You might also like
- Laminas A36 y A572Document5 pagesLaminas A36 y A572spider3486100% (7)
- Simbologia de Soldaduras y EjerciciosDocument16 pagesSimbologia de Soldaduras y EjerciciosVictor Moncada100% (3)
- Composicion Astm A 36Document29 pagesComposicion Astm A 36Flores Mamani JordanNo ratings yet
- Machos o CorazonesDocument2 pagesMachos o CorazonesLc0% (1)
- Cuchillo Proceso de FabricaciónDocument7 pagesCuchillo Proceso de FabricaciónRonald Gomez OrellanaNo ratings yet
- Listado de Normas de SoldaduraDocument2 pagesListado de Normas de SoldaduraHerrera Jorge Agustín100% (1)
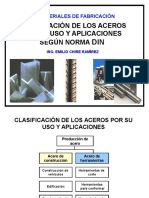
- Clasificacion Din AcerosDocument47 pagesClasificacion Din AcerosOscar Zapata Marquez100% (1)
- Prueba de Chispa PDFDocument2 pagesPrueba de Chispa PDFElCaballero ModestoNo ratings yet
- Definiciones Soldadura AWSDocument101 pagesDefiniciones Soldadura AWSDavid Jimenez Gonzalez71% (21)
- Clasificación aceros UNSDocument2 pagesClasificación aceros UNSAlejandro Sánchez100% (1)
- Acero Al Carbono Estructural ASTM A36Document3 pagesAcero Al Carbono Estructural ASTM A36Edison Hernan Vaca Baldeon100% (1)
- Acero Astm A36Document2 pagesAcero Astm A36Mario AliagaNo ratings yet
- Introducción a la clasificación y designación de acerosDocument10 pagesIntroducción a la clasificación y designación de acerosPatricia Jaime100% (1)
- Acero Al Carbono Estructural ASTM A572Document5 pagesAcero Al Carbono Estructural ASTM A572kikin312012100% (1)
- Tercera PC de Solidificación Silva-BrayanDocument11 pagesTercera PC de Solidificación Silva-BrayanGeymer Silva CubasNo ratings yet
- Tuberia ForzadaDocument6 pagesTuberia ForzadavgrandezNo ratings yet
- Astm A36 EspañolDocument3 pagesAstm A36 EspañolGibson Flores100% (1)
- Introduccion A La SoldaduraDocument28 pagesIntroduccion A La SoldaduraBriggitte Stephany Ortiz SanchezNo ratings yet
- Astm A36 HRDocument2 pagesAstm A36 HRJorge GomezNo ratings yet
- Tercera PC de Solidificación Silva-BrayanDocument12 pagesTercera PC de Solidificación Silva-BrayanGeymer Silva CubasNo ratings yet
- Oxicorte o PlasmaDocument13 pagesOxicorte o PlasmaCarlosAndresNo ratings yet
- Carbon Steel GeneralDocument51 pagesCarbon Steel Generallimbert_No ratings yet
- Tema 10 - Aceros de Grano FinoDocument43 pagesTema 10 - Aceros de Grano FinoElmar Cuellar100% (1)
- Marco Teorico ProcesosDocument6 pagesMarco Teorico ProcesosMiguel Ángel Cera ZabaletaNo ratings yet
- Informe de SoldaduraDocument11 pagesInforme de SoldaduraWilson CalcinaNo ratings yet
- Arco SumergidoDocument42 pagesArco Sumergidomessigol10No ratings yet
- Trabajo Metal Corte TermicoDocument14 pagesTrabajo Metal Corte TermicoJavierNo ratings yet
- Electrodos Utilizados Con SMAW, MIG, MAG, TIG FCAWDocument15 pagesElectrodos Utilizados Con SMAW, MIG, MAG, TIG FCAWdavidNo ratings yet
- Introduccion Asignatura Acero (Parte 3)Document25 pagesIntroduccion Asignatura Acero (Parte 3)Alfredo BáezNo ratings yet
- 1234RTGHDocument44 pages1234RTGHpiñeiro prez brandonNo ratings yet
- Banco de Preguntas Aceros (2098)Document9 pagesBanco de Preguntas Aceros (2098)Ivanna GuambaNo ratings yet
