You might also like
- Análisis de Peligros Higiénicos en Un Proceso de SoldaduraDocument10 pagesAnálisis de Peligros Higiénicos en Un Proceso de SoldaduraLaura Sofia De La Rosa Ortiz100% (1)
- Análisis de Peligros Higiénicos en Un Proceso de Soldadura.Document13 pagesAnálisis de Peligros Higiénicos en Un Proceso de Soldadura.Margarita Vergara Salcedo100% (2)
- Eje 4 Condiciones de TrabajoDocument36 pagesEje 4 Condiciones de TrabajoEliana Muñoz100% (2)
- Actividad Eje 3 Legislacion LaboralDocument10 pagesActividad Eje 3 Legislacion LaboralViviana Sanchez Carbonell100% (1)
- Condiciones de Trabajo Eje 4Document19 pagesCondiciones de Trabajo Eje 4Luis Eduardo Espitia GuerraNo ratings yet
- Análisis de Peligros Higiénicos en Un Proceso de Soldadura - Actividad Eje 2Document17 pagesAnálisis de Peligros Higiénicos en Un Proceso de Soldadura - Actividad Eje 2Natalia Sánchez100% (1)
- Actividad Evaluativa Eje 2 Determinacion de Origen de Enfermedad LaboralDocument12 pagesActividad Evaluativa Eje 2 Determinacion de Origen de Enfermedad LaboralDiana HurtadoNo ratings yet
- Taller EJE2 Higiene y Seguridad - Rv1Document9 pagesTaller EJE2 Higiene y Seguridad - Rv1angelica suarez0% (1)
- Actividad Evaluativa Eje3 (1) LEGISLACIONDocument2 pagesActividad Evaluativa Eje3 (1) LEGISLACIONHerlin David Martinez Contreras0% (1)
- Analisis de Peligros y Riesgos Higienicos en Un Proceso de Soldadura Eje 2Document12 pagesAnalisis de Peligros y Riesgos Higienicos en Un Proceso de Soldadura Eje 2Viviana Sanchez Carbonell100% (1)
- Actividad EvaluativaDocument18 pagesActividad EvaluativaZulma RomeroNo ratings yet
- Determinación del origen de la enfermedad profesionalDocument10 pagesDeterminación del origen de la enfermedad profesionalAngie Carrero RamirezNo ratings yet
- Análisis de Peligros Higiénicos en Un Proceso de SoldaduraDocument10 pagesAnálisis de Peligros Higiénicos en Un Proceso de SoldaduraJulieth Alejandra Castro0% (1)
- 1.1 Tarea Eje 2 CondicionesDocument8 pages1.1 Tarea Eje 2 CondicionesAlejandra RosasNo ratings yet
- Eje 2. Analisis de Peligros Higienicos en El Proceso de SodaduraDocument9 pagesEje 2. Analisis de Peligros Higienicos en El Proceso de Sodaduragiovanni quinteroNo ratings yet
- Identifico El RiegoDocument14 pagesIdentifico El Riegojuan rangel mezaNo ratings yet
- Taller Eje 3 Clima Laboral y Toma de DecisionesDocument8 pagesTaller Eje 3 Clima Laboral y Toma de DecisionesMemo Becerra100% (1)
- Matriz para Wiki. Eje 2. Seminario II 01 2020 EJEMPLO CORTO-1Document3 pagesMatriz para Wiki. Eje 2. Seminario II 01 2020 EJEMPLO CORTO-1cristian100% (2)
- Ciclo de Vida Del Proyecto EJE 3Document6 pagesCiclo de Vida Del Proyecto EJE 3Melisa Fernanda Suarez CaicedoNo ratings yet
- Taller Eje 4 Gestion de ProyectosDocument15 pagesTaller Eje 4 Gestion de ProyectosmelisaNo ratings yet
