You might also like
- Assessment of Track Ropes by Non-DestructiveDocument6 pagesAssessment of Track Ropes by Non-DestructiveParesh MishraNo ratings yet
- Non-Destructive Inspection of Wire Ropes Is Wise Mean To Provide Safety and Cost SavingsDocument9 pagesNon-Destructive Inspection of Wire Ropes Is Wise Mean To Provide Safety and Cost SavingsThiago Lins CostaNo ratings yet
- Inspection of Crane Wire RopesDocument14 pagesInspection of Crane Wire RopesP Venkata Suresh100% (1)
- Magnetic Rope Testing Relevant Applications and StandardsDocument31 pagesMagnetic Rope Testing Relevant Applications and StandardsDean VisitacionNo ratings yet
- Wire Rope InspectionDocument15 pagesWire Rope InspectionEdward McgowanNo ratings yet
- 斜拉桥检查与监测的最新进展 - Recent Developments in Inspection and Monitoring of Cable-Supported BridgesDocument11 pages斜拉桥检查与监测的最新进展 - Recent Developments in Inspection and Monitoring of Cable-Supported BridgesfanfengliNo ratings yet
- The Inspection of Crane Wire RopesDocument14 pagesThe Inspection of Crane Wire RopesAkhileshNo ratings yet
- Crane Wire RopeDocument32 pagesCrane Wire RopeRajmohan Babu100% (3)
- Ilide - Info Wire Rope Inspection PRDocument15 pagesIlide - Info Wire Rope Inspection PRHendri AdiNo ratings yet
- MRT Detection of Fretting Fatigue Cracks in A Cableway Locked Coil RopeDocument7 pagesMRT Detection of Fretting Fatigue Cracks in A Cableway Locked Coil RopeAkhileshNo ratings yet
- Inspecting Welds in RailDocument3 pagesInspecting Welds in RailMasood AhmedNo ratings yet
- Ketos Ring DiscussionDocument2 pagesKetos Ring DiscussionGennaro EspositoNo ratings yet
- Wire Rope Technical InfoDocument11 pagesWire Rope Technical Infoأزيزى سودينNo ratings yet
- Post Tension Tendon - How To Inspect A Post Tension TendonDocument4 pagesPost Tension Tendon - How To Inspect A Post Tension TendonmoshaNo ratings yet
- Wire Rope - Maintenance and Signs To Look Out For - Liftsafe Group of CompaniesDocument11 pagesWire Rope - Maintenance and Signs To Look Out For - Liftsafe Group of Companiesnamkval100% (1)
- Some Tips About The Classification of Wire Breakages Part A - 2012Document2 pagesSome Tips About The Classification of Wire Breakages Part A - 2012Nabeel AmeerNo ratings yet
- Some Tips About The Classification of Wire Breakages Part A - 2012 PDFDocument2 pagesSome Tips About The Classification of Wire Breakages Part A - 2012 PDFNabeel Ameer100% (1)
- Magnetic Particle NDT MT and MPIDocument3 pagesMagnetic Particle NDT MT and MPIsheikbbaNo ratings yet
- Quality Wireline - Field Leakage TestDocument3 pagesQuality Wireline - Field Leakage TestADebeliusNo ratings yet
- Engineering Encyclopedia: Instrumented ScrapersDocument16 pagesEngineering Encyclopedia: Instrumented ScrapersabyNo ratings yet
- Lifting Appliances FailureDocument25 pagesLifting Appliances FailurePrakash Alva100% (1)
- Wire Rope Inspection: Onsite - . - InsightDocument4 pagesWire Rope Inspection: Onsite - . - InsightHashem GamNo ratings yet
- Wire Rope Users Manual-2Document13 pagesWire Rope Users Manual-2Kathrin KatsNo ratings yet
- 01 Rope Inspection, Safety and The ISO4309 Regulation - Mennens BelgiumDocument4 pages01 Rope Inspection, Safety and The ISO4309 Regulation - Mennens BelgiumSemingHaugErstadNo ratings yet
- Magnetic Particle Examination Art Tec NBDocument8 pagesMagnetic Particle Examination Art Tec NBMarjourie MaloofNo ratings yet
