You might also like
- Ford Y-Block Engines: How to Rebuild & ModifyFrom EverandFord Y-Block Engines: How to Rebuild & ModifyRating: 4.5 out of 5 stars4.5/5 (3)
- GTO Data and ID Guide: 1964-1974: Includes: The Judge, Ram Air III, Ram Air IVFrom EverandGTO Data and ID Guide: 1964-1974: Includes: The Judge, Ram Air III, Ram Air IVNo ratings yet
- f-15 Rear Door Inner LH 8875 A BlankDocument7 pagesf-15 Rear Door Inner LH 8875 A Blankapi-273257329No ratings yet
- Inrd Pe08029 30546PDocument61 pagesInrd Pe08029 30546Pmember2 mtriNo ratings yet
- f-15 Rear Door Inner LH 8875 B BlankDocument7 pagesf-15 Rear Door Inner LH 8875 B Blankapi-273257329No ratings yet
- HP 1Document12 pagesHP 1api-273257329No ratings yet
- F 15 Front Door Inner LH 8855 A BlankDocument7 pagesF 15 Front Door Inner LH 8855 A Blankapi-273257329No ratings yet
- 2 Rev 9Document21 pages2 Rev 9Sidiq PramokoNo ratings yet
- Front Fog Lamp Kit LHD RHD PZ457-X0511-00 AIM 000 539-1Document27 pagesFront Fog Lamp Kit LHD RHD PZ457-X0511-00 AIM 000 539-1harvey_félizNo ratings yet
- f-15 Front Door Inner LH 8855 B BlankDocument8 pagesf-15 Front Door Inner LH 8855 B Blankapi-273257329No ratings yet
- Modificaiton Bulletin AF200Document47 pagesModificaiton Bulletin AF200Amer RafiqueNo ratings yet
- 3265542-J M12 Pe BomDocument3 pages3265542-J M12 Pe BomYair CorredorNo ratings yet
- Rev 8Document2 pagesRev 8api-273257329No ratings yet
- RLC RT 04Document2 pagesRLC RT 04sivaramNo ratings yet
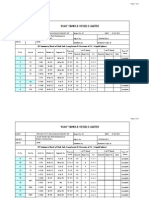
- Vijay Tanks & Vessels Limited: RT Summary Sheet of Stub End-Long Seams & Cirseams of C2 + Liquid SphereDocument6 pagesVijay Tanks & Vessels Limited: RT Summary Sheet of Stub End-Long Seams & Cirseams of C2 + Liquid SpherePinaki BhattacharjeeNo ratings yet
- 10 MtrframeordfhDocument1 page10 MtrframeordfhEbied YoussefNo ratings yet
- Welder Qualification Manual Revision 5Document20 pagesWelder Qualification Manual Revision 5Hugo RodriguezNo ratings yet
- Central Components Manufacturing: HDMI-MC-F3-SG5-A6B-P-SDocument4 pagesCentral Components Manufacturing: HDMI-MC-F3-SG5-A6B-P-Swebmaster5813No ratings yet
- FPIT/Back Off Check List: Job Number Job Description Field Well# Rig#Document2 pagesFPIT/Back Off Check List: Job Number Job Description Field Well# Rig#Rman HdrNo ratings yet
- CNC Foam Cutter Width AdjusterDocument5 pagesCNC Foam Cutter Width Adjusterapi-248599683No ratings yet
- Weld Fit-Up ReportDocument9 pagesWeld Fit-Up ReportsapanNo ratings yet
- Rev 8Document2 pagesRev 8api-273257329No ratings yet
- Int-Aim-231793-Pmi-Gen ShopDocument9 pagesInt-Aim-231793-Pmi-Gen ShopJoshua ClaytonNo ratings yet
- Steam Stop Valve AssemblyDocument1 pageSteam Stop Valve AssemblyLeonardo Aji NugrahaNo ratings yet
- F23680Document98 pagesF23680Ignacio LopezNo ratings yet
- Echnical Ulletin: Reissued:15-Sep-06 Model: Date: Subject: Firmware Modification History Prepared byDocument28 pagesEchnical Ulletin: Reissued:15-Sep-06 Model: Date: Subject: Firmware Modification History Prepared byNhã BáNo ratings yet
- Diy - CNC Router TableDocument53 pagesDiy - CNC Router Tablezaoioaz100% (4)
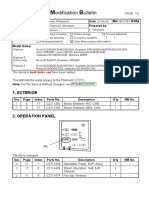
- Odification Ulletin: 1. ExteriorDocument3 pagesOdification Ulletin: 1. Exteriorﺍﻟﻄﺎﺋﺮ ﺍﻟﺤﺰﻳﻦNo ratings yet
- Assembly Drawing Example A0002Document1 pageAssembly Drawing Example A0002Dudeboy Nautic100% (1)
- Perkins RJ38105 Road Roller Parts BookDocument198 pagesPerkins RJ38105 Road Roller Parts BookOecox Cah DjadoelNo ratings yet
