You might also like
- Carta X-S y IndividualesDocument4 pagesCarta X-S y IndividualesIng Fabiola Ivonne Ortiz0% (3)
- Isaias VariablesDocument10 pagesIsaias VariablesLuis MartinezNo ratings yet
- Gráfico X IndividualDocument13 pagesGráfico X IndividualMiiguel Anggell100% (1)
- 2.3 Capacidad Del Proceso, CP, CPK y CPMDocument22 pages2.3 Capacidad Del Proceso, CP, CPK y CPMJose Manuel Campos OrtegaNo ratings yet
- Prueba de Ryan-JoinerDocument7 pagesPrueba de Ryan-JoinerMemo GuillermoNo ratings yet
- LAS TABLAS de DODGE-ROMING Control Estadistico de La Calidad.Document5 pagesLAS TABLAS de DODGE-ROMING Control Estadistico de La Calidad.rubi_acevedo_1No ratings yet
- Resolución Del Capitulo 8 de Control Estadístico de Calidad y Seis Sigma de Humbero Gutierrez - UAP 2015Document29 pagesResolución Del Capitulo 8 de Control Estadístico de Calidad y Seis Sigma de Humbero Gutierrez - UAP 2015anthony63% (27)
- Ejercicios Capitulo 12 - CECDocument11 pagesEjercicios Capitulo 12 - CECCesar Hernandez63% (19)
- Ejercicios Cap12 Control de Calidad y 6 SigmaDocument11 pagesEjercicios Cap12 Control de Calidad y 6 SigmaElias Jose Albis Pacheco50% (2)
- Ejercicios Cartas de Control P y NP C y UDocument38 pagesEjercicios Cartas de Control P y NP C y UneedforspeedHP263% (8)
- Un Ingeniero Está Interesado en Los Efectos de La Velocidad de CorteDocument7 pagesUn Ingeniero Está Interesado en Los Efectos de La Velocidad de CorteFIMSKATE12350% (4)
- Análisis estadístico de control de calidadDocument16 pagesAnálisis estadístico de control de calidadMayte Veronica Loza Callisaya67% (3)
- Muestreo de aceptación por atributos y variablesDocument58 pagesMuestreo de aceptación por atributos y variablesTiago R'Mn50% (4)
- Grafica XRDocument5 pagesGrafica XRJose De Jesus Espinoza VazquezNo ratings yet
- Algunos Ejercicios Resueltos Del "Control Estadistico de La Calidad", Unidad 3, MontgomeryDocument9 pagesAlgunos Ejercicios Resueltos Del "Control Estadistico de La Calidad", Unidad 3, MontgomeryManuel100% (1)
- Dodge RomingDocument4 pagesDodge RomingJose Luis Higuera33% (3)
- Graficas de Control X-R, X-SDocument30 pagesGraficas de Control X-R, X-SEROSGT60% (5)
- Actividad Integradora 4Document13 pagesActividad Integradora 4Cesar Figueroa71% (7)
- Practica 2do ParcialDocument20 pagesPractica 2do ParcialAlvaroAntezana67% (3)
- 2.2.2 Grafico Promedios y Desviacion (X-S) PDFDocument3 pages2.2.2 Grafico Promedios y Desviacion (X-S) PDFCETROM67% (3)
- Tarea 4 - DOE - Diseño Factorial 2kDocument3 pagesTarea 4 - DOE - Diseño Factorial 2kAlan Zazueta100% (1)
- Ejercicios Graficos C y NPDocument5 pagesEjercicios Graficos C y NPRoger Rodriguez Espinoza100% (1)
- Ejemplos Mil STD 414Document12 pagesEjemplos Mil STD 414Carlos Vélez50% (10)
- Problemas Resueltos Control Estadístico de La Calidad Montgomery Capítulo 3Document30 pagesProblemas Resueltos Control Estadístico de La Calidad Montgomery Capítulo 3Diego Velasco75% (8)
- Solucion de Problemas Cartas de Control Por Variables EC2 F2 Actividad 9Document8 pagesSolucion de Problemas Cartas de Control Por Variables EC2 F2 Actividad 9Víctor0% (1)
- Diseño Factorial 3KDocument44 pagesDiseño Factorial 3KMarco Antonio50% (8)
