You might also like
- JK Water Leaks AllDocument144 pagesJK Water Leaks Allkacos2000100% (5)
- 2000 Chevy Suburban Body Repair ManualDocument37 pages2000 Chevy Suburban Body Repair Manualwhunt001No ratings yet
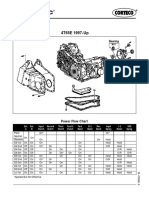
- 4T65E 1997-Up: Power Flow ChartDocument8 pages4T65E 1997-Up: Power Flow Chartsuattosun100% (1)
- Ford Y-Block Engines: How to Rebuild & ModifyFrom EverandFord Y-Block Engines: How to Rebuild & ModifyRating: 4.5 out of 5 stars4.5/5 (3)
- Holden VT 2000 Service TechlinesDocument177 pagesHolden VT 2000 Service Techlinescosky071% (7)
- How To Analyzie Gear FailuresDocument6 pagesHow To Analyzie Gear FailuresMinhQuân100% (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- 1996 Chevy Express GMC Savana Collision Repair IssuesDocument32 pages1996 Chevy Express GMC Savana Collision Repair IssuesJavi Chito100% (1)
- GF - Installation Instructions For FlangesDocument6 pagesGF - Installation Instructions For FlangesHafiz KamalNo ratings yet
- Accuride Wheels Rim Wheel Safety and Service Manual ACC7 0002 Rev 4-06-22 12Document68 pagesAccuride Wheels Rim Wheel Safety and Service Manual ACC7 0002 Rev 4-06-22 12Hugo RodriguezNo ratings yet
- GenieEvo MVP 5320 v4Document46 pagesGenieEvo MVP 5320 v4sulemanchNo ratings yet
- Evo Operation & Maintenance v4.0 DRAFTDocument40 pagesEvo Operation & Maintenance v4.0 DRAFTAbhyuday GhoshNo ratings yet
- MS Tong MaintenanceDocument7 pagesMS Tong MaintenanceBahman MatouriNo ratings yet
- Installation, Assembly and Test Procedure: Kamos Patented Kammprofil GasketDocument16 pagesInstallation, Assembly and Test Procedure: Kamos Patented Kammprofil Gasketjayhuacat7743No ratings yet
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionFrom EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionNo ratings yet
- SL98-356 B&W Service LetterDocument14 pagesSL98-356 B&W Service LetterkamalNo ratings yet
- Flang ManegmentDocument12 pagesFlang ManegmentYasser Abd El Fattah100% (1)
- H Tong Maintenance ManualDocument8 pagesH Tong Maintenance ManualBahman MatouriNo ratings yet
- JK Water Leak Diagnose & Repair ManualDocument26 pagesJK Water Leak Diagnose & Repair ManualKathy AkersonNo ratings yet
- 2-CSWIP Practical Plate ExamplesDocument31 pages2-CSWIP Practical Plate Examplesvibinkumars@gmail.com100% (42)
- 24B-Pactical Pipe Inspection 2006Document13 pages24B-Pactical Pipe Inspection 2006Khalid Perwez90% (10)
- AAX Tong MaintenanceDocument7 pagesAAX Tong MaintenanceBahman Matouri100% (1)
- SI1290F Crankcase Thru-Stud Locations, Repair of Oil LeakageDocument7 pagesSI1290F Crankcase Thru-Stud Locations, Repair of Oil Leakagedavid100% (1)
- LT-103 3000instructions PDFDocument24 pagesLT-103 3000instructions PDFAndres AlvarezNo ratings yet
- GORE Torque Tables DIN enDocument4 pagesGORE Torque Tables DIN enDawid DobrzańskiNo ratings yet
- IICL - TB 016, January 11, 2019: Institute of International Container LessorsDocument5 pagesIICL - TB 016, January 11, 2019: Institute of International Container LessorsSasidharan RajendranNo ratings yet
- 0120 Industrial enDocument36 pages0120 Industrial enPaulo C DamazoNo ratings yet
- Evo Operation & Maintenance v3Document38 pagesEvo Operation & Maintenance v3denzil_1000No ratings yet
- Installation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt HolesDocument4 pagesInstallation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt Holesquiron2010No ratings yet
- Audi TransmisionDocument202 pagesAudi TransmisionJean GalNo ratings yet
- PAL - Construction GuidelinesDocument28 pagesPAL - Construction GuidelinesCarew Mohammed AbayomiNo ratings yet
