicados en la 1 parte.
Una 2 opcin es utilizar un sistema denominado lazo abierto, en el que tambin se realiza la actividad N 1 anterior, pero no existe la posibilidad de comprobar si los motores han efectuado en forma correcta su funcin consecuencia, un sistema menos utilizado. y menos de corregir diferencias. Es, en
APLICACIN
Son muy recomendados para fabricaciones pequeas y medianas. A mayor complejidad de las piezas, menor es el lote que hace rentable el uso de un torno C.N.C.
VENTAJAS DE UN TORNO C.N.C.
Reduccin del tiempo de mecanizado. Reduccin de inventarios (se almacena el programa) Mejor Control de la produccin Mejora de la calidad de las piezas Flexibilidad
15
DESCRIPCIN
FUNCIONAMIENTO
DEL
TORNO
MECANICO PARALELO
FINALIDAD DEL TORNEADO
Un torno es esencialmente una mquina dotada con un motor, en la cual la pieza gira mientras una herramienta en contacto con ella se desplaza en la direccin del corte y extrae el material. La potencia desarrollada por el motor se transmite al husillo del cabezal fijo a travs de correas y engranajes. Esta potencia tambin controla los movimientos de la herramienta.
El torno tambin est equipado con volantes para efectuar avances, en forma manual de sus carros, y por tanto de la herramienta de corte. Los movimientos que se realizan en el torno son:
MOVIMIENTO DE CORTE: Es el principal movimiento y es el que permite el corte del
material (arranque de viruta, proceso C.A.V.). Se trata del movimiento giratorio que posee la pieza en el proceso de trabajo.
MOVIMIENTO DE AVANCE: Es el movimiento rectilneo que posee la herramienta de corte
y que presiona a lo largo de la superficie de trabajo, para encontrar siempre nuevo material que arrancar.
MOVIMIENTO DE PASADA: Es el movimiento que determina la profundidad de giro,
situando la herramienta de corte en el interior de la pieza y regulando la profundidad de pasada y por consiguiente el espesor de la viruta.
16
NOMENCLATURA
Fig. 1.11 Partes principales del torno
(Mecnica de taller, Thema)
a) Bancada b) Cabezal fijo c) Plato d) Carro principal e) Cabezal mvil i) Caja Norton j )Palanca de cambio de velocidad de avance k) Inversor de avance m)Palanca de cambio velocidad de husillo n)Barra de roscar o)Palanca de barra de roscar
p) Barra de cilindrar q) Palanca transmisin mov. de la barra de cilindrar r) Porta herramientas s)Carro porta herramientas t) Carro transversal u)Guas de bancada v)Volante accionamiento manual w)Barra trans. Mando de barra de cilindrar x)Centro giratorio y)Volante avance del cabezal mvil z)Leva de friccin y freno
17
COMPONENTES PRINCIPALES DEL TORNO PARALELO
BANCADA
La bancada es la pieza ms robusta del torno, ya que es la que sostiene todos los rganos y dems componentes de la mquina herramienta. Normalmente es de fundicin rgida, tiene bastante anchura, posee nervios transversales entre las paredes que absorben las tensiones originadas por la presin de corte. Deben ser bastante altas las paredes laterales para que no sufra flexiones, lo que originara vibraciones en el torno. En la parte superior de la bancada se encuentran dos guas prismticas, que aseguran el alineamiento entre el cabezal fijo, el carro principal y el cabezal mvil. Para dar mayor robustez al conjunto e impedir deformaciones de las guas prismticas, las bancadas se refuerzan por unos nervios, bajo los cuales se coloca una bandeja para recoger el refrigerante, el cual es enviado a un estanque de almacenaje. La bancada presenta un escote, que sirve para tornear piezas de mayor dimetro que la altura entre el centro del husillo y las guas de la bancada. La bancada, al ser una de las piezas fundamentales del torno, ya que su robustez y de la precisin con que estn mecanizadas sus guas depende en gran parte el rendimiento de la mquina, es muy importante que este perfectamente estabilizada y alineada, a fin de evitar posibles deformaciones con el paso del tiempo.