- Control estadístico de procesos de fabricación de rodamientos y botellas de vidrioDocument20 pagesControl estadístico de procesos de fabricación de rodamientos y botellas de vidrioKike Manotas100% (5)
- Tarea Cap 9Document2 pagesTarea Cap 9Oscar Palacio100% (4)
- Control estadístico de procesos: Cp, Cpk, Seis SigmaDocument31 pagesControl estadístico de procesos: Cp, Cpk, Seis SigmaNelson R Rivero GonzálezNo ratings yet
- Ejercicios Sobre Gráficas P y NPDocument9 pagesEjercicios Sobre Gráficas P y NPMagy Bermeo100% (1)
- Ejercicios CP CPK CPM KDocument7 pagesEjercicios CP CPK CPM KAlfonso MoralesNo ratings yet
- Grafico UDocument18 pagesGrafico Ugracielaq63% (8)
- 5 4-ValidacionDocument4 pages5 4-ValidacionYoletzin Loera100% (2)
- Militar Standard 414Document20 pagesMilitar Standard 414Sergio Gutiérrez Di Filippo75% (16)
- Nominal Es Mejor S/RDocument13 pagesNominal Es Mejor S/RKarla Escalera AlOnso100% (1)
- Planes de Muestreo (Ejercicio Resueltos y Expo)Document4 pagesPlanes de Muestreo (Ejercicio Resueltos y Expo)Rodolfo Perez Piña50% (8)
- U3 EjerciciosDocument7 pagesU3 EjerciciosYeslin AguiarNo ratings yet
- Plan de Muestreo Dodge-RomingDocument13 pagesPlan de Muestreo Dodge-RomingAlexander Garzo100% (1)
- 3.1 Manual de Graficos de ControlDocument49 pages3.1 Manual de Graficos de ControlJavier Peregrino100% (4)
- Análisis de capacidad de proceso para productos lácteos y envasado de volumenDocument3 pagesAnálisis de capacidad de proceso para productos lácteos y envasado de volumenCory Ramos100% (1)
- Capitulo 9Document2 pagesCapitulo 9ThaliaReaNo ratings yet
- Muestreo de AceptacionDocument7 pagesMuestreo de AceptacionEdeliPokettoMonsutā0% (1)
- Ejemplo Grafico CDocument5 pagesEjemplo Grafico Capi-259923730% (2)
- Ejercicios Resueltos Del Capitulo 7 DelDocument6 pagesEjercicios Resueltos Del Capitulo 7 DelAna María100% (1)
- Planes de Muestreo Dodge-RomingDocument23 pagesPlanes de Muestreo Dodge-Romingbonano5100% (1)
- Tarea N°2 Control de Calidad - Ejercicios 18 y 19Document1 pageTarea N°2 Control de Calidad - Ejercicios 18 y 19Marcelo Ancevalle100% (1)
- 10 Principios Del Análisis de OperaciónDocument6 pages10 Principios Del Análisis de OperaciónVega De Palafox Paulina0% (1)
- Taller Planes de MuestreoDocument11 pagesTaller Planes de MuestreoAlex VasquezNo ratings yet
- Ejercicios Resueltos Con El MinitabDocument4 pagesEjercicios Resueltos Con El MinitabMax1267No ratings yet
- Capítulo 7 - 1,5,9,13 (José)Document3 pagesCapítulo 7 - 1,5,9,13 (José)maximal25100% (2)
- TP #5 - Herramientas de Calidad y Gráficas de Control (160447)Document7 pagesTP #5 - Herramientas de Calidad y Gráficas de Control (160447)FervMssNo ratings yet
- Tarea 2 Diseño de ExperimentosDocument29 pagesTarea 2 Diseño de ExperimentosLEYNER YESID QUERALES ZARACHENo ratings yet
- CONTROLGRAFICAS P y CDocument17 pagesCONTROLGRAFICAS P y CElisa BerenzNo ratings yet
- Graficas P y CDocument16 pagesGraficas P y CJose Francisco Muñoz TarazonaNo ratings yet
- Compresión InconfinadaDocument9 pagesCompresión InconfinadaJavier HurtadoNo ratings yet
- Metodo Directo Por Tramos (Version 1)Document26 pagesMetodo Directo Por Tramos (Version 1)Santiago Samaniego EguigurenNo ratings yet
