You might also like
- Tvrdo Navarivanje Povrsine Prijenosnih Valjaka Za CelicaneDocument40 pagesTvrdo Navarivanje Povrsine Prijenosnih Valjaka Za CelicaneStefan DespotovicNo ratings yet
- Tehnologija Proizvodnje Čeličnih Konstrukcija 06Document108 pagesTehnologija Proizvodnje Čeličnih Konstrukcija 06Jessi JohnsonNo ratings yet
- Zavarene Konstrukcije-PredavanjeDocument9 pagesZavarene Konstrukcije-Predavanjesiljeg.petarNo ratings yet
- PoboljšavanjeDocument4 pagesPoboljšavanjebranko502No ratings yet
- Tehnologija Izrade Posude Pod Tlakom Za Vodu PDFDocument51 pagesTehnologija Izrade Posude Pod Tlakom Za Vodu PDFmirano81No ratings yet
- Razmjenjivači Toplote 21-48Document29 pagesRazmjenjivači Toplote 21-48Trešnjo DinoNo ratings yet
- Greske Na OdlivcimaDocument21 pagesGreske Na OdlivcimaMilica AnticNo ratings yet
- NormalizacijaDocument2 pagesNormalizacijabranko502No ratings yet
- Zavarivanje Bakra I Bakrenih Legura 2Document5 pagesZavarivanje Bakra I Bakrenih Legura 2Psihopata7No ratings yet
- Strojevi I Oprema Za Zavarivanje ZK PioDocument217 pagesStrojevi I Oprema Za Zavarivanje ZK PioLuka GredeljNo ratings yet
- Zavarivanje I Termička ObradaDocument20 pagesZavarivanje I Termička ObradaMirnes FejzicNo ratings yet
- Postupci Toplinske ObradeDocument1 pagePostupci Toplinske Obradepejope666_419031366No ratings yet
- ZAVARIVANJEDocument24 pagesZAVARIVANJEMirsad AlagićNo ratings yet
- Posude Pod Pritiskom - 1Document54 pagesPosude Pod Pritiskom - 1Osman CehajicNo ratings yet
- Kontrolni Proračun Posude PritisakDocument5 pagesKontrolni Proračun Posude PritisakMašinac InženjerNo ratings yet
- Smjernice Za Pregled Zavara Kod Konstrukcijskih Celicnih Dijelova PDFDocument30 pagesSmjernice Za Pregled Zavara Kod Konstrukcijskih Celicnih Dijelova PDFIgor GrujićNo ratings yet
- Zavarljivost ČelikaDocument7 pagesZavarljivost ČelikaAnes RamicNo ratings yet
- Pravilnik Sistemi VentilacijeDocument7 pagesPravilnik Sistemi VentilacijeArmin KunosićNo ratings yet
- Mjerni Lanci PrimjeriDocument7 pagesMjerni Lanci PrimjeriramaNo ratings yet
- Zavarivanje TIG PostupkomDocument4 pagesZavarivanje TIG PostupkomSavo JokanovicNo ratings yet
- Izrada Rostilja 40X28X10Document8 pagesIzrada Rostilja 40X28X10as0% (1)
- Tokarski Noževi - SeminarDocument3 pagesTokarski Noževi - SeminarJbab BlwyNo ratings yet
- Pitanja Za Pomocnicki Ispit BravarDocument20 pagesPitanja Za Pomocnicki Ispit BravarJasmin JoldicNo ratings yet
- Zavarivanje Nehrđajućih ČelikaDocument12 pagesZavarivanje Nehrđajućih Čelikadule160No ratings yet
- Plinovi Messer 2016Document59 pagesPlinovi Messer 2016Mario PintaricNo ratings yet
- Hladne Pukotine Seminarski TS2 Berina Mahir Benjamin AdisDocument20 pagesHladne Pukotine Seminarski TS2 Berina Mahir Benjamin AdisBenjamin Musa ダ100% (1)
- Pismeni Ispit-UzorakDocument2 pagesPismeni Ispit-UzorakJosip KatalinićNo ratings yet
- Predavanja - Oblikovanje I Proracun Zavarenh SpojevaDocument168 pagesPredavanja - Oblikovanje I Proracun Zavarenh SpojevaAmelaa Hodzic40% (5)
- Projektovanje Cjevovoda - 2013 - 14-WS - 04 PDFDocument13 pagesProjektovanje Cjevovoda - 2013 - 14-WS - 04 PDFDino DinoNo ratings yet
