You might also like
- Making-Mitered-boxes Boxes PDFDocument6 pagesMaking-Mitered-boxes Boxes PDF100taxidriver100% (1)
- A Little Book of Vintage Designs and Instructions for Making Dainty Gifts from Wood. Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box: Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box.From EverandA Little Book of Vintage Designs and Instructions for Making Dainty Gifts from Wood. Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box: Including a Fitted Workbox, a Small Fretwork Hand Mirror and a Lady's Brush and Comb Box.No ratings yet
- A Dozen Ways To Build A BoxDocument5 pagesA Dozen Ways To Build A BoxGustavo Cornejo100% (3)
- The Shel L Game: Ti Ps For Ca Rvi NG A Classic Newpo RT Shel LDocument4 pagesThe Shel L Game: Ti Ps For Ca Rvi NG A Classic Newpo RT Shel LTAANGTAWAN007No ratings yet
- Basic Box MakingDocument16 pagesBasic Box Makingcerberus3385100% (3)
- Basic Marquetry and Beyond: Expert Techniques for Crafting Beautiful Images with Veneer and InlayFrom EverandBasic Marquetry and Beyond: Expert Techniques for Crafting Beautiful Images with Veneer and InlayRating: 4.5 out of 5 stars4.5/5 (3)
- Cherry and Fir BookcaseDocument6 pagesCherry and Fir Bookcasecaballo_blanco_2100% (1)
- An Elegant Jewelry BoxDocument6 pagesAn Elegant Jewelry Boxasociatia_psitek100% (4)
- Creating Wooden Boxes on the Scroll Saw: Patterns and Instructions for Jewelry, Music, and Other Keepsake BoxesFrom EverandCreating Wooden Boxes on the Scroll Saw: Patterns and Instructions for Jewelry, Music, and Other Keepsake BoxesNo ratings yet
- Çalışma Tezgahı PlanıDocument14 pagesÇalışma Tezgahı PlanıÖmür Eryüksel50% (2)
- Scroll Saw Wooden Bowls, Revised & Expanded Edition: 30 Useful & Surprisingly Easy-to-Make ProjectsFrom EverandScroll Saw Wooden Bowls, Revised & Expanded Edition: 30 Useful & Surprisingly Easy-to-Make ProjectsNo ratings yet
- Boxes to Build: Sturdy & Stylish Projects to Organize Your Home & ShopFrom EverandBoxes to Build: Sturdy & Stylish Projects to Organize Your Home & ShopNo ratings yet
- TablesDocument130 pagesTablesEnrique50% (2)
- An Everyday Cabinet: Straightforward construction methods for building a case with doors and drawersDocument8 pagesAn Everyday Cabinet: Straightforward construction methods for building a case with doors and drawersJonathan Hopkins100% (2)
- LEADING SUPPLIER OF LUMBER AND WOOD PRODUCTSDocument12 pagesLEADING SUPPLIER OF LUMBER AND WOOD PRODUCTSerleosNo ratings yet
- Fine Woodworking Make A MalletDocument4 pagesFine Woodworking Make A MalletKaren Rathbun100% (1)
- PWW 234 Derevyannoe KruzhevoDocument74 pagesPWW 234 Derevyannoe KruzhevoSergio Larraguibel100% (1)
- Basic Box MakingDocument18 pagesBasic Box MakingSandro Braga100% (1)
- Woodcraft Magazine 016 (May - 2007)Document84 pagesWoodcraft Magazine 016 (May - 2007)Anonymous MwulYRw2L100% (2)
- Teach Yourself the Process of Veneering - A Guide to the Tools You Will Need, the Processes of Different Veneers and Repairing FaultsFrom EverandTeach Yourself the Process of Veneering - A Guide to the Tools You Will Need, the Processes of Different Veneers and Repairing FaultsNo ratings yet