18
Fig.1.12 Bancada
(Mecnica de Taller, Thema) a) Bancada b) Guas prismticas c) Escote
CABEZAL FIJO
Normalmente est formado por una caja de fundicin, que va atornillada sobre el extremo izquierdo de la bancada. El cabezal fijo contiene un eje principal, (husillo), el cual tiene por objeto sostener el plato que sirve para sujetar la pieza que se ha de trabajar, los engranajes de reduccin, por medio de los cuales, la fuerza desarrollada por el motor imprime el movimiento de rotacin de la pieza a trabajar. El eje principal normalmente es hueco y va apoyado en cojinetes o segn su potencia en rodamientos de rodillos cnicos, los cuales son ajustables para corregir las variaciones producidas por el desgaste o con el uso. El eje principal tiene su extremo de trabajo, que sobresale del cabezal fijo y se denomina husillo, el cual est roscado exteriormente para instalar o acoplar los platos de sujecin o de arrastre.
19
El interior del husillo es cnico, segn normas de los conos morse, para poder ajustar en el una pieza llamada punto fijo, que sirve para sostener un extremo de la pieza a trabajar. En este cabezal el movimiento se transmite desde el motor, a travs de una sola polea mediante correas trapeciales. Las diferentes velocidades del husillo se obtienen por medio de cambios de velocidad por engranajes, o mediante variadores de velocidad. Ejemplo de un cabezal fijo con movimiento desde el motor a travs de un sola polea con los cambios por engranajes:
ARBOL I
A.- Polea B.- Embrague de discos, para poner en marcha la mquina con suavidad. C.- Freno con discos de friccin para detener rpidamente la mquina. D.- Engranajes conducidos, montados fijos.
Fig.1.13 Cabezal fijo
(Mecnica de Taller, Thema)
20
ARBOL ESTRIADO II
E.- Engranajes conducidos, montados deslizantes. F.- Engranajes motrices, montados deslizantes.
HUSILLO III
G.- Engranajes conducidos, montados fijos. Para cada uno de los 4 acoplamientos posibles entre los rboles I y II existen otros dos entre los rboles II y III. De esta forma, el cabezal permite 8 velocidades diferentes del husillo para cada velocidad del motor.
CABEZAL MVIL
El cabezal mvil se encuentra en el extremo derecho y opuesto al cabezal fijo, sobre las guas de la bancada del torno, pudindose deslizar en toda su longitud.
El cabezal mvil est formado por dos piezas, generalmente de fundicin, una de las cuales sirve de placa de soporte y contiene las guas que se apoyan sobre las guas de la bancada del torno y el dispositivo de fijacin para inmovilizarlo. La otra pieza de la parte superior es de forma alargada y es la elongacin del eje principal, del cabezal mvil. Contiene un centro fijo o giratorio, que constituye el otro apoyo de la pieza que se mecaniza. Esta pieza lleva, adems, un mecanismo formado por el husillo roscado y su tuerca, que permite avanzar o retroceder la contra punta para fijar la pieza. A travs del mecanismo del husillo se hace avanzar por medio de un volante la contrapunta, hasta que la punta del centro giratorio quede introducida a la presin deseada en la perforacin de la pieza.
21
Algunos cabezales mviles van provistos de una base postiza que puede desplazarse transversalmente al eje del torno, y as se puede descentrar el centro giratorio del torno. Esto es muy ventajoso cuando se deban mecanizar conos.
