You might also like
- Aws d1.1 2010 Table 6.1 VT PT MTDocument1 pageAws d1.1 2010 Table 6.1 VT PT MTRonel John Rodriguez Custodio0% (1)
- API 1104 2014 EditionDocument17 pagesAPI 1104 2014 EditionekkyNo ratings yet
- AWS D1.1 Welding Code GuideDocument10 pagesAWS D1.1 Welding Code GuideGautam SunnyNo ratings yet
- AWS D1.1 - Acceptance Criteria For RTDocument11 pagesAWS D1.1 - Acceptance Criteria For RTHoras Canman67% (3)
- Acceptance Criteria Radiography Test 2018 PDFDocument7 pagesAcceptance Criteria Radiography Test 2018 PDFSigit Pratikno100% (1)
- American Welding Society StandardsDocument2 pagesAmerican Welding Society StandardsGeorge Nicolaides100% (1)
- Guided Bend Test Jig Dimension ASME 9Document3 pagesGuided Bend Test Jig Dimension ASME 9esamhamad50% (2)
- AWS D1.2 GuidesDocument3 pagesAWS D1.2 GuidesTuan DangNo ratings yet
- Specification For The Qualification of Welding Inspectors: AWS B5.1:2013-AMD1 An American National StandardDocument28 pagesSpecification For The Qualification of Welding Inspectors: AWS B5.1:2013-AMD1 An American National StandardRodolfo MartinezNo ratings yet
- AWS Part BDocument32 pagesAWS Part Balefeli260% (2)
- Weld Matrix Format 1Document7 pagesWeld Matrix Format 1Arslan WaheedNo ratings yet
- Song Hong Co., Ltd Welding Procedure SpecificationDocument5 pagesSong Hong Co., Ltd Welding Procedure SpecificationTrinh DungNo ratings yet
- AWS D1.1 (2020) - Essential Variable For WPS & WeldersDocument7 pagesAWS D1.1 (2020) - Essential Variable For WPS & WeldersFouad OudinaNo ratings yet
- Aws D1.6 - SS316 WPSDocument1 pageAws D1.6 - SS316 WPSBoby Thomas0% (1)
- Tolerances As Per Aws D1.1: Structural Welding CodeDocument34 pagesTolerances As Per Aws D1.1: Structural Welding Codeegy pureNo ratings yet
- Radiographic Testing Procedure for Structural Steel Welds (AWS D1.1Document14 pagesRadiographic Testing Procedure for Structural Steel Welds (AWS D1.1MohanadNo ratings yet
- WPS - D1.1 - Prequalified Procedures QSSLDocument26 pagesWPS - D1.1 - Prequalified Procedures QSSLfazeel mohammedNo ratings yet
- AWS D1.1 structural steel code radiographic inspection standardsDocument2 pagesAWS D1.1 structural steel code radiographic inspection standardsrohim100% (1)
- Visual Examination ProcedureDocument10 pagesVisual Examination ProceduresantanuriniNo ratings yet
- Table 6.2Document1 pageTable 6.2AngelTinocoNo ratings yet
- Visual Inspection WeldsDocument35 pagesVisual Inspection Weldsaravindan100% (8)
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 pagesIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- Table 6.3Document1 pageTable 6.3AngelTinocoNo ratings yet
- AWS Errata Sheet CorrectionsDocument6 pagesAWS Errata Sheet CorrectionsDarwin EnriqueNo ratings yet
- AWS D1.1 Acceptance CriteriaDocument9 pagesAWS D1.1 Acceptance CriteriaNguyễn Giang Nam100% (1)
- Acceptance Craiteria of API1104, ASME B31.3 and AWS D.1.1Document7 pagesAcceptance Craiteria of API1104, ASME B31.3 and AWS D.1.1MJ Magdy100% (1)
- AsmeDocument11 pagesAsmeManoj BallaNo ratings yet
- Destructive Test ReportDocument5 pagesDestructive Test ReportAnonymous r4Pd1KR0100% (1)
- Welder Performace Qualification Report 2014..Document132 pagesWelder Performace Qualification Report 2014..Kayra Riri ChirulNo ratings yet