- Intarsia Workbook, Revised & Expanded 2nd Edition: Learn Woodworking and Make Beautiful Projects with 15 Easy PatternsFrom EverandIntarsia Workbook, Revised & Expanded 2nd Edition: Learn Woodworking and Make Beautiful Projects with 15 Easy PatternsNo ratings yet
- (Art of Woodworking 16) Time-Life Books-Classic American Furniture - Time Life Education (1995)Document148 pages(Art of Woodworking 16) Time-Life Books-Classic American Furniture - Time Life Education (1995)cosmelli100% (2)
- Jack PlaneDocument6 pagesJack Planestuckinthestudio100% (1)
- Wood 19-1987Document77 pagesWood 19-1987bobe22100% (2)
- Big Book of Scroll Saw Projects and TechniquesDocument193 pagesBig Book of Scroll Saw Projects and TechniquesCarlos Morais100% (1)
- Heavy-Duty Workbench Plans Focus on Storage and DurabilityDocument16 pagesHeavy-Duty Workbench Plans Focus on Storage and Durabilityjohnflory123445100% (1)
- WoodPlans Online - Crown Molding BoxesDocument9 pagesWoodPlans Online - Crown Molding BoxesЧедомир Арнаут100% (8)
- ShopNotes #08 - Box Joint JigDocument32 pagesShopNotes #08 - Box Joint Jigrumbo norteNo ratings yet
- Leg Tapering Jig: Project 14585EZDocument5 pagesLeg Tapering Jig: Project 14585EZBSulliNo ratings yet
- Principles & Practice of Ornamental or Complex TurningFrom EverandPrinciples & Practice of Ornamental or Complex TurningNo ratings yet
- Hand or Simple Turning: Principles and PracticeFrom EverandHand or Simple Turning: Principles and PracticeRating: 4 out of 5 stars4/5 (2)
- 3 Tool Chest TopDocument5 pages3 Tool Chest TopAguinaldo OliveiraNo ratings yet
- Easy Woodworking ProjectsDocument8 pagesEasy Woodworking Projectstitch1680% (5)
- Top 10 Workbench Accessories PDFDocument4 pagesTop 10 Workbench Accessories PDFfallenlordNo ratings yet
- Handwork Issue 5Document131 pagesHandwork Issue 5andrew_phelps100% (1)
- V7045 The 1839 School BoxDocument4 pagesV7045 The 1839 School BoxAnonymous 17Wz8UAjF100% (1)
- The Essential Handsaw Book: Projects & Techniques for Mastering a Timeless Hand ToolFrom EverandThe Essential Handsaw Book: Projects & Techniques for Mastering a Timeless Hand ToolNo ratings yet
- Cut Matching Curves (Companion Article)Document4 pagesCut Matching Curves (Companion Article)remiks12100% (1)
- Tambour Topped BoxDocument7 pagesTambour Topped BoxTed MooreNo ratings yet
- Wj001 Barristers BookcaseDocument7 pagesWj001 Barristers BookcasemiclarkNo ratings yet
- Cutting A Bridle JointDocument6 pagesCutting A Bridle JointMario BerronesNo ratings yet
- Chisel CaseDocument4 pagesChisel CasePeter WestNo ratings yet
- Little Book of Wooden Boxes: Wooden Boxes Created by the MastersFrom EverandLittle Book of Wooden Boxes: Wooden Boxes Created by the MastersNo ratings yet
- Elementary WoodworkingDocument152 pagesElementary WoodworkingArtisan Ideas100% (5)
- Table Saw BowlDocument5 pagesTable Saw BowlJustJack38100% (1)
- F WW Grooving PlanesDocument5 pagesF WW Grooving PlanesKaren Rathbun100% (1)
- The Essential Shooting Board for Hand-Cut MitersDocument21 pagesThe Essential Shooting Board for Hand-Cut MiterseduelocoNo ratings yet
- 94 Shooting-BoardDocument6 pages94 Shooting-Boardbjørn vidar andersenNo ratings yet
- Garden Bench: Woodworks: Intermediate ProjectDocument9 pagesGarden Bench: Woodworks: Intermediate ProjectRenos Konstantinou100% (1)
- Joinery BasicsDocument36 pagesJoinery Basicsjohnnyd1234100% (10)
