You might also like
- Guide To Measure Rotating EquipmentDocument18 pagesGuide To Measure Rotating EquipmentMDRNo ratings yet
- Week 2 Water PumpingDocument76 pagesWeek 2 Water PumpingAbdullahi Dirie AbdiNo ratings yet
- 8 Centrifugal Compressor PerformanceDocument28 pages8 Centrifugal Compressor PerformanceHazem RamdanNo ratings yet
- Materials of Construction ConstructionDocument6 pagesMaterials of Construction ConstructionIlkuNo ratings yet
- Applying-NPSH-to-metering-pumps - WORLD PUMPS PDFDocument3 pagesApplying-NPSH-to-metering-pumps - WORLD PUMPS PDFMuhammad ImranNo ratings yet
- Difference Between API 611 and API 612 - Mechanical Engineering SiteDocument8 pagesDifference Between API 611 and API 612 - Mechanical Engineering SiteAlfredo VelasquezNo ratings yet
- Centrifugal Compressors For CPI Plants PDFDocument4 pagesCentrifugal Compressors For CPI Plants PDFAmanda Aracely Herreria SalazarNo ratings yet
- Figure 1. Ejector System For Soybean Oil DeodorizerDocument11 pagesFigure 1. Ejector System For Soybean Oil DeodorizerjarofidzNo ratings yet
- Types of Fire PumpsDocument3 pagesTypes of Fire PumpsEhab KamalNo ratings yet
- Understanding NPSH - NPSH Definitions - Page 2 of 2 - PumpsDocument3 pagesUnderstanding NPSH - NPSH Definitions - Page 2 of 2 - PumpsLam TranNo ratings yet
- Positive Displacement Pumps ExplainedDocument5 pagesPositive Displacement Pumps ExplainedsikuetNo ratings yet
- Pumps StudentsDocument62 pagesPumps StudentsAKHIL JOSEPH100% (1)
- Canned Motor Pumps in Refinery PDFDocument2 pagesCanned Motor Pumps in Refinery PDFthawdarNo ratings yet
- Impellers Fadol NaamaniDocument22 pagesImpellers Fadol NaamaniMohammad AmmarNo ratings yet
- The Affinity Laws of Centrifugal PumpsDocument8 pagesThe Affinity Laws of Centrifugal PumpsArunkumar SubramanianNo ratings yet
- GE Roots Compressors BrochureDocument11 pagesGE Roots Compressors BrochureLeon Sanchez100% (1)
- Chapter 2 Centrifugal PumpsDocument96 pagesChapter 2 Centrifugal PumpsMichael MesfinNo ratings yet
- Centrifugal Pump Basics GuideDocument4 pagesCentrifugal Pump Basics Guidehasan099No ratings yet
- Mitsubishi CompressorsDocument5 pagesMitsubishi Compressorsstavros7100% (1)
- DGS - 2. JCDocument15 pagesDGS - 2. JCfjafarvand100% (1)
- Turbomachinery Selection Exploitation and MaintenanceDocument9 pagesTurbomachinery Selection Exploitation and MaintenanceMichael Chikwendu100% (1)
- API 610 - Why BEP Should Be Between Normal Point and Rated PointDocument7 pagesAPI 610 - Why BEP Should Be Between Normal Point and Rated PointMuhammad ImranNo ratings yet
- Pumping Control Methods and Their Impact On System EfficiencyDocument16 pagesPumping Control Methods and Their Impact On System EfficiencyWahidHamedNo ratings yet
- Unique pumps for transferring and pressurizing LNG in send-out systemsDocument6 pagesUnique pumps for transferring and pressurizing LNG in send-out systemsiqtorresNo ratings yet
- T II P Training Program On Basic Process Engineering PracticesDocument26 pagesT II P Training Program On Basic Process Engineering PracticesAsmita AndaniNo ratings yet
- T23195-201-Royce N Brown PDFDocument8 pagesT23195-201-Royce N Brown PDFAnonymous dGzE1FUSTLNo ratings yet
- Pump Selection and Piping GuideDocument55 pagesPump Selection and Piping GuideNaveen Namani100% (8)
- NGL PumpsDocument4 pagesNGL Pumpsamol patkiNo ratings yet
- Study of The Centrifugal Pump Efficiency at Throttling and Speed ControlDocument4 pagesStudy of The Centrifugal Pump Efficiency at Throttling and Speed ControlHassan SouleymanNo ratings yet