- Agrietamiento AluDocument13 pagesAgrietamiento AluFrancy Milena GonzalezNo ratings yet
- Arco Sumergido (SAW)Document22 pagesArco Sumergido (SAW)Italo Esquivel VeraNo ratings yet
- Cuestionario Lab Soldadura 12Document12 pagesCuestionario Lab Soldadura 12Antón JaCob Di La RottaNo ratings yet
- Proceso de SoldaduraDocument14 pagesProceso de Soldaduradiomedes mendezNo ratings yet
- Soldadura de Gas InerteDocument13 pagesSoldadura de Gas InerteJose Gustavo Cedeño ANo ratings yet
- Diapositivas 116Document21 pagesDiapositivas 116Andrés NuñezNo ratings yet
- Propiedades de Los Materiales y DTDocument43 pagesPropiedades de Los Materiales y DTFulvio BolaoNo ratings yet
- Acero 3Document18 pagesAcero 3diegoNo ratings yet
- Apunte TablasDocument130 pagesApunte Tablascelina podettiNo ratings yet
- Texto Bàsico SoldaduraDocument12 pagesTexto Bàsico SoldaduraToapanta NestorNo ratings yet
- NORMA AWS A5 ELECTRODOSDocument4 pagesNORMA AWS A5 ELECTRODOSCristian Joaquin ZegarraNo ratings yet
- Electrodos para Soldar Aceros InoxidablesDocument27 pagesElectrodos para Soldar Aceros InoxidablesDavid Alfonso Caraballo100% (1)
- Manual Acero Cañerias PDFDocument59 pagesManual Acero Cañerias PDFAnonymous hP6ab2D1ppNo ratings yet
- Banco de PreguntasDocument10 pagesBanco de PreguntasFernanda AvilésNo ratings yet
- Plata Ricardo Soldadura Investigacion GmawDocument6 pagesPlata Ricardo Soldadura Investigacion GmawRicardo PlataNo ratings yet
- Clase Soldadura 3Document38 pagesClase Soldadura 3Fernando Manuel Avendaño MendozaNo ratings yet
- Soldadura Mig-Mag y TigDocument29 pagesSoldadura Mig-Mag y TigSebastian de la ColinaNo ratings yet
- Proceso de Soldadura, Tipos y SimbologíaDocument10 pagesProceso de Soldadura, Tipos y SimbologíaAldo RodriguezNo ratings yet
- Aceros BolherDocument9 pagesAceros BolherJhoana YucraNo ratings yet
- Manual Soldador-3parte PDFDocument25 pagesManual Soldador-3parte PDFIdiLab Emprendimiento100% (1)
- Soldadura MIGDocument15 pagesSoldadura MIGJose Perez100% (1)
- Aceros ModernosDocument6 pagesAceros ModernosSteven RuizNo ratings yet
- Exposicion Soldadura Grupo 8Document44 pagesExposicion Soldadura Grupo 8Christian Camilo Carvajal CastroNo ratings yet
- 8 Electrodos para Soldar Hierro Fundido PDFDocument7 pages8 Electrodos para Soldar Hierro Fundido PDFflashbyte100% (1)
- Bitácora Proyecto Final SoldaduraDocument20 pagesBitácora Proyecto Final SoldaduraMiguel Arcos ArevaloNo ratings yet
- Propiedades de Acero Astm A706 ListoDocument11 pagesPropiedades de Acero Astm A706 ListoEvelin Gutierrez TorresNo ratings yet
- 5 Procesos de Union de MetalesDocument43 pages5 Procesos de Union de MetalesNATALIA CORRAL VERANo ratings yet
- ASTM A706 Acero CorrugadoDocument11 pagesASTM A706 Acero CorrugadoAnonymous oqfYoeDFC00% (1)
- Procesos de Soldadura2Document7 pagesProcesos de Soldadura2Kevin MoralesNo ratings yet
- Aprobado.105 19097 MOB01519 PDQ 420 Q 0001 - 2Document128 pagesAprobado.105 19097 MOB01519 PDQ 420 Q 0001 - 2Pierre Moro VigoNo ratings yet
- Actividad 6 InformaticaDocument611 pagesActividad 6 InformaticaPierre Moro VigoNo ratings yet
- Reporte DiarioDocument2 pagesReporte DiarioPierre Moro VigoNo ratings yet