Fig.1.14 Cabezal Mvil
(Mecnica de Taller, Thema)
a ) Placa soporte b ) Cuerpo del cabezal mvil c) Tornillo de regulacin de alineamiento d) Tuerca de fijacin del cabezal mvil e) Tornillo del husillo f) Tuerca g) Volante accionamiento del husillo h) Chaveta gua del husillo i ) Centro fijo l) Husillo del cabezal mvil m) Chaveta tornillo n) Palanca de bloqueo de movimiento del husillo
22
Para la operacin de taladrado, el centro giratorio se sustituye por una broca con cono morse, pero para utilizar brocas de espiga cilndrica utilizamos un mandril portabroca. La extraccin del centro giratorio, mandril porta broca, u otro accesorio, se efecta haciendo retroceder el eje cnico mediante el giro del husillo. Este husillo es accionado por un mecanismo tornillo tuerca, de hilo cuadrado, instalado en su interior, el cual empuja el centro giratorio y lo saca de su alojamiento, por el movimiento de un volante. Los desplazamientos axiales del husillo se leen en el tambor graduado, segn el tipo de cabezal mvil.
CARRO PRINCIPAL
Esta constituido por el grupo de los carros y placa de maniobra o delantal. Este carro se desliza sobre las guas prismticas de la bancada, desde derecha, a izquierda o viceversa, a lo largo de toda su magnitud. Est situado entre el cabezal fijo y el cabezal mvil, transmitiendo los movimientos de corte y de avance. El carro principal est compuesto por cinco partes principales, las cuales son:
a.- CARRO DE BANCADA Este se mueve a lo largo de las guas de la bancada lleva consigo a todo el carro en su movimiento paralelo al eje del torno. El movimiento se obtiene en forma manual o en forma automtica por medio de una transmisin por engranajes y cremallera.
b.- CARRO TRANSVERSAL Este carro esta unido al puente del carro por un gua en cola de milano. Se desliza transversalmente sobre las guas del carro principal. Su movimiento se efecta en forma manual o automticamente, por medio del volante que lleva un tambor graduado que permite leer con precisin el desplazamiento transversal de la herramienta.
23
Fig. 1.15 Carro Principal
(Mecnica de Taller, Thema)
1.- Plataforma giratoria 2.-Torre porta herramientas 3.-Carro superior 4.-carro transversal
5.-Carro de bancada 6.-Tornillo patrn(barra de roscar) 7.-Barra de avances 8.-Barra de embrague
24
c.- CARRO SUPERIOR Este carro esta formado por tres piezas principales: La Base, El Charriot, El Portaherramientas. c1.- La base: est sobre una plataforma giratoria que puede orientarse en guas en
cualquier posicin, determinada por regla graduada. Esta base lleva unas forma de cola de milano , sobre las que se desliza el charriot, en el porta herramientas.
el que va situado
c2.-El Charriot: que
se
encuentra sobre la base permite
realizar trabajos
como construccin de conos, desplazndolo en construccin. Tiene solamente que acciona en su absorber movimiento
los grados requeridos, para esa de una manivela para
manual por intermedio
interior, un conjunto tornillo - tuerca de desgastes y
rosca cuadrada
mejor los esfuerzos,
vibraciones que se producen por su
constante uso. En la parte superior del charriot nos encontramos con la torre porta-herramienta.
c3.- La Torre porta-herramienta: Sirve para la fijacin de las herramientas de corte que se utilizan en los distintos trabajos que se ejecutan en el torno. El sistema de fijacin de la herramienta de corte se debe tener en cuenta que la altura de la herramienta debe estar a la altura del centro del husillo del cabezal mvil, lo que se verifica por medio del centro giratorio, que es nuestra referencia.
d .- DELANTAL Es la parte delantera del carro principal, que contiene los engranajes y los mandos para transmitir movimientos de avance, tanto a mano o automticamente a los distintos carros. Los movimientos manuales son realizados por medio de una manivela o volante que es accionada por el operador. Los movimientos automticos son realizados por un
conjunto de rueda-pion, (engranajes), al accionar una manivela , que permite embragar la barra de cilindrar. Para las operaciones de roscado se embraga la barra de roscar.
