You might also like
- Pocket Hole Jig Plans: Materials List InstructionsDocument5 pagesPocket Hole Jig Plans: Materials List Instructionshutch buddy7100% (1)
- Poor Man Hydrogen Generator on Demand: Smcs Hho Stephens Multi Cell Systems Hydrogen Generator on DemandFrom EverandPoor Man Hydrogen Generator on Demand: Smcs Hho Stephens Multi Cell Systems Hydrogen Generator on DemandRating: 5 out of 5 stars5/5 (2)
- Jaco Mini PistolDocument4 pagesJaco Mini Pistolmistermo100% (2)
- Check Maker1&2Document24 pagesCheck Maker1&2leo5523No ratings yet
- DIY Writing DeskDocument7 pagesDIY Writing DeskStephen MooreNo ratings yet
- Writing Desk: Project 13586EZDocument7 pagesWriting Desk: Project 13586EZBSulliNo ratings yet
- How to Make Picture Frames (Best of AW): 12 Simple to Stylish Projects from the Experts at American Woodworker (American Woodworker)From EverandHow to Make Picture Frames (Best of AW): 12 Simple to Stylish Projects from the Experts at American Woodworker (American Woodworker)Rating: 5 out of 5 stars5/5 (1)
- Adjustable Table PlansDocument7 pagesAdjustable Table PlansMauroNo ratings yet
- Chiefsshop PirateschestDocument12 pagesChiefsshop PirateschestdonguieNo ratings yet
- Chiefsshop Pirateschest PDFDocument12 pagesChiefsshop Pirateschest PDFdonguie100% (1)
- Horizontal Slide-Valve EngineDocument19 pagesHorizontal Slide-Valve EngineDarius BooyensNo ratings yet
- Foldable Stool Reverse Engineering The Tallon StooDocument37 pagesFoldable Stool Reverse Engineering The Tallon StooEnrique CoronelNo ratings yet
- Country Curio Clock: Project 12231EZDocument7 pagesCountry Curio Clock: Project 12231EZBSulliNo ratings yet
- Router Bit Box 2 PartesDocument11 pagesRouter Bit Box 2 Partesapi-3830394100% (1)
- Petroleum: Answer KeyDocument12 pagesPetroleum: Answer KeyCristian Chiolo100% (1)
- Record and Tape Cabinet: Project 11185EZDocument8 pagesRecord and Tape Cabinet: Project 11185EZBSulliNo ratings yet
- Hex Socket Head Cap Screws Partially / Fully Threaded, With UNC Thread BN 13Document3 pagesHex Socket Head Cap Screws Partially / Fully Threaded, With UNC Thread BN 13razvan65No ratings yet
- Malay Building Instructions Updated 2-21-11Document5 pagesMalay Building Instructions Updated 2-21-11luisvaygonbookNo ratings yet
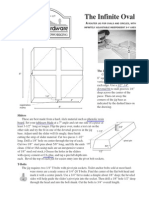
- The Infinite Oval: Tools For WoodworkingDocument2 pagesThe Infinite Oval: Tools For Woodworkingoqab18No ratings yet
- Leg Tapering Jig: Project 14585EZDocument5 pagesLeg Tapering Jig: Project 14585EZBSulliNo ratings yet
- SpeedWrap Pipe and Tube Sizing Guide 2015-02-06Document1 pageSpeedWrap Pipe and Tube Sizing Guide 2015-02-06osama zahidNo ratings yet
- API 650 Tank Nozzle Stand OutDocument5 pagesAPI 650 Tank Nozzle Stand Outgplese0No ratings yet
- Old World Weather Forecaster: Project 14438EZDocument10 pagesOld World Weather Forecaster: Project 14438EZBSulli100% (1)
- Router Table Fence PlansDocument9 pagesRouter Table Fence PlansAfonso PraganaNo ratings yet
- Repair Jigs 1Document1 pageRepair Jigs 1Giorgio Napoleone100% (2)
- Frame Jig Assembly GuideDocument12 pagesFrame Jig Assembly GuideMalcolm DiamondNo ratings yet
- Orifice PDFDocument11 pagesOrifice PDFb_wooNo ratings yet
- Paper Towel HolderDocument5 pagesPaper Towel HoldermchiovettaNo ratings yet