- Actividad Eje 2 - Condiciones de Trabajo, Riesgos y Salud AmbientalDocument6 pagesActividad Eje 2 - Condiciones de Trabajo, Riesgos y Salud AmbientalCoordinador(a) Enlace PADNo ratings yet
- Ultimo Trabajo de CondicionesDocument25 pagesUltimo Trabajo de Condicionesamada pimientaNo ratings yet
- Identificacion Del Riesgo Eje 3Document8 pagesIdentificacion Del Riesgo Eje 3alejandroNo ratings yet
- Actividad Evaluativa Eje 1 (P1) - HIGIENE Y SEGURIDAD INDUSTRIAL - GSST - 2020 - 06 - 08 - 044Document9 pagesActividad Evaluativa Eje 1 (P1) - HIGIENE Y SEGURIDAD INDUSTRIAL - GSST - 2020 - 06 - 08 - 044EDGAR JEFFERSON FERNANDEZ MUNOZNo ratings yet
- Taller Evaluativo Eje No 2 ErgonomiaDocument9 pagesTaller Evaluativo Eje No 2 ErgonomiaDiego Fernando BolañosNo ratings yet
- Matriz para Elaboración de Wiki - Eje 2Document9 pagesMatriz para Elaboración de Wiki - Eje 2Ainelis Toncelt50% (2)
- Actividad Eje 4 BioeticaDocument6 pagesActividad Eje 4 BioeticaJacqueliine RamiirezNo ratings yet
- Actividad Evaluativa Eje 3 CondicionesDocument13 pagesActividad Evaluativa Eje 3 Condicionesadrianajpjj0% (1)
- Tipificación cultura organizacional Unidad Médica OrluzDocument14 pagesTipificación cultura organizacional Unidad Médica Orluztamaraqg33% (3)
- La Verdad y Sus ConsecuenciasDocument9 pagesLa Verdad y Sus Consecuenciasmaira alejandra quintero chinchilla100% (3)
- Eje 2 Higiene y Seguridad IndustrialDocument18 pagesEje 2 Higiene y Seguridad IndustrialRobledo MariaNo ratings yet
- Gestion de Proyecto Taller Actividad Evaluativa Eje Numero 3 Del Areandina2022Document11 pagesGestion de Proyecto Taller Actividad Evaluativa Eje Numero 3 Del Areandina2022Luis Eduardo Espitia GuerraNo ratings yet
- Actividad Evaluativa Eje 3Document6 pagesActividad Evaluativa Eje 3Jairo Jose Beltran Perez100% (3)
- Evaluación factores riesgo empresa metalmecánicaDocument2 pagesEvaluación factores riesgo empresa metalmecánicacoointransvias0% (1)
- Riesgos soldadura tuberíaDocument5 pagesRiesgos soldadura tuberíaBeatriz AlvarezNo ratings yet
- TALLER Legislaciòn Corregido Unidad 4Document11 pagesTALLER Legislaciòn Corregido Unidad 4Luis Antonio Marin Riveros80% (5)
- (EJE 4) Gestión Organizacional PDFDocument29 pages(EJE 4) Gestión Organizacional PDFLuisa Fernanda Lerma DiazNo ratings yet
- La Verdad y Sus ConsecuenciasDocument11 pagesLa Verdad y Sus ConsecuenciasINES LEVETTENo ratings yet
- Reflexión en El Marco de La Empresa Acorde A Lineamientos y ConclusionesDocument3 pagesReflexión en El Marco de La Empresa Acorde A Lineamientos y ConclusionesHECTOR HERNANDO PRIETO TRIANA100% (1)
- Actividad Eje 4 Plantilla Integral de EvaluaciónDocument12 pagesActividad Eje 4 Plantilla Integral de EvaluaciónStefany PoloNo ratings yet
- Identificación de contaminantes químicos en taller automotrizDocument11 pagesIdentificación de contaminantes químicos en taller automotrizlaura zamora100% (10)
