You might also like
- Módulo de cinemática DMU de Catia V5From EverandMódulo de cinemática DMU de Catia V5Rating: 5 out of 5 stars5/5 (1)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209From EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209No ratings yet
- Mini Router CNCDocument50 pagesMini Router CNCMiguel LaraNo ratings yet
- Fusion 360 | Proyectos de diseño CAD Parte I: 10 proyectos CAD de dificultad fácil a moderadaFrom EverandFusion 360 | Proyectos de diseño CAD Parte I: 10 proyectos CAD de dificultad fácil a moderadaNo ratings yet
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109From EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109No ratings yet
- Fusion 360 | paso a paso: La guía práctica para Autodesk Fusion 360!From EverandFusion 360 | paso a paso: La guía práctica para Autodesk Fusion 360!No ratings yet
- Mastercam V XDocument45 pagesMastercam V Xchicho6404100% (13)
- Procesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109From EverandProcesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109No ratings yet
- Impresión en 3D | 66 proyectos de impresión: 66 grandes modelos con función y beneficio! Para principiantes y usuarios avanzados (+ consejos para rebanar)From EverandImpresión en 3D | 66 proyectos de impresión: 66 grandes modelos con función y beneficio! Para principiantes y usuarios avanzados (+ consejos para rebanar)No ratings yet
- Montaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208From EverandMontaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208Rating: 3 out of 5 stars3/5 (1)
- Tu Propio Router CNCDocument140 pagesTu Propio Router CNCNCARRILLO8167% (6)
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109From EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Rating: 3.5 out of 5 stars3.5/5 (2)
- Análisis y diseño de piezas con Catia V5From EverandAnálisis y diseño de piezas con Catia V5Rating: 5 out of 5 stars5/5 (1)
- Proyecto de Fresadoara Cnc.Document24 pagesProyecto de Fresadoara Cnc.Alejandro LunaNo ratings yet
- Hacer CNCDocument169 pagesHacer CNCarielizzoNo ratings yet
- Técnicas Avanzadas de SuperficiesDocument465 pagesTécnicas Avanzadas de SuperficiesALBERTO ABIMAEL TORRES ORNELASNo ratings yet
- Diseño MecanicoDocument29 pagesDiseño MecanicoCristhian Jhosep Mallqui100% (2)
- CNC Shield CaracteristicasDocument5 pagesCNC Shield CaracteristicasJuan Diego Calsin Tapia100% (1)
- Fabrica Tu Propio Router CNC PDFDocument140 pagesFabrica Tu Propio Router CNC PDFJulian Tabares100% (1)
- Fabricación de Routec CNCDocument22 pagesFabricación de Routec CNCnosais3000100% (1)
- Diseño y Construccion de Una Plasma CNC Americana PDFDocument208 pagesDiseño y Construccion de Una Plasma CNC Americana PDFCarlos BurgosNo ratings yet
- Mini CNCDocument20 pagesMini CNCajaxleon100% (1)
- Como Construir Una Fresadora CNC Casera de 3 Ejes Con Arduino y A4988Document28 pagesComo Construir Una Fresadora CNC Casera de 3 Ejes Con Arduino y A4988Salva ManceraNo ratings yet
- CNC Arduino ProyectoDocument38 pagesCNC Arduino ProyectoJulio Cesar Lopez Hernandez100% (2)
- Mastercam Manual FresaDocument24 pagesMastercam Manual FresaJaime Rodriguez GonzalezNo ratings yet