- Resultados y Cã¡lculosDocument5 pagesResultados y Cã¡lculosDenzel Adolfo Pitti MorenoNo ratings yet
- Informe3 - Bravo Villavicencio DiegoDocument9 pagesInforme3 - Bravo Villavicencio DiegoEricEspinozaAcostaNo ratings yet
- Taller Mecanica de Materiales IndividualDocument13 pagesTaller Mecanica de Materiales Individualrosa vasquezNo ratings yet
- Formulas PMDDocument1 pageFormulas PMDapi-25992373No ratings yet
- Glosario PMDocument2 pagesGlosario PMapi-25992373No ratings yet
- Trabajo Tercer Parcial CorregidoDocument4 pagesTrabajo Tercer Parcial Corregidoapi-25992373No ratings yet
- Instrucciones Tercer ParcialDocument1 pageInstrucciones Tercer Parcialapi-25992373No ratings yet
- Probabilidades en GCDocument2 pagesProbabilidades en GCapi-25992373No ratings yet
- Planes Varios Por IteracionesDocument2 pagesPlanes Varios Por Iteracionesapi-25992373No ratings yet
- PMS Por Proporciones "NP"Document2 pagesPMS Por Proporciones "NP"api-25992373No ratings yet
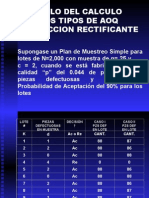
- Dinamica Calculo AOQLDocument3 pagesDinamica Calculo AOQLapi-25992373No ratings yet
- Ejemplo Calculo Parámetros PMSDocument10 pagesEjemplo Calculo Parámetros PMSapi-259923730% (1)
- IteracionesDocument1 pageIteracionesapi-25992373No ratings yet
- Inspección RectificanteDocument1 pageInspección Rectificanteapi-25992373No ratings yet
- Recomendaciones para La SaludDocument11 pagesRecomendaciones para La Saludapi-25992373No ratings yet
- Parámetros Inspección RectificanteDocument6 pagesParámetros Inspección Rectificanteapi-25992373No ratings yet
- Tabla de Proporciones "NP"Document2 pagesTabla de Proporciones "NP"api-25992373No ratings yet
- Calculo de Una CCODocument9 pagesCalculo de Una CCOapi-25992373No ratings yet
- Tipos de CurvasDocument1 pageTipos de Curvasapi-25992373No ratings yet
- Casos Limites IndividualesDocument9 pagesCasos Limites Individualesapi-25992373No ratings yet
- Instrucciones Tercer ParcialDocument1 pageInstrucciones Tercer Parcialapi-25992373No ratings yet
- Ejemplo Grafico NPDocument15 pagesEjemplo Grafico NPapi-2599237367% (3)
- Ejemplo Grafico PDocument19 pagesEjemplo Grafico Papi-2599237380% (5)
- Introduccion A Planes de MuestreoDocument23 pagesIntroduccion A Planes de Muestreoapi-2599237325% (4)
- Ejemplo Grafico CDocument5 pagesEjemplo Grafico Capi-259923730% (2)
- Graficos Por AtributosDocument19 pagesGraficos Por AtributosJorge JuarezNo ratings yet
- Trabajo Segundo MesDocument3 pagesTrabajo Segundo Mesapi-25992373No ratings yet
- Instrucciones AH1N1Document2 pagesInstrucciones AH1N1api-25992373No ratings yet
- Grafico Mediciones IndividualesDocument21 pagesGrafico Mediciones Individualesapi-25992373No ratings yet
- Caracteristicas Mediciones IndividualesDocument8 pagesCaracteristicas Mediciones Individualesapi-25992373No ratings yet
- Caracteristicas Medias y DesviacionesDocument8 pagesCaracteristicas Medias y Desviacionesapi-25992373No ratings yet
- Caso Grafico Medias y DesviacionesDocument60 pagesCaso Grafico Medias y Desviacionesapi-25992373No ratings yet
- CreatividadDocument29 pagesCreatividadKEVIN ARMANDO ONATE DAZA (:-)No ratings yet
- Plantillas de MarketingDocument7 pagesPlantillas de MarketingLourdes Rios HuatangariNo ratings yet
- AlgebraDocument3 pagesAlgebraAlexita LopezNo ratings yet
- Especificaciones TecnicasDocument26 pagesEspecificaciones TecnicasEvelio Rincon LozanoNo ratings yet
- Ejercicios y ProblemasDocument172 pagesEjercicios y ProblemasJavier Muñoz RomanNo ratings yet
- Análisis de La Película de Lutero PDFDocument3 pagesAnálisis de La Película de Lutero PDFRonyHuamaniTincoNo ratings yet
- La filosofía de Peter M. Senge y su Quinta DisciplinaDocument23 pagesLa filosofía de Peter M. Senge y su Quinta DisciplinaCristinaGutiérrezDeSanchez100% (1)
- SESION Comunicación 1er GradoDocument2 pagesSESION Comunicación 1er Gradomariana0112100% (3)
- Introducción A La Didáctica de Las MatemáticasDocument24 pagesIntroducción A La Didáctica de Las MatemáticasClaudio BelloNo ratings yet
- Paso 1 L Habilidades de LógicaDocument13 pagesPaso 1 L Habilidades de LógicaRoshfort RoshfortNo ratings yet
- PROTOCOLO Ana Lilia Franco CovarrubiasDocument7 pagesPROTOCOLO Ana Lilia Franco CovarrubiasLeonardo GomezNo ratings yet
- Inversion UterinaDocument4 pagesInversion UterinaFabiola BustamanteNo ratings yet
- Inducción ElectromagnéticaDocument5 pagesInducción ElectromagnéticaIrene CaldelasNo ratings yet
- Clase 4 MAISDocument20 pagesClase 4 MAISMaca GallardoNo ratings yet
- Ciencias Naturales - 3-5Document4 pagesCiencias Naturales - 3-5DANIELA MESANo ratings yet
- Protocolo de InvestigacionDocument9 pagesProtocolo de InvestigacionDavid LopezNo ratings yet
- Valores Eticos SENA PDFDocument4 pagesValores Eticos SENA PDFMaryNo ratings yet
- 08 Sistemas de Ecuaciones e InecuacionesDocument51 pages08 Sistemas de Ecuaciones e InecuacionesJulio Cesar Jimenez CalopinoNo ratings yet
- Regresión lineal simple para el levantamiento dinámico vs fuerza del brazoDocument4 pagesRegresión lineal simple para el levantamiento dinámico vs fuerza del brazoRolando Martìnez AguilarNo ratings yet
- Abi en EsDocument6 pagesAbi en Esabigail serranoNo ratings yet
- 100000N08I InglesIiiDocument8 pages100000N08I InglesIiiCLAUDIO FERNANDO RISCO CORNEJONo ratings yet
- PDF Delitos InformaticosDocument13 pagesPDF Delitos InformaticosBRAULIO CASTRONo ratings yet
- Traileres Permanencia Marca Kiter SimhaDocument4 pagesTraileres Permanencia Marca Kiter SimhaPaulo Fernando MarchánNo ratings yet
- Trastornos MotoresDocument23 pagesTrastornos Motoresjose maria castroNo ratings yet
- Andrés VesalioDocument3 pagesAndrés VesalioOrquesta Sensacion CaribeNo ratings yet
- XII Bienal Nacional de Arquitectura Mexicana 2012BDocument27 pagesXII Bienal Nacional de Arquitectura Mexicana 2012BDaniel Adrian Ruiz SibajaNo ratings yet
- ACT 1 - Castro GiulianaDocument5 pagesACT 1 - Castro GiulianaGiuliana CastroNo ratings yet
- TIPOS DE LINEAS Dibujo Asistido Por Computadora.Document8 pagesTIPOS DE LINEAS Dibujo Asistido Por Computadora.Francisco Tonatiuh Ortiz ArroyoNo ratings yet
- Etica Profesional PDFDocument9 pagesEtica Profesional PDFAngelKBattlerNo ratings yet
- Domingo 19 de Diciembre de 2021 ¿Quién Soy para Que La Madre de Mi Señor Venga A VermeDocument3 pagesDomingo 19 de Diciembre de 2021 ¿Quién Soy para Que La Madre de Mi Señor Venga A VermeJosé Antonio Morales EscobarNo ratings yet