- Seminarski Rad Zavarivanje I MontažaDocument12 pagesSeminarski Rad Zavarivanje I MontažaMarin DzidicNo ratings yet
- WPS PrimjerDocument2 pagesWPS PrimjerAdmir TalicNo ratings yet
- NPT Dio Zav SkriptaDocument6 pagesNPT Dio Zav SkriptaStela LjevarNo ratings yet
- PopuštanjeDocument3 pagesPopuštanjebranko502100% (1)
- Toplinska Obrada Materijala Prije I Nakon ZavarivanjaDocument13 pagesToplinska Obrada Materijala Prije I Nakon ZavarivanjaMatija BorkoNo ratings yet
- UvodDocument14 pagesUvodLidijaMioč-ŠimićNo ratings yet
- Projektni Zadatak 1Document17 pagesProjektni Zadatak 1Samra OkanovićNo ratings yet
- Stručna Praksa-Seminarski RadDocument21 pagesStručna Praksa-Seminarski RadDragomirHorvatNo ratings yet
- PDFDocument134 pagesPDFAnonymous 94No ratings yet
- Zavarivanje 4 Osoblje Za Koordinaciju 1Document14 pagesZavarivanje 4 Osoblje Za Koordinaciju 1Milica AnticNo ratings yet
- Odgovori Za IspitDocument17 pagesOdgovori Za IspitSven LjubičićNo ratings yet
- Pitanja Iz Zavarivanja Zavrsni Ispit - RELDocument8 pagesPitanja Iz Zavarivanja Zavrsni Ispit - RELMarioNo ratings yet
- Primjena Tehnologije Zavarivanja U Izradi Kotlovskih PostrojenjaDocument76 pagesPrimjena Tehnologije Zavarivanja U Izradi Kotlovskih PostrojenjaSalmir Hodžić100% (1)
- ZAVARIVANJEDocument36 pagesZAVARIVANJENadža HodžićNo ratings yet
- Zakaljivost ČelikaDocument5 pagesZakaljivost Čelikabranko502No ratings yet
- Gloor Katalog HrvatskiDocument29 pagesGloor Katalog HrvatskiDijete KretenNo ratings yet
- Ga-Hrn M E2 252 PDFDocument25 pagesGa-Hrn M E2 252 PDFrakablNo ratings yet
- 22 Moguća Uzroka PoroznostiDocument3 pages22 Moguća Uzroka PoroznostiDomagoj IvekovicNo ratings yet
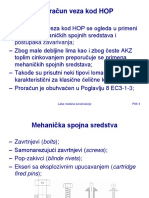
- Prora Čun Veza Kod HOP: Lake Metalne KonstrukcijeDocument28 pagesProra Čun Veza Kod HOP: Lake Metalne KonstrukcijeElma GrizovicNo ratings yet
- Toplinska Obrada Skripta SFSBDocument10 pagesToplinska Obrada Skripta SFSBHusNo ratings yet
- Postupak Oblikovanja Savijanjem - CijeviDocument4 pagesPostupak Oblikovanja Savijanjem - CijeviJosip BrajkovicNo ratings yet
- Toplinska Obrada - To: Lijevanje, Kovanje, Zavarivanje Nisu TO Jer Im Je Cilj Promjena OblikaDocument58 pagesToplinska Obrada - To: Lijevanje, Kovanje, Zavarivanje Nisu TO Jer Im Je Cilj Promjena OblikaMartin grdanNo ratings yet
- 29.4.2020 OMD I - OnlineDocument27 pages29.4.2020 OMD I - OnlineNikolaCroGamerNo ratings yet
- ZAVARIVANJEDocument14 pagesZAVARIVANJEMunever OkićNo ratings yet
- TOPLINSKA OBRADA - SKRIPTA SkračenoDocument22 pagesTOPLINSKA OBRADA - SKRIPTA SkračenoMario BogadiNo ratings yet
- Zaostala Naprezanja I Deformacije-Nastava1hDocument32 pagesZaostala Naprezanja I Deformacije-Nastava1hMatija BušićNo ratings yet
- TIP - Dio Ljevarstvo 2017Document7 pagesTIP - Dio Ljevarstvo 2017Ivan MaricNo ratings yet
- LEMLJENJEDocument27 pagesLEMLJENJEIbragaavdicNo ratings yet
- Elementi Konstrukcija: Prezentacija 5Document57 pagesElementi Konstrukcija: Prezentacija 5jura1212No ratings yet
- 11 Postupci Toplinske Obrade ČelikaDocument65 pages11 Postupci Toplinske Obrade ČelikafafiliNo ratings yet
- Podloge Za PredavanjaDocument76 pagesPodloge Za Predavanjaleo lNo ratings yet