- Astm A 516 Gr.60n Plate SpecificationDocument3 pagesAstm A 516 Gr.60n Plate Specificationharishbabuek100% (1)
- AWS D1.1 Body of Knowledge QuizDocument7 pagesAWS D1.1 Body of Knowledge QuizjacquesmayolNo ratings yet
- WPS Format For AWS D1.1 - PQR - SMAWDocument3 pagesWPS Format For AWS D1.1 - PQR - SMAWThe Welding Inspections Community100% (3)
- Welding Report BQ 42 97Document4 pagesWelding Report BQ 42 97Shahid YNo ratings yet
- AWS Inspector's Pocket Hand Book PDFDocument40 pagesAWS Inspector's Pocket Hand Book PDFsamado100% (1)
- WPS Steps of MakingDocument51 pagesWPS Steps of MakingSaut Maruli Tua Samosir100% (1)
- Anchor Bolt ProcedureDocument7 pagesAnchor Bolt ProcedureAthanasius Kurniawan Prasetyo Adi100% (1)
- Practical Exam Instructions: Canadian Welding BureauDocument4 pagesPractical Exam Instructions: Canadian Welding BureauRajesh KunaNo ratings yet
- Ut ProcedureDocument7 pagesUt Procedurearavindan100% (1)
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Document2 pagesWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNo ratings yet
- 17) Welding Visual Inspection Report PDFDocument9 pages17) Welding Visual Inspection Report PDFMuhammad Fitransyah Syamsuar Putra100% (1)
- AWS Welding Symbol Chart PDFDocument1 pageAWS Welding Symbol Chart PDFmpica100% (1)
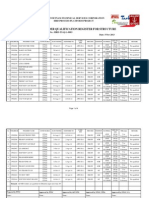
- Welding Procedure Specification Register (Structural Steel) : AWS D1.1Document14 pagesWelding Procedure Specification Register (Structural Steel) : AWS D1.1murshid badshah100% (2)
- AL Wps PDFDocument4 pagesAL Wps PDFprem nautiyalNo ratings yet
- Module 18 Radiographic InspectionDocument63 pagesModule 18 Radiographic InspectionPamela Stewart100% (1)
- Norma Astm D 4259 2012Document2 pagesNorma Astm D 4259 2012Carlos Corral De León100% (1)
- 1 E-1742Document15 pages1 E-1742punitg_2No ratings yet
- CSA W47.1 W59 13 Guides WeldCanadaDocument5 pagesCSA W47.1 W59 13 Guides WeldCanadamehdi810100% (2)
- AISE Anchor Bolt Details PDFDocument1 pageAISE Anchor Bolt Details PDFYash PaulNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEDocument18 pagesAcceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEEngineersEDGE CoimbatoreNo ratings yet
- API 1104 TestDocument5 pagesAPI 1104 Testmohsen100% (1)
- 05-Welder Certification PDFDocument11 pages05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- Torque ReportDocument1 pageTorque Reportjarofidz100% (1)
- SUBTEXT On Weld Defect For AWS Standard.Document2 pagesSUBTEXT On Weld Defect For AWS Standard.fammacat100% (1)
- AWS D1.1-D1.1M-2015 (WeldingWorld) 250Document1 pageAWS D1.1-D1.1M-2015 (WeldingWorld) 250Ali Clubist100% (1)
- Table 6 1 AWS D1 1 D1 1M 2010 PDFDocument1 pageTable 6 1 AWS D1 1 D1 1M 2010 PDFAhmed Ben NoumaNo ratings yet
- Weld Acceptance StandardDocument2 pagesWeld Acceptance StandardLalit Bom Malla100% (2)
- VISUAL Acceptance CriteriaDocument1 pageVISUAL Acceptance CriteriaTuvshintur AnkhbayarNo ratings yet
- Aws D1.1-Tabla 8.1 - Seccion 8Document1 pageAws D1.1-Tabla 8.1 - Seccion 8cesarNo ratings yet
- Visual Defect Classification and Acceptance Criteria TablesDocument13 pagesVisual Defect Classification and Acceptance Criteria Tablesunnamed10100% (2)