- FIR 093 PipingDocument1 pageFIR 093 Pipingadil enhadeNo ratings yet
- Kyocera P-2000 Parts ManualDocument34 pagesKyocera P-2000 Parts ManualMar KleNo ratings yet
- PN-C1L (B279) PN-C1 (B299) : Parts CatalogDocument36 pagesPN-C1L (B279) PN-C1 (B299) : Parts CatalogEdon SurfistNo ratings yet
- List Flame Test To IEC 60332-3 (FAT TRF)Document1 pageList Flame Test To IEC 60332-3 (FAT TRF)Achmad Ghozali ArsyadNo ratings yet
- Dol Panel DesignDocument20 pagesDol Panel DesignShashikant JaisinghaNo ratings yet
- DAC1 24 03 Rev 2Document4 pagesDAC1 24 03 Rev 2vanNo ratings yet
- SPI Typical Loops PDFDocument39 pagesSPI Typical Loops PDFanoopsreNo ratings yet
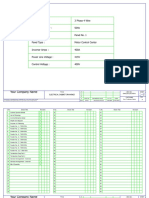
- Paadali: System: 3 Phase 4 WireDocument13 pagesPaadali: System: 3 Phase 4 WireParamasivam SelvarajNo ratings yet
- Tabla de Frame Motores Baldor IEC y NEMADocument2 pagesTabla de Frame Motores Baldor IEC y NEMAenicolas2100% (1)
- JNK Heaters Co. LTD.: Liquid Penetrant ExaminationDocument4 pagesJNK Heaters Co. LTD.: Liquid Penetrant ExaminationUzorNo ratings yet
- Service Technical Report: Prod. ChangeDocument3 pagesService Technical Report: Prod. ChangeTechniekerNo ratings yet
- Apc Smart-Ups Su2200 3000Document6 pagesApc Smart-Ups Su2200 3000Yesid PerezNo ratings yet
- Form RT Isbl2 EditDocument5 pagesForm RT Isbl2 EditbudhiNo ratings yet
- 252 PCV 0371Document3 pages252 PCV 0371GastonBalcarcelNo ratings yet
- Electronic Parts Catalog - Option Detail Option Group Graphic Film Card DateDocument2 pagesElectronic Parts Catalog - Option Detail Option Group Graphic Film Card DatesustrasNo ratings yet
- SR5080 Booklet Finisher RTBsDocument22 pagesSR5080 Booklet Finisher RTBsTecnica CPY Copiadoras del ParaguayNo ratings yet
- N14 Celec Plus 435e+ - 065926Document1 pageN14 Celec Plus 435e+ - 065926Fernando MarinNo ratings yet
- Electrical Schematic Connection Diagrams ANDDocument27 pagesElectrical Schematic Connection Diagrams ANDntdien923100% (2)
- Coating Release Alignment Drawing No: Corridor: R02 Line Id: Eg-02 Dia - 20 Inch DATE: 06-Dec-2018 Release.-EG02-RN-055Document2 pagesCoating Release Alignment Drawing No: Corridor: R02 Line Id: Eg-02 Dia - 20 Inch DATE: 06-Dec-2018 Release.-EG02-RN-055VigneshNo ratings yet
- TopBar BeeHive PlansDocument9 pagesTopBar BeeHive Planswtalex378100% (2)
- 2 Speed TransmissionDocument57 pages2 Speed TransmissionNatalie WyattNo ratings yet
- 2092 Rev 2Document2 pages2092 Rev 2api-273257329No ratings yet
- Albion: Index - Alb522MbDocument18 pagesAlbion: Index - Alb522MbShauna MooreNo ratings yet
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- How to Swap GM LS-Engines into Camaros & Firebirds 1967-1981From EverandHow to Swap GM LS-Engines into Camaros & Firebirds 1967-1981Rating: 5 out of 5 stars5/5 (1)
- Aluminum & Copper Semi-Finished Supplies World Summary: Market Values & Financials by CountryFrom EverandAluminum & Copper Semi-Finished Supplies World Summary: Market Values & Financials by CountryNo ratings yet
- Building 4.6/5.4L Ford Horsepower on the DynoFrom EverandBuilding 4.6/5.4L Ford Horsepower on the DynoRating: 5 out of 5 stars5/5 (1)
- CustomerDocument4 pagesCustomerapi-273257329No ratings yet
- Rev 10Document3 pagesRev 10api-273257329No ratings yet
- Rev 8Document2 pagesRev 8api-273257329No ratings yet
- Rev 12Document2 pagesRev 12api-273257329No ratings yet
- Rev 8Document2 pagesRev 8api-273257329No ratings yet
- 2092 Rev 2Document2 pages2092 Rev 2api-273257329No ratings yet