25
Fig. 1.16 DELANTAL
(Tec. Metales, Appold).
SISTEMA DE LUBRICACIN
Los Organos en movimientos del torno requieren una lubricacin adecuada y constante, en las partes rgidas como guas de bancada la lubricacin se puede efectuar en forma manual por medio de una aceitera manejada por el operario. La lubricacin del cabezal fijo, caja de velocidades y de avance, se realiza por el mtodo de proyeccin, donde los engranajes que estn parcialmente sumergidos en un bao de aceite, proyectan este aceite en todas las direcciones y lubrica los rganos situados en las diferentes cajas de cambio. El Control de aceite se realiza por intermedio del nivel ptico que se encuentra en las cajas de velocidades. Se deber controlar siempre el nivel de aceite por medio de sus niveles, y asegurarse de que los engrasadores contienen grasa suficiente.
SISTEMA DE REFRIGERACIN
La refrigeracin consiste en dirigir un abundante chorro de fluido a la zona de contacto entre la herramienta de corte y la pieza a trabajar.
26
La refrigeracin se realiza por medio de un circuito sencillo instalado en el torno compuesto de: Depsito del refrigerante Motor de la bomba del refrigerante Cuerpo de la bomba Filtro Tuberas de impulsin del refrigerante Tubo articulado de conexin a la boquilla Soporte mvil de la boquilla Articulacin para orientar y fijar la boquilla Tubera de retorno del refrigerante al depsito
Fig. 1.17 Sistema de refrigeracin (M. de Maq.- Htas, Genevro)
El porcentaje de aceite varia del 5% para el mecanizado de aceros blandos y de un 25% para aceros especiales.
SISTEMAS DE REVOLUCIONES POR MINUTO
Por variacin de velocidades entendemos la transformacin del nmero de revoluciones constantes del motor en otras distintas y variadas, a las que debe girar, segn las necesidades , el eje principal de torno. R.P.M. o r.p.m. indica el nmero de revoluciones realizadas, por minuto.
27
Las diferentes velocidades del eje principal se obtienen mediante variadores de velocidades o por medio de cambios de velocidades por engranajes. Los variadores de velocidades son mecanismos de regulacin sin escalonamiento, de tipo mecnico o hidrulico, adaptadas al cabezal fijo. La variacin de velocidades se obtiene, normalmente, mediante engranes, compuestos de ruedas dentadas que pueden hacerse engranar por medio de palancas. Las principales ventajas de la variacin de velocidades por engranajes son:
a)Mayor rapidez y comodidad en los cambios de velocidades b)La relacin de transmisin entre dientes es ms exacta. c)Diseo simple.
SISTEMA DE AVANCE
El avance se obtiene transmitiendo el movimiento hasta los carros, sobres los cuales esta fija la herramienta. El avance se puede obtener de las siguientes maneras:
a) Manual : El mecanismo que permite el movimiento en el sentido longitudinal, tiene su
punto de partida en el volante manual de la placa de maniobra o delantal; ver fig.1.16. Al girar el volante se activa una cadena cinemtica compuesta por una serie de engranajes y al final una cremallera que transforma el movimiento de rotacin en traslacin longitudinal del carro. El movimiento transversal esta controlado por un sistema tornillo-tuerca. Al girar la manivela del carro transversal, se acciona el tornillo, por lo que la tuerca se desplaza en forma rectilnea, perpendicularmente al eje de la mquina, arrastrando al carro, al cual se encuentra solidaria. Es posible mover la herramienta en cualquier direccin, actuando sobre el sistema tornillo-tuerca del carro superior(Charriot).
b) Automtica : Esta opcin se tratar, en detalle en la unidad N7.
ACCESORIOS DEL TORNO
Para que el trabajo de torneado resulte de buena calidad, es condicin previa que la pieza est firmemente sujeta, lo cual se puede conseguir por medio de los distintos platos que posee el torno.