- Tecnología Aplicada en La Capacitación de Las Máquinas y HerramientasDocument3 pagesTecnología Aplicada en La Capacitación de Las Máquinas y HerramientasEmmanuel Garcia100% (2)
- Manual de Torno JRCL 201910Document38 pagesManual de Torno JRCL 201910Jhon JairoNo ratings yet
- Impresora 3d PDFDocument116 pagesImpresora 3d PDFEdgar Muñoz Fernández100% (5)
- CNC 2018 TPP Facultad Parte1 c.2Document21 pagesCNC 2018 TPP Facultad Parte1 c.2angela soledadNo ratings yet
- Informe CNCDocument15 pagesInforme CNCLuis MuyulemaNo ratings yet
- Tesis CNCDocument159 pagesTesis CNCManuel GarciaNo ratings yet
- Manual Mach3 en Espaã OlDocument161 pagesManual Mach3 en Espaã OlPablo Nandez100% (2)
- Pines Jumpers MontajesDocument10 pagesPines Jumpers Montajeseul_ogio100% (1)
- Manual Levadizo Verti PDFDocument2 pagesManual Levadizo Verti PDFMartin UrbietaNo ratings yet
- Interfaz LPT para CNC de 3 o 4 EjesDocument5 pagesInterfaz LPT para CNC de 3 o 4 Ejesalejduin100% (3)
- CNC y PACDocument34 pagesCNC y PACFernando VíctorNo ratings yet
- Simulacion en SolidworksDocument151 pagesSimulacion en SolidworksJoel Honorio MarinNo ratings yet
- Leccion 11 Vaciado y NerviosDocument9 pagesLeccion 11 Vaciado y NerviosDanielNo ratings yet
- FresadoraDocument63 pagesFresadoraPERICOJORGE2003No ratings yet
- CNC R-LuisDocument6 pagesCNC R-LuisdanteartNo ratings yet
- Curso de Impresión 3D FDMDocument20 pagesCurso de Impresión 3D FDMPepilluLopezNietoNo ratings yet
- Como Construir Una MotoDocument16 pagesComo Construir Una Motojfm7000668883% (6)
- Maquina Escopladora (Autoguardado)Document6 pagesMaquina Escopladora (Autoguardado)erosennin79100% (1)
- Go KartDocument101 pagesGo KartGaston SoratoNo ratings yet
- Proyecto de Construcción de Un Tractor de CadenasDocument57 pagesProyecto de Construcción de Un Tractor de CadenasCándidoNo ratings yet
- Robot Seguidor de LineasDocument12 pagesRobot Seguidor de Lineasmart47No ratings yet
- Fabricación Del Chasis - KartingDocument19 pagesFabricación Del Chasis - KartingJeus Cesael Tocuyo100% (1)
- Práctica 1 Solidworks Mecanismo Biela-Manivela y Tornillo Sin FinDocument12 pagesPráctica 1 Solidworks Mecanismo Biela-Manivela y Tornillo Sin FinRolando Leyva VillanuevaNo ratings yet
- Fabricación Del ChasisDocument126 pagesFabricación Del ChasisAdrian Armero LopezNo ratings yet
- Planos Kart 1Document12 pagesPlanos Kart 1Hernán TaboadaNo ratings yet
- LijadoraDocument33 pagesLijadoraPlamen Lalov100% (2)
- Manufactura de Una ImpresoraDocument26 pagesManufactura de Una ImpresoraerikaNo ratings yet
- Motor Delizante ArduinoDocument53 pagesMotor Delizante ArduinoCarlos Leon Mercado100% (1)
- MECANICA DE LA BICICLETA - Ejes de Pedalier Sistemas y Mantenimiento PDFDocument33 pagesMECANICA DE LA BICICLETA - Ejes de Pedalier Sistemas y Mantenimiento PDFIsidro Ramos100% (1)
- Gen 8 PolosDocument7 pagesGen 8 PolosArturo CastellanosNo ratings yet
- BuggyDocument141 pagesBuggyJuan TorresNo ratings yet
- Wikifab-Montaje de P3steel Por HTA3D - Tutorial 2 para Husillo - Eje X y Eje ZDocument26 pagesWikifab-Montaje de P3steel Por HTA3D - Tutorial 2 para Husillo - Eje X y Eje ZBryant KnightNo ratings yet
