Professional Documents
Culture Documents
Empresa Agroindustrial Camposol
Uploaded by
Sandra Alcalde RiscoOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Empresa Agroindustrial Camposol
Uploaded by
Sandra Alcalde RiscoCopyright:
Available Formats
Universidad Nacional de Trujillo- Escuela Profesional de Economa
INFORME SOBRE LA VISITA A CAMPOSOL
1. GENERALIDADES
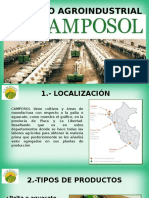
CAMPOSOL es la empresa agroindustrial lder en el Per, el mayor exportador de
esprragos del mundo y productora de paltas. La compaa posee todos los campos en
los que se siembra y cultiva, teniendo el control total de las fases de crecimiento, cultivo
y empaquetamiento de sus productos finales.
Las lneas de producto de CAMPOSOL incluyen: Esprragos (verdes y blancos),
Pimiento Piquillo, Paltas, Mangos, Uvas, Mandarinas, entre otros, las cuales son
envasadas frescas, congeladas o en conserva y se exportan a los mercados mundiales.
Por ser un negocio verticalmente integrado, desde los campos hasta los consumidores
finales, CAMPOSOL garantiza que solo productos de la mejor calidad sean ofrecidos a
una amplia gama de clientes en todos los continentes.
La visin y el compromiso de todas las personas involucradas con los objetivos de la
empresa dieron como resultado que CAMPOSOL se convirtiera rpidamente en la
empresa agroindustrial lder en el Per, ocupando anualmente el primer lugar en
agroexportaciones y generando aproximadamente 7000 puestos de trabajo directo y, en
temporadas altas de produccin, ms de 10,000 empleos directos.
CAMPOSOL genera aproximadamente 7000 puestos de trabajo directo y, en
temporadas altas de produccin, ms de 10,000 empleos directos.
CAMPOSOL ha decidido concentrarse en incrementar sus cultivos de palta (avocado),
apostando por nuevos productos como la uva roja de mesa, la mandarina y otras frutas.
De esta manera se est enfocando en incrementar eficiencia y diversificacin en sus
operaciones, as como en investigacin y desarrollo de lo que produce as como de
nuevos productos.
Como una empresa con mayor madurez, CAMPOSOL se est enfocando a la
innovacin e investigacin biotecnolgica. Asimismo busca incrementar sus habilidades
en los programas de marketing, cada vez con mayor presencia internacional, as como
alianzas con firmas que cuentan con una gran experiencia, liderazgo y cobertura en
mercados importantes del mundo. Dada la performance experimentada en la ltima
Pg. 1
Universidad Nacional de Trujillo- Escuela Profesional de Economa
dcada y a la creciente preferencia del consumidor por alimentos de calidad que
contribuyen con la buena salud, la empresa mira al futuro con optimismo, soportada
fundamentalmente en la solidez de sus operaciones, el profesionalismo de sus
colaboradores y las buenas prcticas corporativas.
rea de Administracin:
En esta rea funcionan las oficinas administrativas de la parte operativa de la planta
agroindustrial, el tpico para primeros auxilios, los servicios higinicos para hombres y
mujeres, y el comedor para el uso general de los trabajadores. Las visitas relacionadas
con la operacin de la Planta Agroindustrial hacen tambin uso de estas instalaciones
para coordinar y ejecutar trabajos.
rea de Seguridad y Salud Ocupacional
Con respecto a las medidas de Seguridad Industrial para los trabajadores de recepcin,
distribucin y procesos productivos, stas estn basadas en las exigencias del
Reglamento de Seguridad y Salud en el Trabajo del Ministerio de Trabajo D.S. N 0092005-TR., especialmente en los rubros de; buen estado de salud del trabajador, uso de
los equipos de proteccin personal adecuados, autorizaciones de trabajo para reas
determinadas, instalaciones de pediluvios en los ingresos a las reas de produccin
masiva.
rea de Medio Ambiente
CAMPOSOL S.A. aplica mtodos operativos orientados a optimizar su proceso de
produccin agroindustrial de manera permanente, es participante activo de cumplir los
compromisos ambientales asumidos lo que influye positivamente a que sus aspectos
ambientales (contaminantes) sean prevenidos o manejados adecuadamente logrando un
comportamiento ambiental adecuado. La planta agroindustrial aplica la medida de
control ambiental que consiste en Instrumentos de Gestin Ambiental para regular todo
desvo ambiental producido.
Comedor:
Pg. 2
Universidad Nacional de Trujillo- Escuela Profesional de Economa
De acuerdo a la necesidad de contar con personal cerca al sector produccin Camposol
cuenta con un comedor, el cual brinda servicios de alimentacin por turnos de trabajo
para evitar el congestionamiento y salvaguardar el orden y la limpieza. Las instalaciones
cuentan con las facilidades del caso y el personal pueda tomar sus alimentos
adecuadamente.
El comedor es administrado por un tercero, quienes brindan estndares de higiene y
calidad. Los residuos del comedor son encargados a una granja de cerdos administrado
por un tercero el mismo que gestiona el traslado de los residuos hacia la granja.
Vestuarios:
Para el personal que trabaja en las operaciones de produccin, se cuenta con vestuarios
indistintamente; los mismos que cuentan con lockers para el guardado de pertenencias
personales.
Foto N 5-02: Vestuario de varones
con sus respectivos lockers.
Foto N 5-03: Vestuario de mujeres
con sus respectivos lockers.
Campamentos
CAMPOSOL, no cuenta con campamentos para el personal que labora en las
operaciones, todos residen en el distrito de Chao o en Trujillo. Slo cuenta con un
campamento para albergar a personal especial que realizarn trabajos especiales y su
permanencia ser temporal.
Posta Mdica
En la zona de la planta de operaciones, se cuenta con un tpico para la atencin a los
primeros auxilios, atenciones mdicas a los trabajadores. Cuenta con una ambulancia
para dar soporte al auxilio de una emergencia.
Almacenes
Pg. 3
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Los almacenes
para materia prima cumplen otras condiciones de construccin y
operacin, los mismos que deben preservar la materia prima antes de ingresar a los
procesos de transformacin.
Tambin se cuenta con almacenes de envases para los productos en conserva los
mismos que estn construidos con piso asfaltado y techo encalaminado con listones de
madera evitando el consumo excesivo de recursos naturales.
2. ACTIVIDADES AGRCOLAS
Los diferentes procesos de produccin agrcola de la empresa Camposol S.A., se
detallan a continuacin:
A.
Esprragos
Camposol S.A. cultiva dos tipos de variedad de esprragos, el UC157 F1-ATLASCIPRES (esparrago blanco) y UC 157 F1-IDALEA (esparrago verde), siendo sus etapas
de cultivo las siguientes:
a. Instalacin
- Preparacin del terreno: en esta etapa se realizan las labores de Nivelacin
Gruesa, Nivelacin Fina, Marcado de Lotes, Marcado de Surcos, Apertura de
Surcos, Incorporacin de Materia
Orgnica, Pasado de Puntas y/o
Cultivador.
Adems se realiza el enmelazado
de surcos, el cual tiene la
finalidad de dar contextura firme
al lomo y evitar que el viento
-
arene el surco.
Instalacin de la infraestructura
de riego: esta infraestructura
incluye las cortinas (Aductor, Matriz, Divisoras, Lozas de Filtrado); as como
tambin la instalacin del fertiducto y sedimentadores, de ser necesario.
- Siembra: Aqu se realiza el trasplante de la plntul a de esprrago al campo1.
b. Inversin permanente
1 El esprrago es considerado un cultivo permanente y su periodo de vida de 11 aos desde la
siembra (1 ao inversin permanente y 10 aos produccin).
Pg. 4
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Es la etapa de crecimiento de la plantacin, inicia al da siguiente del trasplante
y termina a los 8 meses (32
semanas) etapa en que se realiza el
corte de formacin (chapodo).
Durante esta etapa se realizan las
actividades de riego, fertilizacin,
desmalezado, control Fitosanitario,
etc. que contribuyen al desarrollo
de la plantacin y la prepara para
su etapa de produccin.
c. Produccin
- Mantenimiento del cultivo: esta etapa marca el inicio de las campaas de
produccin del cultivo, el periodo o campaa es de 24 semanas
aproximadamente. Durante toda esta etapa la plantacin recibe el manejo
agronmico: Fertilizacin, Riego, Control Sanitario, Labores Culturales.
Dentro de la vida til de la plantacin se ha estimado 20 campaas de
-
produccin (10 aos).
Chapodo: es el corte de broza
Foto 5.3-3: Chapodo
(follaje de la planta), con esta
actividad se prepara los campos para la cosecha y se realiza de forma
-
mecanizada.
Cosecha: es la actividad de recoleccin de la materia prima (turiones de
esprrago) y se realiza de forma manual. Para determinar el trmino de un
campo en cosecha, el Superintendente de Produccin realiza evaluaciones
tomando en cuenta los parmetros establecidos para dicho fin. Despus de
terminada la cosecha se realiza la labor de desaporque, con lo que al da
siguiente marca el inicio de la nueva campaa.
B. Paltos
a. Instalacin:
- Preparacin de Terreno:
En terreno virgen:
Se realiz la incorporacin de materia orgnica y fertilizantes qumicos de
fondo, incorporndolos en forma de maseta, en otros campos se realiz la
apertura de surco e incorporacin de materia orgnica, seguido de un arado de
vertedera para la mezcla uniforme, un gradn y un disquiler.
Pg. 5
Universidad Nacional de Trujillo- Escuela Profesional de Economa
En terreno cultivado anteriormente:
Se realiz raspado de coronas con chatin, pasadas de gradn, arado de discos,
rastrillado de coronas, topografa, subsolado, armado de camellos y finalmente
pasado de lampn.
-
Instalacin de Infraestructura de Riego
En este proceso se realiza la colocacin y distribucin del sistema de riego, tanto
dentro del cultivo como las cortinas y corredores. Esta etapa involucra, la
elaboracin de los planos del diseo hidrulico, captacin de agua, instalacin de
sedimentadores, aductores lozas de filtrado, matrices, divisoras, perforacin de
iniciales y colocacin de los mismos, segn las necesidades del cultivo.
Siembra En este proceso se lleva a cabo el transplante de los plantones de palto,
sin injertar, con una edad de 4-6 meses, previa desinfeccin del plantn e
incorporacin de humus en el hoyo a ser sembrado. La distancia entre planta y
planta de la misma hilera es de 4 m.
b. Inversin Permanente (IP):
Etapa de crecimiento de la plantacin que inicia al da siguiente del trasplante y
termina el ltimo da del segundo ao de cosecha. Durante esta etapa se realizan
diversas actividades (riego, fertilizacin, injertacin, labores culturales, pintado
de tallos, desmalezado, control fitosanitario, etc.), las que contribuyen al
crecimiento y desarrollo de la plantacin del cultivo, preparndolo para su etapa
de produccin.
c. Produccin (MC):
- Mantenimiento de Cultivo Es en esta etapa cuando el cultivo recibe todo el
manejo agronmico que requiere para estar apta y producir, entre otras
actividades como: desmalezado, recalces, recojo de frutos, destape y
alineamiento de mangueras, polinizacin, transplantes, forrado de fruto, levante
-
de fruto mantenimiento de injertos, evaluaciones, entre otras que son necesarias.
Cosecha
Nuestro principal indicador es el porcentaje de materia seca, en base a ello
sabemos que campos pueden ingresar a cosecha.
Pg. 6
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Se
realiza
utilizando
de
forma
tijeras,
manual
baldes
canguros, en algunas oportunidades
escaleras para campos con mayor
cobertura y tamao por la edad que
presenten.
-
Poda
Se realiza generalmente cuando el
lote ya pas su segundo ao de
produccin, el momento propicio es
despus de la cosecha siempre y
cuando la planta lo necesite. Se trabaja la poda ventana, basal y area.
En casos excepcionales de realiza una poda de verano, en la cual se cortan los
brotes.
Aplicaciones Fitosanitarias
Es la etapa de control de plagas en el cultivo, estas aplicaciones se realizan
previa evaluacin en campo y de acuerdo a una cartilla de productos y
dosificaciones permitidas.
C. Mandarinas
a. Instalacin:
- Preparacin de Terreno:
Etapa en la cual se realizan las labores de Nivelacin Gruesa, Nivelacin Fina,
Marcado de Lotes, Marcado de Surcos, Apertura de Surcos, Incorporacin de
Materia Orgnica, Pasado de Puntas y grada.
-
Instalacin de Infraestructura de Riego
Es la instalacin de toda la infraestructura de riego de la parcela incluyendo las
cortinas (Aductor, Matriz, Divisoras, Lozas de Filtrado); as como tambin la
instalacin del fertiducto y sedimentadores, de ser necesario.
Siembra:
Pg. 7
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Es el trasplante del plantn de mandarina al campo. La mandarina es
considerada un cultivo permanente y su periodo de vida de 20 aos desde la
siembra (2 aos Inversin Permanente y 18 aos produccin).
b. Inversin Permanente (IP): Es la etapa de crecimiento de la plantacin, inicia
al da siguiente del trasplante y termina a los 24 meses etapa en que se realiza la
primera cosecha. Durante esta etapa se realizan diversas actividades (Riego,
Fertilizacin, Desmalezado, Control Fitosanitario, etc.) que contribuyen al
desarrollo de la plantacin y la prepara para su etapa de produccin.
c. Produccin (MC):
- Mantenimiento de Cultivo
Esta etapa marca el inicio de las campaas de produccin del cultivo, el periodo
o campaa es de 12 meses. Durante toda esta etapa la plantacin recibe el
manejo
agronmico
(Fertilizacin,
Riego,
Control
Sanitario,
Labores
Culturales).
Dentro de la vida til de la plantacin se ha estimado 18 campaas de
produccin (18 aos).
-
Cosecha
Es la actividad de recoleccin de la materia prima (frutos de mandarina) y se
realiza de forma manual. Esta est condicionada por el ndice de Madurez (IM)
que es la relacin entre Brix y Acidez. Se concluye esta actividad cuando se ha
concluido toda la recoleccin de fruta en los rboles.
D. Arndano
a. Instalacin:
- Preparacin de Terreno:
Etapa en la cual se realizan las labores de nivelacin grosera, nivelacin fina,
marcado de lotes, marcado de surcos, riego por aspersin apertura de surcos,
incorporacin de materia orgnica, pasado de puntas, rotovator, siembra de
cortinas.
-
Instalacin de Infraestructura de Riego
Es la instalacin de toda la infraestructura de riego de la parcela incluyendo las
cortinas (Aductor, Matriz, Divisoras, Lozas de Filtrado); as como tambin la
instalacin del fertiducto y sedimentadores, de ser necesario.
Pg. 8
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Siembra:
Es el trasplante de la plntula de arndano al campo. El arndano es considerado
un cultivo permanente y su periodo de vida de 15 aos desde la siembra (1 ao
Inversin Permanente y 14 aos produccin).
b. Inversin Permanente (IP):
Es la etapa de crecimiento de la plantacin, inicia al da siguiente del trasplante y
termina a los 12 meses (52 semanas) etapa en que se realiza el tumbado de flor
final para preparar a la planta para la cosecha. Durante esta etapa se realizan
diversas actividades (tumbado de flor, riego, fertilizacin, desmalezado, control
fitosanitario, etc.) que contribuyen al desarrollo de la plantacin y la prepara
para su etapa de produccin.
c. Produccin (MC):
- Mantenimiento de Cultivo
Esta etapa marca el inicio de las campaas de produccin del cultivo, el periodo
o campaa es de: 1 por ao. Durante toda esta etapa la plantacin recibe el
manejo agronmico (fertilizacin, riego, desmalezado, tumbado de flor, siembra
de cortinas, control sanitario, labores culturales).
Dentro de la vida til de la plantacin se ha estimado 14 campaas de
produccin (14 aos).
-
Cosecha
Es la actividad de recoleccin de la materia prima (fruto azul) y se realiza de
forma manual. Para determinar el trmino de un campo en cosecha, teniendo en
cuenta el proyectado de Kg/Ha, se toma la decisin de tumbar las flores para
evitar fructificacin, esta labor se realizar cada 3 semanas y se deja de hacer 3
meses antes de la fecha de inicio de cosecha.
E. Granado
a. Instalacin:
- Preparacin de Terreno:
Etapa en la cual se realizan las labores de Nivelacin Gruesa, Nivelacin Fina,
Marcado de Lotes, Marcado de Surcos, Apertura de Surcos, Incorporacin de
Materia Orgnica, Pasado de Puntas, Pasado de Rotovator, Pasado de Grada y
Pasado de Diskiller.
Pg. 9
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Tambin se realiza la siembra de Cortinas de King Grass cada 8 surcos, la cual
se debe sembrar cuatro meses antes del trasplante del cultivo. El objetivo
principal de las cortinas es proteger del viento a las plantas de granado.
-
Instalacin de Infraestructura de Riego
El cultivo est ubicado en campos que fueron anteriormente de esprrago, por lo
que se est utilizando la infraestructura ya instalada.
Siembra:
Es el trasplante del plantn de granado al campo. El Granado es considerado un
cultivo permanente y por ser un cultivo nuevo se ha credo conveniente estimar
un periodo de vida de 10 aos desde la siembra (2 aos de Inversin Permanente
y 8 aos de produccin).
b. Inversin Permanente (IP):
Es la etapa de crecimiento de la plantacin, inicia al da siguiente del trasplante y
termina al cierre de la primera cosecha. Durante esta etapa se realizan diversas
actividades (Riego, Fertilizacin, Desmalezado, Control Fitosanitario, etc.) que
contribuyen al desarrollo de la plantacin y la prepara para su etapa de
produccin.
c. Produccin (MC):
- Mantenimiento de Cultivo
Esta etapa marca el inicio de las campaas de produccin del cultivo, el periodo
o campaa es de un ao; inicia con la poda de primavera y termina con la
cosecha.
Dentro de la vida til de la plantacin se ha estimado 8 campaas de produccin
(8 aos).
Foto 5.3-12: siembra del granado
Cosecha
Es la actividad de recoleccin del fruto de granado y se realiza de forma manual,
con la ayuda de una tijera de cosecha.
F.
Maquinarias y equipos, insumos, empleados
Maquinarias
Pg. 10
Universidad Nacional de Trujillo- Escuela Profesional de Economa
En el cuadro N 5.3.6-1 se muestran la cantidad y tipo de maquinarias y equipos
empleados en los procesos agrcolas de la empresa Camposol S.A. Trujillo.
Cuadro N 5.3.6-1 Maquinarias y equipos agrcolas
Tipo de cultivo
Maquinarias y equipos
Maquinaria usada: Tractores MF-292,
MF-297.
Fumigadora
n
29,
fumigadoras FEDE (1 y 2). Chatin de
apertura, gradn, carreta, lampn
Herramientas: Palanas, machetes,
tijeras de podar, serruchos de poda,
tijeras de cosecha, canguros de
cosecha, baldes de cosecha,
Maquinaria usada: Tractores MF-292,
MF-297. Fumigadora n 30. Carreta,
lampn.
Herramientas: Palanas, machetes,
tijeras de podar, serruchos de poda,
engrapadores, tijeras de cosecha.
Mochila a palanca, tractor +
fumigadora, tractor + lavadora, tijeras
de poda, palanas
Mandarina
Granado
Arndano
Paltos
Esprragos
Fuente: Camposol S.A.
Insumos
En el cuadro 5.3.6-2 se muestra los insumos qumicos (fertilizantes, plaguicidas, otros)
empleados durante el proceso agrcola.
