You might also like
- Aporte Individual - Carlos Gabriel Sánchez - Fase 3Document5 pagesAporte Individual - Carlos Gabriel Sánchez - Fase 3Ramón Delgado MejíaNo ratings yet
- Fase 3 Construcción de Escenarios Grupo 6Document25 pagesFase 3 Construcción de Escenarios Grupo 6Ramón Delgado Mejía0% (1)
- Reconocimiento Epistemologia Blanca Flor LopezDocument6 pagesReconocimiento Epistemologia Blanca Flor LopezRamón Delgado MejíaNo ratings yet
- Análisis de La Película - Angelina - PérezDocument8 pagesAnálisis de La Película - Angelina - PérezRamón Delgado MejíaNo ratings yet
- Analisis Del Debate EsnaverYasnoDocument2 pagesAnalisis Del Debate EsnaverYasnoRamón Delgado MejíaNo ratings yet
- Analisis Del Debate Tema 4 Homoautocraticus VsDocument2 pagesAnalisis Del Debate Tema 4 Homoautocraticus VsRamón Delgado MejíaNo ratings yet
- Meta-Analysis of The Effi Cacy and Effectiveness of Parent Child Interaction Therapy (PCIT) For Child Behaviour ProblemsDocument12 pagesMeta-Analysis of The Effi Cacy and Effectiveness of Parent Child Interaction Therapy (PCIT) For Child Behaviour ProblemsRafael CalpenaNo ratings yet
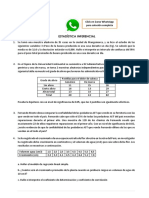
- Estadística InferencialDocument1 pageEstadística InferencialMatemática, letras y másNo ratings yet
- Tema 9 - Estadística en Dos Variables (Bidimensional)Document14 pagesTema 9 - Estadística en Dos Variables (Bidimensional)Ada LeydiNo ratings yet
- Ejercicios Resueltos de Estadistica Descriptiva.Document8 pagesEjercicios Resueltos de Estadistica Descriptiva.Miguel Vargas100% (1)
- Diseño Experimental PostuladosDocument9 pagesDiseño Experimental PostuladosJenny Paolita LlmkNo ratings yet
- Diagrama de BarrasDocument7 pagesDiagrama de BarrasBrayan Esneider Figueroa MendezNo ratings yet
- Clase Prueba de HipòtesisDocument17 pagesClase Prueba de Hipòtesisdiego cahuanaNo ratings yet
- Actividad - 4 Medidas de TendenciaDocument4 pagesActividad - 4 Medidas de TendenciaPANCHA831011No ratings yet
- Actividad 6 - U2 - Nilson GarnicaDocument56 pagesActividad 6 - U2 - Nilson GarnicalilifrancoNo ratings yet
- Actividad Experimental 3 - MEIDocument7 pagesActividad Experimental 3 - MEIOscar Muñoz SorianoNo ratings yet
- Apunte ANOVA Un Factor Con RStudio - 2022Document27 pagesApunte ANOVA Un Factor Con RStudio - 2022JavierNo ratings yet
- Tarea No 4Document6 pagesTarea No 4Camila SanchezNo ratings yet
- Ejercicio de PearsonDocument8 pagesEjercicio de PearsonREBECANo ratings yet
- Estadística DescriptivaDocument14 pagesEstadística DescriptivaTini OchoaNo ratings yet
- Respuestas Cuestionario 1 Jesús MendozaDocument14 pagesRespuestas Cuestionario 1 Jesús Mendozayramzay mendozaNo ratings yet
- Regres Lineal SimpleDocument7 pagesRegres Lineal SimplePedro Pablo Arteaga LlaczaNo ratings yet
- CorrelaciónDocument24 pagesCorrelaciónAdrianaPeña100% (1)
- Estadistica General Sem-05 2022-1 NuevoDocument37 pagesEstadistica General Sem-05 2022-1 NuevoJosé Soncco MaturranoNo ratings yet
- Oa12 Análisis Bidimensional 1Document40 pagesOa12 Análisis Bidimensional 1rogalenz5910No ratings yet
- Intervalos de ConfianzaDocument30 pagesIntervalos de ConfianzaFabricio Suarez100% (1)
- Reporte de Charly BarbonDocument78 pagesReporte de Charly BarbonToño FrancoNo ratings yet
- Ultima Actualidaod 1700Document36 pagesUltima Actualidaod 1700Edison Paul RNo ratings yet
- Ejercicios Hhipergeométrica RESOLUCIONDocument11 pagesEjercicios Hhipergeométrica RESOLUCIONDario SánchezNo ratings yet
- Medidas de Tendencia CentralDocument18 pagesMedidas de Tendencia CentralGINA BUSTOS100% (2)
- Práctica de Variable Bidimensional 2020Document7 pagesPráctica de Variable Bidimensional 2020Wuanderley Q. MestasNo ratings yet
- Serie - Del - Segundo - Parcial - 5moreno SergioDocument7 pagesSerie - Del - Segundo - Parcial - 5moreno Sergiosergio valdez0% (1)
- Evelyn Colville Tarea Semana 7Document6 pagesEvelyn Colville Tarea Semana 7Evelyn Colville Correa50% (2)
- Religion PDFDocument83 pagesReligion PDFEliana Nataly Bautista DelgadoNo ratings yet
- Calculo de Tamaño de Muestra-Plantilla de ExcelDocument5 pagesCalculo de Tamaño de Muestra-Plantilla de ExcelScream PxndxNo ratings yet
- Formulas Descriptivas PDFDocument2 pagesFormulas Descriptivas PDFROMINAQUIQUINTONo ratings yet