- Router Bit Box: Project 20261EZDocument6 pagesRouter Bit Box: Project 20261EZBSulliNo ratings yet
- Keyway ChartDocument1 pageKeyway Chartspeed844No ratings yet
- Blind RTJ FlangeDocument7 pagesBlind RTJ FlangeAMIRHUSAIN MOMINNo ratings yet
- Wood Working Plans - Toys - Rocking Horse PDFDocument6 pagesWood Working Plans - Toys - Rocking Horse PDFBen GerezNo ratings yet
- 2009-10!09!190530 Jaco Western Style PistolDocument5 pages2009-10!09!190530 Jaco Western Style PistolHeikG002100% (2)
- Chest of Drawers: Project 11819EZDocument7 pagesChest of Drawers: Project 11819EZBSulli100% (1)
- Table Saw Sled - Taper Jig Accessory: Cut One or Many Tapers With Ease!Document8 pagesTable Saw Sled - Taper Jig Accessory: Cut One or Many Tapers With Ease!LinNo ratings yet
- Fromag CatalogDocument20 pagesFromag CataloghanrotoolsNo ratings yet
- MODELS 4, 6, 8 High-Capacity Strainers and FiltersDocument6 pagesMODELS 4, 6, 8 High-Capacity Strainers and Filterspeter2mNo ratings yet
- Taper Bushing InstallationDocument6 pagesTaper Bushing InstallationatenciajNo ratings yet
- PVC Dremel Drill PressDocument20 pagesPVC Dremel Drill PressSonnyGuzmanNo ratings yet
- Ez Engine Build InstructionsDocument24 pagesEz Engine Build InstructionsAnonymous T7zEN6iLHNo ratings yet
- How To Get High Quality Pipe TeesDocument11 pagesHow To Get High Quality Pipe TeesYaneYangNo ratings yet
- Motolift PDFDocument26 pagesMotolift PDFChristos PapadakisNo ratings yet
- Bolt Action 3Document10 pagesBolt Action 3browar444100% (2)
- Temporary Cone & Basket Strainers: 2089 Ninth Avenue, New York 11779Document1 pageTemporary Cone & Basket Strainers: 2089 Ninth Avenue, New York 11779Anonymous FH8OunZrXNo ratings yet
- U-Bild: Three-Piece Bedroom SetDocument8 pagesU-Bild: Three-Piece Bedroom SetEmilian BalutaNo ratings yet
- U-Bild: Space-Saver WorkbenchDocument8 pagesU-Bild: Space-Saver WorkbenchEmilian BalutaNo ratings yet
- Coil WinderDocument15 pagesCoil Winderkokomore100% (1)
- SchematicDocument183 pagesSchematicJanne KiviahoNo ratings yet
- Wall Hung Magazine and Book Rack: Project 14211EZDocument3 pagesWall Hung Magazine and Book Rack: Project 14211EZBSulliNo ratings yet
- Closet OrganiserDocument5 pagesCloset OrganiserAnonymous 60esBJZIjNo ratings yet
- Projeto para Encaixe Rabo de AndorinhaDocument8 pagesProjeto para Encaixe Rabo de AndorinhaVInixsoad100% (2)
- Shaker Sewing StepsDocument3 pagesShaker Sewing StepsGhassan El-baalbakiNo ratings yet
- Recipe Box: Project 15193EZDocument5 pagesRecipe Box: Project 15193EZBSulli100% (1)
- Building A Six-Inch Turret LatheDocument5 pagesBuilding A Six-Inch Turret LatheJan SteinmanNo ratings yet
- Paper TowerDocument2 pagesPaper Towerapi-205443820No ratings yet
- Movie LessonDocument2 pagesMovie Lessonapi-205443820No ratings yet
- Grapes of WrathDocument3 pagesGrapes of Wrathapi-205443820No ratings yet
- Lesson #1 Name: Class/Subject Date: November 22, 2013 Unit ObjectivesDocument3 pagesLesson #1 Name: Class/Subject Date: November 22, 2013 Unit Objectivesapi-205443820No ratings yet
- The Federalist EraDocument12 pagesThe Federalist Eraapi-205443820No ratings yet
- Lesson Plan: Name: John Byrd Class/Subject: US HistoryDocument2 pagesLesson Plan: Name: John Byrd Class/Subject: US Historyapi-205443820No ratings yet