- Identifico El Riesgo Eje 3Document12 pagesIdentifico El Riesgo Eje 3Daisy Santos100% (1)
- Actividad Evaluativa Eje 4 Condiciones de TrabajoDocument10 pagesActividad Evaluativa Eje 4 Condiciones de TrabajoRobledo MariaNo ratings yet
- Legislacion Eje 3Document7 pagesLegislacion Eje 3Eliana MuñozNo ratings yet
- Actividad Eje 4 - Legislacion Riesgos Profesionales en Salud - FinalDocument13 pagesActividad Eje 4 - Legislacion Riesgos Profesionales en Salud - FinalCoordinador(a) Enlace PADNo ratings yet
- Actividad Evaluativa Economia en Salud Eje 1. Diana MorenoDocument6 pagesActividad Evaluativa Economia en Salud Eje 1. Diana Morenodiana100% (1)
- Actividad Evaluativa Eje 3 Gerencia OrganizacionalDocument17 pagesActividad Evaluativa Eje 3 Gerencia Organizacionalyusmery50% (2)
- Matriz para Wiki Eje 2 SeminarioDocument9 pagesMatriz para Wiki Eje 2 SeminarioMuriel Alejandra100% (2)
- Investigacion II Eje 3Document15 pagesInvestigacion II Eje 3Katte PerezNo ratings yet
- Actividad Evaluativa Eje 2 BioeticaDocument12 pagesActividad Evaluativa Eje 2 BioeticaALVARO CORDOBA100% (1)
- Conceptualizando El Entorno de Los Sistemas y de Los Sistemas de GestionDocument8 pagesConceptualizando El Entorno de Los Sistemas y de Los Sistemas de GestionJuan Guillermo Forero Neme100% (2)
- Taller 4Document9 pagesTaller 4Jader Delahoz Vizcaino100% (1)
- Taller #2 Análisis de Peligros Higiénicos en Un Proceso de SoldaduraDocument11 pagesTaller #2 Análisis de Peligros Higiénicos en Un Proceso de SoldaduraAndrea DiazNo ratings yet
- Tipificación de La Cultura OrganizacionalDocument13 pagesTipificación de La Cultura OrganizacionalTHOMASROMERO67% (3)
- Plantilla Integral de Evaluación - ACTIVIDAD EJE 4-SIG.Document7 pagesPlantilla Integral de Evaluación - ACTIVIDAD EJE 4-SIG.Yami Tete50% (2)
- Procesos de SoldaduraDocument88 pagesProcesos de Soldaduraariesca.instrumentacionNo ratings yet
- Soldadura SAWDocument21 pagesSoldadura SAWAntonio GarciaNo ratings yet
- SAW. Soldeo por arco sumergidoDocument21 pagesSAW. Soldeo por arco sumergidoAntonio GarciaNo ratings yet
- Soldadura EléctricaDocument27 pagesSoldadura EléctricaGabriel Saire100% (1)
- Smaw 2Document18 pagesSmaw 2Ayrton Estrada SotoNo ratings yet
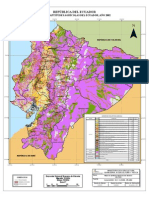
- Aptitudes Agricolas de EcuadorDocument1 pageAptitudes Agricolas de EcuadorGRANRICKYNo ratings yet
- 1orgullo de Ser EcuatorianoDocument18 pages1orgullo de Ser EcuatorianoGRANRICKYNo ratings yet
- Brochure Corrosión y ProtecciónDocument44 pagesBrochure Corrosión y ProtecciónGRANRICKYNo ratings yet
- 332 Nio0802Document8 pages332 Nio0802Ruben Ham Caba HizukaNo ratings yet
- 1 Concepto Personal de La IngenieríaDocument1 page1 Concepto Personal de La IngenieríaGRANRICKYNo ratings yet
- Acero de Los Andes PDFDocument469 pagesAcero de Los Andes PDFGRANRICKYNo ratings yet
- Deber Control AutomáticoDocument29 pagesDeber Control AutomáticoGRANRICKYNo ratings yet