Cuadro N 5.3.6-2 Listado de insumos qumicos
Tipo de cultivo
Esparrago
PRODUCTO
Absolute sc
Afrecho molido trigo
Agrispon
Cantidad
empleada al
2013
(L O Kg/Ha)
0.03
5.24
0.00
Pg. 11
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Agromil 48 ce
Agryben 5% sg
Aji habanero
Aliado
Azufre pantera 720 sc
Azufre polvo seco
Barbafol-l (barbasco liquido)
Basta
Bio oil
Biobit hp wp
Biomel (acaricida organico)
Biospore
Bioxter
Break thru
Bt-nova wp
Centurion
Chrysoperla carnea
Clethodim 240 ec
Clorfos 48 ce
Clorotalonil 500 sc
Clorotalonil 720 sc
Clorpiryfos 48 ce
Coragen
Daconil 720 sc
Deterfrut
Dethomil 90 ps
Difenoconazole 250 ce
Emamectin benzoato
Embate 480 sl
Extracto de barbasco barbafol
Fenoxaprop p-etil
Fungisulf dp 400
Furore
Golden natural oil
Herbacil 700 wg
Heterorabditis sp nematodos entomopatog
Homai
Humecfol
Imidacloprid 350 sc
Imidamin
Kresoxym methyl
Lancer 350 sc
Lannafarm 90
Linurex 50 sc
Linuron
Metribuzin 700 wg
3.35
0.17
25.20
0.57
0.14
60.90
3.69
0.03
0.03
0.30
0.00
0.03
0.00
0.31
0.01
0.15
7.35
0.04
0.02
0.07
0.31
0.74
0.06
2.24
0.00
0.00
0.19
0.20
0.00
0.04
0.02
0.02
0.08
4.55
0.17
9.44
0.00
6.86
0.01
0.25
0.05
0.32
0.16
0.00
0.29
0.08
Pg. 12
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Metribuzina 480 sc
Nala-t
Nemathor 20l
Novagro ag sc
Orion 25 ew
Paecilomyces lilacinus
Pro phyt
Proclaim
Proturon
Sulfocalcio-r
Thunder 350 sc
Tornado wp
Trichoderma sp
Zetron 720 sc
(En blanco)
Linurex 50 wp
Dorsan 48 ec
Antracol
S-kekura
La ojita sc
Bt mi peru wp
Score 250 ec
Tebuconazole 250 g/l ce
Melaza
Paltos
Mandarinas
Arndano
Abamectina
Azufre
Fenbutatin oxido
Fosetyl Aluminio
imidacloprid
Kresoxin metil
Pyriproxifen
Acetamiprid
Dithiocarbamatos
Clorpirifos
Glifosato
Propargite
Tebuconazole
Acido borico 17%
Acido fosfrico 85%
Soil set
Sulfato de amonio
Sulfato de cobre cristalizado
Sulfato de magnesio
Sulfato de manganeso 98%
0.00
0.17
0.01
2.22
1.64
20.63
0.02
0.00
0.57
159.83
0.89
0.90
12.11
0.00
0.00
0.00
0.01
0.02
0.00
0.01
0.00
0.06
0.00
0.97
0.21
0.04
1.52
0.92
0.63
0.09
0.26
-2.56
0.35
1.14
0.14
0.16
Pg. 13
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Granados
Sulfato de potasio blanco soluble
Sulfato de zinc
Sulfato ferroso
Afrecho molido trigo
Agromil 48 CE
Avispas (Methaphycus sp)
Azufre polvo seco
Barbafol L (barbasco lquido)
BC-1000 lquido
Biobit Hp Wp
Break thru
Deterfrut
Fosetil aluminio 800 g/Kg PM
Golden natural oil
Homai
Humecfol
Mertect
N-large
Paecilomyces fumosoroseus
Phyton 27
Sanix (pasta sicatrizante)
Serenade
Thunder 350 Sc
Trichoderma Sp
Aceite vegetal
Alcohol polivinilico
Azoxystrobin - Difenoconazol
Azufre
Break thru
Cianamida hidrogenada
Clorpirifos
Difenoconazol
Emamectin benzoato
Extractos de ajes
Fosetyl aluminio
Glifosato
Imidacloprid
Mancozeb
Metalayl Oxicloruro de cobre
Methomyl
Oxamilo
Paecylomices lilacynus
Polyalkyeneoxide modified
Sulfato de cobre - cal
1.00
0.53
0.10
0.10
0.20
5.18
1.34
0.33
-6.81
2.68
0.98
0.85
1.00
2.90
0.81
2.06
4.99
0.29
3.03
Pg. 14
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Sulfato de cobre pentahidratado
Sulfato de potasio
Tiofanate metil - thiram
Fuente: Camposol S.A.
G.
0.99
56.27
0.83
Datos de produccin por tipo de cultivo
A continuacin se muestran las curvas de produccin, las cuales estiman el
comportamiento de la produccin a travs de su vida til. Asimismo se presenta
informacin como hectreas de cultivos, promedio de edad, total de produccin por
hectrea.
Esprragos
Cuadro N 5.3.7-01: Curva de produccin esprragos
Proyeccin Actual Esp. Blanco
AO MES Cosecha
Kg/Ha
1
12
1
9,300
2
24
2
12,600
3
36
3
13,700
4
48
4
13,700
5
60
5
13,700
6
72
6
13,700
7
84
7
13,700
8
96
8
13,700
9
108
9
10,600
10
120
10
8,000
Proyeccin Actual Esp. Verde
AO
MES
Cosecha
Kg/Ha
1
12
1
4,500
2
24
2
7,200
3
36
3
8,400
4
48
4
9,800
5
60
5
9,800
6
72
6
9,800
7
84
7
9,800
8
96
8
9,800
9
108
9
8,000
10
120
10
6,400
11
132
11
5,200
12
144
12
4,300
93,000
122,700
Cuadro N 5.3.7-02: Hectreas de cultivos de esprragos
PARCELAS
AGROMAS
SAN JOSE
MAR VERDE
GLORIA
AGRICULTO
R
SINCROMAX
YAKUY
ha 2013
BLANC
VERDE
O
16.84
37.92
169.73
164.54
33.51
456.23
105.23
54.76
169.73
198.05
561.46
Edad
(promaos)
6
6
9
8
Total ha
1,046.81
162.09
1,208.90
154.05
168.88
-
168.88
154.05
5
5
Pg. 15
Universidad Nacional de Trujillo- Escuela Profesional de Economa
PARCELAS
MINKA
TOTAL
ha 2013
BLANC
VERDE
O
Total ha
2,008.20
2,515.83
507.63
Edad
(promaos)
Paltos
Cuadro N 5.3.7-03: Curva de produccin de paltos
AO
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Edad
(aos)
Frusol 1
15
Frusol 2
4
Agromas
4
Mar verde
4
Yakuy minca
3
Total
ETAPA
IP
IP
MC
MC
MC
MC
MC
MC
MC
MC
MC
MC
MC
MC
MC
HASS
675.78
206.31
271.92
655.47
453.83
Cosecha
0
0
1
2
3
4
5
6
7
8
9
10
11
12
13
ETTINGE
R
77.86
14.67
11.79
30.95
20.27
Kg/Ha
0
2
4
10
15
16
28
20
23
17
17
21
15
15
15
LAMB
HASS
62.61
2263.31
155.54
62.61
Cuadro N 5.3.7-04: Hectreas de cultivos de paltos
Total
816.25
220.98
283.71
686.42
474.1
2481.46
Mandarinas
Cuadro N 5.3.7-05: Hectreas de cultivos de mandarinas y campaa promedio
Pg. 16
Universidad Nacional de Trujillo- Escuela Profesional de Economa
PARCELAS
900
901
TOTAL
AREA 2013
(Has)
45.74
56.01
101.75
AREA TOTAL
(Has)
45.74
56.01
101.75
CAMPAA
(promedio)
2.7
3.5
3.0
Arandano
Cuadro N 5.3.7-06: Hectreas de cultivos de arndano, produccin y edad
promedio
PARCELA
121
121
TOTAL
Ha en
produccin
2013
53.44
53.44
53.44
Total Kg/Ha
1,300
10,000
11,300.00
Edad
(promedio en
aos)
1
2
Granado
Cuadro N 5.3.7-07: Curva de produccin del granado
A
O
1
2
3
4
5
6
7
8
9
10
H.
Proyeccin Actual v1
ETAP Cosech
A
a
Kg/Ha
IP
0
0
IP
0
1,000
MC
1
3,500
MC
2
4,700
MC
3
9,000
MC
4
18,000
MC
5
23,000
MC
6
27,000
MC
7
30,000
MC
8
30,000
146,20
0
Tratamiento de agua para riego
CAMPOSOL S.A. cuenta aproximadamente con 5,400 has de rea sembrada entre los
cuales predominan los cultivos de esprrago y palto. As mismo, la compaa tiene
previsto el mejoramiento y la incorporacin de reas nuevas a mediano y largo
Pg. 17
Universidad Nacional de Trujillo- Escuela Profesional de Economa
plazo.
Para la irrigacin de esta rea en produccin se tiene como fuente de agua el Canal
del Proyecto Especial CHAVIMOCHIC (PECH), la cual trasvasa el agua desde el Ro
Santa en la Regin Ancash.
Todos los cultivos son irrigados a travs del riego por goteo. Cada sistema de riego
por goteo se encuentra integrado por un cabezal de filtrado, sistema de inyeccin de
fertilizacin, red de tuberas, etc.
Para el mejoramiento del tratamiento de agua, CAMPOSOL cuenta con una
infraestructura de riego consistente en tomas de captacin, desarenadores y
sedimentadores, las cuales con la ayuda de agentes qumicos aseguran el buen
tratamiento de agua para riego presurizado.
A continuacin se describen las estructuras con las que cuenta las plantas de tratamiento
de agua para riego.
-
Toma de Cabecera: Esta estructura tiene por finalidad regular el flujo de agua
suministrada a cada fundo y est ubicada directamente en el canal del Proyecto
Especial CHAVIMOCHIC (PECH). La operacin est a cargo de un operario de
Calidad de Agua durante las 24 horas del da. Cada toma est diseada para un
caudal definido el cual est en funcin del rea a irrigar.
Desarenador: Est construida de concreto armado y se subdivide en ms de dos
naves independientes entre s, lo cual facilita su mantenimiento sin perjudicar el
abastecimiento de agua a campo. Al ingresar el agua captada en la toma de
cabecera, se le aplica diferentes dosificaciones de floculante y coagulante.
Esta estructura tiene una funcionalidad de pre sedimentador ya que
retiene partculas mayores a 0.20 mm de dimetro y opera con una eficiencia
variable del 50 al 70% dependiendo de la concentracin de slidos en el canal
madre, los restante de sedimentos son retenidos en los sedimentadores.
La frecuencia de mantenimiento de los desarenadores varia de 1 vez cada dos
das (en pocas de avenida) hasta 1 vez por mes (en pocas de estiaje) esto se
debe a la variacin de la presencia de slidos suspendidos en el canal del PECH.
El lodo acumulado en esta estructura es evacuado hacia una poza de purga (posa
de lodos).
Sedimentador: En esta estructura quedan retenidas las partculas con dimetros
menores a 0.20mm. As mismo cuentan con mallas flotantes en su interior las
Pg. 18
Universidad Nacional de Trujillo- Escuela Profesional de Economa
cuales permiten cambiar la velocidad de agua de turbulento a laminar
facilitando as la sedimentacin de los flculos formados. A la salida de esta
estructura se ubican las tuberas principales (aductores), las mismas que
conducen el agua hasta los cabezales de filtrado de cada fundo.
Operacin
La operacin de las estructuras de la planta de tratamiento de agua de riego, se refiere a
aquellas actividades permanentes o continuas de acuerdo a los procedimientos o
protocolos establecidos para ejecutar la medicin, apertura cierre de compuertas,
apertura cierre vlvulas, y otros elementos o estructuras mecnicas que se encuentra
en las diferentes estructuras que conforman cada sistema con la finalidad de abastecer
oportunamente la cantidad de agua requerida para el abastecimiento de cada fundo.
- Toma de Cabecera: La operacin comprende la apertura o cierre de las
compuertas de captacin ubicadas en el canal madre del PECH, con la finalidad
de derivar y regular los caudales necesarios para operar las diferentes estructuras
-
del sistema y abastecer de agua a los fundos de la compaa.
Desarenador: La operacin consiste principalmente en la distribucin de los
caudales en las naves con la que cuenta el desarenador con la finalidad de
retener la mayor cantidad de slidos en suspensin o de arrastre de
dimetro mayor a 0.20mm ayudado por agentes qumicos decantadores
floculante y coagulante. Posteriormente, a travs de flujo supercrtico, se
evacan los slidos retenidos en cada nave que componen el desarenador, los
cuales son evacuados a las poza de purga.
Sedimentador: Se verifica y controla el caudal circulante manteniendo
siempre a un nivel de operacin normal.
Mantenimiento
Con respecto a las actividades de mantenimiento, estas comprenden todas aquellas que
permiten conservar las obras en ptimas condiciones de funcionamiento y operatividad
de las diferentes obras civiles que conforman el sistema de abastecimiento
de agua de cada toma.
Toma de Cabecera
Zona de captacin del canal madre:
- Descolmatacin de la zona de captacin
Compuerta de captacin:
Pg. 19
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Limpieza zona de compuerta de toma de cabecera
Inspeccin, limpieza y engrase (de vstago y guas)
Inspeccin, limpieza y reparacin / cambio de sellos de plancha deslizante
Pintado general de volante, marco-base, plancha deslizante
Reparacin de partes deterioradas (losa concreto, plancha deslizante, vstago,
marco, etc.)
Desarenador
-
Compuertas de ingreso
Inspeccin, limpieza y engrase (de vstago y guas)
Inspeccin, limpieza y reparacin / cambio de sellos de plancha deslizante
Pintado general de volante, marco-base, plancha deslizante ,etc
Reparacin de partes deterioradas (losa concreto, plancha deslizante, vstago,
Marco, insertos metlicos, etc.
Otros
Compuertas de purga
Inspeccin, limpieza y engrase (de vstago y guas)
Inspeccin, limpieza y reparacin / cambio de sellos de plancha deslizante
Pintado general de volante, marco-base, plancha deslizante ,etc
Reparacin de partes deterioradas (losa concreto, plancha deslizante, vstago,
Marco, insertos metlicos, etc.
Otros
Sistema de aplicacin de insumos qumicos
Inspeccin y limpieza de equipamiento, tanques, tuberas y accesorios
Purga de tanques de abastecimiento
Limpieza de tanques de batido y almacenamiento
Limpieza de tablero, motor, reductor y palas del sistema elctrico del batido
Otros
Estructuras de concreto
Limpieza patio de maniobras
Inspeccin y limpieza manual de cmara de sedimentacin
Inspeccin y limpieza de muros y losas
Otros
Barandas de seguridad
Inspeccin y limpieza
Reparacin de partes deterioradas
Resane y/o pintado general de la estructura
Otros
Poza de purgado
Remocin y eliminacin de sedimentos
Conformacin de taludes
Otros
Sedimentador
Compuertas de ingreso
- Inspeccin, limpieza y engrase (de vstago y guas)
- Inspeccin, limpieza y reparacin / cambio de sellos de plancha deslizante
- Pintado general de volante, marco-base, plancha deslizante, etc
Pg. 20
Universidad Nacional de Trujillo- Escuela Profesional de Economa
- Reparacin de partes deterioradas (losa concreto, plancha deslizante, vstago,
- Marco, insertos metlicos, etc.
- Otros
Caja del ingreso
- Remocin y eliminacin de sedimentos en el fondo y bermas del Canal
- Inspeccin y limpieza de muros y losas
- Reparacin de muros o losas de concreto rajadas y/o deformadas
- Otros
Tuberas ranuradas
- Remocin y eliminacin de sedimentos o malezas.
- Otros
Vlvulas principales
- Evaluacin de fugas
- Reparacin de vlvula, (carcasa, plato, sellos, vstago, manija, etc.)
- Pruebas de apertura y cierre
- Examinar ajuste de pernos y bridas
- Resane de pintura
- Otros
Sistema de seguridad
En cada una de las estructuras de riego se tienen instalados un sistema de alarmas el
cual nos ayudan a mitigar un posible rebalse de stas.
Este sistema consta de boyas o radares de nivel, las cuales son activadas cuando el
tirante de agua alcanza cierto nivel de peligro. Estos radares activan una bocina y una
circulina las cuales son detectadas de inmediato por el operador de la toma. Este
sistema tambin cuenta con una batera, la cual garantiza su funcionamiento en caso
no hay fluido elctrico.
Dentro de las medidas correctivas que el operador hace se tienen:
-
Cerrar la toma cabecera, evitando as el ingreso de agua.
Coordinar la apertura forzada de riegos en campo.
Clausurar el ingreso de agua para el sedimentador afectado sin perjudicar el riego
en campo.
Pg. 21
Universidad Nacional de Trujillo- Escuela Profesional de Economa
3. ACTIVIDADES AGROINDUSTRIALES
El proceso de produccin de la empresa Camposol S.A. en la planta CHAO ubicado en
la provincia de Vir regin de La Libertad, desarrolla doce procesos de produccin,
cada uno de ellos es activado de acuerdo a la estacin del ao. A continuacin el detalle:
A.
Materias primas e insumos
Los procesos de produccin son estacionales y de acuerdo a ello se hacen las
programaciones de produccin.
B.
Proceso de esprrago fresco
Recepcin de materia prima
Esta operacin consiste en recibir y descargar la materia prima (proveniente de los
campos de cultivo) sobre la plataforma de recepcin y luego identificarla con una boleta
impresa.
El vehculo durante la descarga aleatoriamente es inspeccionado sanitariamente por el
Inspector de Aseguramiento de la Calidad quien debe observar o rechazar el producto si
es que este ha sido transportado en condiciones no sanitarias.
El Inspector de Aseguramiento de la Calidad en esta etapa debe separar una muestra
representativa de la materia prima para su evaluacin de calidad, la cual debe ajustarse a
las especificaciones de calidad establecidas por la planta.
Pesado de materia prima
Las jabas descargadas
en
la
plataforma de recepcin, son llevadas a las lneas de pesado dinmico, la cual
registra el peso neto del producto por jaba ingresada, almacenando su respectiva
trazabilidad.
Recepcin de materiales de empaque
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Etapa en la cual, la recepcin del material de empaque se inicia con la inspeccin visual
del vehculo que llega a planta a la zona de recepcin, luego se codifican los lotes de
acuerdo al correlativo diario y se realiza una inspeccin visual a los materiales. De no
presentar ninguna observacin se procede al muestreo que consta de dos tipos:
1. Materiales crticos
2. Materiales no crticos
Para ambos grupos de materiales, el muestreo se realiza de acuerdo a la Military
Standard. Inspeccin General Nivel I. AQL: 0.1 (para defectos crticos), 1.5 (para
defectos graves) y 6.5 (para defectos leves), la divisin realizada es en funcin a la
criticidad y/o complejidad de la estructura del material, contacto directo con el
producto, impacto con la presentacin, tiempo de abastecimiento, etc.
Lavado
Las jabas que ingresan son llevadas hacia la lavadora, las cuales son colocadas en la faja
transportadora, recibiendo chorros abundantes de agua para la remocin de la arena,
para luego pasar a la tina de lavado donde se contina con la remocin de arena. En esta
ltima tina se hace uso de un desinfectante, concentracin que es monitoreada cada
hora.
En el caso de Esprrago Verde se har uso de un detergente Agrcola para la remocin
de larvas y posturas.
De acuerdo al porcentaje de larvas (E. Verde) o exceso de arenilla (E. Blanco se
incrementar el nmero de lavados.
Desinfeccin
El proceso de desinfeccin es por inmersin y la ayuda de duchas por aspersin,
en esta etapa se hace el uso de un desinfectante; concentracin que es
monitoreada cada hora.
La faja transportadora lleva las jabas hacia el hidroenfriador.
Hidroenfriado de la materia prima
Despus de realizar el lavado y desinfeccin de la materia prima; sta es enfriada
en el hidroenfriador N 01 a una temperatura de 4 - 12C, en esta etapa se hace
el uso de un desinfectante; concentracin que es monitoreada cada hora.
El propsito de esta operacin es disminuir la temperatura del producto que llega
de campo.
Almacenamiento de materia prima
Etapa en la cual la materia prima permanece temporalmente en cmara a
temperatura de 4-12C hasta su ingreso a proceso, con la finalidad de mantener
el fro y preservar el producto.
Despus de realizar el hidroenfriado, las jabas son retiradas manualmente y se
van acomodando en paletas plsticas acondicionadas en 7 filas por 7 jabas cada
Universidad Nacional de Trujillo- Escuela Profesional de Economa
una aproximadamente, colocndose la identificacin de trazabilidad por cada
paleta.
Considerar que las jabas con materia prima no ingresarn directamente a
proceso, permanecer en la cmara bajo las condiciones de temperatura
mencionadas.
Almacenamiento de materiales de empaque
Es la etapa donde se almacenan los materiales de empaque bajo condiciones
seguras (sombra, temperatura, ambiente), y estn almacenados de acuerdo al
rubro destinado. El despacho a proceso est en funcin al principio PEPS.
Se tiene en cuenta la identificacin del material, fechas de produccin, y las
condiciones adecuadas, evitando as cualquier tipo de contaminacin.
Abastecimiento a lnea
Tiene por objetivo abastecer de materia prima a las lneas de clasificacin. Para
ello se traslada la materia prima de la cmara empleando una carretilla hidrulica
(stocka) hasta la lnea de clasificacin y un operario coloca las jabas en una tina
con agua para mantener su humedad.
De la tina se abastece el producto en manojos sobre la faja transportadora.
Lavado
En esta etapa, la materia prima pasa por un lavado por duchas de aspersin para
la remocin de restos de arena.
Clasificacin
Los turiones son clasificados manualmente o en mquinas clasificadoras y
colocados en jabas de acuerdo a los dimetros, calidad de punta, longitud del
turin y a las necesidades de los procesos siguientes.
Paletizado
Las jabas son colocadas en paletas segn su clasificacin (calidad y calibre) y
luego son trasladadas con una carretilla hidrulica a la zona de pesado.
Pesado
Haciendo uso de la carretilla hidrulica, cada paleta es trasladada hacia la
balanza dinmica, donde es pesada colocndose la identificacin de trazabilidad
por cada paleta.
Dependiendo de las necesidades de produccin, el producto clasificado puede ir
directamente a los procesos de fresco, congelado y conservas o almacenarse en
las cmaras de frio si es que tardara algunas horas en procesarse, de lo contrario
se enfra en el hidroenfriador N 2 N3 y se almacena en las cmaras de frio
hasta que sea procesado.
Hidroenfriado de producto clasificado
La materia prima clasificada en jabas se alimenta manualmente a los
hidroenfriadores N 2 N3, las cuales pasan por una ducha por aspersin que
contiene agua con desinfectante a una temperatura de 0C 3C, con un tiempo
Universidad Nacional de Trujillo- Escuela Profesional de Economa
de 15' aproximadamente. La concentracin del desinfectante es monitoreada
cada hora.