- Mod 3 Hand ToolsDocument49 pagesMod 3 Hand ToolsRudi FajardoNo ratings yet
- Mccu 216 Manual T04Document18 pagesMccu 216 Manual T04AlberthNo ratings yet
- COMMON Hadicraft ToolsDocument34 pagesCOMMON Hadicraft ToolsPaul Ivan BautistaNo ratings yet
- Canadian Home Workshop 2013octDocument52 pagesCanadian Home Workshop 2013octTAANGTAWAN007100% (5)
- Okuma Programs PDFDocument71 pagesOkuma Programs PDFHoang LamNo ratings yet
- Lathe Accessories: Work Holding Tool HoldingDocument33 pagesLathe Accessories: Work Holding Tool HoldingSuhasNo ratings yet
- Basics of Furniture and Hardware 1Document19 pagesBasics of Furniture and Hardware 1Mansi ShawNo ratings yet
- FW1124 WallCabinet PDFDocument7 pagesFW1124 WallCabinet PDFfermora11100% (1)
- Presentación 1Document6 pagesPresentación 1Francisco GonzalezNo ratings yet
- The Woodworker Woodturner - April 2020Document100 pagesThe Woodworker Woodturner - April 2020carlos latreNo ratings yet
- Japanese SawDocument4 pagesJapanese SawtazzorroNo ratings yet
- Dma 4013 Pentaksiran Teori 1Document6 pagesDma 4013 Pentaksiran Teori 1Leo GamersNo ratings yet
- The Art of Woodworking - Advanced RoutingDocument147 pagesThe Art of Woodworking - Advanced RoutingLynn Doell100% (1)
- How To Build A Reach-In Closet: Joists. Joist Ith Pencil Line Ith The Layout IsDocument1 pageHow To Build A Reach-In Closet: Joists. Joist Ith Pencil Line Ith The Layout IsreacharunkNo ratings yet
- American Woodworker - 100 Woodworking Tips & Techniques PDFDocument84 pagesAmerican Woodworker - 100 Woodworking Tips & Techniques PDFmvb100% (2)
- A Versatile Router TableDocument6 pagesA Versatile Router Tableiacob_gilberto6473100% (1)
- Woodsmith Magazine 229Document68 pagesWoodsmith Magazine 229chrix100% (7)
- Woodworking 11 12 End Table RubricDocument2 pagesWoodworking 11 12 End Table Rubricapi-428658352No ratings yet
- CabinetsDocument8 pagesCabinetsLarisa LoredanaNo ratings yet
- Spring Return Pocket Tape Measures Will Generally Fit in A Pocket. They Are Small The Case Is Up To About ThreeDocument4 pagesSpring Return Pocket Tape Measures Will Generally Fit in A Pocket. They Are Small The Case Is Up To About ThreeNick MarinduqueNo ratings yet
- Black & Decker Power Tool CarpentryDocument192 pagesBlack & Decker Power Tool CarpentryAdriaan Stolk100% (1)
- Lec 1-Machining Operations IIDocument51 pagesLec 1-Machining Operations IIHammad RazaNo ratings yet
- Works: All Types ofDocument65 pagesWorks: All Types ofAzahar Uddin MallickNo ratings yet
- III. Sill Floor JointsDocument8 pagesIII. Sill Floor JointsCristian Morar-BolbaNo ratings yet
- Announcing: Any Repair em Exceeding $45 We Will Not CustomerDocument12 pagesAnnouncing: Any Repair em Exceeding $45 We Will Not CustomerYYZeppNo ratings yet
- Timber FloorDocument16 pagesTimber FloorJose ValverdeNo ratings yet
- Vdu Lift Stair Tower 302 - Complete Bolt List-IfcDocument4 pagesVdu Lift Stair Tower 302 - Complete Bolt List-IfcDarshan PanchalNo ratings yet
- الوصلات الخشبية ,احمد مساعده PDFDocument11 pagesالوصلات الخشبية ,احمد مساعده PDFاحمد مساعدهNo ratings yet
- WFL m120 Tool ListDocument2 pagesWFL m120 Tool ListSreenivass SegaranNo ratings yet
- Wood-And-Epoxy Topped Jewelry Cabinet: Project PlanDocument13 pagesWood-And-Epoxy Topped Jewelry Cabinet: Project Plancajemar100% (1)