- Procedimiento de ExcavacionesDocument11 pagesProcedimiento de ExcavacionesPierre Moro VigoNo ratings yet
- Procedimiento de RellenoDocument19 pagesProcedimiento de RellenoPierre Moro VigoNo ratings yet
- Registro asistencia mecánicosDocument3 pagesRegistro asistencia mecánicosPierre Moro VigoNo ratings yet
- 105 19097 Mob01519 PLN 420 G 0001 - 0Document15 pages105 19097 Mob01519 PLN 420 G 0001 - 0Pierre Moro VigoNo ratings yet
- SGI Calidad 9001 2008 PDFDocument4 pagesSGI Calidad 9001 2008 PDFPierre Moro VigoNo ratings yet
- Matriz de Calidad-Civil 17.11Document2 pagesMatriz de Calidad-Civil 17.11Pierre Moro VigoNo ratings yet
- Procedimiento Interno de CalidadDocument17 pagesProcedimiento Interno de CalidadPierre Moro VigoNo ratings yet
- Procedimiento de ExcavacionesDocument11 pagesProcedimiento de ExcavacionesPierre Moro VigoNo ratings yet
- Panel DensidadDocument10 pagesPanel DensidadPierre Moro VigoNo ratings yet
- Plan de CalidadDocument56 pagesPlan de CalidadPierre Moro Vigo100% (7)
- Clase 01 de ISODocument26 pagesClase 01 de ISOPierre Moro VigoNo ratings yet
- 105 19097 Mob01519 Pro 420 Q 0002 - 1Document15 pages105 19097 Mob01519 Pro 420 Q 0002 - 1Pierre Moro VigoNo ratings yet
- Manual de concretoDocument36 pagesManual de concretoAlejandro Isaac Gomez CervantesNo ratings yet
- Inicio de obras sin documentación aprobadaDocument7 pagesInicio de obras sin documentación aprobadaPierre Moro Vigo100% (1)
- La Propiedad y El Bien ComunDocument4 pagesLa Propiedad y El Bien ComunMunicipalidad Provincial de PunoNo ratings yet
- Curso HormigonDocument140 pagesCurso HormigonDIEMIXXNo ratings yet
- Clase 02Document29 pagesClase 02Pierre Moro VigoNo ratings yet
- Clase 01 de ISODocument26 pagesClase 01 de ISOPierre Moro VigoNo ratings yet
- Re 500 SD Pub 5239520 000Document1 pageRe 500 SD Pub 5239520 000Pierre Moro VigoNo ratings yet
- Tecnologia Del Concreto PDFDocument131 pagesTecnologia Del Concreto PDFAgustin DurónNo ratings yet
- SGI Calidad 9001 2008 PDFDocument4 pagesSGI Calidad 9001 2008 PDFPierre Moro VigoNo ratings yet
- Ejercicio: Estado Límite de Servicio de FisuraciónDocument10 pagesEjercicio: Estado Límite de Servicio de FisuraciónJillian HowardNo ratings yet
- Fisuras PDFDocument16 pagesFisuras PDFPierre Moro VigoNo ratings yet
- Aci CONCRETOSDocument105 pagesAci CONCRETOSPierre Moro VigoNo ratings yet
- Corrosión galvánica: qué es y cómo prevenirlaDocument8 pagesCorrosión galvánica: qué es y cómo prevenirlaJose Rafael López FarreraNo ratings yet
- Aci 224R-01 Agrietamiento y Fisuras PDFDocument53 pagesAci 224R-01 Agrietamiento y Fisuras PDFErick Alex Japay Robles100% (1)
- Dis. Mezcla 210, 175 y 350, Agregados y Analisis Del Agua - OptDocument30 pagesDis. Mezcla 210, 175 y 350, Agregados y Analisis Del Agua - OptPierre Moro VigoNo ratings yet
- Torno Nardini Mod Mascote MS-205x1000 - 16in X 40inDocument8 pagesTorno Nardini Mod Mascote MS-205x1000 - 16in X 40inGilberto GarciaNo ratings yet
- Pernos para Flange de CañeriaDocument5 pagesPernos para Flange de CañeriaPROYECTOMSNo ratings yet