28
a.- PLATO LISOS DE ARRASTRE
Estos platos se acoplan o atornillan directamente al husillo y por medio de un tornillo de arrastre se empuja la brida en el movimiento de rotacin. Los hay de tipo corriente, con pared protectora y con dispositivo de seguridad. Los perros o bridas de arrastre son mordazas de tipo comn o de tipo acodado, que permiten sujetar, con un tornillo de presin, una de las extremidades de la pieza.
b.- PLATOS UNIVERSALES DE TRES MORDAZAS-AUTOCENTRANTES
Se llaman autocentrantes por cuanto con la sola operacin de apretar los perros, la pieza queda sujeta en posicin centrada, por esta razn son los ms usados.
c.- PLATOS DE CUATRO MORDAZAS
Tienen cuatro mordazas ajustables por separado y susceptibles de ponerse en posicin invertida.
d.- PLATOS PLANOS (DE RANURA O LISOS)
Tienen perforaciones variables, ejecutadas con simetra. En ellas se fijan las piezas mediante bridas, tornillo y a veces escuadras. Se usan para trabajar piezas de formas irregulares.
29
Fig.1.18 Plato universal de tres garras
(Tec. Mat.; Appold)
Fig. 1.19 Plato de cuatro garras
Fig. 1.20 Plato liso
30
(Tec .Metales, Appold)
(Tec .Metales, Appold)
FIG. 1.21 Plato de arrastre
(Tec. Metales, Appold)
31
LAS LUNETAS
Son accesorios suplementarios, que sirven para sostener las piezas largas. Con el objeto de impedir que se flecten y evitar las vibraciones. Tambin permiten que el extremo de la pieza quede libre. Las mordazas de la luneta pueden ajustarse al dimetro de la pieza.
1.- LUNETA FIJA
Su funcin es evitar la flexin de piezas largas o permitir el mecanizado en el extremo. Se ubica en un punto conveniente de l a bancada y se fija a ella. La parte superior puede abrirse para colocar la pieza en la luneta.
2.- LUNETA MOVIL
Sirve como de contra apoyo de la herramienta y se fija en el carro , movindose con el. Va provista de una, dos o tres mordazas que, de acuerdo con la direccin de la presin de corte, apoyan la pieza detrs y cerca del filo de la herramienta, en la superficie ya trabajada.
3.- LAS MORDAZAS
Van guiadas en las lunetas de modo ajustable, son de acero, latn, bronce, etc. Tambin son usuales las mordazas provistas de rodillos de acero. Deben ubicarse sobre una zona ya mecanizada, de modo que la pieza gire con un movimiento perfectamente circular.
4.-PUNTOS DE SUJECIN
Permiten la fijacin y centrado de la pieza a mecanizar. Estn formados por un extremo cnico de 60 que se ajusta sobre la pieza y una espiga normalmente morse, para la fijacin a la mquina. Los puntos pueden ser fijos o rotatorios. Estos ltimos va montados sobre rodamientos. de conicidad,
32
5.-BRIDA Es un accesorio utilizado para impulsar la pieza en trabajos que se
desarrollan con montaje entre centros. Tiene una abertura para ubicar la pieza en su interior y sujetarla , con la ayuda de un perno. Su espiga o cola, se ajusta a la ranura o pivote del plato de arrastre, de modo que este le comunique el movimiento.
FIG. 1.22 Luneta fija
33
Fig. 1.23 Luneta mvil
(Col. F.P.C.T.)
Fig. 1.24 Mordazas de rodillos
(Col. F.P.C.T.)
Fig. 1.25 Bridas
( Torn.Mec.; Inacap)
34
CARACTERISTICAS TECNICAS DE TORNO
A) DISTANCIA ENTRE CENTROS
Est comprendida entre el centro del cabezal mvil, el cual se ubica a la derecha de la bancada y el centro fijo que se ubica en el husillo del cabezal fijo ubicado al lado izquierdo de la bancada, donde alcanza su longitud mxima.
