You might also like
- Toyota Innova: Positive HighlightsDocument14 pagesToyota Innova: Positive HighlightsSudhir Kumar100% (1)
- ASME IX Interpretation Part1 PDFDocument51 pagesASME IX Interpretation Part1 PDFalisyalala100% (3)
- A Comparison of ISO 15614 Part 1 and ASME IXDocument3 pagesA Comparison of ISO 15614 Part 1 and ASME IXsusanwebNo ratings yet
- Service Manual GB Uluf 450 450 2m 490 550 750 850 850 2m 890Document68 pagesService Manual GB Uluf 450 450 2m 490 550 750 850 850 2m 890Kader Smaili100% (1)
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- Post Weld Heat TreatmentDocument51 pagesPost Weld Heat Treatmenttbmari97% (32)
- Aramco Questionnaire Latest One 08062020Document29 pagesAramco Questionnaire Latest One 08062020brparekh100% (1)
- Tubular Heat ExchangerDocument4 pagesTubular Heat Exchangerprashant_dc_inNo ratings yet
- 0.1 Duties of The Senior Welding InspectorDocument37 pages0.1 Duties of The Senior Welding InspectorAhmed GomaaNo ratings yet
- Duplex Ss WPSDocument8 pagesDuplex Ss WPSVinu Raveendran100% (1)
- Api 510 Preparatory ExamDocument13 pagesApi 510 Preparatory Exameldobie3100% (1)
- Manual For Cold Room System (As Built)Document261 pagesManual For Cold Room System (As Built)YerlanNo ratings yet
- Post Weld Heat Treatment Inspection Question and AnswersDocument2 pagesPost Weld Heat Treatment Inspection Question and AnswersRajesh Kumar RaviNo ratings yet
- Weld Repair Procedure Tapis Rev.ADocument3 pagesWeld Repair Procedure Tapis Rev.AaszlizaNo ratings yet
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureDocument2 pagesElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- QW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) ExaminationDocument8 pagesQW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) Examinationডঃ শুভম চ্যাটার্জীNo ratings yet
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- Shell Petroleum Development Company: (Implemented/Issued For Review/Complete)Document17 pagesShell Petroleum Development Company: (Implemented/Issued For Review/Complete)Siva RamNo ratings yet
- Asme Ix Welder Qualification InterpretationDocument95 pagesAsme Ix Welder Qualification Interpretationvangie3339515100% (3)
- Asme Sec 2 QuizDocument4 pagesAsme Sec 2 QuizBalaji NarasimhanNo ratings yet
- CBT Welding QuestionDocument57 pagesCBT Welding QuestionRishiNo ratings yet
- Thickness Qualification Range For PQR and WPQDocument5 pagesThickness Qualification Range For PQR and WPQOuled BladiNo ratings yet
- Welding Inspector Interview QuestionsDocument5 pagesWelding Inspector Interview Questionsவிஷ்ணு ராஜசெல்வன்No ratings yet
- Asme Sec-Ix Short NotesDocument64 pagesAsme Sec-Ix Short NotesZacharias Rohith Joseph100% (1)
- PWHT ProcedureDocument9 pagesPWHT ProcedureM. R. Shahnawaz KhanNo ratings yet
- Asme Sec Ix WPS PQRDocument41 pagesAsme Sec Ix WPS PQRwentroprem100% (1)
- Welding Acceptance Criteria On Pipe LineDocument2 pagesWelding Acceptance Criteria On Pipe LinewahyuNo ratings yet
- Interview Ques & Ans - KNPCDocument8 pagesInterview Ques & Ans - KNPCStephen RajNo ratings yet
- General Mechanical-2 PDFDocument6 pagesGeneral Mechanical-2 PDFAhmed Shaban KotbNo ratings yet
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 pagesOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketNo ratings yet
- 038-Pro Welding Consumable Control Procedure PDFDocument20 pages038-Pro Welding Consumable Control Procedure PDFKöksal Patan100% (7)
- ASME IX Interpretation-Part11Document40 pagesASME IX Interpretation-Part11kevin herryNo ratings yet
- How To Read PWHTchartDocument10 pagesHow To Read PWHTchartAkhilesh Kumar100% (3)