- Centrifugal Pump Operating Range As Per API 610 - LinkedInDocument2 pagesCentrifugal Pump Operating Range As Per API 610 - LinkedInragulNo ratings yet
- Multistage Pump - Kirloskar PDFDocument63 pagesMultistage Pump - Kirloskar PDFpsuvarnasNo ratings yet
- Low NPSH & Cases of Vertical Barrel (VS6) Type Pump Selection PDFDocument12 pagesLow NPSH & Cases of Vertical Barrel (VS6) Type Pump Selection PDFMuhammad ImranNo ratings yet
- Vertical pumps-II PDFDocument8 pagesVertical pumps-II PDFjagadeesanNo ratings yet
- Acceleration Head For Reciprocating PumpsDocument2 pagesAcceleration Head For Reciprocating PumpsEng Alf100% (1)
- Section 03 - Compressor Basics PDFDocument17 pagesSection 03 - Compressor Basics PDFmohamedNo ratings yet
- A Research Paper On Design and Analysis of Shaftless Steam TurbineDocument5 pagesA Research Paper On Design and Analysis of Shaftless Steam TurbineEditor IJTSRDNo ratings yet
- Vertical Pump Guide & IntroDocument7 pagesVertical Pump Guide & IntrobryandownNo ratings yet
- Pump BasicsDocument72 pagesPump BasicsVineeth VsNo ratings yet
- Compreesor EfficiencyDocument16 pagesCompreesor EfficiencyHarindharan JeyabalanNo ratings yet
- Types of Heat ExchangersDocument14 pagesTypes of Heat ExchangersMuhammadFahadIjazNo ratings yet
- GS Pump Training From Korea EngineeringDocument49 pagesGS Pump Training From Korea EngineeringbryandownNo ratings yet
- Pump BrochureDocument10 pagesPump Brochuresen_subhasis_58No ratings yet
- Introduction to Positive Displacement CompressorsDocument30 pagesIntroduction to Positive Displacement CompressorschaitanyaNo ratings yet
- 5 Reciprocating Compressor SelectionDocument27 pages5 Reciprocating Compressor SelectionHazem RamdanNo ratings yet
- Section 06B - PumpsDocument62 pagesSection 06B - PumpsRajesh KumarNo ratings yet
- Shell & Tube Heat Exchanger Design OptimizationDocument87 pagesShell & Tube Heat Exchanger Design OptimizationankitmundharaNo ratings yet
- 02-Gas Compression Fundamentals-1Document47 pages02-Gas Compression Fundamentals-1Muhammad Asad100% (1)
- LAT4Document6 pagesLAT4Said FerdjallahNo ratings yet
- Centrifugal Compressors: Fabrizio Tani October 23rd 2001Document41 pagesCentrifugal Compressors: Fabrizio Tani October 23rd 2001Stefano CaidominiciNo ratings yet
- PumpsDocument80 pagesPumpsMuhammad Nursalam100% (1)
- Pump Input Power Calculation: S.No Particulars Values UOMDocument2 pagesPump Input Power Calculation: S.No Particulars Values UOMjagjitNo ratings yet
- Classification of PumpsDocument7 pagesClassification of PumpsJoanna Marie100% (1)
- Twin Screw Vs Centrifugal & Reciprocating ArticleDocument12 pagesTwin Screw Vs Centrifugal & Reciprocating ArticlecaratorresmNo ratings yet
- Pumps - Centrifugal vs. Positive Displacement: Instructor: Edward P. Brunet, JR., PEDocument11 pagesPumps - Centrifugal vs. Positive Displacement: Instructor: Edward P. Brunet, JR., PEyogachemNo ratings yet
- Principle, Operation and Maintenance: PumpsDocument9 pagesPrinciple, Operation and Maintenance: Pumpsmohamedbadawy100% (1)
- Pumps and Pumping SystemsDocument59 pagesPumps and Pumping SystemssrinuNo ratings yet
- Introduction of Rotary PumpDocument5 pagesIntroduction of Rotary PumpRashid JalalNo ratings yet
- Pump ReportDocument12 pagesPump ReportHesham Zaghloul100% (1)
- Pumps and Pumping SystemsDocument59 pagesPumps and Pumping Systemsluis_may22No ratings yet