B) POTENCIA DE LA MQUINA
Est dada por la potencia del motor en HP que flucta, segn las dimensiones de la mquina. De su valor y del rendimiento de la mquina, depende la cantidad de viruta mxima, que es posible remover.
C) DIAMETROS ADMISIBLES SOBRE LA BANCADA
1.-Dimetro admisible sobre la bancada. Corresponde al doble de la entre el punto y el borde interior de la bancada. 2.-Dimetro de torneado sobre el escote. Corresponde al doble de la distancia distancia
entre el punto del torno y el punto mas bajo en el escote.
D) DIAMETRO INTERIOR DEL HUSILLO PRINCIPAL
El dimetro interior del husillo principal depende de las dimensiones del torno, utilizndose frecuentemente un cono morse N5
E) TIPO DE BANCADA
La bancada generalmente son de hierro fundido, teniendo en la parte superior dos guas prismticas de acero especial rectificado, para permitir un mejor desplazamiento de los carros. Segn el tipo de guas , se puede clasificar como : Guas prismticas. Guas prismticas y planas. Guas especiales.
35
Long. Torneado escote
R = Radio de torneado sobre el escote
Fig.1.27 Caractersticas del torno
(Alrededor del torno; Bartsch)
F) GAMA DE VELOCIDADES
La gama de velocidades viene determinada por las frecuencias de giro( R.P.M.), posibles de utilizar, segn el mecanismo de regulacin del torno. El caso ms general es de regulacin escalonada por engranajes, en cuyo caso las frecuencias de giro dependen de las combinaciones posibles de engranajes. Estas combinaciones se ajustan mediante el posicionamiento de palancas externas, que se sealan en la parte frontal del cabezal motriz.
G) GAMA DE AVANCES . La gama de avances depende de las combinaciones de engranajes en la caja Norton. En los tornos se tabula la gama de avances y pasos disponibles,
36
sobre la caja Norton.
DESCRIPCIN Y FINALIDAD DE LAS SIGUIENTES OPERACIONES
CILINDRADO
Es una operacin cuyo objetivo es generar una o ms superficies cilndricas en la pieza , mediante la reduccin del dimetro de una pieza. Para ello se debe dotar a la pieza del movimiento principal o de rotacin y a la herramienta de un movimiento longitudinal, paralelo al eje de giro.
REFRENTADO
Es la operacin con la cual se realizan en una pieza superficies planas, perpendiculares al eje del torno. Este refrentado puede ser exterior o interior, completo o parcial. La pieza deber estar provista del movimiento del movimiento principal y la
herramienta de un movimiento de avance transversal, perpendicular al eje de giro.
TALADRADO
Por medio de esta operacin, en una pieza en rotacin, se pueden hacer agujeros pasantes o ciegos, con una herramienta denominada broca, que normalmente va montada en un mandril porta brocas. La pieza estar provista del movimiento principal y la herramienta avanzar longitudinalmente sobre ella, paralelamente al eje de giro. El porta brocas se monta en el cabezal mvil. Para el xito de la operacin se debe verificar el alineamiento del cabezal mvil.
TRONZADO
El tronzado es la operacin con la cual se corta una pieza una vez concluida su fabricacin. La pieza estar provista del movimiento principal y la herramienta tendr un movimiento de avance perpendicular al eje de giro.
37
Debido a la direccin del corte y al gran contacto entre la herramienta y la pieza se recomienda usar valores bajos de avances. En los trabajos de tronzar, la pieza tiende a montarse sobre la herramienta y arrastrarla hacia dentro, produciendo as con facilidad la rotura de la herramienta.