Almacenamiento de producto clasificado
El producto hidroenfriado se coloca en las cmaras de frio debidamente
paletizado e identificado (fecha, calibre, proveedor y destino), hasta su
procesamiento posterior.
Abastecimiento
El esprrago clasificado almacenado en cmara es llevado empleando una
carretilla hidrulica (stocka) hacia la zona de proceso.
Corte
El esprrago es cortado en la base; esta operacin se realiza en forma manual y
la longitud vara de acuerdo a la especificacin de los clientes.
Limpieza y lavado
En el caso del esprrago blanco los operarios cogen uno a uno los esprragos y
proceden a su limpieza con el reverso de un cuchillo normal con el objeto de
eliminar algunas brcteas o pequeas manchas de xido, arenilla, etc.
Pesado
El operario coge cierta cantidad de turiones y los pesa en una balanza; puede
pesar desde 80 hasta 1000 gramos de acuerdo a las especificaciones del cliente;
en el caso del esprrago blanco, se sumerge los turiones en una tina con agua y
desinfectante para eliminar los residuos producto de la limpieza.
Enligado
Una vez que se consigue el peso adecuado, el operario coge los turiones y le
coloca dos ligas o hilos elsticos, una cerca de la base y la otra cerca de las
puntas o yemas. Dependiendo de los requerimientos del cliente en algunas
ocasiones se colocan TAGS. Una vez terminado va colocando cada uno de los
atados en la faja transportadora.
Etiquetado
Una vez pesado el atado el operario le coloca una envoltura plstica (etiqueta /
paal) y coloca el atado etiquetado nuevamente en la faja transportadora. Esta
etapa se realiza slo si las especificaciones del cliente lo indican.
Empacado
El operario va cogiendo los atados de la faja transportadora y de acuerdo a la
presentacin, calibre y longitud, los va colocando dentro de una caja plstica, si
la presentacin es suelto en bolsa se coloca en jabas.
Para algunas presentaciones de atados, se colocan pad absorbentes en la base de
la caja kartoplast, es decir, se sumerge un pad absorbente en una tina plstica que
contiene agua con desinfectante
hasta lograr su total hidratacin. Una vez
Universidad Nacional de Trujillo- Escuela Profesional de Economa
hidratado y desinfectado se retira el pad y se coloca en cada una de las cajas
plsticas (Kartoplast) utilizadas para empacar el producto.
Codificado
Las cajas son codificadas manualmente una por una; para ello el operario utiliza
un plumn y marca con puntos sobre los nmeros que se encuentran ya impresos
en la caja, combinndolos adecuadamente para lograr identificar la fecha de
produccin. Adicionalmente coloca un sticker que indica la lnea utilizada para
el procesamiento del producto y el cdigo del proveedor o fundo de la materia
prima; todo ello de acuerdo a la informacin proporcionada por el Controlador
de Lnea. Las jabas y/o cajas codificadas se acomodan en un pallet y son
trasladadas hacia la entrada del Hidroenfriador.
Desinfeccin de bases
En la entrada del Hidroenfriador de Producto Terminado, para el caso de
Esprrago Blanco, las cajas sern colocadas en una tina con solucin
desinfectante para la inmersin de las bases de los atados por un tiempo de 1
minuto aproximadamente, despus del tiempo de contacto sern colocadas en la
faja transportadora del hidroenfriador de producto terminado. La concentracin
del desinfectante es monitoreada cada hora.
Hidroenfriado de producto terminado
Las jabas y/o cajas son alimentadas manualmente en un transportador de rodillos
que los conducir hacia el hidroenfriador que contiene agua con desinfectante a
una temperatura de 0C 3C, por un tiempo de 15' aproximadamente. Las
cajas (Kartoplast) de esprrago verde y/o blanco se colocan en paletas. Las jabas
y/o cajas de esprrago destinado a procesos especiales pueden ser colocadas en
bandejas y/o embolsadas.
Inmersin de bases
A la salida del Hidroenfriador de Producto Terminado, para el caso de Esprrago
Blanco, las cajas con producto sern colocadas en una tina con solucin de
cubierta para la inmersin de las bases de los atados por un tiempo de 1 minuto
aproximadamente, con la finalidad de cicatrizar las bases donde el tejido vegetal
se encuentra expuesto al crecimiento de microorganismos. Despus de realizar
esta operacin pasar a la siguiente etapa.
Empacado en bandejas
Una vez hidroenfriado el esprrago en atados es almacenado en cmara. Un
operario coge un atado, retira las ligas y coloca los turiones en una bandeja
plstica, la cual es luego sellada con un film antifog en una mquina
termoencogible o embolsada. Una vez sellada, se le coloca un sticker en la parte
Universidad Nacional de Trujillo- Escuela Profesional de Economa
posterior que indica la fecha de produccin (cdigo juliano) y el cdigo de
planta.
Esta etapa se realiza slo si las especificaciones del cliente lo indican.
Embolsado
Una vez hidroenfriado el producto en atados es almacenado en cmara. Un
operario coge uno o varios atados colocndolo dentro de una bolsa que
dependiendo de la capacidad pueden ser de 250 g 5Kg. El objetivo del uso de
la bolsa es el de modificar la atmsfera dentro de la misma, lo cual genera un
incremento en la vida en anaquel del producto.
Sellado
Una vez que la bolsa es llenada con producto, se sella con una maquina selladora
(presentaciones desde 250 g hasta 1000 g) y se verifica el correcto sellado de la
misma; para las presentaciones de 5Kg, se le realiza un nudo de seguridad.
Empacado
El producto en bandejas y/o en bolsas es empacado en cajas de cartn y/o cajas
kartoplast.
Paletizado
Un operario se encarga de colocar el producto terminado uno por uno sobre las
paletas de madera previamente desinfectada, siguiendo un orden establecido
hasta completar una paleta, una vez completada se procede a asegurar la misma
utilizando zunchos plsticos, esquineros y grapas metlicas. El objetivo del
paletizado es formar una unidad (paleta) que facilite su transporte y evite el
deterioro del producto. Una vez formada la paleta entonces queda lista para su
almacenamiento.
Almacenamiento de producto terminado
Se realiza en la cmara N 03, donde se van colocando ordenadamente las
paletas y permanecen bajo condiciones de temperatura 1 - 3 C hasta su
despacho.
El orden de las paletas debe ser tal que facilite el movimiento del inventario bajo
el sistema PEPS (primero en entrar, primero en salir). Debe evitarse el
almacenamiento de producto bajo los evaporadores.
Despacho
Para el despacho, el conductor del vehculo de transporte deber haber puesto
operativo el sistema de refrigeracin por lo menos unos 30 minutos antes, para
garantizar la operatividad del sistema a la temperatura de 0 - 1 C; a
continuacin se aproximar hasta la puerta levadiza de la pre cmara de
despacho. El personal encargado del despacho deber inspeccionar internamente
el estado del contenedor, indicando en el formato las observaciones (check list).
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Las paletas son transportadas desde la cmara con ayuda de una transpaleta
hidrulica y llevadas hacia el interior del container con ayuda de un montacargas
donde son acondicionadas (colocacin de cartones y termgrafos) en forma
ordenada hasta concluir la carga.
Una vez concluido el carguo, el vehculo se separa de la pre cmara, se cierran
las puertas y se colocan los precintos. Considerar que durante el proceso de
carga se van realizando tomas fotogrficas como evidencia del despacho y se
espera 20 minutos aproximadamente con el sistema operando hasta comprobar
que la temperatura alcanza el valor programado 0 1 C. Entonces se autoriza la
salida de planta, entregando la Gua de Remisin al conductor.
Proceso de esprrago congelado
Recepcin de materiales de empaque y embalaje
Etapa en la cual, la recepcin del material de empaque se inicia con la
inspeccin visual del vehculo que llega a planta a la zona de recepcin, luego se
codifican los lotes de acuerdo al correlativo diario y se realiza una inspeccin
visual a los materiales. De no presentar ninguna observacin se procede al
muestreo que consta de dos tipos:
1. Materiales crticos: bolsas
2. Materiales no crticos: cajas, etiquetas, stickers y parihuelas.
Para ambos grupos de materiales, el muestreo se realiza de acuerdo a la Military
Standard. Inspeccin General Nivel I. AQL: 0.1 (para defectos crticos), 1.5
(para defectos graves) y 6.5 (para defectos leves), la divisin realizada es en
funcin a la criticidad y/o complejidad de la estructura del material, contacto
directo con el producto, impacto con la presentacin, tiempo de abastecimiento,
etc.
Almacenamiento de materiales de empaque y embalaje
Es la etapa donde se almacenan los materiales de aprovisionamiento bajo
condiciones seguras: ambiente exclusivo, con infraestructura adecuada y bajo
techo, temperatura promedio de 25C a 30C y HR promedio de 70%. Se
cumple con las condiciones adecuadas de proteccin de material: uso de
polifilm, espacios de separacin del paletizado del material hacia la pared y entre
paletas, evitando as cualquier tipo de contaminacin. Adems, se tiene en
cuenta la identificacin del material, fechas de produccin.
El despacho a proceso est en funcin al principio PEPS.
Recepcin de materia prima.
Esta operacin consiste en recibir y descargar la materia prima de los vehculos
sobre la plataforma de recepcin y luego identificarla con una boleta impresa.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
El vehculo durante la descarga aleatoriamente es inspeccionado sanitariamente
por el Inspector de Aseguramiento de la Calidad quien debe observar o rechazar
el producto si es que este ha sido transportado en condiciones no sanitarias.
El Inspector de Aseguramiento Calidad en esta etapa debe separar una muestra
representativa de la materia prima para su evaluacin de calidad, la cual debe
ajustarse a las especificaciones de calidad establecidas por la planta.
Pesado de materia prima
Las jabas descargadas en la plataforma de recepcin son llevadas a las lneas de
pesado dinmico, la cual registra el peso neto del producto por jaba ingresada,
almacenando su respectiva trazabilidad.
Desarenado
Las jabas con materia prima que ya han sido pesadas ingresan a la etapa de
desarenado constituido por 3 tinas donde a travs de chorros abundantes de agua
de red caen sobre el producto y ayudan a remover la arena adherida dejando la
materia prima casi preparada para la siguiente etapa. El cambio de agua es como
mximo cada 20 minutos.
Lavado
En esta etapa es por inmersin y se hace uso de tinas con un sistema de burbujeo
y solucin desinfectante de Hipoclorito de calcio de 60 100 ppm para realizar
el lavado, la concentracin de desinfectante es monitoreada cada hora.
En el caso de Esprrago Verde se har uso de un detergente Agrcola para la
remocin de larvas y posturas.
De acuerdo al porcentaje de larvas (E. Verde) o exceso de arenilla (E. Blanco se
incrementar el nmero de lavados.
Desinfeccin
El proceso de desinfeccin es por inmersin y la ayuda de duchas por aspersin,
en esta etapa se hace el uso de una solucin desinfectante de Hipoclorito de
Calcio de 100 200 ppm; concentracin que es monitoreada cada hora.
La faja transportadora lleva las jabas hacia el hidroenfriador.
Hidroenfriado de la materia prima
Despus de realizar el lavado y desinfeccin de la materia prima; sta es enfriada
en el hidroenfriador N 01 a una temperatura de 4 - 12C, en esta etapa se hace
el uso de una solucin desinfectante de Hipoclorito de Sodio de 100
200ppm; concentracin que es monitoreada cada hora.
El propsito de esta operacin es disminuir la temperatura del producto que llega
de campo.
Almacenamiento de materia prima
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Etapa en la cual la materia prima permanece temporalmente en cmara a
temperatura de 4-12C hasta su ingreso a proceso, con la finalidad de mantener
el fro y preservar el producto.
Despus de realizar el hidroenfriado, las jabas son retiradas manualmente y se
van acomodando en paletas plsticas acondicionadas en 7 filas por 7 jabas cada
una aproximadamente, colocndose la identificacin de trazabilidad por cada
paleta.
Considerar que las jabas con materia prima que no ingresar directamente a
proceso, permanecer en la cmara bajo las condiciones de temperatura
mencionadas.
Abastecimiento a lnea
Tiene por objetivo abastecer de materia prima a las lneas de clasificacin. Para
ello se traslada la materia prima de la cmara empleando una carretilla hidrulica
(stocka) hasta la lnea de clasificacin.
Lavado
En esta etapa, las jabas con la materia prima son colocadas dentro de tinas
con agua de red para ayudar al proceso de lavado.
De la tina se abastece el producto en manojos sobre la faja transportadora, la
cual conducir a los esprragos hacia unas duchas de aspersin para la remocin
de restos de arena. Se hace uso de agua de red (1- 2.5 ppm)
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Clasificacin
Los turiones son clasificados manualmente o atravs de mquinas clasificadores,
para finalmente colocarlos en jabas de acuerdo a los dimetros, calidad de punta,
longitud del turin y a las necesidades de los procesos siguientes.
Paletizado
Las jabas son colocadas en paletas segn su clasificacin (calidad y calibre) y
luego son trasladadas con una carretilla hidrulica a la zona de pesado.
Pesado
Haciendo uso de la carretilla hidrulica, cada paleta es trasladada hacia la
balanza dinmica, donde es pesada colocndose la identificacin de trazabilidad
por cada paleta.
Dependiendo de las necesidades de produccin, el producto clasificado puede ir
directamente al proceso de congelado o almacenarse en la cmara de frio si es
que tardara algunas horas el proceso, de lo contrario se enfra en el
hidroenfriador y se almacena en las cmaras de frio hasta que sea procesado.
Hidroenfriado de producto clasificado
La materia prima clasificada en jabas se alimenta manualmente al
hidroenfriador, las cuales pasan por una ducha por aspersin que contiene agua
con solucin desinfectante de Hipoclorito de Sodio de 60 100 ppm, a una
temperatura de 0C 3C, con un tiempo de 15' aproximadamente. La
concentracin del desinfectante es monitoreada cada hora.
Almacenamiento de producto clasificado
El producto hidroenfriado se coloca en la cmara de almacenamiento
debidamente paletizado e identificado (fecha, calibre, proveedor y destino),
donde permanece a una temperatura de 1 3C hasta su procesamiento
posterior.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Abastecimiento
Una vez que el proceso de congelado requiera materia prima clasificada, el
producto es sacado de las cmaras de almacenamiento para su alimentacin a las
lneas de pelado de corte. El abastecimiento es realizado de forma manual y
considerando el calibre/calidad del producto que se va a procesar en cada lnea.
El operador encargado de esta etapa se encarga de registrar la trazabilidad del
producto que se est abasteciendo, la hora y la lnea de abastecimiento.
Pelado (manual o mquina)
El esprrago es abastecido a las lneas de proceso de conservas de 2 rutas:
directamente del proceso de clasificacin previo hidroenfriado o desde las
cmaras de almacenamiento con ayuda de una carretilla hidrulica (stocka). El
producto se distribuye a las lneas de pelado manual y/ mquinas peladoras.
Para el caso del pelado manual, se coloca una jaba por cada tina/operario, donde
el producto permanece sumergido en agua de red (1.0 2.5 ppm de CLR).
Los operarios cogen los turiones y los hacen girar con la yema de los dedos para
poder pelarlos con ayuda de unos cuchillos peladores de acero inoxidable, de
esta manera se mantiene la forma cilndrica de los esprragos, luego son
colocados sobre los transportadores que los conducen hacia las cortadoras.
Para el caso del pelado por mquina o automtico se hace uso de maquinaria
para realizar esta operacin, posteriormente los esprragos pelados pasan a la
etapa de corte.
Acomodo y corte
Al final de las fajas transportadoras dos o ms operarios van acomodando los
turiones, previo al ingreso a las cortadoras, de manera que los esprragos reciban
un corte transversal perpendicular a la longitud establecida (11, 15, 16 o 17 cm)
segn el requerimiento de la orden de produccin. En la etapa de cortado a la
vez que se obtienen los esprragos enteros con los tamaos requeridos, tambin
se obtienen los trozos con longitudes variables desde 2 hasta 4 cm
aprovechables, luego el producto cortado pasa inmediatamente al escaldador.
Blanqueado
En esta etapa los esprragos cortados son escaldados en el blanqueador con agua
caliente, las temperaturas y tiempos depende del tipo de esprrago, calibre y
equipo blanqueador. Ver cartillas: CSOL-AC22-007-CT, CSOL-AC22-008-CT.
Esta etapa tiene como propsito de: eliminar la carga microbiana que podra
haber adquirido el producto de etapas anteriores, inhibir las reacciones
enzimticas indeseables, mejorar la textura para el congelado, estabilizar el color
y mejorar el sabor.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Enfriado
Inmediatamente despus del escaldado el esprrago ingresa a la zona de
enfriamiento donde por inmersin con agua de red a una temperatura de 20C
28C y con un residual de cloro libre de 1 a 2.5 ppm se logra que los esprragos
lleguen a la temperatura ms baja posible, esto implica que el agua de
enfriamiento salga a 35 C mximo del sistema.
Congelado (IQF)
El elevador del tnel es alimentado a travs de la faja del enfriador del esprrago
blanqueado, en un sistema continuo; ingresa al tnel de congelamiento, a travs
del elevador y en el que se programa el tiempo de residencia en sus dos etapas
de acuerdo con el tipo de producto (entero o trozos). El tnel trabaja con el
principio de congelamiento individual rpido (IQF), eliminando en periodos de
tiempo muy cortos el calor existente en el producto hasta solidificarlo, con lo
cual se garantiza que la textura y calidad del producto se mantenga despus de
descongelarlo, as como su valor nutricional.
Clasificacin
Los esprrago congelados son transferidos mediante una faja transportadora
hacia la zona de clasificacin.
En el caso de los trozos, esta etapa se realiza primero en un trompo clasificador
que los separa de acuerdo al calibre y los recibe en cajas con una bolsa interior
para luego ser lanzados a la faja de clasificacin manual para darle la ltima
revisin y donde se separar los esprragos que no califican.
En el caso de enteros, despus de la etapa de congelado estos pasan a la faja de
clasificacin manual, en donde los operarios separaran los esprragos que no
califican con la calidad que se requiere.
Embolsado
Una vez clasificados los esprragos son envasados en bolsas de acuerdo con el
programa de produccin establecido. Se busca en todo momento la uniformidad
del producto.
Pesado
Al final de las lneas de embolsado se ubican las balanzas de acuerdo a la
capacidad del formato que se piensa pesar, las balanzas han sido previamente
verificadas su calibracin antes de iniciar el proceso y taradas con el envase a
utilizar.
El objetivo bsico de esta operacin de pesado es verificar el peso de las bolsas y
hacer los ajustes necesarios para que este se encuentre dentro de los rangos
establecidos para el tipo de envase. Los envases son pesados al 100%.
Sellado de bolsas
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Inmediatamente despus de pesado el producto, cuando se trata de bolsas
pequeas y as lo requiera el cliente, se realiza el sellado de las mismas con
ayuda de selladoras manuales que operan con resistencia elctrica. Se procura
que el sello sea hermtico y uniforme.
Empacado, sellado de cajas y codificado
Las bolsas se colocan manualmente en cajas de cartn en forma ordenada;
cuando se trata de trozos, la bolsa es colocada dentro de la caja antes del
embolsado. Despus de ello las cajas son selladas con cinta adhesiva y
codificadas mediante estampado con tinta o colocacin de etiquetas.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
La codificacin ser acorde con los requerimientos del cliente o en su defecto
con la fecha de fabricacin (fecha calendario o da juliano) y el cdigo de planta
(LJ).
Detector de metales
Las cajas llenas y selladas son pasadas a travs del detector de metales con la
finalidad de comprobar que el producto est libre de este tipo de materia extraa.
Se debe de tomar en cuenta que el equipo debe ser verificado su operatividad al
inicio del proceso y cada 2 horas haciendo uso de patrones calibrados.
Paletizado
Las cajas se van colocando ordenadamente en paletas hasta completar las
cantidades establecida para cada tipo. Cuando la paleta est completa, queda
lista para su traslado a la cmara de congelacin.
Almacenamiento de producto terminado
Las paletas una vez completas son trasladadas a la fila correspondiente en la
cmara de congelacin del producto terminado.
El producto queda all hasta su despacho. La temperatura en la cmara ser de
18 C.
Despacho
El producto en cajas, es cargado a los contenedores refrigerados para su salida de
planta. Para ello los vehculos previamente se aproximan al espign de carga;
son inspeccionados para asegurar su limpieza y condiciones, se sanitizan y luego
son cargados ordenadamente con ayuda del montacargas. El vehculo deber
mantener el producto en las mismas condiciones que la cmara de congelacin
de planta (T : 18 C).
Universidad Nacional de Trujillo- Escuela Profesional de Economa
C.
Descripcin de proceso de esprrago en conserva
Recepcin de insumos y materiales de envase, empaque y embalaje
Etapa en la cual, la recepcin del insumo y materiales se inicia con la inspeccin
visual del vehculo que llega a planta a la zona de recepcin, luego se codifican
los lotes de acuerdo al correlativo diario y se realiza una inspeccin visual a los
materiales. De no presentar ninguna observacin se procede al muestreo que
consta de dos tipos:
1. Materiales crticos: Sal, envases de vidrio y envases de hojalata
2. Materiales no crticos: Bandejas, cajas, etiquetas, stickers y parihuelas.
Para ambos grupos de materiales, el muestreo se realiza de acuerdo a la Military
Standard. Inspeccin General Nivel I. AQL: 0.1 (para defectos crticos), 1.5
(para defectos graves) y 6.5 (para defectos leves), la divisin realizada es en
funcin a la criticidad y/o complejidad de la estructura del material, contacto
directo con el producto, impacto con la presentacin, tiempo de abastecimiento,
etc.