- VGL 65Document1 pageVGL 65gigiphiNo ratings yet
- Piston check drawingDocument1 pagePiston check drawinggigiphiNo ratings yet
- HRD Process Platform Project MC Inspection & Test Record: Pressure Test Certificate P05-A Sheet 1 of 1Document1 pageHRD Process Platform Project MC Inspection & Test Record: Pressure Test Certificate P05-A Sheet 1 of 1gigiphiNo ratings yet
- F3213-6115a - r0 - Piping Ga (Train-A) Top Deck Elevation View5Document1 pageF3213-6115a - r0 - Piping Ga (Train-A) Top Deck Elevation View5gigiphiNo ratings yet
- Engineering Services Functional Specification for Piping SpecialtiesDocument25 pagesEngineering Services Functional Specification for Piping Specialtiesgigiphi100% (1)
- f3213-6751 - r1 Piping Specialty Item ListDocument4 pagesf3213-6751 - r1 Piping Specialty Item ListgigiphiNo ratings yet
- F3213-6107.01a - r0 - Piping Ga (Train-A) Main Deck Plan View11 NorthDocument1 pageF3213-6107.01a - r0 - Piping Ga (Train-A) Main Deck Plan View11 NorthgigiphiNo ratings yet
- HRD Process Platform Project MC Inspection & Test Record: P03-A Sheet 1 of 1Document2 pagesHRD Process Platform Project MC Inspection & Test Record: P03-A Sheet 1 of 1gigiphiNo ratings yet
- SheetDocument1 pageSheetgigiphiNo ratings yet
- f3213-6500r0 - General Notes For Piping Support FabricationDocument11 pagesf3213-6500r0 - General Notes For Piping Support FabricationgigiphiNo ratings yet
- Weld Profiles - AWS D1.1 D1.1M-2010Document1 pageWeld Profiles - AWS D1.1 D1.1M-2010gigiphiNo ratings yet
- Welder List For Structure 2Document4 pagesWelder List For Structure 2gigiphiNo ratings yet
- F3213-6108.01a - r0 - Piping Ga (Train-A) Top Deck Plan View12 NorthDocument1 pageF3213-6108.01a - r0 - Piping Ga (Train-A) Top Deck Plan View12 NorthgigiphiNo ratings yet
- f3213-61m1.02r1 - Linewise Pipe Mto (4-Inch and Below)Document13 pagesf3213-61m1.02r1 - Linewise Pipe Mto (4-Inch and Below)gigiphiNo ratings yet
- Extract Pages From ASME B16.9 - 2003 - TEE (Factory-Made Wrought Buttwelding Fittings)Document4 pagesExtract Pages From ASME B16.9 - 2003 - TEE (Factory-Made Wrought Buttwelding Fittings)gigiphiNo ratings yet
- s1 Sorter BrochureDocument8 pagess1 Sorter BrochuregigiphiNo ratings yet
- SmokingDocument2 pagesSmokinggigiphiNo ratings yet
- Welder List For Structure 1Document7 pagesWelder List For Structure 1gigiphiNo ratings yet
- HUC Technical Exception (POS Response - 19 Oct 2011) - Rev 1Document37 pagesHUC Technical Exception (POS Response - 19 Oct 2011) - Rev 1gigiphiNo ratings yet
- App T8-Tech Excep - 21 Nov - Huc (Pos) - PMC 23nov11Document2 pagesApp T8-Tech Excep - 21 Nov - Huc (Pos) - PMC 23nov11gigiphiNo ratings yet
- STT PTSC NISCONI L 0xxx Electrical Cable ScheduleDocument1 pageSTT PTSC NISCONI L 0xxx Electrical Cable SchedulegigiphiNo ratings yet
- PMC - POS Split Scope of WorkDocument10 pagesPMC - POS Split Scope of Workgigiphi100% (1)
- WeldingDocument41 pagesWeldinggigiphiNo ratings yet
- App T8-Tech Excep - 21 Nov - Huc (Pos) - PMC 23nov11Document2 pagesApp T8-Tech Excep - 21 Nov - Huc (Pos) - PMC 23nov11gigiphiNo ratings yet
- Welding InspectionDocument137 pagesWelding InspectiongigiphiNo ratings yet