- Pumpsandpumpingsystems 150309110148 Conversion Gate01Document58 pagesPumpsandpumpingsystems 150309110148 Conversion Gate01AltairNo ratings yet
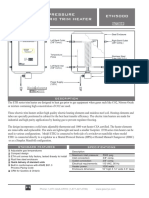
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- Income Tax Return E-Filing Guide (Salaried) - 2009Document16 pagesIncome Tax Return E-Filing Guide (Salaried) - 2009Zohaib HussainNo ratings yet
- Khan and Ahmed, Risk Management in Islamic Financial IndustryDocument195 pagesKhan and Ahmed, Risk Management in Islamic Financial IndustryMuhammad Arief Billah100% (4)
- Annu BarDocument136 pagesAnnu BarsaadashfaqNo ratings yet
- Amine Thermal DegradationDocument1 pageAmine Thermal DegradationsaadashfaqNo ratings yet
- Example Calculations and FormsDocument41 pagesExample Calculations and FormssaadashfaqNo ratings yet
- Mellapak 250Document5 pagesMellapak 250saadashfaqNo ratings yet
- Razali 2011 Review of The Literature On Enterprise Risk ManagementDocument9 pagesRazali 2011 Review of The Literature On Enterprise Risk ManagementsaadashfaqNo ratings yet
- AGA Report 9 - USM, 2nd Edition, April 2007 PDFDocument109 pagesAGA Report 9 - USM, 2nd Edition, April 2007 PDFAnderson Widmer Morales VillarrealNo ratings yet
- Check List - IfADocument1 pageCheck List - IfAsaadashfaqNo ratings yet
- Bell CurveDocument3 pagesBell CurvesaadashfaqNo ratings yet
- Bell CurveDocument3 pagesBell CurvesaadashfaqNo ratings yet
- Example Calculations and FormsDocument41 pagesExample Calculations and FormssaadashfaqNo ratings yet
- Design Relief Vent FinalDocument15 pagesDesign Relief Vent FinalshamoojeeNo ratings yet
- Distillation DesignDocument30 pagesDistillation Designfdc20062340100% (2)
- Amine Thermal DegradationDocument1 pageAmine Thermal DegradationsaadashfaqNo ratings yet
- Options For Economical Supply of Hydrogen: Special EquipmentDocument4 pagesOptions For Economical Supply of Hydrogen: Special EquipmentsaadashfaqNo ratings yet
- Income Tax New Payment Sections TemplateDocument2 pagesIncome Tax New Payment Sections TemplatesaadashfaqNo ratings yet
- Ias 12Document4 pagesIas 12saadashfaqNo ratings yet
- Pakistan's Power Sector UpdateDocument18 pagesPakistan's Power Sector UpdatesaadashfaqNo ratings yet
- Accounting For Merchandising ActivitiesDocument45 pagesAccounting For Merchandising ActivitiessaadashfaqNo ratings yet
- CalcormonoxidoDocument3 pagesCalcormonoxidomartin_2104No ratings yet
- Hbulletin Flat Type Glass Level GaugesDocument3 pagesHbulletin Flat Type Glass Level GaugessaadashfaqNo ratings yet
- Pakistan State Oil: SecuritiesDocument16 pagesPakistan State Oil: SecuritiesAmmad SheikhNo ratings yet
- Research Experiments: Adnan ZafarDocument4 pagesResearch Experiments: Adnan ZafarsaadashfaqNo ratings yet
- Section 04 - FractionationDocument112 pagesSection 04 - FractionationsaadashfaqNo ratings yet
- Alternate Energy BiodieselDocument59 pagesAlternate Energy BiodieselMalik AbubakrNo ratings yet
- PSAdsorptionDocument19 pagesPSAdsorptionsaadashfaqNo ratings yet
- Allied Materials CaseDocument5 pagesAllied Materials CasesaadashfaqNo ratings yet
- VRV Heat Recovery Hot Water System - PCVMT1536 PDFDocument12 pagesVRV Heat Recovery Hot Water System - PCVMT1536 PDFAhmed NabilNo ratings yet
- Methylamine Oxidation in A Flow Reactor: Mechanism and ModelingDocument31 pagesMethylamine Oxidation in A Flow Reactor: Mechanism and ModelingMiguelNo ratings yet
- Compressed Air DryersDocument15 pagesCompressed Air Dryersmanpreetsodhi08100% (1)