Almacenamiento de insumos y materiales de envase, empaque y embalaje
Es la etapa donde se almacenan los materiales de aprovisionamiento bajo
condiciones seguras: ambiente exclusivo, con infraestructura adecuada y bajo
techo, temperatura promedio de 25C 30C y HR promedio de 70%. Se
cumple con las condiciones adecuadas de proteccin de material: uso de
polifilm, espacios de separacin del paletizado del material hacia la pared y entre
paletas, evitando as cualquier tipo de contaminacin. Adems, se tiene en
cuenta la identificacin del material, fechas de produccin. El despacho a
proceso est en funcin al principio PEPS.
Recepcin de materia prima
Esta operacin consiste en recibir y descargar la materia prima de los vehculos
sobre la plataforma de recepcin y luego identificarla con una boleta impresa.
El vehculo durante la descarga aleatoriamente es inspeccionado sanitariamente
por el Inspector de Aseguramiento de la Calidad quien debe observar o rechazar
el producto si es que este ha sido transportado en condiciones no sanitarias.
El Inspector de Aseguramiento Calidad en esta etapa debe separar una muestra
representativa de la materia prima para su evaluacin de calidad, la cual debe
ajustarse a las especificaciones de calidad establecidas por la planta.
Pesado de materia prima
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Las jabas descargadas en la plataforma de recepcin son llevadas a las lneas de
pesado dinmico, la cual registra el peso neto del producto por jaba ingresada,
almacenando su respectiva trazabilidad.
Desarenado
Las jabas con materia prima que ya han sido pesadas ingresan a la etapa de
desarenado constituido por 3 tinas donde a travs de chorros abundantes de agua
de red caen sobre el producto y ayudan a remover la arena adherida dejando la
materia prima casi preparada para la siguiente etapa. El cambio de agua es como
mximo cada 20 minutos.
Lavado
Esta etapa es por inmersin y se hace uso de tinas con un sistema de burbujeo y
solucin desinfectante de Hipoclorito de calcio de 60 a 100 ppm para realizar el
lavado, la concentracin de desinfectante es monitoreada cada hora.
En el caso de Esprrago Verde se har uso de un detergente Agrcola para la
remocin de larvas y posturas.
Foto N 5-xx.- Esprrago verde.
De acuerdo al porcentaje de larvas (E. Verde) o exceso de arenilla (E. Blanco se
incrementar el nmero de lavados.
Foto N 5-xx.- Esprrago blanco.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Desinfeccin
El proceso de desinfeccin es por inmersin y la ayuda de duchas por aspersin,
en esta etapa se hace el uso de una solucin desinfectante de Hipoclorito de
Calcio de 100 200 ppm; concentracin que es monitoreada cada hora. La faja
transportadora lleva las jabas hacia el hidroenfriador.
Hidroenfriado de la materia prima
Despus de realizar el lavado y desinfeccin de la materia prima; sta es enfriada
en el hidroenfriador N 01 a una temperatura de 4 - 12C, en esta etapa se hace
el uso de una solucin desinfectante de Hipoclorito de Sodio de 100 200ppm;
concentracin que es monitoreada cada hora. El propsito de esta operacin es
disminuir la temperatura del producto que llega de campo.
Almacenamiento de materia prima
Etapa en la cual la materia prima permanece temporalmente en cmara a
temperatura de 4-12C hasta su ingreso a proceso, con la finalidad de mantener
el fro y preservar el producto.
Despus de realizar el hidroenfriado, las jabas son retiradas manualmente y se
van acomodando en paletas plsticas acondicionadas en 7 filas por 7 jabas cada
una aproximadamente, colocndose la identificacin de trazabilidad por cada
paleta.
Considerar que las jabas con materia prima que no ingresarn directamente a
proceso, permanecern en la cmara bajo las condiciones de temperatura
mencionadas.
Abastecimiento a lnea
Tiene por objetivo abastecer de materia prima a las lneas de clasificacin. Para
ello se traslada la materia prima de la cmara empleando una carretilla hidrulica
(stocka) hasta la lnea de clasificacin.
Lavado
En esta etapa, las jabas con la materia prima son colocadas dentro de tinas con
agua de red para ayudar al proceso de lavado. De la tina se abastece el producto
en manojos sobre la faja transportadora, la cual conducir a los esprragos hacia
unas duchas de aspersin para la remocin de restos de arena. Se hace uso de
agua de red (CLR 1- 2.5 ppm)
Clasificacin
Los turiones son clasificados manualmente o a travs de mquinas
clasificadoras, para finalmente colocarlas en jabas de acuerdo a los dimetros,
calidad de punta, longitud del turin y a las necesidades de los procesos
siguientes.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Foto N 5-xx.- Clasificacin del esprrago
blanco para conserva.
Paletizado
Las jabas son colocadas en paletas segn su clasificacin (calidad y calibre) y
luego son trasladadas con una carretilla hidrulica a la zona de pesado.
Pesado
Haciendo uso de la carretilla hidrulica, cada paleta es trasladada hacia la
balanza dinmica, donde es pesada colocndose la identificacin de trazabilidad
por cada paleta.
Dependiendo de las necesidades de produccin, el producto clasificado puede ir
directamente al proceso de conservas o almacenarse en la cmara de frio si es
que tardara algunas horas en procesarse, de lo contrario se enfra en el
hidroenfriador y se almacena en las cmaras de frio hasta que sea procesado.
Hidroenfriado de producto clasificado
La materia prima clasificada en jabas se alimenta manualmente al
hidroenfriador, las cuales pasan por una ducha por aspersin que contiene agua
con solucin desinfectante de Hipoclorito de Sodio de 60 100 ppm, a una
temperatura de 0C 3C, con un tiempo de 15' aproximadamente. La
concentracin del desinfectante es monitoreada cada hora.
Almacenamiento de producto clasificado
El producto hidroenfriado se coloca en la cmara de almacenamiento
debidamente paletizado e identificado (fecha, calibre, proveedor y destino),
donde permanece a una temperatura de 1 a 3C hasta su procesamiento
posterior.
Abastecimiento
Una vez se inicia el proceso en las lneas de conservas, el producto es sacado de
las cmaras de almacenamiento para su alimentacin a las lneas de pelado. El
Universidad Nacional de Trujillo- Escuela Profesional de Economa
abastecimiento es realizado de forma manual y considerando el calibre/calidad
del producto que se va a procesar en cada lnea.
El operador encargado de esta etapa se encarga de registrar la trazabilidad del
producto que se est abasteciendo, la hora y la lnea de abastecimiento.
Pesado
Esta operacin se realiza para verificar el peso de cada jaba y se controle que
todas tengan un peso estndar, para que exista una equidad en cantidad para cada
operario que recibir una jaba de producto para pelar.
Pelado (Manual y Mquina)
El esprrago es abastecido a las lneas de proceso de conservas de 2 rutas:
directamente del proceso de clasificacin previo hidroenfriado o desde las
cmaras de almacenamiento con ayuda de una carretilla hidrulica (stocka). El
producto se distribuye a las lneas de pelado manual y/ mquinas peladoras.
Para el caso del pelado manual, se coloca una jaba por cada tina/operario, donde
el producto permanece sumergido en agua de red (1.0 2.5 ppm de CLR).
Los operarios cogen los turiones y los hacen girar con la yema de los dedos para
poder pelarlos con ayuda de unos cuchillos peladores de acero inoxidable, de
esta manera se mantiene la forma cilndrica de los esprragos, luego son
colocados sobre los transportadores que los conducen hacia las cortadoras.
Para el caso del pelado por mquina o automtico se hace uso de maquinaria
para realizar esta operacin, posteriormente los esprragos pelados pasan a la
etapa de corte.
Acomodo y corte
Al final de las fajas transportadoras dos o ms operarios van acomodando los
turiones, previo al ingreso a las cortadoras, de manera que los esprragos reciban
un corte transversal perpendicular a la longitud establecida (11, 15, 16 o 17 cm)
segn el destino de envasado. En la etapa de cortado a la vez que se obtienen los
esprragos enteros, tambin se obtienen los trozos con longitudes variables
desde 2 hasta 4 cm aprovechable para su envasado, luego el producto cortado
pasa inmediatamente al escaldador. As mismo, los turiones cortos cuya longitud
no aplica para entero se derivan para yemas.
Limpieza de yemas
La limpieza de yemas se realiza en forma manual sobre una faja y con la ayuda
de cuchillos peladores.
Clasificacin y lavado de trozos
La clasificacin de los trozos se inicia en una faja de seleccin manual y se
completa en un bombo clasificador, en el cual, los trozos una vez clasificados y
Universidad Nacional de Trujillo- Escuela Profesional de Economa
lavados son escaldados y trasvasados a una mesa de envasado, donde se realizar
esta operacin en forma manual.
Escaldado y enfriado
En esta etapa los esprragos cortados son conducidos a travs de una faja
transportadora que los hace ingresar a un tnel de vapor con cortinas de agua en
ambos extremos. En el tnel los turiones reciben inyeccin directa de vapor con
el propsito de: inhibir las reacciones enzimticas indeseables, facilitar el
envasado, estabilizar el color y mejorar el sabor.
Para ello se deben cumplir los parmetros de tiempo y temperatura establecidos
para cada tipo de producto en funcin de su dimetro principalmente.
Inmediatamente despus del escaldado el esprrago ingresa a la zona de
enfriamiento donde recibe duchas de agua red de 1.0 2.5 ppm de CLR para
llevarlo a la temperatura ms baja posible, esto implica que el agua de
enfriamiento salga a 35 C mximo del sistema.
Lavado de envases
Todos los envases que ingresan a la lnea son lavados por inmersin con agua de
red, para esta operacin se controla en mantener el nivel de cloro residual del
agua que debe estar de 0.5 a 2.5 ppm y su cambio constante para evitar cualquier
contaminacin cruzada.
Envasado
Los esprragos escaldados son conducidos a travs de una faja transportadora
hacia la zona de envasado; pero previo a ser envasados deben de pasar por unas
placas magnticas para asegurar que el producto antes de ser envasados estn
libres de metales.
Luego los operarios de envasado para realizar este trabajo los clasifican en
funcin a su dimetro y calidad de punta (extra, primera o florido) y los van
colocando en el envase adecuado de acuerdo con el programa de produccin
establecido.
Los envases pueden ser de vidrio u hojalata segn el requerimiento de los
clientes. Se busca en todo momento la uniformidad del producto.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Foto N 5-xx.- Envasado del esprrago
blanco en envases de hojalata.
Pesado
Al final de las lneas de envasado se ubican las operarias de pesado con sus
respectivas balanzas, las cuales se encargarn de controlar el peso de llenado del
producto establecido para cada tipo de envase. Al inicio de la produccin se
calibran las balanzas y se comprueba la tara de los envases. El control de pesos
es al 100%.
Preparacin del lquido de gobierno
El lquido de gobierno es preparado en unas marmitas, siguiendo una
formulacin ya establecida para cumplir con los parmetros de %Sal y pH,
establecidos para cada cliente y para asegurar los parmetros del producto
homogenizado.
Antes de enviar el lquido de gobierno a las lneas, este tiene que pasar por una
verificacin de los parmetros y control de temperatura adecuada en funcin a
tipo de envase y producto a procesar.
Dosificacin del lquido de gobierno
El lquido de gobierno es bombeado hacia el dosificador a travs de tuberas.
Este dosificador, dispone adems de filtros para evitar el ingreso de materia
extraa al producto proveniente de los insumos utilizados para la elaboracin del
lquido de gobierno o de la recirculacin del lquido de gobierno.
Los envases llenos de producto y pesados pasan por el dosificador de lquido de
gobierno y en esta zona se adiciona la solucin respectiva.
Evacuado de aire
Este se realiza en un exhauster que inyecta vapor caliente, el cual ocupa el
espacio dentro la lata que no fue ocupado por el producto. Una vez cerrada la
lata este vapor se condensa generando el vaco.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Foto N 5-xx.- Inyeccin de vapor mediante
exhauster para evacuar el aire.
Codificacin de tapas
Esta operacin se realiza por inyeccin de tinta y el cdigo puede variar de
acuerdo a la presentacin de producto.
Cerrado
Las latas y frascos al salir del exhauster son inmediatamente cerrados, las latas
en mquinas cerradoras y los frascos en mquinas tapadoras o manualmente.
Lavado
Una vez cerrado el producto antes de ser cargados en los coches de tratamiento
trmico deben ser enjuagados por inmersin en agua de red (1 a 2.5 ppm) para
remover residuos de sal que quedo sobre el envase durante la dosificacin del
lquido de gobierno y el cerrado. Esto ayuda a que el proceso de oxidacin
filiforme (tapas nervadas) est bajo control.
Esterilizacin
Las canastillas cargadas con los envases cerrados se ingresan a las autoclaves
para su esterilizacin. Previamente se colocan las cintas de contraste como
indicador de proceso; se toma la temperatura inicial del envase ms fro en
forma directa con termmetro y se mide el residual de cloro presente en el agua
del sistema. Se cierra la autoclave y se fija el programa correspondiente de
acuerdo al envase a procesar. La esterilizacin tiene por objeto eliminar los
microorganismos presentes que pueden causar dao al consumidor.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Foto N 5-xx.- Esterilizado de los productos
envasados en autoclaves.
Secado de coches
Una vez que los coches son retirados de la autoclave, son ingresados a un
sistema hidrulico para que el agua que se queda acumulada sea escurrida y los
sellos se fijen hermticamente. El lapso de tiempo es entre 10 a 15 minutos.
Secado y codificacin
Las latas despus de la etapa de reposo, se descargan manualmente de las
canastillas y se colocan en una faja transportadora para pasar a travs de la
mquina codificadora. Antes de ello los envases pasan por una seccin de
inyeccin de aire para su secado y permitir as que el cdigo sea impreso
claramente.
En el codificador recibe por inyeccin de tinta un cdigo que puede variar de
acuerdo a los requerimientos de los clientes, pero que por lo general indica la
fecha de produccin y la identificacin de la planta.
Aplicacin de protector
Slo en el caso de los envases de hojalata, las latas codificadas son limpiadas
manualmente con ayuda de paos de tela aplicando un protector anticorrosivo en
toda la superficie con la finalidad de protegerlo de la oxidacin
Paletizado
Los envases (frascos y latas) debidamente protegidos y limpios se van colocando
ordenadamente en paletas de madera hasta completar las cantidades establecidas
para cada tipo de envase. Cuando la paleta est completa, queda lista para su
traslado al almacn de producto terminado con su respectiva identificacin
(krdex).
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Foto N 5-xx.- Paletizado de los productos
terminados. Se muestra el cdigo respectivo
para la respectiva trazabilidad.
Almacenamiento de producto terminado
Las paletas una vez completas son trasladadas a la fila correspondiente segn el
formato en el almacn de producto terminado. All pueden ser apiladas hasta en
tres niveles con ayuda de montacarga. Cada paleta lleva un kardex donde se
especifica el producto, calidad, cantidad, fecha de fabricacin, etc.
El producto queda all para cumplir la cuarentena despus de la cual estar
disponible para su despacho.
Etiquetado
El producto puede ser etiquetado en la planta cuando los clientes as lo
requieran; para ello se colocarn las etiquetas ya sea en forma manual o
haciendo uso de las mquinas etiquetadoras mediante la aplicacin del material
de pegado (goma, cola sinttica, etc.) apropiado en cada caso.
Los envases una vez etiquetados pueden ser empacados en cajas; bandejas o
paquetes plastificados de acuerdo con los requerimientos de los clientes.
Repaletizado
El producto que es entregado por el almacn de producto terminado es re
repaletizado para acondicionar la carga de acuerdo a los requerimientos del
cliente para mejorar las condiciones de despacho. Esto tambin aplica a los
productos que se encuentran etiquetados y tienen una presentacin en cajas
bandejas.
Despacho
El producto acondicionado, etiquetado o no, en paletas, cajas, paquetes o
bandejas es cargado a los contenedores o camiones-plataforma para su salida de
planta. Para ello los vehculos previamente se aproximan al espign de carga;
Universidad Nacional de Trujillo- Escuela Profesional de Economa
son inspeccionados para asegurar su limpieza y condiciones y luego son
cargados ordenadamente con ayuda del montacargas.
D.
Descripcin del proceso de pimiento en conserva
Recepcin de insumos y materiales de envase, empaque y embalaje
Etapa en la cual, la recepcin del insumo y materiales se inicia con la inspeccin
visual del vehculo que llega a planta a la zona de recepcin, luego se codifican
los lotes de acuerdo al correlativo diario y se realiza una inspeccin visual a los
materiales. De no presentar ninguna observacin se procede al muestreo que
consta de dos tipos:
1. Materiales crticos: cido Ctrico, Azcar, Sal, Vinagre, Cloruro de Calcio,
Esencia de ajo, envases de vidrio y envases de hojalata
2. Materiales no crticos: Bandejas, cajas, etiquetas, stickers y parihuelas.
Para ambos grupos de materiales, el muestreo se realiza de acuerdo a la Military
Standard. Inspeccin General Nivel I. AQL: 0.1 (para defectos crticos), 1.5
(para defectos graves) y 6.5 (para defectos leves), la divisin realizada es en
funcin a la criticidad y/o complejidad de la estructura del material, contacto
directo con el producto, impacto con la presentacin, tiempo de abastecimiento,
etc.
Almacenamiento de insumos y materiales de envase, empaque y embalaje
Es la etapa donde se almacenan los materiales de aprovisionamiento bajo
condiciones seguras: ambiente exclusivo, con infraestructura adecuada y bajo
techo, temperatura promedio de 25C 30C y HR promedio de 70%. Se
cumple con las condiciones adecuadas de proteccin de material: uso de
polifilm, espacios de separacin del paletizado del material hacia la pared y entre
paletas, evitando as cualquier tipo de contaminacin. Adems, se tiene en
cuenta la identificacin del material, fechas de produccin. El despacho a
proceso est en funcin al principio PEPS.
Pesado
Se realiza en una balanza electrnica de 40 TN de capacidad, la cual es calibrada
anualmente. Se registra el peso bruto en la balanza al ingresar y al salir se pesa
nuevamente obtenindose el peso neto de la materia prima, por diferencia.
Recepcin de materia prima
Operacin que consiste en recibir el vehculo que transporta la materia prima en
bines de madera o plsticos, jabas plsticas o a granel, estos pasan a la zona de
descarga donde la materia prima que viene en bines y/o jabas son descargados y
apilados de tal forma que se guarde el FIFO, si la materia prima viene a granel el
Universidad Nacional de Trujillo- Escuela Profesional de Economa
sistema del vehculo levanta la tolva para permitir que la materia prima caiga
directamente sobre bines y/o jabas. Toda la materia prima es debidamente
identificada segn kardex proveniente desde los campos de cultivo, llevando la
informacin de: fecha de cosecha, pivote, parcela, lote.
Los vehculos que transportan la materia prima son inspeccionados garantizando
que est libre de materiales extraos y que sean de uso exclusivo para este fin.
Paralelamente segn el croquis de identificacin de la materia prima se realiza
los clculos para la toma de muestra segn cantidades por parcela o lote y se
procede a una evaluacin para verificar la calidad de la materia prima que
procede de campo.
Almacenamiento de materia prima
La materia prima queda apilada en los bines y/o jabas en la zona de
almacenamiento de materia prima de acuerdo a las zonas de acopio
preestablecidas por la empresa, hasta que alcance las propiedades sensoriales
requeridas: nivel de color.
Las condiciones de almacenamiento se dan a temperatura ambiente y en cmara
de refrigeracin.
Transporte de materia prima
La materia prima que rene las caractersticas sensoriales apropiadas para
proceso es transportada desde la zona de almacenamiento al ambiente o desde
las cmaras de refrigeracin hasta la zona de los hornos para su procesamiento.
Esta operacin se realiza con un montacargas hidrulico, el cual debe estar en
buenas condiciones para evitar contaminacin con lubricantes propios del
mantenimiento de los mismos.
Abastecimiento
El abastecimiento a la lnea que alimenta los hornos es realizado con un elevador
hidrulico que eleva los bines conteniendo la materia prima y los vaca hacia una
tolva de alimentacin que luego alimenta a la lnea para iniciar el soasado,
mediante un elevador de paletas.
En esta etapa el operador responsable de la zona de hornos registra las parcelas
de materia prima que viene abasteciendo, indicando fecha y hora de proceso.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Foto N 5-xx.- Alimentacin de pimiento
piquillo a la lnea de produccin.
Clasificacin (opcional)
Es una operacin manual, que se da slo cuando la materia prima presenta una
desviacin de calidad.
Horneado
El horno opera a llama directa, por ignicin de gas; la velocidad de giro tambin
es variable en funcin de la materia prima (flujo y madurez). La combinacin de
la llama y la velocidad de giro harn que el pimiento reciba un horneado
adecuado el cual se refleja en el quemado de la piel y en el resaltamiento de los
aromas naturales propios del fruto.