- Rosemount 1195 Integral Orifice Primary Element: Quick Installation GuideDocument16 pagesRosemount 1195 Integral Orifice Primary Element: Quick Installation GuideJosé Carlos Batista SilvaNo ratings yet
- Sidewall SprinklerDocument6 pagesSidewall SprinklerAhrian BenaNo ratings yet
- Bondstrand Fiberglass Flanges Assembly Instructions - AmeronDocument8 pagesBondstrand Fiberglass Flanges Assembly Instructions - AmeronFabio SilvaNo ratings yet
- FR20 Nomenclature 09 FR V1 01Document57 pagesFR20 Nomenclature 09 FR V1 01Octavio LópezNo ratings yet
- BAYNE TL Manual 2200Document51 pagesBAYNE TL Manual 2200stainless31620039126100% (1)
- Accesorios Exteriores 09Document30 pagesAccesorios Exteriores 09Luis Oswaldo R PNo ratings yet
- Installation ManualDocument9 pagesInstallation ManualLampard ChenNo ratings yet
- Clutch Release BearingDocument3 pagesClutch Release BearingSunil DeshpandeNo ratings yet
- #07-08-57-002E: Water Dripping From A-Pillars or Rear Dome/Reading Lamp (Apply Sealer/Lengthen Drain) - (Jun 6, 2008)Document10 pages#07-08-57-002E: Water Dripping From A-Pillars or Rear Dome/Reading Lamp (Apply Sealer/Lengthen Drain) - (Jun 6, 2008)lamping_apNo ratings yet
- Installation Instructions: 14650 Series StorefrontDocument26 pagesInstallation Instructions: 14650 Series StorefrontarmydgNo ratings yet
- Private Pilot Handbook JeppesenDocument9 pagesPrivate Pilot Handbook JeppesenJorge PolancoNo ratings yet
- PM-401 Vinyl Mechanical Joining Rev 005 11-01-16Document25 pagesPM-401 Vinyl Mechanical Joining Rev 005 11-01-16alif suryantoNo ratings yet
- Repair Instructions - Off VehicleDocument14 pagesRepair Instructions - Off Vehicleoscar vasquezNo ratings yet
- NCPWBBulletin 2010-07 Flange AssemblyDocument4 pagesNCPWBBulletin 2010-07 Flange AssemblyPramod AthiyarathuNo ratings yet
- Kce10-91-V120-Ed High Mounted Stop Assembly Gap Adjusting & Paint Damage Repairment (Ceed 5door) (Revised Kce09-91-V240-Ed)Document5 pagesKce10-91-V120-Ed High Mounted Stop Assembly Gap Adjusting & Paint Damage Repairment (Ceed 5door) (Revised Kce09-91-V240-Ed)Alexandru NicolaNo ratings yet
- Hover Motor 4g64engDocument72 pagesHover Motor 4g64engPRVNo ratings yet
- February 9, 2009 S-B-18.00/40a S-B-18.00/40 Dated October 28, 2008 18Document9 pagesFebruary 9, 2009 S-B-18.00/40a S-B-18.00/40 Dated October 28, 2008 18kevin gradinNo ratings yet
- Complete Expansion Joint Inspection ReportDocument3 pagesComplete Expansion Joint Inspection ReportsunnyartboyNo ratings yet
- SUBJECT: Protection No.4 of Injection Pipe Crack From Vibration Models: Musso & Korando ConditionDocument4 pagesSUBJECT: Protection No.4 of Injection Pipe Crack From Vibration Models: Musso & Korando Conditionfrancisca19No ratings yet
- Assembly Instruction Key Lock Mexhanical Joints in Sizes 2 To 40 Inch (50-1000 MM) - FP161ADocument8 pagesAssembly Instruction Key Lock Mexhanical Joints in Sizes 2 To 40 Inch (50-1000 MM) - FP161AEarl Harbert100% (2)
- Trimo 2967 Trimo Assembly SNVDocument14 pagesTrimo 2967 Trimo Assembly SNVBogdan RuxandaNo ratings yet
- Honeywell 393690 Inlet Outlet Flange Kits 69-0256Document2 pagesHoneywell 393690 Inlet Outlet Flange Kits 69-0256Alfredo Castro FernándezNo ratings yet
- Engine Oil DripDocument3 pagesEngine Oil Dripما لك شغل100% (1)
- 208 en Entrance Frame Installation Guide EnglishDocument14 pages208 en Entrance Frame Installation Guide EnglishFrederico Rad FernandezNo ratings yet
- V RingsDocument16 pagesV RingsNCvetarskyNo ratings yet
- Qualification of Laser Fused SectionsDocument2 pagesQualification of Laser Fused SectionslucidbaseNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet