You might also like
- LT Distribution in CESC LTD.Document15 pagesLT Distribution in CESC LTD.Ramen DasNo ratings yet
- Training Report at CESC LT Distribution SystemsDocument20 pagesTraining Report at CESC LT Distribution SystemsPratyush Roy100% (1)
- CESC TrainingDocument34 pagesCESC TrainingShangarab Bera100% (1)
- CESC Training on Distribution SystemsDocument44 pagesCESC Training on Distribution SystemsqswerNo ratings yet
- CESC Budge Budge VT ReportDocument51 pagesCESC Budge Budge VT ReportMainak Dutta100% (8)
- Krupp Surface Miner: The New GenerationDocument14 pagesKrupp Surface Miner: The New Generationrobson2015100% (1)
- Renewables 2011 Report SummaryDocument57 pagesRenewables 2011 Report SummaryEvoanne Santos100% (1)
- A Project Report On Sizing and Costing of PVDocument4 pagesA Project Report On Sizing and Costing of PVpatrickNo ratings yet
- Principles of Online Coal AnalyzersDocument8 pagesPrinciples of Online Coal Analyzersjha_amitNo ratings yet
- CAT 2015 Memory Based QuestionsDocument32 pagesCAT 2015 Memory Based QuestionsUjwal Narasapur75% (4)
- How To Make A RJ45 Cable TesterDocument5 pagesHow To Make A RJ45 Cable Testerapi-19710427100% (1)
- Basic Electrical Engineering by VN MittleDocument6 pagesBasic Electrical Engineering by VN MittleRituraj Das25% (4)
- EPC1318 Geological ReportDocument27 pagesEPC1318 Geological ReportSemuel Filex Baok100% (1)
- 1 s2.0 S1876610217365165 MainDocument6 pages1 s2.0 S1876610217365165 MainDrAdel A. ElbasetNo ratings yet
- Tip Speed Ratio Pma PDFDocument5 pagesTip Speed Ratio Pma PDF1382aceNo ratings yet
- Nuclear Power Plant: Swami Keshvanand Institute of Technology Management & Gramothan, JaipurDocument27 pagesNuclear Power Plant: Swami Keshvanand Institute of Technology Management & Gramothan, JaipurNikhil ChopraNo ratings yet
- Energy Scenario in INDIADocument3 pagesEnergy Scenario in INDIARahul KalathilNo ratings yet
- Design of A Cost Effective Micro Hydro Power Generation System Using The Discharge Water of The Central Steam Power PlantDocument159 pagesDesign of A Cost Effective Micro Hydro Power Generation System Using The Discharge Water of The Central Steam Power PlantNobel Engzen Du BermoyNo ratings yet
- Training Report On 220/132KV SubstationDocument34 pagesTraining Report On 220/132KV SubstationVinay ChandelNo ratings yet
- Step To Install Mincom in Windows 10Document8 pagesStep To Install Mincom in Windows 10Chaidir Marasabessy100% (1)
- CESC Budge Budge - VR 2012Document46 pagesCESC Budge Budge - VR 2012mekala_ramesh5091100% (1)
- Distance and Differential Protection Simulations in MatlabDocument72 pagesDistance and Differential Protection Simulations in MatlabLuis BriceñoNo ratings yet
- Estimation Showing For Existing Commercial Building RoomDocument1 pageEstimation Showing For Existing Commercial Building RoomDileep Kumar Chintada100% (1)
- Method of Continuous Surface Miner WorkDocument4 pagesMethod of Continuous Surface Miner WorkBharAth ReDdy100% (1)
- DR Pachauri - Meat Production and Climate ChangeDocument23 pagesDR Pachauri - Meat Production and Climate ChangeEternal Spring100% (3)
- Cost Effective Solution For Steel Industry For Transportation of Iron Ore For Long DistanceDocument30 pagesCost Effective Solution For Steel Industry For Transportation of Iron Ore For Long DistanceAditya Rahman Halim100% (1)
- Braking of DC MotorDocument18 pagesBraking of DC MotorBangariNo ratings yet
- Installing an Automatic Material Handling System at a Semiconductor FactoryDocument33 pagesInstalling an Automatic Material Handling System at a Semiconductor FactoryRanjithkumar NatarajanNo ratings yet