- Corrective Action Request (CAR) 8-Discipline Steps: Form DescriptionDocument3 pagesCorrective Action Request (CAR) 8-Discipline Steps: Form Descriptionapi-273257329No ratings yet
- 8d Gestamp Ak 4 Lamination and Inclusions Rev 2Document4 pages8d Gestamp Ak 4 Lamination and Inclusions Rev 2api-273257329No ratings yet
- 2122 Rev 8Document1 page2122 Rev 8api-273257329No ratings yet
- f-15 Front Door Inner LH 8855 B BlankDocument8 pagesf-15 Front Door Inner LH 8855 B Blankapi-273257329No ratings yet
- Gestamp - Eg Body Side - Surface FeaturesDocument9 pagesGestamp - Eg Body Side - Surface Featuresapi-273257329No ratings yet
- Electrical Discharge Through GasesDocument4 pagesElectrical Discharge Through GasessambhuNo ratings yet
- THE IDEAL GAS (Topic6)Document17 pagesTHE IDEAL GAS (Topic6)ch0k3 iiiNo ratings yet
- Gas Processing Fundamentals Manual1Document12 pagesGas Processing Fundamentals Manual1Ahmed Khamees ShatlaNo ratings yet
- Re13 Eng WebDocument68 pagesRe13 Eng WebBenjamin PeterNo ratings yet
- Flakiness Index Done DOC-20181030-WA0010Document7 pagesFlakiness Index Done DOC-20181030-WA0010kundayi shavaNo ratings yet
- Softening & Aniline PointsDocument10 pagesSoftening & Aniline Pointsكرار الكعبيNo ratings yet
- Chemistry How To Make Stuff PDFDocument184 pagesChemistry How To Make Stuff PDF2967449CEENo ratings yet
- Laboratory Determination of The Fiber Content of Peat Samples by Dry MassDocument2 pagesLaboratory Determination of The Fiber Content of Peat Samples by Dry MasssamerNo ratings yet
- BecherDocument7 pagesBechervalholNo ratings yet
- E985F8E88F069BF1BB6F005056AC67B7Document1 pageE985F8E88F069BF1BB6F005056AC67B7Jose ReynosoNo ratings yet
- ASCO Series 307 Solenoid Valves No Voltage ReleaseDocument6 pagesASCO Series 307 Solenoid Valves No Voltage Releasehacene omarNo ratings yet
- Experimental and CFD Analysis of Aluminium Heat Sinks For Avionics ApplicationsDocument7 pagesExperimental and CFD Analysis of Aluminium Heat Sinks For Avionics ApplicationsIJIRSTNo ratings yet
- DuroplastDocument7 pagesDuroplastBharath ChalmalasettyNo ratings yet
- Fino ClassicDocument2 pagesFino ClassicRicette FaciliNo ratings yet
- Manual For Water Filter SystemDocument2 pagesManual For Water Filter Systemgjnxjbm8pbNo ratings yet
- Rai (Rock Abrasivity Index)Document9 pagesRai (Rock Abrasivity Index)JonathanNo ratings yet
- VideoDocument7 pagesVideoIvy KayoNo ratings yet
- Lecture 5Document20 pagesLecture 5يوسف عادل حسانينNo ratings yet
- Casting 1Document32 pagesCasting 1Ahmed MahmoudNo ratings yet
- Grout CatalogDocument36 pagesGrout CatalogJohneey DeepNo ratings yet
- Almacryl P 501Document2 pagesAlmacryl P 501tejas_tNo ratings yet
- Sheet MetalDocument46 pagesSheet Metalpreetham shekarNo ratings yet
- Separation and Analysis of Binery and Te PDFDocument35 pagesSeparation and Analysis of Binery and Te PDFDiwakar PatelNo ratings yet
- Tds Davies Metal PrimerDocument1 pageTds Davies Metal PrimerSofriano SaritaNo ratings yet
- Petroleum Refinery Lab. Report No.3Document13 pagesPetroleum Refinery Lab. Report No.3Mohammed IhsanNo ratings yet
- PolymorphismDocument14 pagesPolymorphismPrem SinghNo ratings yet
- Thermometry PDFDocument49 pagesThermometry PDFYe YeoNo ratings yet
- Box 1.5m 1.5mDocument22 pagesBox 1.5m 1.5mveevimalNo ratings yet
- Elementary Inorganic Nomenclature PDFDocument2 pagesElementary Inorganic Nomenclature PDFPrecious Mae Cuerquis BarbosaNo ratings yet
- JAMB Syllabus For ChemistryDocument22 pagesJAMB Syllabus For ChemistryOluebube Uchenna100% (1)