- Formato Plan de Emergencia+Cb-dmq - DesbloqueadoDocument8 pagesFormato Plan de Emergencia+Cb-dmq - Desbloqueadopatortiz19800% (1)
- Control Con Lógica DifusaDocument9 pagesControl Con Lógica DifusaGRANRICKYNo ratings yet
- TurbulenciaDocument17 pagesTurbulenciaGRANRICKYNo ratings yet
- Tarea TareaDocument3 pagesTarea TareaGRANRICKYNo ratings yet
- 1 Fundamentos TeoricosDocument1 page1 Fundamentos TeoricosGRANRICKYNo ratings yet
- TermocuplasDocument28 pagesTermocuplasLuis Fernando Armas AlmeidaNo ratings yet
- Acero de Los Andes PDFDocument469 pagesAcero de Los Andes PDFGRANRICKYNo ratings yet
- Des Fisicas Del Agua en Funcion A La TemperaturaDocument1 pageDes Fisicas Del Agua en Funcion A La TemperaturaJosé Gregorio Campos ContrerasNo ratings yet
- Planificación Mar-Jul 2011Document9 pagesPlanificación Mar-Jul 2011GRANRICKYNo ratings yet
- Norma Ohsas 18001Document24 pagesNorma Ohsas 18001GRANRICKYNo ratings yet
- NPSH: Parámetro clave para evitar cavitación en bombasDocument2 pagesNPSH: Parámetro clave para evitar cavitación en bombasastralprojektion_01No ratings yet
- Msds Tintas Penetrantes - Revelador Skd-s2Document11 pagesMsds Tintas Penetrantes - Revelador Skd-s2GRANRICKYNo ratings yet
- Resolución C.D. 333 Reglamento para El Sistema de Auditoría de Riesgos Del Trabajo - ""Sart""Document19 pagesResolución C.D. 333 Reglamento para El Sistema de Auditoría de Riesgos Del Trabajo - ""Sart""IASISAT Consultores0% (1)
- 1215 Regl Sust Regl Ambiental Operaciones HidrocarburiferasDocument106 pages1215 Regl Sust Regl Ambiental Operaciones HidrocarburiferasCarlos SamaniegoNo ratings yet
- OleoductoDocument11 pagesOleoductoCésar CurayNo ratings yet
- 9 Resumen PPT JV Power PointDocument7 pages9 Resumen PPT JV Power PointGRANRICKYNo ratings yet
- Identificación y peligros de SKL-SP2Document12 pagesIdentificación y peligros de SKL-SP2GRANRICKYNo ratings yet
- MSDS Nalco 5403Document14 pagesMSDS Nalco 5403GRANRICKYNo ratings yet
- Msds Tintas Penetrantes - Limpiador Skc-SDocument11 pagesMsds Tintas Penetrantes - Limpiador Skc-SGRANRICKYNo ratings yet
- Instructivo SartDocument35 pagesInstructivo SartIASISAT ConsultoresNo ratings yet
- OHSAS 18k - RelacionesDocument1 pageOHSAS 18k - RelacionesGRANRICKYNo ratings yet
- MSDS Belzona 1111Document6 pagesMSDS Belzona 1111GRANRICKYNo ratings yet
- Peligros-Riesgos OHSAS 18001Document1 pagePeligros-Riesgos OHSAS 18001GRANRICKYNo ratings yet
- Guía 5 Quimica - 7° - 2021Document3 pagesGuía 5 Quimica - 7° - 2021Wendy Johana Clemente MolinaNo ratings yet
- Capacitacion YORK YSDocument50 pagesCapacitacion YORK YSJose LuisNo ratings yet
- Fraccion Molar y Composicion Cenntesimal Ejercicios Modelo 4to AñoDocument11 pagesFraccion Molar y Composicion Cenntesimal Ejercicios Modelo 4to AñoYSAIAS JOSENo ratings yet