- Welding InspectionDocument137 pagesWelding InspectiongigiphiNo ratings yet
- Partial replacement of discarded rubber tyres with coarse aggregate in concreteDocument18 pagesPartial replacement of discarded rubber tyres with coarse aggregate in concretePrasanna Gayathri VinnakotaNo ratings yet
- Mss SP 67 Butterfly Valves 2002a PDFDocument19 pagesMss SP 67 Butterfly Valves 2002a PDFJose Henrique GuimarãesNo ratings yet
- Effect of Alloying ElementDocument12 pagesEffect of Alloying ElementWhat'z Your'z Name'zNo ratings yet
- Special Materials and Nickel AlloysDocument12 pagesSpecial Materials and Nickel Alloysmurugn08No ratings yet
- Lime Stone Cleaning Station - Project Proposal-03Document4 pagesLime Stone Cleaning Station - Project Proposal-03vinodsnNo ratings yet
- Sikabit® W-15: Product Data SheetDocument3 pagesSikabit® W-15: Product Data SheetWWNNo ratings yet
- Catlogo Mangueiras Hidrulicas ManuliDocument3 pagesCatlogo Mangueiras Hidrulicas ManuliDomingos BarrosNo ratings yet
- ASME B36.19M Stainless Steel PipesDocument14 pagesASME B36.19M Stainless Steel Pipesdssscarface50% (2)
- The Basics of Tube & Pipe Bending: Tracto-Technik GMBH SpezialmaschinenDocument19 pagesThe Basics of Tube & Pipe Bending: Tracto-Technik GMBH SpezialmaschinenYasser BouktirNo ratings yet
- Insulflex Product CatalogueDocument12 pagesInsulflex Product CatalogueWan Abd Salam MuzakkirNo ratings yet
- API 571 Study GuideDocument8 pagesAPI 571 Study Guidenikafiq100% (4)
- Bar Bending MachineDocument1 pageBar Bending Machinesaurav royNo ratings yet
- Astm A263 2009Document6 pagesAstm A263 2009DenilsonRomãoNo ratings yet
- 6-44-0012 Rev 4-FABRICATION AND ERECTION OF PIPING PDFDocument15 pages6-44-0012 Rev 4-FABRICATION AND ERECTION OF PIPING PDFsumit tiwariNo ratings yet
- Ferrous MaterialsDocument73 pagesFerrous Materialsamrptl9010100% (1)
- 41 - en V Asme b31 1 and b31 3Document3 pages41 - en V Asme b31 1 and b31 3gigiphi1No ratings yet
- Tozen Valve CatalogueDocument45 pagesTozen Valve CatalogueMyo Kyaw Kyaw100% (1)
- Building Foundation Types and StructuresDocument42 pagesBuilding Foundation Types and StructuresVishal R100% (1)
- Cement Concrete Tiles and Paving BlocksDocument8 pagesCement Concrete Tiles and Paving BlocksNipan DekaNo ratings yet
- Astm F879M 1991Document5 pagesAstm F879M 1991Jesse ChenNo ratings yet
- En1092 Flange StandardDocument70 pagesEn1092 Flange Standardmubs997100% (3)
- Calex Auto Private LimitedDocument8 pagesCalex Auto Private LimitedVishalNo ratings yet
- Is SEM4 Air ConditionerDocument11 pagesIs SEM4 Air ConditionerKhushi ChauhanNo ratings yet
- Equipment Insulation SpecificationDocument7 pagesEquipment Insulation Specificationadel rihanaNo ratings yet
- Rolling FinalDocument7 pagesRolling FinalHaroon Karim BalochNo ratings yet
- PRESTRESSED CONCRETEDocument2 pagesPRESTRESSED CONCRETENicholas ThompsonNo ratings yet
- Teava Rect 50X50X3MM PDFDocument1 pageTeava Rect 50X50X3MM PDFCiprian ShaolinNo ratings yet
- Testing Precious Metals C.M HokeDocument88 pagesTesting Precious Metals C.M HokeAFLAC ............100% (10)
- 3.05 A. Welding Specification of Carbon Steel & Alloy SteelDocument40 pages3.05 A. Welding Specification of Carbon Steel & Alloy SteelVivek Patil100% (1)