- A Study Into The True Life Cycle Costs of Electric Motors: 1.1 Project Motivations and Client InterestsDocument6 pagesA Study Into The True Life Cycle Costs of Electric Motors: 1.1 Project Motivations and Client Interestsemmanuel799No ratings yet
- Tampering Methods of Energy Meter - Electrical Notes & ArticlesDocument8 pagesTampering Methods of Energy Meter - Electrical Notes & ArticlesSandeep JoshiNo ratings yet
- Factors Affecting Mattel's SuccessDocument61 pagesFactors Affecting Mattel's SuccessKristine Joy Razo100% (1)
- Power Line Carrier Communication (PLCC)Document8 pagesPower Line Carrier Communication (PLCC)Mohit JunejaNo ratings yet
- Geological Modelling: White PaperDocument8 pagesGeological Modelling: White PaperSouradeep Mukherjee100% (1)
- ChargEV (TC) - v16 - (19.10.2016)Document2 pagesChargEV (TC) - v16 - (19.10.2016)Ahmad MursyidiNo ratings yet
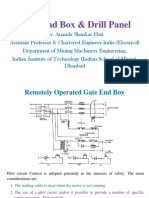
- Gate-End Box & Drill PanelDocument5 pagesGate-End Box & Drill PanelMuskanNo ratings yet
- Paper Battery SynopsisDocument8 pagesPaper Battery SynopsisSrinivas Deepa0% (1)
- Total Automation Solution in Super Critical Thermal Power Plant PDFDocument28 pagesTotal Automation Solution in Super Critical Thermal Power Plant PDFpredic1No ratings yet
- Article On Surface MinerDocument11 pagesArticle On Surface MinerShyamal Kumar Bag100% (1)
- Mobile Solar Water PurifierDocument3 pagesMobile Solar Water PurifierOmunet Napthal100% (1)
- Bunji Hydro-Power ProjectDocument5 pagesBunji Hydro-Power ProjectHaider KhanNo ratings yet
- Maithon PowerDocument8 pagesMaithon Powerpraful_ingle6490No ratings yet
- Microsoft Word - STATOR PROTECTION. Final ReportDocument11 pagesMicrosoft Word - STATOR PROTECTION. Final ReportHari Krishna.MNo ratings yet
- Solar Water Purifier GuideDocument42 pagesSolar Water Purifier GuideAakash DindigulNo ratings yet
- Global Developments: Electrical SafetyDocument34 pagesGlobal Developments: Electrical Safetywfng77No ratings yet
- ABB Underground Mine FutureDocument14 pagesABB Underground Mine FutureLuis B100% (1)
- Finar Project ReportDocument30 pagesFinar Project ReportShristi SinghNo ratings yet
- Final Year Project SynopsisDocument3 pagesFinal Year Project SynopsisEngr Majid Ali BaigNo ratings yet
- Gis Implementation in Power Distribution Companies in IndiaDocument29 pagesGis Implementation in Power Distribution Companies in IndiaAhmed100% (1)
- Hydro Electric Power Plant: MP ScenarioDocument32 pagesHydro Electric Power Plant: MP Scenariopramo_dassNo ratings yet
- 2a1010640 BCL PDFDocument77 pages2a1010640 BCL PDFsyahrir83100% (1)
- Energy Output Estimation For Small-Scale WindDocument15 pagesEnergy Output Estimation For Small-Scale WindWangi Pandan SariNo ratings yet
- Siemens ISCMDocument5 pagesSiemens ISCMEngr Irfan AkhtarNo ratings yet
- Or - Operation Research - 171901 - Ebooks - Exam Papers - Solutions - Syllabus - Result - GTU, GTUInfoDocument3 pagesOr - Operation Research - 171901 - Ebooks - Exam Papers - Solutions - Syllabus - Result - GTU, GTUInfomaneashwin0% (1)
- Renewable and Sustainable Energy ReviewsDocument11 pagesRenewable and Sustainable Energy ReviewsMauricio RamirezNo ratings yet
- MOS - Cable InstallationDocument7 pagesMOS - Cable InstallationAzree Mohd NoorNo ratings yet
- Wire and Cable Engineering Guide: Handling and Installation Excerpt From Prysmian'SDocument23 pagesWire and Cable Engineering Guide: Handling and Installation Excerpt From Prysmian'Sfairguy80No ratings yet
- TECHNICAL BidDocument57 pagesTECHNICAL Bidvikramjeet singhNo ratings yet
- ESP - Cable HandlingDocument3 pagesESP - Cable Handlingkmiqd100% (1)
- Design of CorbelDocument3 pagesDesign of CorbelAkshay KumarNo ratings yet