- Anejo de Justificación de Precios:: 1. Precios Unitarios 2. Precios Auxiliares 3. Precios DescompuestoDocument118 pagesAnejo de Justificación de Precios:: 1. Precios Unitarios 2. Precios Auxiliares 3. Precios DescompuestomartaNo ratings yet
- Superficie de Rodadura en CaminosDocument50 pagesSuperficie de Rodadura en CaminosALEXNo ratings yet
- 3.especificaciones Tecnicas PtarDocument78 pages3.especificaciones Tecnicas PtarJhon TitoNo ratings yet
- Ladrillo Marco TeoricoDocument8 pagesLadrillo Marco TeoricoAlcibiades Ciro Quispe Alvinagorta0% (1)
- Precios ConstrufacilDocument2 pagesPrecios ConstrufacilSaul Bolgom FromageNo ratings yet
- Pavimento concreto hidraulico 4500 psiDocument1 pagePavimento concreto hidraulico 4500 psiCONSORCIO HOSPITALNo ratings yet
- Análisis de Costos UnitariosDocument29 pagesAnálisis de Costos UnitariosRichard Silvetre GomeNo ratings yet
- Transporte y Manipuleo de Explosivos A Labores en Interior MinaDocument4 pagesTransporte y Manipuleo de Explosivos A Labores en Interior MinaJorge MarinNo ratings yet
- Mano de ObraDocument13 pagesMano de ObraCarlos VillalbaNo ratings yet
- Memoria Técnica para ProyectosDocument5 pagesMemoria Técnica para ProyectosMarcelo Parzajuk SelleskiNo ratings yet
- Acta de EntregaDocument10 pagesActa de EntregaevelynNo ratings yet
- Catálogo CAMPERO CochabambaDocument21 pagesCatálogo CAMPERO CochabambaLuis Fernando Cayoja Averanga67% (3)
- 6.2 Cronograma Valorizado PTARDocument8 pages6.2 Cronograma Valorizado PTAREsteban BlasNo ratings yet
- Norma API 6A IntroduccionDocument49 pagesNorma API 6A IntroduccionPablo CastroNo ratings yet
- Catálogo Panel y AcanaladosDocument32 pagesCatálogo Panel y AcanaladosJesus Garduño CuellarNo ratings yet
- Laboratorio Resistencia A La CompresionDocument12 pagesLaboratorio Resistencia A La CompresionMafeJimenezNo ratings yet
- Metrados Parque 4 Suyos-I Etapa SanitariasDocument10 pagesMetrados Parque 4 Suyos-I Etapa SanitariasJuan Carlos C ZambranoNo ratings yet
- Informe Mensual 6 Supervision SUNAT Pueblo LibreDocument37 pagesInforme Mensual 6 Supervision SUNAT Pueblo LibreHandy VallejosNo ratings yet
- MEMORIA DESCRIPTIVA DE VIVIENDA UNIFAMILIAR Doc ARQUITECTURADocument7 pagesMEMORIA DESCRIPTIVA DE VIVIENDA UNIFAMILIAR Doc ARQUITECTURAJuan ChinchayanNo ratings yet
- Presupuesto Jesus GomezDocument1 pagePresupuesto Jesus GomezJhon Anaya FerreiraNo ratings yet
- Puente Losa 2018Document18 pagesPuente Losa 2018Alfredo HerreraNo ratings yet
- Diseño de Viga para PorticoDocument6 pagesDiseño de Viga para PorticoAriff VenturaNo ratings yet
- Plantilla Paper IEEE, USTADocument4 pagesPlantilla Paper IEEE, USTALina Marcela Ariza LopezNo ratings yet
- Tasación inmueble ArequipaDocument7 pagesTasación inmueble ArequipaMiguel Aquepucho CervantesNo ratings yet
- Lic Mod FUE ConformidadDocument6 pagesLic Mod FUE ConformidadinterurbanaNo ratings yet
- Bray Serie S30-31 - (Ficha Tecnica) PDFDocument6 pagesBray Serie S30-31 - (Ficha Tecnica) PDFOscar Horta Polania0% (1)
- PET JA 01 01 Concreto ArmadoDocument3 pagesPET JA 01 01 Concreto ArmadoWiliam MENDOZA SUAREZNo ratings yet
- Anexo 01. Cuadro de Items A Cotizar PDFDocument4 pagesAnexo 01. Cuadro de Items A Cotizar PDFNathalia LopezNo ratings yet