- American Woodworker - 101 (July 2003)Document62 pagesAmerican Woodworker - 101 (July 2003)Emilian BalutaNo ratings yet
- Router Table PlanDocument3 pagesRouter Table Plankocotheclown80% (5)
- SN11424 - Shop Made Hand PlanesDocument15 pagesSN11424 - Shop Made Hand PlanesCarlos100% (2)
- The WoodsmenDocument4 pagesThe WoodsmenCerrodeInoxNo ratings yet
- The Art of Woodworking Sharpening and Tool CareDocument147 pagesThe Art of Woodworking Sharpening and Tool Caredemo1967100% (1)
- Practicing Wisdom, The Perfection of Shantideva's Bodhisattva WayDocument93 pagesPracticing Wisdom, The Perfection of Shantideva's Bodhisattva Wayasociatia_psitekNo ratings yet
- 10 NLP Lesson 07Document2 pages10 NLP Lesson 07asociatia_psitekNo ratings yet
- Origami - Black BeltDocument2 pagesOrigami - Black Beltapi-3709851No ratings yet
- Origami BiplaneDocument12 pagesOrigami BiplaneMihai CostacheNo ratings yet
- Sexual Psychic Seduction - Definitive TechniquesDocument30 pagesSexual Psychic Seduction - Definitive TechniquesPankaj Grover100% (6)
- BellefulDocument2 pagesBellefulsuperkarencitaNo ratings yet
- Body Language Secrets For Power LoveDocument35 pagesBody Language Secrets For Power LoveViorica FalobaNo ratings yet
- 09 NLP Lesson 06Document5 pages09 NLP Lesson 06asociatia_psitekNo ratings yet
- 06 NLP Lesson 03Document11 pages06 NLP Lesson 03asociatia_psitekNo ratings yet
- Machiavellian EmotionsDocument43 pagesMachiavellian EmotionsselakodjoNo ratings yet
- BirdDocument4 pagesBirdasociatia_psitekNo ratings yet
- Bird of ParadiseDocument2 pagesBird of ParadiseGurjeit SinghNo ratings yet
- Cup by Maarten Van GelderDocument1 pageCup by Maarten Van GelderZuquirio ÁmaurNo ratings yet
- Dollar Bill $Document1 pageDollar Bill $Abdul Hafiz AliasNo ratings yet
- Bassinet and StandDocument4 pagesBassinet and StandbOyzNo ratings yet
- Abeja PDFDocument10 pagesAbeja PDFMartin Alvarado BonifacioNo ratings yet
- BalloonDocument2 pagesBalloonanchy018No ratings yet
- Ebook - Origami - BeetleDocument3 pagesEbook - Origami - BeetleJackie NunesNo ratings yet
- BadgerDocument2 pagesBadgerjomaco123No ratings yet
- Athletic BearDocument2 pagesAthletic Bearasociatia_psitekNo ratings yet
- Angel OrigamiDocument2 pagesAngel Origami염수인No ratings yet
- Ballerina OrigamiDocument4 pagesBallerina OrigamienjoziNo ratings yet
- El Manual Más Novedoso de Sierras de CalarDocument351 pagesEl Manual Más Novedoso de Sierras de Calarkevineli86% (14)
- (Ebook - Eng) Origami - Arrow - HeartDocument7 pages(Ebook - Eng) Origami - Arrow - HeartIoana VoinaNo ratings yet
- Origami TheoryDocument29 pagesOrigami TheoryAleksandar NikolicNo ratings yet
- Furniture Mouldin 00 Warn U of TDocument168 pagesFurniture Mouldin 00 Warn U of Tasociatia_psitekNo ratings yet
- ArrowDocument3 pagesArrowleonardiNo ratings yet
- Working With WoodDocument291 pagesWorking With WoodaboutsoundcraftNo ratings yet
- Working With WoodDocument291 pagesWorking With WoodaboutsoundcraftNo ratings yet
- Projetos de Marcenaria para IniciantesDocument1,080 pagesProjetos de Marcenaria para IniciantesCavaleiro SpectromanNo ratings yet
- Cartoon Network, Boomerang & TCM TV Rate Card July - SeptemberDocument11 pagesCartoon Network, Boomerang & TCM TV Rate Card July - SeptemberR RizalNo ratings yet