Foto N 5-xx.- Alimentacin de pimiento
piquillo a los hornos a gas para quemado de la
piel.
Pelado
El pimiento horneado que sale por la descarga del horno es transferido
inmediatamente hacia un tambor rotatorio (biombo) que dispone de una malla y
una ducha de agua a presin que sirve para enfriar y retirar la mayor proporcin
de piel quemada (carbonilla) del pimiento.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Despezonado
El pimiento pelado es llevado mediante transportadores de banda hacia las lneas
de despezonado.
En esta etapa los operarios utilizando cuchillos o sacabocados para retirar el
pednculo y el corazn del pimiento cuidadosamente, de modo que estos
arrastren consigo la mayor cantidad de semilla presente. El pimiento
despezonado es colocado en la zona central de la faja transportadora y el
pednculo y corazn, es lanzado a las bandejas laterales desde las cuales caen a
la zona interna de la faja con ayuda de una corriente de agua.
El pimiento despezonado es conducido por la faja y pasa inmediatamente al
desemillador.
Foto N 5-xx.- Despezonado manual del
pimiento. Los mismos son evacuados a las
canaletas.
Desemillado
Esta operacin se realiza en un tambor rotativo (biombo) con diseo similar a los
tambores de pelado, el objetivo principal es eliminar semillas y piel quemada
adheridas al fruto o a los sub productos.
Lavado de envases
Todos los envases que ingresan a la lnea son lavados por inmersin con agua de
red, para esta operacin se controla en mantener el nivel de cloro residual del
agua que debe estar de 0.5 a 2.5 ppm y su cambio constante para evitar cualquier
contaminacin cruzada.
Envasado
El pimiento que sale del biombo cae a las fajas de envasado, en la cual la
operacin inicial es realizar un maquillaje manual (limpieza y recorte) para
Universidad Nacional de Trujillo- Escuela Profesional de Economa
aquellos pimientos que luego de las etapas anteriores hayan quedado con restos
de carbonilla, semillas o partes afectadas por dao mecnico.
Posteriormente se procede al envasado manual, en el cual los pimientos son
clasificados en funcin a su tamao y los van colocando en el envase adecuado
de acuerdo con el programa de produccin establecido.
En cada lnea de envasado de producto entero se trabaja con pimiento de
diferente rango de tamao con la finalidad de optimizar el envasado. As mismo,
en esta etapa se obtienen sub productos que son derivados al proceso de
entero/roto y tiras.
Para el envasado de estos subproductos, se tiene en cuenta: el conteo, slo para
el caso de roto/entero.
Los envases pueden ser de vidrio u hojalata segn el requerimiento de los
clientes, buscando en todo momento la uniformidad del producto. En el caso de
vidrio los envases son preparados con anterioridad llevando consigo ajo, si lo
requiere el cliente.
Transporte/desemillado/cortado/lavado - subproductos
Todos los frutos que no califican para calidad entero, son transportados por una
lnea area que funciona con agua como transporte hacia la zona de Subproductos donde sern procesados las calidades de tiras y entero-roto.
Una vez que la materia prima llega a la zona de sub-productos es lavado con
agua a presin para retirar las semillas presentes en el fruto (desemillado) en un
tambor rotatorio.
Pasan luego a una faja de clasificacin/envase donde los frutos que cumplen con
la calidad entero-roto son envasados y aquellos frutos que no cumplen pasan a
ser cortados con una mquina cortadora para obtener la calidad de tiras.
Finalmente las tiras son nuevamente lavadas antes de ser envasadas Esta
operacin se realiza en un tambor rotativo (biombo) con diseo similar a los
tambores de pelado, el objetivo principal es lavar y/o eliminar cualquier
impureza que pudiera estar arrastrando.
Pesado
Al final de las lneas de envasado se ubican las operarias de pesado con sus
respectivas balanzas, las cuales se encargarn de controlar que el peso del
producto en los envases se encuentre dentro de los rangos establecidos para cada
tipo de envase. Antes de iniciar esta operacin se debe comprobar la tara de los
envases. El control de pesos es al 100%.
Preparacin de lquido de gobierno
El lquido de gobierno es preparado en unas marmitas, siguiendo una
formulacin ya establecida para cumplir con los parmetros de %Sal, pH y Brix,
Universidad Nacional de Trujillo- Escuela Profesional de Economa
establecidos para cada cliente y para asegurar los parmetros del producto
homogenizado.
Antes de enviar el lquido de gobierno a las lneas, este tiene que pasar por una
verificacin de los parmetros y control de temperatura adecuada en funcin a
tipo de envase y producto a procesar.
Dosificacin de lquido de gobierno
El lquido de gobierno es bombeado hacia el dosificador a travs de tuberas.
Este dosificador, dispone adems de filtros para evitar el ingreso de materia
extraa al producto proveniente de los insumos utilizados para la elaboracin del
lquido de gobierno y/o de la recirculacin del mismo en la lnea de dosificacin.
Los envases llenos de producto y pesados pasan por el dosificador de lquido de
gobierno y en esta zona se adiciona la solucin respectiva.
En algunos casos se adiciona una solucin concentrada con los ingredientes
establecidos utilizando cucharitas medidoras con el volumen requerido para cada
formato.
INMERSION EN SOLUCION
* Slo aplica para el mtodo de acidificacin por inmersin
Slo para el cliente Gustavo: la acidificacin del pimiento se realiza por
inmersin. Esta operacin consiste en preparar una solucin cida y sumergir el
producto, controlando el tiempo para que el producto quede con la correcta
acidificacin, as mismo se controla la cantidad de inmersiones que se realiza
para cada volumen de solucin.
Evacuado de aire
Este se realiza en un exhauster que inyecta vapor caliente, el cual ocupa un
espacio dentro del envase de lata o frasco, que no fue ocupado por el producto.
Una vez cerrada la lata o frasco este vapor se condensa generando el vaco.
Cerrado
Las latas y frascos al salir del exhauster son inmediatamente cerrados, las latas
en mquinas cerradoras y los frascos manualmente o en mquinas tapadoras. Los
envases cerrados se van colocando en los coches, en los cuales ingresarn a las
autoclaves.
En esta etapa se realiza un control minucioso de los cierres, tanto visual como
destructivo.
Lavado
Los envases cerrados son lavados por inmersin o duchas con agua a presin
para eliminar los restos de pimiento y lquido de gobierno que podra ser
causantes de corrosin de metales (tapas, latas) luego son colocados en los
coches de las autoclaves para su tratamiento trmico.
Pasteurizacin
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Los coches cargados con los envases cerrados se ingresan a las autoclaves para
su pasteurizacin. Previamente se colocan las cintas de contraste como indicador
de proceso; se toma la temperatura inicial del envase ms fro en forma directa
con termmetro y se mide el residual de cloro presente en el agua del sistema. Se
cierra la autoclave y se fija el programa correspondiente de acuerdo al envase a
procesar. La pasteurizacin tiene por objetivo obtener un producto
comercialmente estril.
Foto N 5-xx.- Pasteurizado del producto
envasado en autoclaves.
Secado en coches
Una vez que los coches son retirados de la autoclave, son ingresados a un
sistema hidrulico para que el agua que se queda acumulada sea escurrida y los
sellos se fijen hermticamente. El lapso de tiempo es entre 10 15 minutos.
Lavado (opcional)
Esta operacin slo aplica para los productos en frascos que en su formulacin
tienen aceite, y se realiza haciendo uso de una solucin con detergente de grado
alimentario, por inmersin.
Secado y codificacin
Posteriormente, el producto es descargado manualmente de los coches y
colocados sobre una faja transportadora que las conducir hacia una seccin de
inyeccin de aire presurizado para su secado, contiguo a esta operacin sigue la
etapa de codificado, que se realiza por inyeccin de tinta y el cdigo puede
variar de acuerdo a los requerimientos de los clientes.
Aplicacin de protector anticorrosivo
Slo en el caso de los envases de hojalata, las latas codificadas son limpiadas
manualmente con ayuda de paos de tela aplicando un protector anticorrosivo en
toda la superficie con la finalidad de protegerlo de la oxidacin.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Paletizado
Los envases (frascos y latas) debidamente protegidos y limpios se van colocando
ordenadamente en paletas de madera hasta completar las cantidades establecidas
para cada tipo de envase. Cuando la paleta est completa, queda lista para su
traslado al almacn de producto terminado con su respectiva identificacin
(krdex).
Almacenamiento de producto terminado
Las paletas una vez completas son trasladadas a la fila correspondiente segn el
formato en el almacn de producto terminado. All pueden ser apiladas hasta en
tres niveles con ayuda de montacarga.
Cada paleta lleva un kardex donde se especifica el producto, calidad, cantidad,
fecha de fabricacin, etc. El producto queda all para cumplir la cuarentena
despus de la cual estar disponible para su despacho.
Etiquetado
El producto puede ser etiquetado en la planta cuando los clientes as lo
requieran; para ello se colocarn las etiquetas ya sea en forma manual o
haciendo uso de las mquinas etiquetadoras mediante la aplicacin del material
de pegado (goma, cola sinttica, etc.) apropiado en cada caso.
Los envases una vez etiquetados pueden ser empacados en cajas; bandejas o
paquetes plastificados de acuerdo con los requerimientos de los clientes.
Repaletizado
El producto que es entregado por el almacn de producto terminado es
repaletizado para acondicionar la carga de acuerdo a los requerimientos del
cliente o para mejorar las condiciones de despacho. Esto tambin aplica a los
productos que se encuentran etiquetados y tienen una presentacin en cajas
bandejas.
Despacho
El producto acondicionado, etiquetado o no, en paletas, cajas, paquetes o
bandejas es cargado a los contenedores o camiones-plataforma para su salida de
planta. Para ello los vehculos previamente se aproximan al espign de carga;
son inspeccionados para asegurar su limpieza y condiciones y luego son
cargados ordenadamente con ayuda del montacargas.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Foto N 5-xx.- Despacho del producto
terminado en camiones plataforma.
E.
Descripcin del proceso de alcachofa en conserva
Recepcin de insumos y materiales de envase, empaque y embalaje
Etapa en la cual, la recepcin del insumo y materiales se inicia con la inspeccin
visual del Vehculo que llega a planta a la zona de recepcin, luego se codifican
los lotes de acuerdo al correlativo diario y se realiza una inspeccin visual a los
materiales. De no presentar ninguna observacin se procede al muestreo que
consta de dos tipos:
1. Materiales crticos: cido Ctrico, Sal, cido Ascrbico, envases de vidrio y
envases de hojalata
2. Materiales no crticos: Bandejas, cajas, etiquetas, stickers y parihuelas.
Para ambos grupos de materiales, el muestreo se realiza de acuerdo a la Military
Standard. Inspeccin General Nivel I. AQL: 0.1 (para defectos crticos), 1.5
(para defectos graves) y 6.5 (para defectos leves), la divisin realizada es en
funcin a la criticidad y/o complejidad de la estructura del material, contacto
directo con el producto, impacto con la presentacin, tiempo de abastecimiento,
etc.
Almacenamiento de insumos y materiales envase, empaque y embalaje
Es la etapa donde se almacenan los materiales de aprovisionamiento bajo
condiciones seguras: ambiente exclusivo, con infraestructura adecuada y bajo
techo, temperatura promedio de 25C 30C y HR promedio de 70%. Se
cumple con las condiciones adecuadas de proteccin de material: uso de
Universidad Nacional de Trujillo- Escuela Profesional de Economa
polifilm, espacios de separacin del paletizado del material hacia la pared y entre
paletas, evitando as cualquier tipo de contaminacin. Adems, se tiene en
cuenta la identificacin del material, fechas de produccin. El despacho a
proceso est en funcin al principio PEPS.
Pesado
Se realiza en una balanza electrnica de 40 TN de capacidad, la cual es calibrada
anualmente. Se registra el peso bruto en la balanza al ingresar y al salir se pesa
nuevamente obtenindose el peso neto de la materia prima, por diferencia.
Recepcin de la materia prima
Esta operacin consiste en recibir y descargar las jabas con la materia prima de
los vehculos, siguiendo el croquis de transporte para evitar perder la
trazabilidad. Dichas jabas son colocadas sobre parihuelas para evitar que entren
en contacto con el piso, luego se procede a rotular las paletas con boletas de
identificacin.
El vehculo durante la descarga es inspeccionado sanitariamente por el Inspector
de Aseguramiento de la Calidad quien debe observar rechazar el lote si es que
este ha sido transportado en condiciones no sanitarias, adems debe de separar
una muestra representativa de la materia prima para su evaluacin de calidad, la
cual debe ajustarse a las especificaciones de calidad establecidas por la planta.
Almacenamiento de materia prima
Las paletas con la materia prima son ubicadas en la zona de almacenamiento de
materia prima de acuerdo a la zonas de acopio preestablecidas por la empresa
(aplica para campos de terceros) o de acuerdo a fundos (aplica para campos
propios).
Las condiciones de almacenamiento son a temperatura ambiente, por un lapso
mximo de 2 das o en cmara de refrigeracin.
Foto N 5-xx.- Almacenamiento de la materia
Universidad Nacional de Trujillo- Escuela Profesional de Economa
prima en ambientes acondicionados.
Lavado
Se aproxima las parihuelas con la materia prima hacia la tina de lavado, la cual
contiene agua de red de 1 a 2.5 ppm CLR, para ayudar a realizar esta operacin.
En esta etapa las alcachofas son vaciadas a la tina, y por un proceso de
inmersin en agua se trata de retirar la tierra y otros materiales extraos que
puedan venir adheridas a las brcteas externas. Las alcachofas se movilizan a lo
largo de la tina por ayuda de una faja transportadora de intralox que las
conducir a la siguiente etapa.
Calibrado
En esta etapa las alcachofas lavadas pasan por una mquina calibradora de una
capacidad aproximada de 12 Ton/h.
Esta operacin consiste en el transporte de las alcachofas sobre unos rodillos
ubicados en forma paralela, los cuales al inicio se encuentran ms juntos y en la
parte final tienen una separacin ms pronunciada.
Esta distribucin es as, con el nico objetivo que cuando pasen las alcachofas
por esas separaciones, cuya distancia ya estn establecidas, se reciban de
acuerdo a una uniformidad de calibres.
La recepcin de las alcachofas calibradas se hace sobre jabas plsticas, luego
estas son paletizadas para trasportarlas a la siguiente etapa.
Foto N 5-xx.- Calibrado de las alcachofas y
recepcionadas en jabas de plstico.
Pre escaldado
En esta etapa las jabas que contienen a las alcachofas, son colocadas de forma
manual dentro de una canastilla de capacidad mxima para 60 jabas con materia
prima (15 jabas de base x 4 niveles de altura).
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Una vez que se haya acomodado las jabas, la canastilla es levantada por una
cadena para transportarla al interior de la tina de pre escaldado, la cual ha sido
acondicionada para el proceso con una solucin de agua y cido ctrico. La
temperatura que debe de mantener el agua durante el proceso es de 45C a 50C
por un tiempo que estar determinado en funcin al calibre.
Escaldado
Una vez cumplido el tiempo de pre escaldado bajo las condiciones ya
establecidas, la canastilla es retirada con ayuda de la cadena y colocada dentro
de la tina de escaldado que est contigua, la cual ha sido acondicionada para el
proceso con una solucin de agua y cido ctrico. La temperatura que debe de
mantener el agua durante este proceso es de 95C a 98C por un tiempo que
estar determinado en funcin al calibre.
El objetivo de esta operacin es inhibir las reacciones enzimticas indeseables,
facilitar el envasado, estabilizar el color y mejorar el sabor.
Foto N 5-xx.- Escaldado de las alcachofas
con agua caliente.
Enfriado
Una vez cumplido el tiempo de escaldado bajo las condiciones ya establecidas,
la canastilla es retirada con ayuda de la cadena y colocada dentro de la tina de
enfriado que est contigua.
En esta etapa, el objetivo es reducir la temperatura de las alcachofas y dejarlas
hasta mximo 45C internamente.
Para esta operacin se hace uso de agua de red de 1 a 2.5 ppm que ingresa con
un flujo constante por la parte inferior de la tina, y se va eliminando por rebose.
El tiempo de enfriado estar en funcin al calibre.
Las jabas conteniendo las alcachofas despus del proceso de enfriado, son
retiradas de la canastilla y paletizadas para ser transportadas a la siguiente etapa.
Almacenamiento temporal
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Las parihuelas con las alcachofas escaldadas son identificadas en funcin a su
calibre y podran tener un tiempo de espera de mximo 4 horas bajo condiciones
de temperatura ambiente, desde que se retiraron de la tina de enfriado hasta el
inicio de la etapa de corte.
Cortado
En esta operacin las alcachofas son colocadas de forma manual, una a una
dentro de unos capachos de la mquina cortadora, que ejercen presin y que las
conducirn hacia unas cuchillas que realizarn la operacin de corte del
pednculo y perfilado. Esta operacin contribuye adems, a que parte de las
brcteas externas se caigan.
Luego que las alcachofas han sido perfiladas, son recibidas sobre una faja
transportadora que las conducir a la siguiente etapa.
Desbracteado
En esta operacin los operarios terminan de retirar las hojas que se encuentran
sueltas de las alcachofas que han sido cortadas, esta operacin se realiza de
forma manual.
Lavado de envases
Todos los envases que ingresan a la lnea son lavados por inmersin con agua de
red, para esta operacin se controla en mantener el nivel de cloro residual del
agua que debe estar de 0.5 a 2.5 ppm y su cambio constante para evitar cualquier
contaminacin cruzada. Ver instruccin: CSOL-AC20-MP-006-NI
Repaso y envasado
En estas etapas lo primero que se hace es maquillar (limpiar) las alcachofas que
han sido desbracteadas, con ayuda de cuchillos.
Una vez que las alcachofas han sido acondicionadas estas son envasadas en sus
respectivos envases, segn el requerimiento de los clientes.
En el caso de los corazones estos se harn en funcin a su calibre, cuidando
siempre de mantener la uniformidad del producto.
Para el caso de los cuartos, los corazones de alcachofa son cortados en cuatro
partes, antes de su envasado.
Y en el caso de los trozos, este producto es obtenido de los corazones de
alcachofa de los cuartos de alcachofa que se llegaron a abrir en su totalidad y
no mantuvieron su uniformidad.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Foto N 5-xx.- Envasado de las alcachofas.
Pesado
Al final de las lneas de envasado se ubican las operarias de pesado con sus
respectivas balanzas, las cuales se encargarn de controlar que el peso del
producto en los envases se encuentre dentro de los rangos establecidos para cada
tipo de envase. Antes de iniciar esta operacin se debe comprobar la tara de los
envases. El control de pesos es al 100%.
Preparacin del lquido de gobierno
El lquido de gobierno es preparado en unas marmitas, siguiendo una
formulacin ya establecida para cumplir con los parmetros de %Sal y pH,
establecidos para cada cliente y para asegurar los parmetros del producto
homogenizado.
Antes de enviar el lquido de gobierno a las lneas, este tiene que pasar por una
verificacin de los parmetros y control de temperatura adecuada en funcin a
tipo de envase y producto a procesar.
Dosificacin del lquido de gobierno
El lquido de gobierno es bombeado hacia el dosificador a travs de tuberas.
Este dosificador, dispone adems de filtros para evitar el ingreso de materia
extraa al producto proveniente de los insumos utilizados para la elaboracin del
lquido de gobierno y/o de la recirculacin del mismo en la lnea de dosificacin.
Los envases llenos de producto y pesados pasan por el dosificador de lquido de
gobierno y en esta zona se adiciona la salmuera respectiva.
Evacuado de aire
Este se realiza en un exhauster que inyecta vapor caliente, el cual ocupa un
espacio dentro del envase de lata frasco, que no fue ocupado por el producto.
Una vez cerrada la lata frasco este vapor se condensa generando el vaco.
Cerrado
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Las latas y frascos al salir del exhauster son inmediatamente cerrados, las latas
en mquinas cerradoras y los frascos manualmente o en mquinas tapadoras. Los
envases cerrados se van colocando en los coches, en los cuales ingresarn a las
autoclaves.
En esta etapa se realiza un control minucioso de los cierres, tanto visual como
destructivo.
Lavado
Los envases cerrados son lavados por inmersin duchas con agua a presin
para eliminar los restos de alcachofa y lquido de gobierno que podra ser
causantes de corrosin de metales (tapas, latas) luego son colocados en los
coches de las autoclaves para su tratamiento trmico.
Pasteurizado
Las canastillas cargadas con los envases cerrados se ingresan a las autoclaves
para su pasteurizacin. Previamente se colocan las cintas de contraste como
indicador de proceso; se toma la temperatura inicial del envase ms fro en
forma directa con termmetro y se mide el residual de cloro presente en el agua
del sistema.
Se cierra la autoclave y se fija el programa correspondiente de acuerdo al envase
a procesar. La pasteurizacin tiene por objetivo obtener un producto
comercialmente estril.
Secado en coches
Una vez que los coches son retirados de la autoclave, son ingresados a un
sistema hidrulico para que el agua que se queda acumulada sea escurrida y los
sellos se fijen hermticamente. El lapso de tiempo es entre 10 a 15 minutos.
Secado y codificacin
Posteriormente, el producto es descargado manualmente de los coches y
colocados sobre una faja transportadora que las conducir hacia una seccin de
inyeccin de aire presurizado para su secado, contiguo a esta operacin sigue la
etapa de codificado, que se realiza por inyeccin de tinta y el cdigo puede
variar de acuerdo a los requerimientos de los clientes.
Aplicacin de protector anticorrosivo
Slo en el caso de los envases de hojalata, las latas codificadas son limpiadas
manualmente con ayuda de paos de tela aplicando un protector anticorrosivo en
toda la superficie con la finalidad de protegerlo de la oxidacin.
Paletizado
Los envases (frascos y latas) debidamente protegidos y limpios se van colocando
ordenadamente en paletas de madera hasta completar las cantidades establecidas
para cada tipo de envase. Cuando la paleta est completa, queda lista para su
Universidad Nacional de Trujillo- Escuela Profesional de Economa
traslado al almacn de producto terminado con su respectiva identificacin
(krdex).
Almacenamiento de producto terminado
Las paletas una vez completas son trasladadas a la fila correspondiente segn el
formato en el almacn de producto terminado. All pueden ser apiladas hasta en
tres niveles con ayuda de montacarga. Cada paleta lleva un kardex donde se
especifica el producto, calidad, cantidad, fecha de fabricacin, etc. El producto
queda all para cumplir la cuarentena despus de la cual estar disponible para su
despacho.
Etiquetado
El producto puede ser etiquetado en la planta cuando los clientes as lo
requieran; para ello se colocarn las etiquetas ya sea en forma manual o
haciendo uso de las mquinas etiquetadoras mediante la aplicacin del material
de pegado (goma, cola sinttica, etc.) apropiado en cada caso.
Los envases una vez etiquetados pueden ser empacados en cajas; bandejas o
paquetes plastificados de acuerdo con los requerimientos de los clientes.
Repaletizado
El producto que es entregado por el almacn de producto terminado es
repaletizado para acondicionar la carga de acuerdo a los requerimientos del
cliente o para mejorar las condiciones de despacho. Esto tambin aplica a los
productos que se encuentran etiquetados y tienen una presentacin en cajas o
bandejas.
Despacho
El producto acondicionado, etiquetado o no, en paletas, cajas, paquetes o
bandejas es cargado a los contenedores o camiones-plataforma para su salida de
planta. Para ello los vehculos previamente se aproximan al espign de carga;
son inspeccionados para asegurar su limpieza y condiciones y luego son
cargados ordenadamente con ayuda del montacargas.
F.
Descripcin del proceso de palta fresca
Recepcin de materiales de empaque y embalaje
Etapa en la cual, la recepcin del material de empaque se inicia con la
inspeccin visual del Vehculo que llega a planta a la zona de recepcin, luego se
codifican los lotes de acuerdo al correlativo diario y se realiza una inspeccin
visual a los materiales. De no presentar ninguna observacin se procede al
muestreo que consta de dos tipos:
Universidad Nacional de Trujillo- Escuela Profesional de Economa
1. Materiales crticos: Cajas, mallas.
2. Materiales no crticos: Etiquetas, stickers y parihuelas.
Para ambos grupos de materiales, el muestreo se realiza de acuerdo a la Military
Standard. Inspeccin General Nivel I. AQL: 0.1 (para defectos crticos), 1.5
(para defectos graves) y 6.5 (para defectos leves), la divisin realizada es en
funcin a la criticidad y/o complejidad de la estructura del material, contacto
directo con el producto, impacto con la presentacin, tiempo de abastecimiento,
etc.
Almacenamiento de insumos y materiales de empaque
Es la etapa donde se almacenan los materiales de aprovisionamiento bajo
condiciones seguras: ambiente exclusivo, con infraestructura adecuada y bajo
techo, temperatura promedio de 25C 30C y HR promedio de 70%. Se
cumple con las condiciones adecuadas de proteccin de material: uso de
polifilm, espacios de separacin del paletizado del material hacia la pared y entre
paletas, evitando as cualquier tipo de contaminacin. Adems, se tiene en
cuenta la identificacin del material, fechas de produccin. El despacho a
proceso est en funcin al principio PEPS.
Pesado de materia prima
La fruta es trasladada desde el campo en jabas de color amarillas, debidamente
apiladas sobre paletas de madera, cada paleta contiene 49 jabas y cada unidad o
transporte tiene una capacidad entre 13 paletas los ms pequeos y 22 paletas los
ms grandes. El pesado se realiza en una balanza electrnica de 40 TM de
capacidad, se registra el peso bruto en la balanza al ingresar (peso de la unidad,
peso jaba, fruta, paletas, templadores etc.) y se pesa nuevamente al salir (peso de
la unidad, peso de jabas vacas que retornan al campo, paletas, templadores etc.),
la diferencia de peso se calcula el peso neto.
Recepcin de materia prima
Previo a la operacin de descarga el Controlador de Produccin realiza un
chequeo de la sanidad del vehculo que transporta la materia prima. Toda
observacin deber ser informada en forma inmediata a los responsables en
campo.
Los vehculos con materia prima se aproximan hasta la zona de recepcin, los
operarios debidamente protegidos con casco de seguridad y guantes proceden a
retirar los templadores y/o sogas de que sostienen la carga; para la descarga por
lo general se utiliza montacargas, las paletas conteniendo las jabas con producto
puestas en piso, son trasladadas hacia el almacenamiento con transpaleta
hidrulica.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Las paletas se identifican por fecha y hora de recepcin, parcela y lote, variedad
y nmero de jabas por paleta, esta informacin sirve para efectos de trazabilidad.
Adicionalmente del lote recepcionado se toma muestras a las cuales se les
analizar el contenido de materia seca, factor importante para determinar los
parmetros de temperatura de enfriamiento, adems se toma la muestra para el
anlisis de materia prima.
Almacenamiento temporal
Etapa opcional, donde la materia prima reposa a temperatura ambiente por 24
horas, esto solo es para las variedades Hass y Lamb Hass. El reposo tiene la
finalidad de deshidratar lo turgente de la epidermis, caracterstica de estas
variedades, con la finalidad que se compacten y sufran menos dao en la lnea de
proceso.
Lanzado
La fruta es vaciada en la lnea de manera uniforme a todo lo ancho de la faja, en
esta etapa se mantiene una sincronizacin de lanzado dependiendo de la calidad
y calibre de fruta, la sincronizacin es controlada desde la caseta de controlcalibrado.
Cepillado
Las paltas son transportadas a travs de una serie de cepillos, que van limpiando
los frutos. Al final de la seccin de cepillos, las paltas caen sobre una faja
transportadora. El flujo sobre los cepillos debe ser continuo para evitar la
abrasin que causara su retencin excesiva sobre la fruta.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Clasificacin
La mesa de clasificacin est formado por rodillos que al girar, hacen que la
fruta avance. En esta etapa el personal, de manera manual, va seleccionando los
frutos que no renen la calidad requerida para exportacin, los cuales se separan
y se colocan en una faja ubicada en la parte superior de la mesa de seleccin.
Los frutos que renen los requisitos de exportacin continan en la lnea. En esta
etapa del proceso, el Controlador de Calidad lleva a cabo la inspeccin de los
frutos de caractersticas No exportables, para ello toma una muestra (jaba) al
azar donde analiza los defectos mayores en cada unidad y registra los pesos,
obteniendo el porcentaje de cada defecto por lote.
Transporte
Los frutos seleccionados pasan a la seccin de singularizacin (singulador), en la
que son orientados por la maquinaria, uno a uno, para introducirlos a la seccin
de calibrado por peso.
Calibrado
Esta etapa es automatizada, cada fruta ocupa un capacho y por el peso que
registra en el sistema lo va dejando en una seccin de las mesas de empacado.
En esta etapa la fruta es clasificada en sus diferentes calibres.
Etiquetado
Etapa opcional, en la cual la fruta a solicitud de los clientes lleva en cada una un
sticker.
Abastecimiento
Esta etapa se da cuando la fruta va a ser enmallada y slo aplica para ciertos
calibres, por lo que cuando sale de la mquina de calibrado se recoge en jabas y
se las traslada a la faja de abastecimiento de la mquina de enmallado.
Enmallado
En esta etapa la fruta por calibres y cantidad es enmallada automticamente, con
la ayuda de la mquina enmalladora.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Empaque
Las paltas calibradas caen en las mesas de acumulacin. All el personal las toma
y las va acomodando manualmente, una por una, dentro de la caja, procurando
que todas queden orientadas en el mismo sentido. Si llegan a observar paltas de
calidad no exportables, las separan en jabas y se destinan al proceso de
industrial. Cada caja debe llevar el nmero de frutos que corresponde a su
calibre; los frutos deben ser homogneos en tamao, color y forma. Una vez
acomodados los frutos, la caja se coloca en la faja transportadora, teniendo en
cuenta el lado donde se codifica.
Codificacin
Las cajas son marcadas con el calibre y variedad al que pertenecen, y son
selladas con el cdigo de trazabilidad para poder identificarlas, el cual indica la
fecha de produccin, planta empacadora y procedencia de la materia prima.
Pesado
Al final de la faja transportadora, un operario se encarga de realizar el control de
pesos.
Paletizado
Las cajas se acomodan en paletas a las cuales se les ha acondicionado
previamente esquineros plsticos en cada de las cuatro esquinas. Una vez que la
paleta est completa se procede al enzunchado, luego se coloca un sticker que
identifica el calibre y nmero de paleta, y se traslada con la ayuda de una
transpaleta hidrulica hacia la zona de los tneles de enfriamiento.
Enfriado
Se colocan las paletas dentro del tnel de enfriamiento con aire forzado, para
lograr la temperatura adecuada, la cual depende directamente del grado de
madurez del fruto (medido por el contenido de materia seca).
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Almacenamiento refrigerado
La temperatura alcanzada durante el enfriamiento debe mantenerse durante toda
la cadena de distribucin es por eso que una vez enfriado el producto es
almacenado en cmaras de conservacin hasta su despacho.
Despacho
Etapa del proceso en el que se realiza el acomodo de la carga dentro de
contenedores refrigerados y/o con tratamientos adicionales (atmsfera
controlada, etc.), el objetivo es que la carga llegue a su destino en ptimas
condiciones.
G.
Descripcin de proceso de mango congelado
Recepcin de materiales de enavasado y empacado
Etapa en la cual, la recepcin del material de empaque se inicia con la
inspeccin visual del Vehculo que llega a planta a la zona de recepcin, luego se
codifican los lotes de acuerdo al correlativo diario y se realiza una inspeccin
visual a los materiales. De no presentar ninguna observacin se procede al
muestreo que consta de dos tipos:
1. Materiales crticos: Bolsas.
2. Materiales no crticos: Cajas, etiquetas, stickers y parihuelas.
Para ambos grupos de materiales, el muestreo se realiza de acuerdo a la Military
Standard. Inspeccin General Nivel I. AQL: 0.1 (para defectos crticos), 1.5
(para defectos graves) y 6.5 (para defectos leves), la divisin realizada es en
funcin a la criticidad y/o complejidad de la estructura del material, contacto
directo con el producto, impacto con la presentacin, tiempo de abastecimiento,
etc.
Almacenamiento de materiales de envasado y empacado
Es la etapa donde se almacenan los materiales de aprovisionamiento bajo
condiciones seguras: ambiente exclusivo, con infraestructura adecuada y bajo
techo, temperatura promedio de 25C 30C y HR promedio de 70%. Se
cumple con las condiciones adecuadas de proteccin de material: uso de
polifilm, espacios de separacin del paletizado del material hacia la pared y entre
paletas, evitando as cualquier tipo de contaminacin. Adems, se tiene en
cuenta la identificacin del material, fechas de produccin. El despacho a
proceso est en funcin al principio PEPS.
Pesado
Universidad Nacional de Trujillo- Escuela Profesional de Economa
El pesado se realiza en una balanza electrnica de 40 TM de capacidad para su
pesado y luego se dirige a la zona de descarga, la cual es calibrada anualmente.
Se registra el peso bruto en la balanza al ingresar y al salir .Se pesa nuevamente
obtenindose el peso neto de la materia prima, por diferencia.
Recepcin de materia prima
Operacin que consiste en recibir el vehculo que transporta la materia prima en
jabas hasta la plataforma de recepcin, toda la materia prima es debidamente
identificada segn krdex proveniente desde los campos de cultivo, llevando la
informacin de: fecha de cosecha, parcela, lote.
Los vehculos que llevan la materia prima son inspeccionados garantizando que
est libre de materiales extraos y transporte nicamente mango.
Paralelamente segn el croquis de identificacin de la materia prima se realiza
los clculos para la toma de muestra segn cantidades por parcela y proceder a la
evaluacin de la calidad de la materia prima que ingresa del campo, estas labor
se realiza en un ambiente separado del rea de produccin; se califica la materia
prima de acuerdo con lo establecido en la respectiva especificacin de materia
prima.
Lavado
La fruta es colocada en la mquina lavadora, la cual contiene una solucin
clorada de 10 a 20 ppm y cepillos internos que ayudan a desprender la suciedad
adherida a la fruta. El agua de lavado es recirculada y se cambia en funcin del
grado de limpieza que presente la materia prima en la recepcin; sin embargo, se
debe de mantener las concentraciones de cloro libre residual antes indicadas.
Clasificacin
Esta etapa se realiza con la finalidad de separar la fruta verde de la madura, y
descartar la materia prima que no califican por problemas de pudricin, etc. La
clasificacin se realiza a travs de la faja. La fruta seleccionada es colocada en
jabas para pasar a la desinfeccin.
Desinfeccin
La fruta en jabas es puesta en la tina de desinfeccin (agua ms desinfectante a
una concentracin de Cloro Libre Residual de 100 a 200 ppm) las cuales se
trasladan a travs de cadenas y por inmersin; el tiempo de contacto de la fruta
con la solucin desinfectante son establecidos segn procedimientos validados
por el rea de microbiologa, posteriormente las jabas son puestas en pallets
debidamente identificadas para mantener la trazabilidad de la materia prima,
posteriormente las paletas son trasladas a la zona de enfriado.
Transporte 1
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Es la etapa en la cual las jabas con producto desinfectado son transportadas a la
nave de congelado, con ayuda de una traspaleta hidrulica.
Enfriado
Esta etapa se realiza con la finalidad de disminuir la temperatura del mango,
retardar los procesos de deterioro y facilitar su maduracin posterior. El
enfriamiento se realiza en los tneles de enfriamiento por un sistema de aire
forzado. Las paletas son colocadas en dos filas de 10 paletas cada una, luego son
cubiertas con una manta plstica para facilitar el flujo del aire. La temperatura a
la cual se enfra se encuentra entre 8C 10C por un tiempo aproximado de 8 10 horas.
Almacenamiento.
Una vez realizado el enfriamiento se retiran las paletas y se colocan en las
cmaras de almacenamiento, las mismas que se encuentran a una temperatura
entre 8 10 C, el tiempo de almacenamiento flucta entre 5 y 15 das. El
almacenamiento en fro contribuir a uniformizar la temperatura de la fruta con
el objetivo de tener una maduracin homognea.
Transporte 2
Las paletas son trasladadas de las cmaras de almacenamiento a los tneles de
maduracin en camiones pequeos.
Maduracin
Esta etapa del proceso busca que la materia prima tenga caractersticas
favorables para los procesos posteriores (textura, color, aroma). Las paletas son
colocadas en los tneles de maduracin de capacidad de de 20 TM por tnel. La
maduracin es inducida (por inyeccin de etileno) y realizada bajo condiciones
controladas de temperatura y tiempo: 20C 21C por aproximadamente 2 - 3
das, en las cuales se monitorea el nivel de etileno, oxgeno y dixido de
carbono, adicionalmente se controlan otros parmetros indicadores del avance de
la maduracin como son la resistencia de la fruta a la penetracin.
Transporte 3
La fruta madura es trasladada por segunda vez, las paletas son debidamente
sujetadas y trasladadas hacia a la planta de congelado; por un montacarga,
seguidamente los pallets son llevados uno a uno a la tina de desinfeccin con la
ayuda de una transpaleta hidrulica.
Desinfeccin
La desinfeccin se hace en una tina en la que en la que el mango en jabas es
colocado en forma manual sobre una faja transportadora. Esta tina cuenta con un
sistema de burbujeo de aire, lo que permite la eliminacin eficaz de la suciedad
Universidad Nacional de Trujillo- Escuela Profesional de Economa
que pudo quedar adherida. La tina contiene agua ms desinfectante (Cloro Libre
Residual: 100 a 200 ppm) El agua de desinfeccin se cambia en funcin del
grado de limpieza que presente la materia prima en la recepcin.
Almacenamiento temporal en refrigeracin
Esta etapa slo se da cuando la lnea de proceso de congelado an tiene fruta en
proceso y para evitar que se caliente al ambiente esta fruta desinfectada es
colocada en las cmaras de refrigeracin para su almacenamiento temporal y
permanecer en este lugar hasta que se requiera en la lnea. La temperatura
flucta de 7 10 C.
Pelado
El mango en jabas es retirado de los pallets de plsticos y llevado a la lnea de
pelado con la ayuda de una stocka. Se distribuye manualmente en las tinas de
pelado colocando una jaba por cada tina donde permanece todo el tiempo con
agua ms desinfectante (Cloro Libre Residual de 50 a 100ppm). Los operarios
cogen los frutos y realizan el pelado con cuchillos especiales de acero
inoxidable; haciendo girar los frutos para lograr un pelado apropiado. Una vez
removida la cscara la cual es colocada en una jaba plstica de desechos; los
operarios proceden a colocar los mangos pelados en la faja transportadora.
Corte manual en mitades
Continuando el traslado de la fruta por la faja, se encuentran los operarios que
cortaran en mitades los mangos enteros y una vez obtenidas las mitades, se
desechan las semillas; de las cuales se recupera la pulpa de los bordes.
Moldeado manual
Las mitades firmes y que no presenten dao son destinados al proceso de
Mitades, para lo cual se utilizan moldes afilados de acero inoxidable para
perfilar todo el permetro de las mitades, esta operacin se hace sobre tablas de
tefln.
Transporte 4
Una vez que son perfiladas las mitades de los mangos, estas son colocadas
dentro de jabas blancas y transportadas en coches de acero inoxidable hacia el
tnel de congelado.
Abastecimiento manual
Las mitades son abastecidas de forma manual a la tina de lavado y desinfeccin
para luego ser conducidos a travs de un transportador de cangiln hacia el tnel
de congelado.
Corte mecnico
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Las mitades de mango que han sufrido daos continuarn su recorrido sobre la
faja transportadora a la mquina de corte para obtener chunks, smoothies y/
dices de diferente tamao dependiendo del requerimiento del cliente.
Transporte 5
Los mangos cortados en las distintas presentaciones caern sobre una canaleta
que contiene agua potable de 1.5 a 2.5 ppm de CLR, que las conducir hacia la
tina de lavado y desinfeccin para finalmente ser transportados hacia el tnel de
congelado.
Lavado y desinfeccin
Es la etapa donde el producto cortado o en mitades es sumergido en una solucin
desinfectante la cual debe estar a una concentracin de 10 30 ppm. Esta
operacin ayudar a dar un enjuague al producto y a desinfectarlo para reducir la
carga microbiana que posiblemente haya adquirido en las ltimas etapas de
proceso. Es una etapa preventiva.
Congelado (IQF)
Una vez que el mango ha sido desinfectado es conducido por un transportador de
cangilones que sale de la misma tina de desinfeccin para recoger el producto y
conducirlo hacia el tnel de congelamiento en el que se programa el tiempo de
residencia en sus dos etapas de acuerdo con el tipo de producto (mitades o
trozos). El tnel trabaja con el principio de congelamiento individual rpido
(IQF), eliminando en periodos de tiempos muy cortos el calor existente en el
producto hasta solidificarlo, con lo cual se garantiza que la textura y calidad del
producto se mantendr despus de descongelar el producto.
Clasificacin
Los trozos de mango congelado pasan por la faja de seleccin que se encuentra a
la salida del tnel, donde se realiza una clasificacin de los defectos del
producto, luego sigue a una calibracin en un tambor rotatorio; este calibrador
separa el mango en tres formatos: Bits & Pieces, Smoothies y Chunks,
dependiendo del tamao a trabajar. Posteriormente el producto es colocado sobre
la faja de clasificacin manual para darle la ltima revisin y separar las piezas
que no califican.
En el caso de las mitades estas son recibidas a la salida del tnel y colocadas
sobre la faja de clasificacin manual para separar las piezas que no califican de
acuerdo a las especificaciones que se estn trabajando.
Embolsado
El producto una vez clasificado es colocado en bolsas; en esta etapa los
operarios van colocando el producto en el envase adecuado, de acuerdo con el
Universidad Nacional de Trujillo- Escuela Profesional de Economa
programa de produccin establecido. Se busca en todo momento la uniformidad
del producto.
Pesado y sellado de bolsas
Al final de las lneas de envasado se ubican balanzas en las que los operarios
verifican el peso del producto y hacen los ajustes necesarios para que este se
encuentre dentro de los rangos establecidos para cada tipo de envase. Los
envases son pesados al 100%. Antes de iniciar la jornada se comprobar la tara
de los envases y la calibracin de las balanzas.