- BPV IX-16-3 QW-283 - ButteringDocument1 pageBPV IX-16-3 QW-283 - ButteringyutweldingNo ratings yet
- Weld Log PDFDocument1 pageWeld Log PDFDeniz Aydin100% (1)
- PWHT Procedure A2Document15 pagesPWHT Procedure A2Raja Thakur100% (4)
- Interview ASME SEC IX & General QUESTIONSDocument45 pagesInterview ASME SEC IX & General QUESTIONSabdo50% (2)
- CBT Questions-1Document2 pagesCBT Questions-1kumarNo ratings yet
- Welding Inspector Interview ReviewDocument5 pagesWelding Inspector Interview ReviewLuttpiNo ratings yet
- UG Piping, Hydro QC List-InterviewDocument6 pagesUG Piping, Hydro QC List-InterviewSyed M. Imran Ali100% (1)
- Welding of P91Document37 pagesWelding of P91nishant361100% (4)
- CBT QustionDocument3 pagesCBT Qustionneelapu mahesh reddyNo ratings yet
- Thickness Range For Welder Qualification and Procedure QualificationDocument4 pagesThickness Range For Welder Qualification and Procedure QualificationvirajNo ratings yet
- Multiple PQR QualificationDocument4 pagesMultiple PQR QualificationKarthikeyan ShanmugavelNo ratings yet
- WPS PQR 12Document9 pagesWPS PQR 12Ranjan KumarNo ratings yet
- Pipe PWHTDocument3 pagesPipe PWHTTridib Dey0% (1)
- ASME MANUAL With Exhibit 03.07Document92 pagesASME MANUAL With Exhibit 03.07Siva ShankaranNo ratings yet
- 5 6327619470013497823Document4 pages5 6327619470013497823shaijukvNo ratings yet
- Saudi Aramco: Company General UseDocument8 pagesSaudi Aramco: Company General UseMasudhBashaNo ratings yet
- Mechanical General QuestionsDocument57 pagesMechanical General QuestionsZain Sani Butt100% (1)
- Aramco CBT Questions-Answere For QAQC WeldingDocument10 pagesAramco CBT Questions-Answere For QAQC WeldingAbdul HafeezNo ratings yet
- Colour Coding As Per BHELDocument7 pagesColour Coding As Per BHELKedar Choksi0% (1)
- Metrode Dissimilar Consumable SelectorDocument7 pagesMetrode Dissimilar Consumable SelectorClaudia MmsNo ratings yet
- Candidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Document4 pagesCandidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)nike_y2k85% (13)
- Defects Acceptance CriteriaDocument1 pageDefects Acceptance CriteriahakamaffaqNo ratings yet
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Aروشان فاطمة روشانNo ratings yet
- Aramco Pwht-QandA PDFDocument2 pagesAramco Pwht-QandA PDFAnasNo ratings yet
- Api 510 Questions & Answers (Closed 1)Document12 pagesApi 510 Questions & Answers (Closed 1)Mohammed Shakil100% (3)
- Api 510 Q&aDocument13 pagesApi 510 Q&aShaikh Aftab100% (2)
- CBT Piping QuestionsDocument4 pagesCBT Piping Questionsshaijukv100% (1)
- API 510 PC Final Exam ClosedDocument12 pagesAPI 510 PC Final Exam ClosedAbdel-Rahman Taha Merdan100% (1)
- Test On Maintenance PracticeDocument6 pagesTest On Maintenance PracticeMY NAME IS NEERAJ..:):)No ratings yet
- TDC PP742 F2Document3 pagesTDC PP742 F2Arjun PrajapatiNo ratings yet
- Saes D 008Document21 pagesSaes D 008Shajin Mohammed ShamsudhinNo ratings yet
- Saes D 100 PDFDocument22 pagesSaes D 100 PDFShajin Mohammed Shamsudhin0% (1)
- Saes D 001 PDFDocument20 pagesSaes D 001 PDFShajin Mohammed ShamsudhinNo ratings yet
- Boiler Operation & ControlDocument56 pagesBoiler Operation & ControlMohammad Rawoof100% (2)
- API 934 Att 3 PWHT Tempering Issues IndusteelDocument10 pagesAPI 934 Att 3 PWHT Tempering Issues IndusteelShajin Mohammed Shamsudhin100% (2)
- Nde-Summary by Shajin SajidDocument4,109 pagesNde-Summary by Shajin SajidShajin Mohammed ShamsudhinNo ratings yet
- Question Answer - PipingDocument64 pagesQuestion Answer - PipingShajin Mohammed ShamsudhinNo ratings yet
- Saep-1160 (NDT - Tracking and Reporting of Welding, NDT and Pressure Testing For Capital ProjectsDocument12 pagesSaep-1160 (NDT - Tracking and Reporting of Welding, NDT and Pressure Testing For Capital ProjectsShajin Mohammed Shamsudhin89% (9)
- Welding Defect: Hydrogen EmbrittlementDocument8 pagesWelding Defect: Hydrogen EmbrittlementShajin Mohammed ShamsudhinNo ratings yet
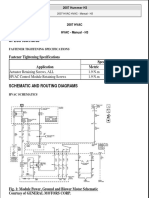
- Hummer H3 HVAC 1Document90 pagesHummer H3 HVAC 1Walter Javier MuñozNo ratings yet
- Ashrae Audit GuideDocument4 pagesAshrae Audit GuideKannan VellasamyNo ratings yet
- ME5204 2 - Cooling & Dehumidifying Coils - RevisedDocument21 pagesME5204 2 - Cooling & Dehumidifying Coils - Revisedgattuso amberNo ratings yet
- Manufacturing Status of E&M EquipmentDocument4 pagesManufacturing Status of E&M Equipmenttaimur ahmadNo ratings yet
- Interfata Hidronica Mitsubishi Electric PAC IF061B E PDFDocument72 pagesInterfata Hidronica Mitsubishi Electric PAC IF061B E PDFAttila BalazsNo ratings yet
- Assen DVTP-RDocument11 pagesAssen DVTP-RPablo VeraNo ratings yet
- Case Study South Moravian RegionDocument6 pagesCase Study South Moravian RegionZoya zafarNo ratings yet
- Experimental Study of Humidification AndDehumidifiDocument19 pagesExperimental Study of Humidification AndDehumidifiHanz GianNo ratings yet
- Lennox Catalogue Me-EngDocument239 pagesLennox Catalogue Me-EngNaushar NasarullaNo ratings yet
- RM 1-12 Amestec PT Substituirea Lui R22Document16 pagesRM 1-12 Amestec PT Substituirea Lui R22Claudia MadalinaNo ratings yet
- International Green Construction Code IGCC-PV2 - PDFDocument243 pagesInternational Green Construction Code IGCC-PV2 - PDFlopez_2174No ratings yet
- PCVMT1612aprv (VRV III - W) PDFDocument32 pagesPCVMT1612aprv (VRV III - W) PDFDaniel VilchezNo ratings yet
- PP CheatDocument18 pagesPP CheatAnuja JadhavNo ratings yet
- Shri Gijubhai Chhaganbhai Patel Institute of Architecture, Interior Design & Fine Arts, SuratDocument9 pagesShri Gijubhai Chhaganbhai Patel Institute of Architecture, Interior Design & Fine Arts, SuratYash JainNo ratings yet
- Abbreviations On Navy Ship Design DrawingsDocument17 pagesAbbreviations On Navy Ship Design DrawingsRahul GuptaNo ratings yet
- Reversed Heat Engines - Refrigeration CycleDocument11 pagesReversed Heat Engines - Refrigeration CycleRachmatNo ratings yet
- Materi Refrigerant OilDocument10 pagesMateri Refrigerant OilSubastianNo ratings yet
- York Absorption Chillers FlyerDocument2 pagesYork Absorption Chillers FlyerEnrique Mejia GamarraNo ratings yet
- Viscosity ManualDocument60 pagesViscosity ManualJacqueline PoloNo ratings yet
- Airsys P SC Cybercool Mod E2010v03.1Document26 pagesAirsys P SC Cybercool Mod E2010v03.1Jay WangNo ratings yet
- 2003 Subaru All Models - Engine Block Heater InstallationDocument4 pages2003 Subaru All Models - Engine Block Heater InstallationSubie SecretNo ratings yet
- PalencAIVC2007 099Document8 pagesPalencAIVC2007 099Abdullah.N FAAliNo ratings yet
- Use of Equest in The Teaching of Design and Analysis of HVAC Systems-Lessons From Building Engineering CoursesDocument8 pagesUse of Equest in The Teaching of Design and Analysis of HVAC Systems-Lessons From Building Engineering Coursesfender 87No ratings yet
- 2024 Customer Training CatalogDocument61 pages2024 Customer Training Cataloghimanshu manoriNo ratings yet
- Air Conditioning System DesignDocument39 pagesAir Conditioning System DesignWaheed MidoNo ratings yet
- Architectural Design-Vi: Topic: Information of ServicesDocument14 pagesArchitectural Design-Vi: Topic: Information of ServicesPooja JabadeNo ratings yet
- Hydronic Heating Equipment: Horizontal and Vertical Steam/Hot Water Unit HeatersDocument32 pagesHydronic Heating Equipment: Horizontal and Vertical Steam/Hot Water Unit Heatersarunima04No ratings yet