You might also like
- Guia de Termografia para El Mantenimiento PredictivoDocument48 pagesGuia de Termografia para El Mantenimiento PredictivoPao Uruett100% (3)
- Manual Del Estudiante HD 1500 PDFDocument65 pagesManual Del Estudiante HD 1500 PDFYimmy Macías Pérez80% (5)
- Motores de Corriente AlternaDocument10 pagesMotores de Corriente AlternaGerardo GuzmanNo ratings yet
- Valvulas de ControlDocument86 pagesValvulas de ControlHéctor RY92% (12)
- 1.-Mantenimiento Del Sistema Regulador de La VelocidadDocument37 pages1.-Mantenimiento Del Sistema Regulador de La VelocidadVictor Hugo Campos MelgarNo ratings yet
- Cálculo de VálvulasDocument37 pagesCálculo de Válvulaseiderbp20100% (1)
- Sistema de Distribucion Motor VVT IDocument6 pagesSistema de Distribucion Motor VVT IJhon Choquehuanca Benegas100% (1)
- Curso Operador Tecnicas Operacion Retroexcavadoras CaterpillarDocument81 pagesCurso Operador Tecnicas Operacion Retroexcavadoras CaterpillarEdwin Palacios Quispe79% (14)
- Ati PDFDocument3 pagesAti PDFLuis jopiNo ratings yet
- Borrar PDFDocument35 pagesBorrar PDFLuis jopiNo ratings yet
- Ejercicios MecanismosDocument19 pagesEjercicios MecanismosDiego Velasquez60% (5)
- ATIuuDocument3 pagesATIuuLuis jopiNo ratings yet
- Gua Practica Termografia ESDocument56 pagesGua Practica Termografia ESjuliocanales100% (3)
- Tintas PenetrantesDocument8 pagesTintas PenetrantesRodrigo Fernando Espejo AriasNo ratings yet
- Válvula de 8Document1 pageVálvula de 8Luis jopiNo ratings yet
- Diámetro 2 1Document1 pageDiámetro 2 1Luis jopiNo ratings yet
- Henrry DisertacionDocument15 pagesHenrry DisertacionLuis jopiNo ratings yet
- INFORMEDocument10 pagesINFORMELuis jopiNo ratings yet
- Poleas de MandoDocument5 pagesPoleas de Mandotali011971No ratings yet
- Calendario de CharlasDocument4 pagesCalendario de CharlasLuis jopiNo ratings yet
- Informe de Liquidos PenetrantesDocument4 pagesInforme de Liquidos PenetrantesJosé Rodórico Sánchez Huamán100% (1)
- Informativo Matriculas Primavera 2014Document2 pagesInformativo Matriculas Primavera 2014Luis jopiNo ratings yet
- Spark GTDocument8 pagesSpark GTLuis jopiNo ratings yet
- Tipos de TurbinasDocument24 pagesTipos de TurbinasLuis jopiNo ratings yet
- QuechuasDocument4 pagesQuechuasLuis jopiNo ratings yet
- Fecha Examenes Otoño 2014 OficialDocument20 pagesFecha Examenes Otoño 2014 OficialLuis jopiNo ratings yet
- Primera Nota Ad Mantenimiento.Document1 pagePrimera Nota Ad Mantenimiento.Luis jopiNo ratings yet
- Fundamentos AdministracionDocument5 pagesFundamentos AdministracionLuis jopiNo ratings yet
- Fundamentos y Neo ClasicaDocument34 pagesFundamentos y Neo ClasicaLuis jopiNo ratings yet
- Capitulo 1 - LubricacionDocument15 pagesCapitulo 1 - LubricacionLuis jopiNo ratings yet
- Regulaci N CEFIREDocument93 pagesRegulaci N CEFIRELuis jopiNo ratings yet
- Pasos para El Establecimiento Del Plan Mantenimiento PlanificadoDocument14 pagesPasos para El Establecimiento Del Plan Mantenimiento PlanificadoLuis jopiNo ratings yet