Inmediatamente despus de pesado el producto, cuando se trata de bolsas
pequeas y as lo requiera el cliente, se realiza el sellado de las mismas con
ayuda de selladoras manuales que operan con resistencia elctrica. Se procura
que el sello sea hermtico y uniforme.
Empacado, sellado de cajas y codificado
Las bolsas se colocan manualmente en cajas de cartn en forma ordenada;
cuando se trata de trozos la bolsa es colocada dentro de la caja antes del
embolsado. Posteriormente, las cajas se sellan y codifican mediante estampado
con tinta (cuando son litografiadas) o etiquetadas; la codificacin ser acorde
con los requerimientos del cliente o en su defecto con la fecha de fabricacin
(fecha normal o da juliano) y el cdigo de planta (LJ).
Detector de metales
Las cajas llenas y selladas son pasadas a travs del detector de metales con la
finalidad de comprobar que el producto est libre de este tipo de materia extraa.
El detector de metales cuenta con un dispositivo de rechazo y parada cuando se
detecta la presencia de algn metal, esto permite tomar las acciones correctivas
pertinentes.
Paletizado
Las cajas se van colocando ordenadamente en paletas de madera hasta completar
las cantidades establecidas para cada tipo. Cuando la paleta est completa, queda
lista para su traslado a la cmara de congelacin.
Almacenamiento de producto terminado en congelacin
Las paletas una vez completas son trasladadas a la fila correspondiente en la
cmara de producto terminado.
El producto queda all hasta su despacho. La temperatura en la cmara ser de
18 C como mnimo.
Despacho
El producto en cajas, es cargado a los contenedores refrigerados para su salida de
planta. Para ello los vehculos previamente se aproximan al espign de carga;
son inspeccionados para asegurar su limpieza y condiciones y luego son
Universidad Nacional de Trujillo- Escuela Profesional de Economa
cargados ordenadamente con ayuda del montacargas. El vehculo debe estar
seteado a -26C para cargar y posteriormente deber mantener el producto en las
mismas condiciones que la cmara de congelacin de planta.
H.
Descripcin de proceso de palta congelada
Recepcin de insumos y materiales de empaque
Etapa en la cual, la recepcin del material de empaque se inicia con la
inspeccin visual del Vehculo que llega a planta a la zona de recepcin, luego se
codifican los lotes de acuerdo al correlativo diario y se realiza una inspeccin
visual a los materiales. De no presentar ninguna observacin se procede al
muestreo que consta de dos tipos:
1. Materiales crticos: Sal, cido ctrico, cido ascrbico y bolsas.
2. Materiales no crticos: Cajas, etiquetas, stickers y parihuelas.
Para ambos grupos de materiales, el muestreo se realiza de acuerdo a la Military
Standard. Inspeccin General Nivel I. AQL: 0.1 (para defectos crticos), 1.5
(para defectos graves) y 6.5 (para defectos leves), la divisin realizada es en
funcin a la criticidad y/o complejidad de la estructura del material, contacto
directo con el producto, impacto con la presentacin, tiempo de abastecimiento,
etc.
Almacenamiento de insumos y materiales de empaque
Es la etapa donde se almacenan los materiales de aprovisionamiento bajo
condiciones seguras: ambiente exclusivo, con infraestructura adecuada y bajo
techo, temperatura promedio de 25C 30C y HR promedio de 70%. Se
cumple con las condiciones adecuadas de proteccin de material: uso de
polifilm, espacios de separacin del paletizado del material hacia la pared y entre
paletas, evitando as cualquier tipo de contaminacin. Adems, se tiene en
cuenta la identificacin del material, fechas de produccin. El despacho a
proceso est en funcin al principio PEPS.
Pesado de materia prima
El pesado se realiza en una balanza electrnica de 40 TM de capacidad para su
pesado y luego se dirige a la zona de descarga, la cual es calibrada anualmente.
Se registra el peso bruto en la balanza al ingresar y al salir. Se pesa nuevamente
obtenindose el peso neto de la materia prima, por diferencia.
Recepcin de materia prima
Previo a la operacin de descarga el Controlador de Produccin realiza un
chequeo de la sanidad del vehculo que transporta la materia prima. Toda
Universidad Nacional de Trujillo- Escuela Profesional de Economa
observacin deber ser informada en forma inmediata a los responsables en
campo.
Los vehculos con materia prima se aproximan hasta la zona de recepcin, los
operarios debidamente protegidos con casco de seguridad y guantes proceden a
retirar los templadores y/o sogas de que sostienen la carga; para la descarga por
lo general se utiliza montacargas, las paletas conteniendo las jabas con producto
puestas en piso, son trasladadas hacia el almacenamiento con transpaleta
hidrulica.
Las paletas se identifican por fecha y hora de recepcin, parcela y lote, variedad
y nmero de jabas por paleta, esta informacin sirve para efectos de trazabilidad.
Adicionalmente del lote recepcionado se toma muestras a las cuales se les
analizar el contenido de materia seca, factor importante para determinar los
parmetros de temperatura de enfriamiento, adems se toma la muestra para el
anlisis de materia prima.
Clasificacin:
La fruta es clasificada de acuerdo a su madurez en verde, pintona y madura. La
fruta verde y pintona pasa a almacenarse en los tneles de maduracin, y la fruta
madura pasa a las lneas de produccin.
Enfriado
Antes de iniciar el enfriamiento propiamente dicho pasa por un preenfriado
previo que consiste en disminuir la temperatura del fruto, retardar el proceso de
deterioro y facilitar su maduracin posterior.
La materia prima es trasladada al rea de los tneles de enfriamiento y colocada
en la pre cmara, que se encuentra a una temperatura entre 8 15C
dependiendo del contenido de materia seca promedio. All permanece hasta que
pase a los tneles de enfriamiento.
El enfriamiento se realiza en los tneles de enfriamiento por un sistema de aire
forzado. Las paletas son colocadas en dos filas de 10 paletas cada una, luego son
cubiertas con una manta plstica para facilitar el flujo del aire. La temperatura a
la cual se enfra se encuentra entre 5 7 C, la cual depende del contenido de
materia seca del fruto. La duracin del enfriamiento es de aproximadamente 10
horas.
Almacenamiento Refrigeracin
Una vez realizado el enfriamiento se retiran las paletas y se colocan en las
cmaras de almacenamiento, las mismas que se encuentran a una temperatura
entre 5 7 C, la cual depende del contenido de materia seca del fruto. El tiempo
mximo de almacenamiento es de 14 das.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Transporte de materia prima
Las paletas son trasladadas de las Cmaras de almacenamiento a los tneles de
maduracin en camiones pequeos.
Maduracin
Antes de iniciar la maduracin, en los mismos tneles, por un sistema de aire
forzado, las paletas son colocadas con la misma configuracin utilizada para
enfriarlas, colocndose una manta plstica para cubrirlas. Se mantienen en
dichas condiciones hasta que se alcance una temperatura de 20C. En la
maduracin propiamente dicha; se busca que el producto tenga caractersticas
favorables para el proceso de congelado (textura, color, aroma). La maduracin
es inducida (por inyeccin de etileno) y realizada bajo condiciones controladas
(temperatura y ambiente), en las cuales se monitorea el nivel de etileno, oxgeno
y dixido de carbono, adicionalmente se controlan otros parmetros indicadores
del avance de la maduracin como son la resistencia de la fruta a la penetracin.
Esta etapa se realiza en los tneles de maduracin.
Seleccin
Se ha incrementado una operacin adicional que es la seleccin de la fruta, para
lo cual el operario muestrea las paletas, salidas del tnel de maduracin,
tomando una jaba de cada paleta si la jaba tiene mas de 25 paltas no maduras
(cada jaba tiene aprox. entre 65-80 paltas, dependiendo del tamao) se
clasificar la paleta en la faja de seleccin, separndose la fruta verde y
devolvindola a los tneles de maduracin, para completar el proceso. Mientras
que la fruta madura seleccionada pasa a la siguiente etapa.
Lavado y desinfeccin
El lavado /desinfeccin se hace en una tina en la que la palta en jabas es
colocado en forma manual sobre una faja transportadora. Esta tina cuenta con un
sistema de burbujeo de aire, lo que permite la eliminacin de la suciedad
adherida, para reforzar esta labor se hace uso de esponjas para el lavado de la
fruta manualmente. La tina contiene agua con Acido Peroxiactico que se
mantiene a un nivel de 60-80 ppm. para desinfectar el producto. El agua de
lavado se cambia en funcin del grado de limpieza que presente la materia
prima.
Transporte de fruta desinfectada
Universidad Nacional de Trujillo- Escuela Profesional de Economa
La fruta madura es trasladada, las paletas son debidamente sujetadas y son
trasladadas hacia la nave de congelado para ser lanzadas a la lnea de
produccin.
Almacenamiento temporal
La fruta transportada a la nave de congelado puede ser lanzada inmediatamente a
la lnea de produccin o puede ser almacenada x un corto lapso de tiempo.
Lavado
El lavado se realiza en agua caliente a una temperatura de 90-95 C por un
tiempo de 20-40 segundos con el objetivo de completar el lavado y desinfeccin,
adems de permitir que la cscara se desprenda con mayor facilidad en el
pelado.
Despedado
En esta etapa la fruta es cortada en forma transversal por los operarios con la
ayuda de un cuchillo. Luego cogen la mitad del fruto que contiene la semilla,
suavemente y con la ayuda del cuchillo eliminan la pepa, la cual se coloca en
la jaba de desechos.
Pelado
Los operarios cogen una de las mitades del fruto y proceden a la extraccin de la
cscara con ayuda de cucharas, tratando de no daar la parte comestible. Una
vez removida la cscara, se la deposita en una jaba plstica de desechos.
Transporte de fruta pelada
La mitad del fruto libre de cscara es puesta en la faja transportadora. Las
mitades firmes y que no presentan daos son destinadas al proceso de Mitades
mientras que aquellas que no califican son destinadas al proceso de Cubos y/o
Slices.
Corte (Cubos y/o Slices)
Las mitades destinadas a Cubos y/o Slices son transportadas hasta el elevador
que alimenta a la mquina cortadora. Casi al final de las fajas se coloca una
ducha para el lavado de las mitades que van a la cortadora con la finalidad de
quitar restos de fruta sobremadura adheridas a ellas. La mquina cortadora
presenta una base interior de acero inoxidable con cuchillas que pueden
graduarse de acuerdo al tamao deseado, dependiendo de los requerimientos del
cliente. El producto cortado en Cubos y/o Slices es recolectado a la salida de la
mquina cortadora en una tina de acero inoxidable que contiene agua potable
(mn. 0.5 ppm de cloro libre residual).
Transporte
Universidad Nacional de Trujillo- Escuela Profesional de Economa
El producto cortado en Cubos y/o Slices es recolectado a la salida de la mquina
cortadora en una canaleta que contiene agua potable (mn. 0.5 ppm de cloro libre
residual) esta traslada al producto para la inmersin en solucin acidificada.
Preparacin de la solucin para inmersin
La solucin cida se prepara empleando tres insumos: sal, cido ctrico y cido
ascrbico. Los insumos se retiran del almacn, se registra el lote del insumo y se
procede a pesarlos de acuerdo a la formulacin. Una vez pesados se diluyen en
bidones plsticos que contienen agua, los cuales se agitan hasta lograr la
completa disolucin.
Inmersin en solucin acidificada
El producto cortado es trasladado hacia la tina del elevador que contiene la
solucin cida. All se adiciona el producto en mitades y/o cortado (Cubos/
Slices). El control del pH de la solucin cida se realiza al inicio y luego cada 15
minutos, el responsable de dicho control es el Controlador de lnea. El elevador
consta de una faja transportadora plstica que traslada el producto hacia la faja
de alimentacin del tnel de congelado.
Congelado (IQF)
La palta es alimentada al tnel de congelado en el que se programa el tiempo de
residencia en sus dos etapas de acuerdo con el tipo de producto (mitades, cubos,
slices). El tnel trabaja con el principio de congelamiento individual rpido
(IQF), eliminando en periodos de tiempo muy cortos el calor existente en el
producto hasta solidificarlo, con lo cual se garantiza que la textura y calidad del
producto se mantendr despus de descongelar el producto.
Desglosado
En esta etapa se procede a separar las mitades, cubos y slices que se hayan
pegado entre ellas.
Seleccin en tambor
La seleccin se realiza en el tambor rotatorio y/o en una faja transportadora en la
cual se clasifica al producto (mitades, slices y cubos) dependiendo del tamao
de la calidad. Las piezas daadas (sobremaduras) durante el congelamiento
mal cortados, sin forma por debajo del tamao mnimo son derivadas para Bits
& Pieces.
Seleccin manual
El producto congelado se selecciona en forma manual en la faja ubicada a la
salida del tnel de congelado. La seleccin en esta etapa busca eliminar materias
Universidad Nacional de Trujillo- Escuela Profesional de Economa
extraas de origen vegetal como pedazos de cscara que pudieran estar
adheridos al producto. Las piezas daadas (sobremaduras) durante el
congelamiento mal cortados, sin forma por debajo del tamao mnimo son
derivadas para Bits & Pieces.
Embolsado
El producto una vez clasificado es colocado en bolsas; en esta etapa los
operarios van colocando el producto en el envase adecuado, de acuerdo con el
programa de produccin establecido. Se busca en todo momento la uniformidad
del producto.
Pesado
Al final de las lneas de envasado se ubican balanzas en las que los operarios
verifican el peso del producto y hacen los ajustes necesarios para que este se
encuentre dentro de los rangos establecidos para cada tipo de envase. Los
envases son pesados al 100%. Antes de iniciar la jornada se comprobar la tara
de los envases y la calibracin de las balanzas.
Sellado de bolsas
Inmediatamente despus de pesado el producto, cuando se trata de bolsas
pequeas y as lo requiere el cliente, se realiza el sellado de las mismas en las
selladoras al vaco con inyeccin con Nitrgeno, de acuerdo a los rangos
establecidos para cada tipo de empaque. Se verifica que el sello sea hermtico y
uniforme.
Deteccin de metales
Las bolsas llenas y selladas son pasadas a travs del detector de metales con la
finalidad de comprobar que el producto est libre de este tipo de materia extraa.
El detector de metales cuenta con un dispositivo de rechazo y parada cuando se
detecta la presencia de algn metal, esto permite tomar las acciones correctivas
pertinentes.
Empacado, sellado y codificado
Las bolsas se colocan manualmente en cajas de cartn en forma ordenada;
cuando se trata de una presentacin a granel la bolsa se coloca dentro de la caja.
Posteriormente, las cajas se sellan y codifican mediante estampado con tinta
(cuando son litografiadas) o etiquetadas; la codificacin ser acorde con los
requerimientos del cliente o en su defecto con la fecha de fabricacin (fecha
normal o da juliano) y el cdigo de planta (LJ).
Paletizado
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Las cajas se van colocando ordenadamente en paletas de madera y son trasladas
hacia la cmara de almacenamiento de producto terminado para evitar que se
descongelen.
Almacenamiento de producto terminado en congelacin
Las paletas una vez completas son colocadas en la fila correspondiente en la
cmara de producto terminado. El producto queda all hasta su despacho. La
temperatura en la cmara es de 18 C como mnimo.
Despacho
El producto en cajas, es cargado a los contenedores refrigerados para su salida de
planta. Para ello los vehculos previamente se aproximan al espign de carga;
son inspeccionados para asegurar su limpieza y condiciones y luego son
cargados ordenadamente con ayuda del montacargas, cuando es paletizado y con
una transpaleta hidrulica cuando es cargado como carga suelta. El vehculo
deber mantener el producto en las mismas condiciones que la cmara de
congelacin en planta.
I.
Descripcin de proceso de mango en conserva
Recepcin de insumos y materiales de envase, empaque y embalaje
Etapa en la cual, la recepcin del insumo y materiales se inicia con la
inspeccin visual del Vehculo que llega a planta a la zona de recepcin, luego se
codifican los lotes de acuerdo al correlativo diario y se realiza una inspeccin
visual a los materiales. De no presentar ninguna observacin se procede al
muestreo que consta de dos tipos:
1. Materiales crticos: cido Ctrico, Azcar, cido Ascrbico, envases de
vidrio y envases de hojalata
2. Materiales no crticos: Bandejas, cajas, etiquetas, stickers y parihuelas.
Para ambos grupos de materiales, el muestreo se realiza de acuerdo a la Military
Standard. Inspeccin General Nivel I. AQL: 0.1 (para defectos crticos), 1.5
(para defectos graves) y 6.5 (para defectos leves), la divisin realizada es en
funcin a la criticidad y/o complejidad de la estructura del material, contacto
directo con el producto, impacto con la presentacin, tiempo de abastecimiento,
etc.
Almacenamiento de insumos y materiales envase, empaque y embalaje
Es la etapa donde se almacenan los materiales de aprovisionamiento bajo
condiciones seguras: ambiente exclusivo, con infraestructura adecuada y bajo
techo, temperatura promedio de 25C 30C y HR promedio de 70%. Se
Universidad Nacional de Trujillo- Escuela Profesional de Economa
cumple con las condiciones adecuadas de proteccin de material: uso de
polifilm, espacios de separacin del paletizado del material hacia la pared y entre
paletas, evitando as cualquier tipo de contaminacin. Adems, se tiene en
cuenta la identificacin del material, fechas de produccin.
El despacho a proceso est en funcin al principio PEPS.
Pesado
El pesado se realiza en una balanza electrnica de 40 TM de capacidad para su
pesado y luego se dirige a la zona de descarga, la cual es calibrada anualmente.
Se registra el peso bruto en la balanza al ingresar y al salir
Se pesa nuevamente obtenindose el peso neto de la materia prima, por
diferencia.
Recepcin de materia prima
Operacin que consiste en recibir el vehculo que transporta la materia prima en
jabas hasta la plataforma de recepcin, toda la materia prima es debidamente
identificada segn Kardex proveniente desde los campos de cultivo, llevando la
informacin de: fecha de cosecha, parcela, lote, etc.
Los vehculos que llevan la materia prima son inspeccionados garantizando que
est libre de materiales extraos y transporte nicamente mango.
Paralelamente segn el croquis de identificacin de la materia prima se realiza
los clculos para la toma de muestra segn cantidades por parcela y proceder a la
evaluacin de la calidad de la materia prima que ingresa del campo, estas labor
se realiza en un ambiente separado del rea de produccin; se califica la materia
prima de acuerdo con lo establecido en la respectiva especificacin de materia
prima.
Lavado
La fruta es colocada en la mquina lavadora (con agua potable), conteniendo
cepillos internos por donde pasa la fruta, cuya funcin es desprender la suciedad
adherida a la fruta. El agua de lavado es recirculada y se cambia en funcin del
grado de limpieza que presente la materia prima en la recepcin.
Simultneamente se realiza un enjuague de la fruta con agua potable directa para
completar la limpieza y continuar el proceso.
Clasificacin
Esta etapa se realiza con la finalidad de separar la fruta verde de la madura, y
descartar la materia prima que no califican por problemas de pudricin, etc. La
clasificacin se realiza a travs de la faja. La fruta seleccionada es colocada en
jabas para pasar a la desinfeccin.
Desinfeccin
La fruta en jabas es puesta en la tina de desinfeccin (agua ms desinfectante)
las cuales se trasladan a travs de cadenas y por inmersin; el tiempo de contacto
Universidad Nacional de Trujillo- Escuela Profesional de Economa
de la fruta con la solucin desinfectante son establecidos segn procedimientos
validados por el rea de microbiologa, posteriormente las jabas son puestas en
pallets debidamente identificadas para mantener la trazabilidad de la materia
prima, posteriormente las paletas son trasladas a la zona de enfriado.
Paletizado
Una vez desinfectada la fruta, las jabas son retiradas de la tina de desinfeccin y
colocadas en parihuelas.
Transporte 1
Las paletas son trasladadas a las Cmaras de almacenamiento mediante
traspaletas hidrulicas.
Enfriado
Esta etapa se realiza con finalidad de disminuir la temperatura del mango,
retardar los procesos de deterioro y facilitar su maduracin posterior.
Temperatura de enfriamiento 8C 10C por un tiempo aproximado de 8 - 10
horas.
Almacenamiento refrigerado
El almacenamiento en fro contribuir a uniformizar la temperatura de la fruta
con el objetivo de tener una maduracin homognea. El tiempo de
almacenamiento flucta entre 10 y 15 das. Temperatura de almacenamiento de 8
a 10 C.
Transporte 2
Las paletas son trasladadas de las Cmaras de almacenamiento a los tneles de
maduracin en camiones pequeos.
Maduracin
Esta etapa del proceso busca que la materia prima tenga caractersticas
favorables para los procesos posteriores (textura, color, aroma). Las paletas son
colocadas en los tneles de maduracin de capacidad de de 20 TM por tnel. La
maduracin es inducida (por inyeccin de etileno) y realizada bajo condiciones
controladas de temperatura y tiempo: 20C 21C por aproximadamente 2 - 3
das, en las cuales se monitorea el nivel de etileno, oxgeno y dixido de
carbono, adicionalmente se controlan otros parmetros indicadores del avance de
la maduracin como son la resistencia de la fruta a la penetracin.
Almacenamiento temporal
La fruta madura que se encuentra lista para el proceso de conserva es
almacenada en las cmaras, hasta su ingreso a proceso de conserva.
