You might also like
- External Gear Pump PrinciplesDocument3 pagesExternal Gear Pump PrinciplesJam BabNo ratings yet
- Fluid (Gas or Liquid) Mechanics Pressure Blaise Pascal Force Hydraulic PistonDocument1 pageFluid (Gas or Liquid) Mechanics Pressure Blaise Pascal Force Hydraulic PistonJam BabNo ratings yet
- Tajweed Qur'anDocument58 pagesTajweed Qur'anJam Bab50% (2)
- Split System Refrigerant Piping Guide PDFDocument8 pagesSplit System Refrigerant Piping Guide PDFJam BabNo ratings yet
- How To Choose A Fishing RodDocument9 pagesHow To Choose A Fishing RodJam BabNo ratings yet
- Turbo Manifold Designs by Engine BasicsDocument17 pagesTurbo Manifold Designs by Engine BasicsJam Bab100% (1)
- Surah Fatiha With TajweedDocument10 pagesSurah Fatiha With TajweedJam Bab0% (1)
- In Considering Your Interactions With Your Classmates As You Proceed With Your Group Project, You Could and Should AddressDocument4 pagesIn Considering Your Interactions With Your Classmates As You Proceed With Your Group Project, You Could and Should AddressJam BabNo ratings yet
- Vibration Analysis and Signal Processing in LabVIEWDocument12 pagesVibration Analysis and Signal Processing in LabVIEWJam Bab100% (1)
- Vibration Dignostic Chart CharlotteDocument1 pageVibration Dignostic Chart CharlotteJam BabNo ratings yet
- Vibration SOPDocument4 pagesVibration SOPJam BabNo ratings yet
- A Comprehensive Dictionary of Vibration Analysis Terms You May Run Across in Your TradeDocument54 pagesA Comprehensive Dictionary of Vibration Analysis Terms You May Run Across in Your TradeJam BabNo ratings yet
- Leadership Reflection PaperDocument8 pagesLeadership Reflection PaperJam Bab100% (1)
- Transforming LeaderDocument17 pagesTransforming LeaderJam BabNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Product Manual 26086 (Revision E) : EGCP-2 Engine Generator Control PackageDocument152 pagesProduct Manual 26086 (Revision E) : EGCP-2 Engine Generator Control PackageErick KurodaNo ratings yet
- To Find Fatty Material of Different Soap SamplesDocument17 pagesTo Find Fatty Material of Different Soap SamplesRohan Singh0% (2)
- Trade MarkDocument2 pagesTrade MarkRohit ThoratNo ratings yet
- Civ Beyond Earth HotkeysDocument1 pageCiv Beyond Earth HotkeysExirtisNo ratings yet
- Editan - Living English (CD Book)Document92 pagesEditan - Living English (CD Book)M Luthfi Al QodryNo ratings yet
- Ci Thai RiceDocument4 pagesCi Thai RiceMakkah Madina riceNo ratings yet
- A Review of Service Quality ModelsDocument8 pagesA Review of Service Quality ModelsJimmiJini100% (1)
- Signature Object Detection Based On YOLOv3Document4 pagesSignature Object Detection Based On YOLOv3Lý Khánh NhưNo ratings yet
- M. Ircham Mansyur 07224005 Microprocessor-2 (H13)Document7 pagesM. Ircham Mansyur 07224005 Microprocessor-2 (H13)emiierNo ratings yet
- User Manual PM3250Document80 pagesUser Manual PM3250otavioalcaldeNo ratings yet
- Chinese Paper Cutting Work SheetDocument4 pagesChinese Paper Cutting Work Sheet黃梓No ratings yet
- Modern School For SaxophoneDocument23 pagesModern School For SaxophoneAllen Demiter65% (23)
- DFo 2 1Document15 pagesDFo 2 1Donna HernandezNo ratings yet
- QP 12math Term 1Document11 pagesQP 12math Term 1sarthakNo ratings yet
- EAC Inquiry SDCDocument9 pagesEAC Inquiry SDCThe Sustainable Development Commission (UK, 2000-2011)No ratings yet
- Jan 25th 6 TicketsDocument2 pagesJan 25th 6 TicketsMohan Raj VeerasamiNo ratings yet
- Codan Rubber Modern Cars Need Modern Hoses WebDocument2 pagesCodan Rubber Modern Cars Need Modern Hoses WebYadiNo ratings yet
- Antibiotic Zone Interpretation Guide PDFDocument2 pagesAntibiotic Zone Interpretation Guide PDFFarandy Insan Sejati100% (2)
- 19c Upgrade Oracle Database Manually From 12C To 19CDocument26 pages19c Upgrade Oracle Database Manually From 12C To 19Cjanmarkowski23No ratings yet
- Design and Analysis of Modified Front Double Wishbone Suspension For A Three Wheel Hybrid VehicleDocument4 pagesDesign and Analysis of Modified Front Double Wishbone Suspension For A Three Wheel Hybrid VehicleRima AroraNo ratings yet
- 레벨 테스트Document2 pages레벨 테스트BNo ratings yet
- T5 B11 Victor Manuel Lopez-Flores FDR - FBI 302s Re VA ID Cards For Hanjour and Almihdhar 195Document11 pagesT5 B11 Victor Manuel Lopez-Flores FDR - FBI 302s Re VA ID Cards For Hanjour and Almihdhar 1959/11 Document Archive100% (2)
- Feed-Pump Hydraulic Performance and Design Improvement, Phase I: J2esearch Program DesignDocument201 pagesFeed-Pump Hydraulic Performance and Design Improvement, Phase I: J2esearch Program DesignJonasNo ratings yet
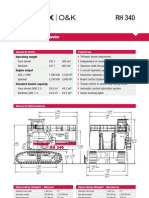
- Hydraulic Mining ExcavatorDocument8 pagesHydraulic Mining Excavatorasditia_07100% (1)
- Dwnload Full Beckers World of The Cell 9th Edition Hardin Solutions Manual PDFDocument35 pagesDwnload Full Beckers World of The Cell 9th Edition Hardin Solutions Manual PDFgebbielean1237100% (12)
- Guidelines For Prescription Drug Marketing in India-OPPIDocument23 pagesGuidelines For Prescription Drug Marketing in India-OPPINeelesh Bhandari100% (2)
- SecuritizationDocument46 pagesSecuritizationHitesh MoreNo ratings yet
- Top 100 Chemical CompaniesDocument11 pagesTop 100 Chemical Companiestawhide_islamicNo ratings yet
- Battery Guide - 2021Document27 pagesBattery Guide - 2021Mario LaurieNo ratings yet
- Angle Grinder Gws 7 100 06013880f0Document128 pagesAngle Grinder Gws 7 100 06013880f0Kartik ParmeshwaranNo ratings yet