- Maquina para Curvar Tracas en SecoDocument14 pagesMaquina para Curvar Tracas en Secopruebaprueba321123No ratings yet
- Control de Mantenimiento Preventivo e InspeccionesDocument18 pagesControl de Mantenimiento Preventivo e Inspeccionesjesus isturisNo ratings yet
- MecanicaDocument2 pagesMecanicajesus isturisNo ratings yet
- Ficha de Mantenimiento PreventivoDocument4 pagesFicha de Mantenimiento Preventivojesus isturis0% (1)
- AutorDocument1 pageAutorjesus isturisNo ratings yet
- Ficha Historica de EquipoDocument4 pagesFicha Historica de Equipojesus isturisNo ratings yet
- Instrucciones de Seguridad para El Uso y Mantenimiento de Los Gatos HidráulicosDocument8 pagesInstrucciones de Seguridad para El Uso y Mantenimiento de Los Gatos Hidráulicosdolores_castañeda_1No ratings yet
- Control de MPDocument108 pagesControl de MPjesus isturisNo ratings yet
- Ficha de Inspecion de Gatos y Prensas HidraulicasDocument24 pagesFicha de Inspecion de Gatos y Prensas Hidraulicasjesus isturisNo ratings yet
- Control de Fichas de InspeccionDocument22 pagesControl de Fichas de Inspeccionjesus isturisNo ratings yet
- Ficha de Inspecion de a.P.UDocument6 pagesFicha de Inspecion de a.P.Ujesus isturisNo ratings yet
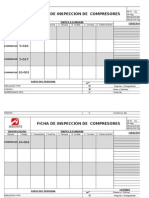
- Ficha de Inspeccion de CompresoresDocument6 pagesFicha de Inspeccion de Compresoresjesus isturisNo ratings yet
- 2 MigDocument1 page2 Mignaufrago69a8766No ratings yet
- Cronograma de Mantenimiento 2015Document8 pagesCronograma de Mantenimiento 2015jesus isturisNo ratings yet
- Ficha de Inepecion de MulasDocument4 pagesFicha de Inepecion de Mulasjesus isturisNo ratings yet
- BiciDocument4 pagesBicijesus isturisNo ratings yet
- Cronograma 2014 PDFDocument2 pagesCronograma 2014 PDFJolaus WordNo ratings yet
- Tesis 2Document136 pagesTesis 2jesus isturisNo ratings yet
- Manual de Mantenimiento Preventivo Del G.S.E 02Document14 pagesManual de Mantenimiento Preventivo Del G.S.E 02jesus isturisNo ratings yet
- Informe Del Estado de Las Escaleras Del Taller de AerocentroDocument2 pagesInforme Del Estado de Las Escaleras Del Taller de Aerocentrojesus isturisNo ratings yet
- INSPECCIÒNDocument1 pageINSPECCIÒNjesus isturisNo ratings yet
- A Quien Pudiera InteresarDocument2 pagesA Quien Pudiera Interesarjesus isturisNo ratings yet
- Nuevo Presentación de Microsoft Office PowerPointDocument12 pagesNuevo Presentación de Microsoft Office PowerPointjesus isturisNo ratings yet
- RecetasDocument18 pagesRecetasjesus isturisNo ratings yet
- Lista de Escaleras A RepararDocument3 pagesLista de Escaleras A Repararjesus isturisNo ratings yet
- Tesis 2Document136 pagesTesis 2jesus isturisNo ratings yet
- Constancia de Trabajo ChunayDocument1 pageConstancia de Trabajo Chunayjesus isturisNo ratings yet
- 1 Smaw PDFDocument1 page1 Smaw PDFjesus isturisNo ratings yet
- Mision y VicionDocument1 pageMision y Vicionjesus isturisNo ratings yet
- Carta GismicarDocument1 pageCarta Gismicarjesus isturisNo ratings yet
- Orden de TrabajoDocument1 pageOrden de Trabajojesus isturisNo ratings yet
- Inventario General 2017Document7 pagesInventario General 2017manoloal71No ratings yet