- MFL For Wire RopesDocument19 pagesMFL For Wire RopesMathavaraj Dharmaraj100% (2)
- The ABCs of Eddy Current Weld InspectionDocument4 pagesThe ABCs of Eddy Current Weld Inspectionpadmgovi23No ratings yet
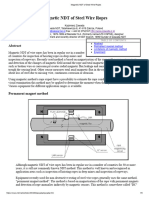
- Magnetic NDT of Steel Wire RopesDocument5 pagesMagnetic NDT of Steel Wire RopesABINASH BEHERANo ratings yet
- Paper - Practical Considerations of Inspecting Post-Tensioned BridgesDocument7 pagesPaper - Practical Considerations of Inspecting Post-Tensioned Bridgessyndicate_mauliNo ratings yet
- Yugo Magnetico en Ingles 1Document6 pagesYugo Magnetico en Ingles 1NeON-DarCKNo ratings yet
- Wire Rope InspectionDocument34 pagesWire Rope InspectionCristian Hugo100% (3)
- API RP-9B DraftDocument10 pagesAPI RP-9B DraftTerry SmithNo ratings yet
- Care and Inspection of Wire Rope: National Safety Council Data Sheet 667 Reaf. 89 Rev. June 2005Document7 pagesCare and Inspection of Wire Rope: National Safety Council Data Sheet 667 Reaf. 89 Rev. June 2005Ashley DeanNo ratings yet
- Gen Insitu InspectionDocument2 pagesGen Insitu Inspectionkamal_khan85No ratings yet
- TUBE INSPECTION by RFETDocument8 pagesTUBE INSPECTION by RFETTusar Kole100% (1)
- Live Line TransmissionDocument8 pagesLive Line TransmissionPraveen KumarNo ratings yet
- Under Ground Cable MaintenanceDocument4 pagesUnder Ground Cable MaintenanceFawad AhmedNo ratings yet
- Performance Evaluation of Track Ropes UsDocument7 pagesPerformance Evaluation of Track Ropes Us전우영No ratings yet
- Wireline For Downhole ToolsDocument2 pagesWireline For Downhole ToolsLuqman HadiNo ratings yet
- Lesson 1 9867Document9 pagesLesson 1 9867EricNo ratings yet
- Module 6 TelecomDocument29 pagesModule 6 TelecomMADRIAGA, CYRILLE MAE RUMANo ratings yet
- Anchor Study MaterialDocument10 pagesAnchor Study MaterialSunil S I ShippingNo ratings yet
- Wire Rope InspectionDocument34 pagesWire Rope Inspectionalaabaghdad100% (1)
- How To Perform A Wire InspectionDocument8 pagesHow To Perform A Wire InspectionCarlos MartinezNo ratings yet
- Destructive TestingDocument4 pagesDestructive TestingPramod PamuNo ratings yet
- Espm 20-52-00Document27 pagesEspm 20-52-00Luis Enrique La Font FrancoNo ratings yet
- Transmission Line Construction and Maintenance: Sherman & ReillyDocument8 pagesTransmission Line Construction and Maintenance: Sherman & ReillyMauricio Mercado VargasNo ratings yet
- Non-Destrutive Testing in Railway MaintenanceDocument29 pagesNon-Destrutive Testing in Railway MaintenanceBarretto RacNo ratings yet
- Prepware Questions GeneralDocument150 pagesPrepware Questions GeneralGustavo Nárez Jr.100% (1)
- Chaplin 1995Document13 pagesChaplin 1995Rodrigo Alejandro Flores ZuñigaNo ratings yet
- SteeringPt1 04Document22 pagesSteeringPt1 04Neo ZaoNo ratings yet
- REA101 - Sensor FiberDocument18 pagesREA101 - Sensor FiberLuan CotaNo ratings yet
- Cable-Climbing Robots For Power Transmission Lines InspectionDocument25 pagesCable-Climbing Robots For Power Transmission Lines InspectionAdam BagaribNo ratings yet
- 001 11 Rev01 Telescopic DavitsDocument2 pages001 11 Rev01 Telescopic DavitsmrtonralnNo ratings yet
- Manual For EOT CranesDocument39 pagesManual For EOT CranesManish Jha67% (12)
- Water Level Indicator Circuit Using Bipolar Junction TransistorFrom EverandWater Level Indicator Circuit Using Bipolar Junction TransistorRating: 4.5 out of 5 stars4.5/5 (7)