Desinfeccin y pelado
Universidad Nacional de Trujillo- Escuela Profesional de Economa
El polifilm es retirado del pallet y las jabas de mango son colocado en forma
manual sobre las tinas de pelado donde contiene solucin desinfectante con la
finalidad de reducir alguna posible contaminacin cruzada.
Los operarios cogen los frutos y realizan el pelado con cuchillos especiales de
acero inoxidable; haciendo girar los frutos para lograr un pelado apropiado. Una
vez removida la cscara la cual es colocada en una jaba plstica de desechos; los
operarios proceden a colocar los mangos pelados en la faja transportadora.
Lavado de envases
Todos los envases que ingresan a la lnea son lavados por inmersin con agua de
red, para esta operacin se controla en mantener el nivel de cloro residual del
agua que debe estar de 0.5 2.5 ppm y su cambio constante para evitar cualquier
contaminacin cruzada.
Corte y envasado
El mango es cortado de acuerdo a la especificacin de cliente, en slices o
rebanadas haciendo uso de un cuchillo para obtener la presentacin deseada.
Los envases pueden ser de vidrio u hojalata segn el requerimiento de los
clientes, buscando en todo momento la uniformidad del producto, los envases
son lavados con anterioridad para remover cualquier material extrao que
pudiera presentarse.
Pesado
Al final de las lneas de envasado se ubican balanza de 10 Kg y 6 Kg de
capacidad en las que operarios controlan el peso de los envases al 100%,
verificando que los pesos se encuentren dentro de los rangos establecidos para
cada tipo de envase; haciendo el ajuste respectivo cuando sea necesario mediante
la adicin o retiro de frutos.
Las balanzas son verificadas cada da de proceso, para garantizar el correcto
peso.
Preparacin de almbar
El lquido de gobierno es preparado en unas marmitas, siguiendo una
formulacin ya establecida para cumplir con los parmetros de Brix y pH,
establecidos para cada cliente y para asegurar los parmetros del producto
homogenizado.
Antes de enviar el lquido de gobierno a las lneas, este tiene que pasar por una
verificacin de los parmetros y control de temperatura adecuada en funcin a
tipo de envase y producto a procesar.
Adicin de almbar
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Los envases llenos de producto reciben una solucin que contiene agua, azcar,
acido ctrico y cido ascrbico (frasco) este es incorporado despus del llenado
del producto como liquido de cobertura.
Evacuado de aire
Esta operacin se realiza en un exhauster que inyecta vapor caliente, el cual
ocupa el espacio del envase sin llenar. Una vez cerrado el envase este vapor se
condensa generando el vaco.
Codificacin de tapas
Esta operacin se realiza por inyeccin de tinta y el cdigo puede variar de
acuerdo a la presentacin de producto.
Cerrado
Las latas y frascos al salir del exhauster son inmediatamente cerrados, las latas
en mquinas cerradoras y los frascos manualmente o en mquinas tapadoras.
Los envases cerrados se van colocando en los coches, en los cuales ingresarn a
las autoclaves.
En esta etapa se realiza un control minucioso de los cierres, tanto visual como
destructivo.
Pasteurizacin
Los carros cargados con los envases cerrados ingresan a las autoclaves para su
pasteurizacin, previamente se colocan las cintas de contraste como indicador
que el producto haya sido procesado trmicamente; se toma la temperatura
inicial del primer envase cerrado, se mide el residual de cloro presente en el agua
del sistema de autoclave. Se cierra la autoclave y se fija el programa
correspondiente de acuerdo al envase a procesarse. La pasteurizacin tiene por
objeto eliminar los microorganismos presentes que pueden causar dao al
consumidor.
Secado en coches
Una vez que los coches son retirados de la autoclave, son ingresados a un
sistema hidrulico para que el agua que se queda acumulada sea escurrida y los
sellos se fijen hermticamente. El lapso de tiempo es entre 10 a 15 minutos.
Secado y codificacin
Los envases despus de la pasteurizacin, se descargan manualmente de los
carros y se colocan en un transportador para pasar a travs de la mquina
codificadora. Antes de ello los envases pasan por una seccin de inyeccin de
aire para su secado y permitir as que el cdigo sea impreso claramente. En el
codificador recibe por inyeccin de tinta un cdigo que puede variar de acuerdo
a los requerimientos de los clientes, indicando siempre la fecha de produccin y
la identificacin de la planta.
Universidad Nacional de Trujillo- Escuela Profesional de Economa
Aplicacin de protector anticorrosivo
Slo en el caso de los envases de hojalata, las latas codificadas son limpiadas
manualmente con ayuda de paos de tela aplicando un protector anticorrosivo en
toda la superficie con la finalidad de protegerlo de la oxidacin. Los envases
(frascos y latas) debidamente protegidos y limpios se van colocando
ordenadamente en paletas de madera hasta completar las cantidades establecidas
para cada tipo de envase. Cuando la paleta est completa, queda lista para su
traslado al almacn de producto terminado con su respectiva identificacin
(krdex).
Almacenamiento de producto terminado
Las paletas una vez completas son trasladadas a la fila correspondiente segn el
formato en el almacn de producto terminado. All pueden ser apiladas hasta en
tres niveles con ayuda de montacarga. Cada paleta lleva un kardex donde se
especifica el producto, calidad, cantidad, fecha de fabricacin, etc. El producto
queda all para cumplir la cuarentena despus de la cual estar disponible para su
despacho.
Etiquetado
El producto puede ser etiquetado en la planta cuando los clientes as lo
requieran; para ello se colocarn las etiquetas ya sea en forma manual o
haciendo uso de las mquinas etiquetadoras mediante la aplicacin del material
de pegado (goma, cola sinttica, etc.) apropiado en cada caso.
Los envases una vez etiquetados pueden ser empacados en cajas; bandejas o
paquetes plastificados de acuerdo con los requerimientos de los clientes.
Repaletizado
El producto que es entregado por el almacn de producto terminado es re
repaletizado para acondicionar la carga de acuerdo a los requerimientos del
cliente para mejorar las condiciones de despacho. Esto tambin aplica a los
productos que se encuentran etiquetados y tienen una presentacin en cajas
bandejas.
Despacho
El producto acondicionado, etiquetado o no, en paletas, cajas, paquetes o
bandejas es cargado a los contenedores o camiones-plataforma para su salida de
planta. Para ello los vehculos previamente se aproximan al espign de carga;
son inspeccionados para asegurar su limpieza y condiciones y luego son
cargados ordenadamente con ayuda del montacargas.
You might also like
- Informe Visita A Empresa Camposol S.ADocument16 pagesInforme Visita A Empresa Camposol S.ALarry Joel Adanaque Litano0% (1)
- Camposol PDocument20 pagesCamposol PCesarMiguelAngelVillarrealPerezNo ratings yet
- APEM - Manual de Cosecha y Postcosecha en MangoDocument29 pagesAPEM - Manual de Cosecha y Postcosecha en MangoFranz Diaz100% (1)
- EsparragoDocument32 pagesEsparragoMarilyn MarilynNo ratings yet
- Investigación Organizacional de AcopagroDocument82 pagesInvestigación Organizacional de AcopagroJohel Condori CervantesNo ratings yet
- Agroindustria en La Región y en El PerúDocument16 pagesAgroindustria en La Región y en El PerúShirley DueñasNo ratings yet
- Sunshine Export - 16Document18 pagesSunshine Export - 16Elian Herrera Leon100% (1)
- Almacen MangoDocument7 pagesAlmacen MangoAnonymous NtJS7q1QtNo ratings yet
- Plan de Exportacion Del Maiz MoradoDocument33 pagesPlan de Exportacion Del Maiz MoradoLuis Nelson Guevara Perez64% (11)
- Exportar espárragos congelados a EEUUDocument8 pagesExportar espárragos congelados a EEUUJeison LlvNo ratings yet
- Leche Evaporada IdealDocument18 pagesLeche Evaporada IdealAlejandra CuadraNo ratings yet
- Frejol de PaloDocument38 pagesFrejol de PaloAnita Becerra Bobadilla0% (1)
- Beneficios salud arándanoDocument19 pagesBeneficios salud arándanoSolange Najarro GallegosNo ratings yet
- Analisis Pest - JugueriaDocument5 pagesAnalisis Pest - Jugueriamaria eri lopezNo ratings yet
- Exportacion de Palta-NiDocument18 pagesExportacion de Palta-Niblass saenzNo ratings yet
- Exportaciòn HigosDocument40 pagesExportaciòn HigosRodrigo Peñates Ortega100% (2)
- CAMPOSOLDocument15 pagesCAMPOSOLKevin Vidal0% (1)
- Exportación de PitahayaDocument7 pagesExportación de PitahayaKevin RosellNo ratings yet
- Caso BelcorpDocument4 pagesCaso BelcorpmayaNo ratings yet
- Empaque Al Vacio CuyDocument39 pagesEmpaque Al Vacio CuyyanelaNo ratings yet
- Funciones de Puesto TalsaDocument4 pagesFunciones de Puesto TalsaLore C. MixanNo ratings yet
- Tesis 2015 - Harina Del PijuayoDocument117 pagesTesis 2015 - Harina Del PijuayoRicardo ChaviraNo ratings yet
- Gestión - Entrevista Al Gerente General de TaberneroDocument1 pageGestión - Entrevista Al Gerente General de TaberneroAnonymous 48dxLi8No ratings yet
- Manual Mark LogDocument30 pagesManual Mark LogALDEMNo ratings yet
- Proyecto de Exportación Palta HassDocument23 pagesProyecto de Exportación Palta HassAndrea Valera Mesias100% (1)
- POTADocument5 pagesPOTAkkarla3katerine3veraNo ratings yet
- T5 - Informe Palta HassDocument53 pagesT5 - Informe Palta HassLETICIA ISABEL RODRIGUEZ LIMAY100% (1)
- Informe de Planta de La Visita A La Empresa NorandinoDocument6 pagesInforme de Planta de La Visita A La Empresa NorandinoVICTOR PAUL ANCAJIMA YANGUANo ratings yet
- ANALISIS LOGISTICO CURACAODocument67 pagesANALISIS LOGISTICO CURACAORvAb0% (1)
- ApropaaalDocument4 pagesApropaaalRaul GuevaraNo ratings yet
- UNACEMDocument5 pagesUNACEMrosa milagrosNo ratings yet
- Caso CamposolDocument17 pagesCaso CamposolPatricio Ponte RodriguezNo ratings yet
- Visita técnica a fundo agrícola en IcaDocument8 pagesVisita técnica a fundo agrícola en IcaHenry ConisllaNo ratings yet
- Elasticidad Precio de La Demanda de Harina de Pescado en El PerúDocument12 pagesElasticidad Precio de La Demanda de Harina de Pescado en El PerúLuis FloresNo ratings yet
- Trabajo Final ExportacionDocument30 pagesTrabajo Final ExportacionJose Eduardo Heras ChiquesNo ratings yet
- Plan de Negocio I PARTE - Uva Red GlobeDocument35 pagesPlan de Negocio I PARTE - Uva Red GlobeEdwin ArroyoNo ratings yet
- Empresa azucarera Casa Grande S.A.ADocument14 pagesEmpresa azucarera Casa Grande S.A.AJorge F. Rodríguez100% (1)
- Estudio de Mercado-MangoDocument18 pagesEstudio de Mercado-MangoJorge L. Rodríguez SánchezNo ratings yet
- CafeDocument166 pagesCafeIsabel RiveraNo ratings yet
- Guia para Elaboracion y Codificacion de DocumentosDocument5 pagesGuia para Elaboracion y Codificacion de DocumentosTransportes GarciaNo ratings yet
- Exportación de espárragos peruanosDocument1 pageExportación de espárragos peruanosGabriela ZumaranNo ratings yet
- Exportacion Mango OficiALDocument91 pagesExportacion Mango OficiALClinie Rene Arenas QuispeNo ratings yet
- Campo SolDocument44 pagesCampo SolCristian Joel Timana Seminario80% (5)
- Gestion Frozen FoodsDocument20 pagesGestion Frozen FoodsRenzo J. Catacora SNo ratings yet
- Pisco SarcayDocument3 pagesPisco Sarcayandrea del pilar rodriguez acostaNo ratings yet
- Trabajo Final de Inteligencia Comercial El MangoDocument49 pagesTrabajo Final de Inteligencia Comercial El MangoAngie LopezNo ratings yet
- Proyecto Exportación Espárragos EE.UUDocument39 pagesProyecto Exportación Espárragos EE.UUKharlen Angel Arosquipa BalbinNo ratings yet
- Exportacion de AguajeDocument35 pagesExportacion de AguajeSophiaRiveraMonteroNo ratings yet
- Proceso de Recepción de ArándanoDocument27 pagesProceso de Recepción de ArándanoFelipe Gonzales Said de la OlivaNo ratings yet
- Producción mermelada aguaymantoDocument122 pagesProducción mermelada aguaymantoRocelí Vasquez Chavarria89% (9)
- Auditoria - Caso Práctico Idl2Document1 pageAuditoria - Caso Práctico Idl2Raquel Romo Vega100% (1)
- Pla Estrategico de La Exportación de La Uva A EEUUDocument77 pagesPla Estrategico de La Exportación de La Uva A EEUULorenaNo ratings yet
- Diseño de Propuesta de Ciudadanía Global 1Document8 pagesDiseño de Propuesta de Ciudadanía Global 1Axel Alaya CrakNo ratings yet
- Aguaymanto 130910155232 Phpapp01Document18 pagesAguaymanto 130910155232 Phpapp01Jefra RChNo ratings yet
- CamposolDocument11 pagesCamposolGianmarco Ticona Coda100% (1)
- CamposolDocument8 pagesCamposolFranco Aponte GarcíaNo ratings yet
- La Función de Producción y Su Validez Hoy en DiaDocument11 pagesLa Función de Producción y Su Validez Hoy en DiaMichael Kelly0% (1)
- Empresa Agroindustrial CamposolDocument92 pagesEmpresa Agroindustrial CamposolJuan HuimanNo ratings yet
- Visita a Camposol, empresa agroindustrial líder en PerúDocument91 pagesVisita a Camposol, empresa agroindustrial líder en PerúIvan CulquiNo ratings yet
- Estudio de Cultivos de Ciclo Corto y Semipermanentes - W.PDocument14 pagesEstudio de Cultivos de Ciclo Corto y Semipermanentes - W.PvickyNo ratings yet
- Macroeconomía PDFDocument9 pagesMacroeconomía PDFSherysh JackelinneNo ratings yet
- Conversión de TasasDocument4 pagesConversión de TasasSandra Alcalde RiscoNo ratings yet
- Gob Paniagua y ToledoDocument13 pagesGob Paniagua y ToledoSandra Alcalde RiscoNo ratings yet
- Drenaje Pluvial JR AmazonasDocument29 pagesDrenaje Pluvial JR AmazonasSandra Alcalde RiscoNo ratings yet
- Sandra Alcalde SubsidioDocument4 pagesSandra Alcalde SubsidioSandra Alcalde RiscoNo ratings yet
- Avance Proyecto 11 12 CuadrosDocument54 pagesAvance Proyecto 11 12 CuadrosSandra Alcalde RiscoNo ratings yet
- Laboratorio de Finanzas IDocument1 pageLaboratorio de Finanzas ISandra Alcalde RiscoNo ratings yet
- Preguntas y Problemas de FinanzasDocument16 pagesPreguntas y Problemas de FinanzasSandra Alcalde RiscoNo ratings yet
- Acciones y BonosDocument52 pagesAcciones y BonosArturo Esteva CastilloNo ratings yet
- DocuDocument1 pageDocuSandra Alcalde RiscoNo ratings yet
- Política Económica AmbientalDocument32 pagesPolítica Económica AmbientalSandra Alcalde RiscoNo ratings yet
- Comunidad Emagister 8361 GerenciaDocument54 pagesComunidad Emagister 8361 GerenciaTony Salinas CastilloNo ratings yet
- Cualquier ArchivoDocument1 pageCualquier ArchivoSandra Alcalde RiscoNo ratings yet
- Cualquier ArchivoDocument1 pageCualquier ArchivoSandra Alcalde RiscoNo ratings yet
- Laleygeneraldesociedades 130220172442 Phpapp02Document90 pagesLaleygeneraldesociedades 130220172442 Phpapp02Sandra Alcalde RiscoNo ratings yet
- Incidencia de La Microfinancieras en El PorvenirDocument13 pagesIncidencia de La Microfinancieras en El PorvenirSandra Alcalde RiscoNo ratings yet
- Análisis de toma de decisiones bajo incertidumbreDocument21 pagesAnálisis de toma de decisiones bajo incertidumbreJose Guillermo Garcia100% (1)
- Ejercicios Unidad II - LindoDocument2 pagesEjercicios Unidad II - LindoSandra Alcalde RiscoNo ratings yet
- 10 Razones FinancierasDocument32 pages10 Razones FinancierasAngelito FelizNo ratings yet
- EXAMDocument18 pagesEXAMSandra Alcalde RiscoNo ratings yet
- ARITfraccDocument5 pagesARITfraccLuis CañasNo ratings yet
- Fanal Adultos 2020 DIGDocument260 pagesFanal Adultos 2020 DIGJesús Arturin100% (1)
- Cáncer de Páncreas y CarcinomaDocument29 pagesCáncer de Páncreas y CarcinomaJuan ArgentNo ratings yet
- Diagnostico - Caminos - 9930Document15 pagesDiagnostico - Caminos - 9930Franco Medina LlanosNo ratings yet
- EmocionesDocument6 pagesEmocionesAlex AlexNo ratings yet
- Planestrategicoparabackusyjhonston 170602141718 PDFDocument46 pagesPlanestrategicoparabackusyjhonston 170602141718 PDFJeampool Linares0% (1)
- Actividad de Puntos Evaluables - Escenario 2 - CalculoDocument4 pagesActividad de Puntos Evaluables - Escenario 2 - Calculojaime0% (2)
- Propuesta Corregida HEBER-ANTUANDocument19 pagesPropuesta Corregida HEBER-ANTUANAntuan Ortega ArrietaNo ratings yet
- Programa de Mantenimiento Preventivo y Aseguramiento de Energias PeligrosasDocument17 pagesPrograma de Mantenimiento Preventivo y Aseguramiento de Energias PeligrosasJUAN FERNANDO POSADA CASTAÑONo ratings yet
- Trastornos psiquiátricos y psicofarmacologíaDocument5 pagesTrastornos psiquiátricos y psicofarmacologíaYony FCqNo ratings yet
- Practica de Granulometría en SuelosDocument5 pagesPractica de Granulometría en SuelosAna Isabel Padilla RodríguezNo ratings yet
- CONVERSION DE UNIDADES ReflexionDocument2 pagesCONVERSION DE UNIDADES ReflexionalvaroNo ratings yet
- Hoja Tecnica Epoxil Brea HB Cersa E-61Document4 pagesHoja Tecnica Epoxil Brea HB Cersa E-61Ignacio Alejandro Escobar AhumadaNo ratings yet
- Los MoluscosDocument3 pagesLos MoluscosAmni JFNo ratings yet
- Alineamiento Entre PuntosDocument18 pagesAlineamiento Entre PuntosCarlos Ivan Cojal Aguilar50% (2)
- Ingeniería Mecánica y su Impacto en la SociedadDocument11 pagesIngeniería Mecánica y su Impacto en la SociedadAlejandro ValeroNo ratings yet
- Reactivacion Del Transporte PublicoDocument42 pagesReactivacion Del Transporte PublicoMitchel Espinoza CárdenasNo ratings yet
- Apendice II - Ficha TecnicaDocument3 pagesApendice II - Ficha TecnicaAlfonso Gonzalez TuñónNo ratings yet
- Teorías y Modelos1Document49 pagesTeorías y Modelos1Victor Daniel Pelagio QuintanaNo ratings yet
- Análisis de heces para diagnóstico médicoDocument6 pagesAnálisis de heces para diagnóstico médicoSilvana Rodelo0% (1)
- IndiceDocument9 pagesIndiceVirginia Guerra VieyraNo ratings yet
- Filarias: Características y ciclo biológico de las principales especies que parasitan humanosDocument9 pagesFilarias: Características y ciclo biológico de las principales especies que parasitan humanosJosmel yañez100% (1)
- Informe Majes Sihuas Ultimo Mayo Del 2019Document18 pagesInforme Majes Sihuas Ultimo Mayo Del 2019Carlos VegaNo ratings yet
- Ingeniería Civil objetos estudio infraestructuraDocument3 pagesIngeniería Civil objetos estudio infraestructuraSolangeNo ratings yet
- Jesús es el camino, la verdad y la vidaDocument1 pageJesús es el camino, la verdad y la vidaJorge Pedro Condori NeiraNo ratings yet
- Influencia de La Luna en La AgriculturaDocument77 pagesInfluencia de La Luna en La AgriculturaAngel CaravantesNo ratings yet
- Dibujo FloresDocument26 pagesDibujo FloresJuanRodriguez100% (3)
- Anexo 4 Presupuesto Naves IndustrialesDocument2 pagesAnexo 4 Presupuesto Naves IndustrialesJanet Farias CoveñasNo ratings yet
- Accidente de FlixboroughDocument13 pagesAccidente de FlixboroughGabriel Guacaneme100% (1)
- Aforo Del Caudal de Mi CasaDocument6 pagesAforo Del Caudal de Mi CasaFlorisel GomezNo ratings yet