- El Agua, Caracteristicas, Clasificacion, Proc. de Potabiliz., Abastecimiento, Impacto AmbientalDocument6 pagesEl Agua, Caracteristicas, Clasificacion, Proc. de Potabiliz., Abastecimiento, Impacto AmbientalRubenNo ratings yet
- Inyeccion de SurfactanteDocument13 pagesInyeccion de Surfactantevirginia cabrialesNo ratings yet
- Cuestionario de Pruebas de Pozos Unidad IIDocument15 pagesCuestionario de Pruebas de Pozos Unidad IIjoel rodriguezNo ratings yet
- Departamento de Quimica Uam I Transformaciones Quimicas ProbDocument64 pagesDepartamento de Quimica Uam I Transformaciones Quimicas ProbChristian Rojas Gonzales100% (1)
- S03.s1 - Ejercicios Equilibrio 2 PDFDocument3 pagesS03.s1 - Ejercicios Equilibrio 2 PDFNayelly RojasNo ratings yet
- Análisis y Control Ambiental - Semana 01Document44 pagesAnálisis y Control Ambiental - Semana 01leslie casaicoNo ratings yet
- Ejemplos de RamificacionesDocument19 pagesEjemplos de RamificacionesYennithziy JiménezNo ratings yet
- PD OyC 01 Termometria y Dilatacion LinealDocument5 pagesPD OyC 01 Termometria y Dilatacion LinealGerald CuzcanoNo ratings yet
- ACETATODocument9 pagesACETATOVianca SainzNo ratings yet
- Dbil PiiDocument1 pageDbil PiiDani EspinozaNo ratings yet
- Taller Numero 3Document7 pagesTaller Numero 3domingo diazNo ratings yet
- Resina FlowDocument16 pagesResina FlowJeremy HernándezNo ratings yet
- Papimi FABRICANTEDocument11 pagesPapimi FABRICANTERaul TixeNo ratings yet
- Informe QuimicaDocument2 pagesInforme QuimicaDanna GomezNo ratings yet
- Proyecto Atomos de CarbonoDocument14 pagesProyecto Atomos de CarbonoWILLYS ARIASNo ratings yet
- Quimica ParcialesDocument10 pagesQuimica ParcialesBraulio SilvaNo ratings yet
- NCH 462 of 1968 - Ferroaleaciones - Determinación de Fósforo en Ferromolibdeno - Método Alcalimétrico (Vigente)Document7 pagesNCH 462 of 1968 - Ferroaleaciones - Determinación de Fósforo en Ferromolibdeno - Método Alcalimétrico (Vigente)Esteban VargasNo ratings yet
- HDSM Oxido de CalcioDocument5 pagesHDSM Oxido de CalcioAlexanderNo ratings yet
- Semana 8Document66 pagesSemana 8Hipolito Vargas0% (1)
- Activación de AminoácidosDocument5 pagesActivación de AminoácidosAaron VargasNo ratings yet
- Primera Evaluacion 2013 II TDocument4 pagesPrimera Evaluacion 2013 II TLuis VacaNo ratings yet
- Filtrado y RevoqueDocument6 pagesFiltrado y RevoqueCarlos EmersonNo ratings yet
- Enmienas de SueloDocument4 pagesEnmienas de Suelocars_1607No ratings yet
- Historia Del PolipropilenoDocument24 pagesHistoria Del PolipropilenoOOnly AnythaNo ratings yet
- 7.-Batch, Fed Batch y ContinuoDocument28 pages7.-Batch, Fed Batch y ContinuoJoselyn Valero50% (2)
- Trabajo Práctico, Perforaciones, FluidosDocument4 pagesTrabajo Práctico, Perforaciones, FluidosEzequiel CurinaoNo ratings yet
- Trabajo Practico Nro 4 Indicadores RESPELDocument2 pagesTrabajo Practico Nro 4 Indicadores RESPELJAIR CANTILLONo ratings yet