- Inspection and Monitoring Technologies of Transmission Lines with Remote SensingFrom EverandInspection and Monitoring Technologies of Transmission Lines with Remote SensingRating: 3 out of 5 stars3/5 (1)
- The IEE Wiring Regulations Explained and IllustratedFrom EverandThe IEE Wiring Regulations Explained and IllustratedRating: 4 out of 5 stars4/5 (14)
- Design CalculationsDocument1 pageDesign CalculationsZohair AftabNo ratings yet
- Inspection and Test Plan For Line PipeDocument4 pagesInspection and Test Plan For Line Pipesachinumarye100% (1)
- Magnetic Particle Tsting - Level One OperatorsDocument1 pageMagnetic Particle Tsting - Level One OperatorsZohair AftabNo ratings yet
- Handbook of Mechanical Works InspectionDocument488 pagesHandbook of Mechanical Works InspectionReza Parvin80% (20)
- Notes: Mono Contractor Mono Drawing Title Concrete Test Post Project TitleDocument2 pagesNotes: Mono Contractor Mono Drawing Title Concrete Test Post Project TitleZohair AftabNo ratings yet
- Anode InstallationDocument2 pagesAnode InstallationZohair AftabNo ratings yet
- 10 - Properties of MetalsDocument5 pages10 - Properties of MetalsZohair AftabNo ratings yet
- 9 - Electricity Flow and Magnetic Field DirectionDocument4 pages9 - Electricity Flow and Magnetic Field DirectionZohair AftabNo ratings yet
- Sza CVDocument3 pagesSza CVZohair AftabNo ratings yet
- BS 7464 - Anchor WinchesDocument11 pagesBS 7464 - Anchor WinchesZohair AftabNo ratings yet
- Magnetic Particle InspectionDocument1 pageMagnetic Particle InspectionZohair AftabNo ratings yet
- API Standards For Pipe Inspections PDFDocument38 pagesAPI Standards For Pipe Inspections PDFajayghosh3140100% (8)
- Norsok Standard R-003 Safe Use of Lifting EquipmentDocument58 pagesNorsok Standard R-003 Safe Use of Lifting EquipmentDing Liu100% (1)
- Standards INDEXDocument8 pagesStandards INDEXZohair AftabNo ratings yet
- 16 DemagnetizationDocument14 pages16 DemagnetizationZohair AftabNo ratings yet
- BS MA 55 Lifeboat WinchesDocument8 pagesBS MA 55 Lifeboat WinchesZohair AftabNo ratings yet
- Blasting Coating ProcedureDocument61 pagesBlasting Coating ProcedureZohair Aftab100% (1)
- MT 2Document65 pagesMT 2Zohair AftabNo ratings yet
- Consider Penetration When Determining Fillet Weld SizeDocument3 pagesConsider Penetration When Determining Fillet Weld SizedavidemolNo ratings yet
- Benj Man 2012Document8 pagesBenj Man 2012Zohair AftabNo ratings yet
- Magnetic Particle InspectionDocument1 pageMagnetic Particle InspectionZohair AftabNo ratings yet
- Hydro Testing ProcedureDocument12 pagesHydro Testing ProcedureGaapchuNo ratings yet
- Magnetic Materials: Middle East Industrial Training InstituteDocument4 pagesMagnetic Materials: Middle East Industrial Training InstituteZohair AftabNo ratings yet
- It0710 23Document4 pagesIt0710 23Zohair AftabNo ratings yet
- Welding Technology Steelconstr - EngDocument32 pagesWelding Technology Steelconstr - EngLukman Tarigan SumatraNo ratings yet
- Ultrasonic Inspection Velocity TableDocument2 pagesUltrasonic Inspection Velocity TableCesar Tochukwu NwokoNo ratings yet
- MilQasim-1, Soil Investigation ReportDocument13 pagesMilQasim-1, Soil Investigation ReportZohair AftabNo ratings yet
- TN 46 Guidance Field Hydro Test Hdpe Pressure ConsiderationsDocument17 pagesTN 46 Guidance Field Hydro Test Hdpe Pressure ConsiderationsZohair AftabNo ratings yet
- Crane TipsDocument10 pagesCrane TipskhayagskiNo ratings yet