- Virus Hack - Curso Técnico de Válvulas de ControlDocument53 pagesVirus Hack - Curso Técnico de Válvulas de ControlJorge EnriqueNo ratings yet
- Oleo SimbolosDocument39 pagesOleo SimbolosCristian BeltranNo ratings yet
- Valvula 101Document11 pagesValvula 101Luis jopiNo ratings yet
- Qdoc - Tips Taller N 3 Mantenimiento A Un Ventilador IndustriaDocument37 pagesQdoc - Tips Taller N 3 Mantenimiento A Un Ventilador IndustriaEnrique CaberoNo ratings yet
- Espel Mai 0669 PDocument40 pagesEspel Mai 0669 PGerardo Alexander Azañero AlaniaNo ratings yet
- Ubicacion SumiDocument44 pagesUbicacion Sumiangie alcaNo ratings yet
- Practica 1-Lab DinamicaDocument6 pagesPractica 1-Lab DinamicaDaniel LoeraNo ratings yet
- Unidad Tematica 07Document30 pagesUnidad Tematica 07MailenNo ratings yet
- Diagrama de IshikawaDocument10 pagesDiagrama de IshikawaKevin Palpa MedranoNo ratings yet
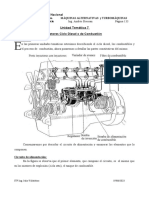
- Sistema de Alimentación de CombustibleDocument8 pagesSistema de Alimentación de CombustibleLuis Fernando RodriguezNo ratings yet
- 216.BLH-841 Informe Tecnico Man-Inf-216-2023Document8 pages216.BLH-841 Informe Tecnico Man-Inf-216-2023rafael100% (1)
- Brochure Um Motorcycles EcuadorDocument17 pagesBrochure Um Motorcycles EcuadorDiego Alejandro AlonsoNo ratings yet
- Herramientas de TallerDocument7 pagesHerramientas de TallerCristian DawkinsNo ratings yet
- Operacion de La Maquina 140 MDocument6 pagesOperacion de La Maquina 140 MnanoNo ratings yet
- Desbaste ConicoDocument9 pagesDesbaste ConicoCarlos PilatasigNo ratings yet
- Practica 15 Simulacion de Barrenado en Centros de MaquinadoDocument7 pagesPractica 15 Simulacion de Barrenado en Centros de MaquinadoKalid SaladoNo ratings yet
- Entregable 3Document8 pagesEntregable 3Anael ArrazolaNo ratings yet
- Motor de Corriente ContinúaDocument15 pagesMotor de Corriente Continúajox1106No ratings yet
- Sistema de Refrigeracion 428dDocument3 pagesSistema de Refrigeracion 428dRonaldo GaleanoNo ratings yet
- Dibujo Técnico. Normalización IndustrialDocument47 pagesDibujo Técnico. Normalización IndustrialPablo Doms Golobart100% (1)
- Excavadora Hyundai R260LC 9SBDocument2 pagesExcavadora Hyundai R260LC 9SBrickunert91No ratings yet
- Motor 384F-ME7.9.5Document57 pagesMotor 384F-ME7.9.5Anonymous a3tl7UW48gNo ratings yet
- 2019-Planificación Mecánica Básica Del AutomotorDocument13 pages2019-Planificación Mecánica Básica Del AutomotorMaria Jose Egea MussiNo ratings yet
- 08 Plan de Trabajo para El Torneado 2021-1Document4 pages08 Plan de Trabajo para El Torneado 2021-1Loda 6kNo ratings yet
- Tornillos Linea Acero InoxidableDocument31 pagesTornillos Linea Acero InoxidableEdwin RodriguezNo ratings yet
- FBDX1500Document3 pagesFBDX1500Israel YepezNo ratings yet
- Lista DICIEMBRE 2022 TransgomasDocument5 pagesLista DICIEMBRE 2022 TransgomasRran Pisos100% (1)