- Standard Outline Spec Garuda BO SO 131114 - Final UpdateDocument6 pagesStandard Outline Spec Garuda BO SO 131114 - Final UpdateTommy JauhariNo ratings yet
- QUOTATIONDocument2 pagesQUOTATIONasombrado_jeraldNo ratings yet
- Internship presentation on Mutual Builder Pvt. LtdDocument14 pagesInternship presentation on Mutual Builder Pvt. LtdSoo CealNo ratings yet
- 2013 - Cyclic Failure Analysis of The Beam-To-Column Dowel Connections in Precast Industrial Buildings (Zoubek) PDFDocument13 pages2013 - Cyclic Failure Analysis of The Beam-To-Column Dowel Connections in Precast Industrial Buildings (Zoubek) PDFSebastian BernalNo ratings yet
- Engineering Materials by RK RajputDocument528 pagesEngineering Materials by RK Rajputmv599766No ratings yet
- March 2014 Concrete in AustraliaDocument60 pagesMarch 2014 Concrete in AustraliafatherofgeorgeNo ratings yet
- Evolen B80 C EN - GBDocument3 pagesEvolen B80 C EN - GBchrisNo ratings yet
- Alberta Building Code Guide to Energy Efficient Home ConstructionDocument45 pagesAlberta Building Code Guide to Energy Efficient Home ConstructionAl7amdlellah100% (2)
- Worthington D1022 Pump DataSheet P-701Document10 pagesWorthington D1022 Pump DataSheet P-701Andrey Pulido Barrera100% (1)
- Tabela Completa Especificacao de TubulacaoDocument251 pagesTabela Completa Especificacao de TubulacaoAlessandre OliveiraNo ratings yet
- clark-public-utilities-ICEA S-94-649-AEIC CS8Document21 pagesclark-public-utilities-ICEA S-94-649-AEIC CS8chrisNo ratings yet
- Civl311 Civl911 2018 Week 6 Design of One Way Slab Student 1Document71 pagesCivl311 Civl911 2018 Week 6 Design of One Way Slab Student 1johan.hafiz6926No ratings yet
- Steel PVC CPVC Pipes Dimensions Weight ChartDocument5 pagesSteel PVC CPVC Pipes Dimensions Weight Chartdh24992499No ratings yet
- Method Statement For ENBD & EIB WorksDocument38 pagesMethod Statement For ENBD & EIB WorksDarius AdeNo ratings yet
- SPLM - Construction Pre-Planning PDFDocument11 pagesSPLM - Construction Pre-Planning PDFJommarVocalTagalogNo ratings yet
- Section A-A: Karnaphuli Water Supply Project - Phase 2 (Kwsp2) Drainage Plan & DetailsDocument1 pageSection A-A: Karnaphuli Water Supply Project - Phase 2 (Kwsp2) Drainage Plan & DetailsgawtomNo ratings yet
- City Walk ReportDocument21 pagesCity Walk ReportSekh SamimNo ratings yet
- Tires CPH v1.1 03.13.14Document75 pagesTires CPH v1.1 03.13.14samsularief03100% (1)
- Champion r30d BreakdownDocument32 pagesChampion r30d Breakdowncav4444No ratings yet
- Architect Urban Designer ResumeDocument4 pagesArchitect Urban Designer ResumeNakshatra SenNo ratings yet
- Triptico InglesDocument3 pagesTriptico InglesMARIANGEL .A SALDIVIIANo ratings yet
- Soil Investigation Report: Item Page NoDocument6 pagesSoil Investigation Report: Item Page NoWai LinnNo ratings yet
- Thin Oil Station Manual and Schematic DiagramDocument20 pagesThin Oil Station Manual and Schematic DiagrammantelectromecanicoatenasNo ratings yet
- Contract For ConstructionDocument9 pagesContract For ConstructionLouie LopezNo ratings yet
- Earthquake Base Shear Calculation for 3-Story Office BuildingDocument4 pagesEarthquake Base Shear Calculation for 3-Story Office Buildinggendadeyu552625100% (1)
- Method Statement For Application of Waterproofing MembraneDocument5 pagesMethod Statement For Application of Waterproofing MembraneAnjo MolinaNo ratings yet
- Concrete Construction Article PDF - Evaluating Cracks PDFDocument4 pagesConcrete Construction Article PDF - Evaluating Cracks PDFEmad KhanNo ratings yet
- Portals - 0 - Checklist For Internal Plumbing WorkDocument2 pagesPortals - 0 - Checklist For Internal Plumbing Workrahul kumarNo ratings yet
- Door Reinforcement DesignDocument1 pageDoor Reinforcement DesignP.MannaNo ratings yet