- Sensor Luz, Con ArudinoDocument13 pagesSensor Luz, Con ArudinoJavier SandovalNo ratings yet
- M000526 PDFDocument44 pagesM000526 PDFAbrahamsalgadoNo ratings yet
- Manual de Usuario ImagenioDocument40 pagesManual de Usuario ImageniosuburbiaNo ratings yet
- Notebook Banghó BES G03 G04 Manual Del UsuarioDocument37 pagesNotebook Banghó BES G03 G04 Manual Del UsuariordelgariNo ratings yet
- FinalDocument31 pagesFinalafredo quispe perezNo ratings yet
- Silabo de Mantenimiento de Equipos de CómputoDocument5 pagesSilabo de Mantenimiento de Equipos de Cómputosaulonet100% (2)
- Evolucion de Visual C++Document2 pagesEvolucion de Visual C++Jenny50% (4)
- Creando Un Instal Ad or Con IzPackDocument4 pagesCreando Un Instal Ad or Con IzPackmanuel_cruz_86No ratings yet
- MULTICANALIZACIÓNDocument3 pagesMULTICANALIZACIÓNCristiann NappanNo ratings yet
- CABSTAR (Eje Trasero)Document13 pagesCABSTAR (Eje Trasero)Pablo rojasNo ratings yet
- Instalación de CouchDBDocument7 pagesInstalación de CouchDBJesus Sosa SalazarNo ratings yet
- Guía de Trabajo: Material TeóricoDocument5 pagesGuía de Trabajo: Material TeóricoJeimy Gelvez OrduzNo ratings yet
- 2.3.subestaciones de A.t.arreglo Electrico y FisicoDocument24 pages2.3.subestaciones de A.t.arreglo Electrico y FisicoMuñoz inc.100% (1)
- Microprocesador Contra Microcontrolador, Memorias ROM/EPROM/PROMDocument6 pagesMicroprocesador Contra Microcontrolador, Memorias ROM/EPROM/PROMjafetNo ratings yet
- Clasificacion de Interfaces en MadDocument12 pagesClasificacion de Interfaces en MadJorge López GómezNo ratings yet
- Fresado de LevasDocument6 pagesFresado de LevasEdwin Yaguana0% (1)
- Manual Bomba Hidraulica Servodireccion Luk Vt75a Scania Funcionamiento Valvulas Trabajo ComponentesDocument24 pagesManual Bomba Hidraulica Servodireccion Luk Vt75a Scania Funcionamiento Valvulas Trabajo ComponentesVíctor Hugo Moreno Sánchez100% (7)
- Proyecto de Tesis Estacionamiento InteligenteDocument189 pagesProyecto de Tesis Estacionamiento InteligenteChristian Rivera0% (1)
- 3.1 Tipos de OptimizacionDocument18 pages3.1 Tipos de OptimizacionIsc Tere Moreno Munguía100% (4)
- HerramientaDocument15 pagesHerramientaCRISTIAN CAMILO GARCIA BETANCURNo ratings yet
- Actividad 3.3. de La Guia. Registrar InformacionDocument8 pagesActividad 3.3. de La Guia. Registrar InformacionJhonatan Maitan SalazarNo ratings yet
- Mantenimiento Autonomo Paso 3 PDFDocument115 pagesMantenimiento Autonomo Paso 3 PDFcarlos andres latorreNo ratings yet
- Lab3 2Document8 pagesLab3 2frans alberto ChoqueNo ratings yet
- 2001-05 Renault Clio 1.6L 16v Motor K4M 740 Banda de TiempoDocument5 pages2001-05 Renault Clio 1.6L 16v Motor K4M 740 Banda de TiempoelmoyNo ratings yet
- Lenovo ThinkPad X230 Notebook Manual - SpanishDocument197 pagesLenovo ThinkPad X230 Notebook Manual - SpanishelsopeNo ratings yet
- Exo KernelDocument3 pagesExo KernelPaul Miller Tocto IngaNo ratings yet
- Historia de ComputadorDocument8 pagesHistoria de ComputadorRicardo MarruzNo ratings yet
- Tipos de ComputadorasDocument4 pagesTipos de ComputadorasernestocruzcNo ratings yet
- Capitulo 10 Planificacion Cableado RedesDocument15 pagesCapitulo 10 Planificacion Cableado RedessandrasierramNo ratings yet