- CM1131 - L25 - Phase Diagrams of Carbon Dioxide and Water - IVLEDocument13 pagesCM1131 - L25 - Phase Diagrams of Carbon Dioxide and Water - IVLENafeesahbmiNo ratings yet
- Air-side heat transfer and pressure drop analysis of spiral wire-on-tube condensersDocument13 pagesAir-side heat transfer and pressure drop analysis of spiral wire-on-tube condensersAndresInforBJNo ratings yet
- Suspended Growth Biological Treatment ProcessesDocument51 pagesSuspended Growth Biological Treatment Processesalvaro.roldan1No ratings yet
- US Units Heat Exchanger Specification SheetDocument1 pageUS Units Heat Exchanger Specification SheetDwi PutraNo ratings yet
- Handout 4A Heat TransferDocument19 pagesHandout 4A Heat TransferRobyn GautamNo ratings yet
- Cooling Tower - Design ConsiderationsDocument6 pagesCooling Tower - Design Considerationsofelherrera77No ratings yet
- Flow Through Packed and Fluidized BedsDocument6 pagesFlow Through Packed and Fluidized BedsJamie SamuelNo ratings yet
- Mechanical Properties Factors Brittle Ductile TransitionDocument14 pagesMechanical Properties Factors Brittle Ductile TransitioniyamNo ratings yet
- TRINITY Rotary Screw CompressorsDocument4 pagesTRINITY Rotary Screw CompressorsIngeniería AplicacionesNo ratings yet
- LAM - Fisa Tehnica Boilere Cu Simpla SerpentinaDocument1 pageLAM - Fisa Tehnica Boilere Cu Simpla Serpentinalaura elenaNo ratings yet
- Manuel Des Techniques D'irrigation Sous PressionDocument308 pagesManuel Des Techniques D'irrigation Sous Pression6655hassan83% (6)
- Tutorial 3Document3 pagesTutorial 3Andrew0% (1)
- Process Safety Time For Fired HeatersDocument6 pagesProcess Safety Time For Fired HeatersMuhammad NaeemNo ratings yet
- International Journal of Mechanical Sciences: G. Paniagua, M.C. Iorio, N. Vinha, J. SousaDocument13 pagesInternational Journal of Mechanical Sciences: G. Paniagua, M.C. Iorio, N. Vinha, J. SousaDEEPESH KUMARNo ratings yet
- Mss sp-73 1991 PDFDocument5 pagesMss sp-73 1991 PDFChotiwan RattanasatienNo ratings yet
- REPORT - Well Modelling With Gas LiftDocument24 pagesREPORT - Well Modelling With Gas LiftNavneet KaurNo ratings yet
- 8.1 Purpose of The Unit: 8 Design of Distillation ColumnDocument16 pages8.1 Purpose of The Unit: 8 Design of Distillation Columnsami ullahNo ratings yet
- A New Automotive Air Conditioning System Simulation Tool Developed in MATLAB/SimulinkDocument15 pagesA New Automotive Air Conditioning System Simulation Tool Developed in MATLAB/SimulinkPrashant IngaleNo ratings yet
- Fluid Mechanics GlossaryDocument13 pagesFluid Mechanics Glossarysoccer3_2003No ratings yet
- DrahmedsoilMechanicsnoteschapter5 PDFDocument61 pagesDrahmedsoilMechanicsnoteschapter5 PDFRavaliNo ratings yet
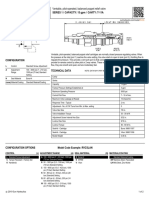
- Model Ventable, Pilot-Operated, Balanced Poppet Relief ValveDocument2 pagesModel Ventable, Pilot-Operated, Balanced Poppet Relief ValveGamal El Deen KamalNo ratings yet
- Material Standard: IPS-M-CE-345Document14 pagesMaterial Standard: IPS-M-CE-345lin xuNo ratings yet
- Treatment of Methanol-Containing WastewaterDocument10 pagesTreatment of Methanol-Containing WastewaterDavid GatesNo ratings yet
- Спецефикация Кондиционера Uniflair SUAV0601ADocument3 pagesСпецефикация Кондиционера Uniflair SUAV0601AAlexShilNo ratings yet
- PIP Accepted IdeasDocument9 pagesPIP Accepted IdeasSuresh RamakrishnanNo ratings yet
- Reviewer No AnswerDocument27 pagesReviewer No AnswerReydale CachoNo ratings yet
- Fluid Friction Apparatus Shows Flow LossesDocument4 pagesFluid Friction Apparatus Shows Flow LossesHamza MughalNo ratings yet