- Mitigating arc ash hazards design constraintsDocument6 pagesMitigating arc ash hazards design constraintswaqas_a_shaikh4348No ratings yet
- WaidhanDocument86 pagesWaidhanPatel Nitesh OadNo ratings yet
- 3.0 Wrap Up and SummaryDocument4 pages3.0 Wrap Up and SummaryGian SanchezNo ratings yet
- Evolution of Computers: A Brief HistoryDocument15 pagesEvolution of Computers: A Brief HistoryshinNo ratings yet
- 3ADW000379R0301 DCS550 Manual e CDocument310 pages3ADW000379R0301 DCS550 Manual e CLaura SelvaNo ratings yet
- PLTW: Digital Electronics Syllabus For Mrs. Yusufi: Unit 1: Fundamentals of Analog and DigitalDocument5 pagesPLTW: Digital Electronics Syllabus For Mrs. Yusufi: Unit 1: Fundamentals of Analog and DigitalTriston DurbinNo ratings yet
- Chalk & TalkDocument6 pagesChalk & TalkmathspvNo ratings yet
- OSC - 2015 - Revised - Oct (Power Cables) PDFDocument118 pagesOSC - 2015 - Revised - Oct (Power Cables) PDFIván P. MorenoNo ratings yet
- Proposal BP3IP FinalDocument3 pagesProposal BP3IP FinalGiant SeptiantoNo ratings yet
- Maklumat Vaksinasi: Vaccination DetailsDocument1 pageMaklumat Vaksinasi: Vaccination Detailsaccung manNo ratings yet
- ETEC 520 - Assignment 2 Group ProjectDocument19 pagesETEC 520 - Assignment 2 Group ProjectjennbosNo ratings yet
- American With Disabilities Act AdaDocument16 pagesAmerican With Disabilities Act Adaapi-376186426No ratings yet
- Keynote Proficient End-Of-Course Test BDocument7 pagesKeynote Proficient End-Of-Course Test Bana maria csalinasNo ratings yet
- Ethics in ResearchDocument21 pagesEthics in Researchmukku_raviNo ratings yet
- 5R Invention Activity: Science LabDocument12 pages5R Invention Activity: Science LabricardoNo ratings yet
- Capacitor BanksDocument49 pagesCapacitor BanksAmal P RaviNo ratings yet
- Statistics Interview QuestionsDocument5 pagesStatistics Interview QuestionsARCHANA R100% (1)
- Advances in X-Ray Analysis - Volume 33 - 1989Document685 pagesAdvances in X-Ray Analysis - Volume 33 - 1989CVNo ratings yet
- Check List of MossesDocument319 pagesCheck List of MossesAshen NirodyaNo ratings yet
- Sigmund Freud and His Main TheoriesDocument5 pagesSigmund Freud and His Main TheoriesNguyen HarryNo ratings yet
- Check For Palindrome: Compute GCD and LCMDocument3 pagesCheck For Palindrome: Compute GCD and LCMAadhi JNo ratings yet
- BS (English) Dept of English University of SargodhaDocument36 pagesBS (English) Dept of English University of SargodhaFEROZ KHANNo ratings yet
- Formulating and Solving LPs Using Excel SolverDocument8 pagesFormulating and Solving LPs Using Excel SolverAaron MartinNo ratings yet
- Kevin Chiu - Solving Procrastination v1.1Document2 pagesKevin Chiu - Solving Procrastination v1.1TêteHauteNo ratings yet
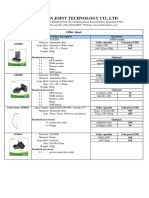
- Vehicle Tracker Offer SheetDocument1 pageVehicle Tracker Offer SheetBihun PandaNo ratings yet
- Bicycle Repair ManualDocument162 pagesBicycle Repair Manualrazvancc89% (9)
- Part A - Exercises: © Festo Didactic GMBH & Co. KG - 541091Document128 pagesPart A - Exercises: © Festo Didactic GMBH & Co. KG - 541091Franklin BosiNo ratings yet
- Atpl Formula MergedDocument74 pagesAtpl Formula Mergeddsw78jm2mxNo ratings yet
- Flap System RiginDocument12 pagesFlap System RiginHarold Reyes100% (1)