You might also like
- Procesos de TorneadoDocument23 pagesProcesos de TorneadoBeyker Quispe AguirreNo ratings yet
- Estudio Factibilidad Adquisicion Torno Vertical y Banco Pruebas Taller Central PDFDocument175 pagesEstudio Factibilidad Adquisicion Torno Vertical y Banco Pruebas Taller Central PDFjasebeyNo ratings yet
- TT ASTM A532 Bernal-CanalesDocument4 pagesTT ASTM A532 Bernal-CanalesPaolo Sebastián Bernal GómezNo ratings yet
- 5-1 Prog. Cad-Cam para Torno CNCDocument26 pages5-1 Prog. Cad-Cam para Torno CNCDaniel Torres QuispeNo ratings yet
- Proyecto-Mecanizado Walter FredyDocument19 pagesProyecto-Mecanizado Walter FredyNilton QuispeNo ratings yet
- Tipos de AcerosDocument43 pagesTipos de AcerosRicardo Vash LázaroNo ratings yet
- Esmerilado 1 PDFDocument15 pagesEsmerilado 1 PDFJuan Cho50% (2)
- Procesos de Maquinado y AcabadoDocument16 pagesProcesos de Maquinado y AcabadoKakaroto Maximo Decimo Meridio100% (1)
- Mantenimiento Indtrial Area de MaquinadosDocument15 pagesMantenimiento Indtrial Area de MaquinadosEsteban AldapeNo ratings yet
- Tesis I. M. 136Document82 pagesTesis I. M. 136David BaraoNo ratings yet
- Construcción Artesanal de Una Prensa Hidráulica. - LamanetaDocument10 pagesConstrucción Artesanal de Una Prensa Hidráulica. - LamanetaJefMurNo ratings yet
- Tolva de FinosDocument7 pagesTolva de FinosMiranda Julios JmrNo ratings yet
- Control de Calidad en Las FundicionesDocument42 pagesControl de Calidad en Las FundicionesFernando GuamánNo ratings yet
- 3.0 Trituracion o ChancadoDocument33 pages3.0 Trituracion o ChancadoomarNo ratings yet
- Fabricacion de TornilloDocument15 pagesFabricacion de Tornillomiquichu7No ratings yet
- Pruebas en Una RectificadoraDocument14 pagesPruebas en Una RectificadoraTatan RNo ratings yet
- Proceso de Fabricacion (Fresadora)Document9 pagesProceso de Fabricacion (Fresadora)jairoluiskiwi100% (1)
- Proyecto MDM SENATIDocument8 pagesProyecto MDM SENATIRoel Berna CallataNo ratings yet
- LimadoraDocument25 pagesLimadoraAlcides Gabriel LimaNo ratings yet
- Hoja de ProcesosDocument5 pagesHoja de ProcesosGuido AndinoNo ratings yet
- C09 LAB.02 de Tecnologia de Los MaterialesDocument12 pagesC09 LAB.02 de Tecnologia de Los MaterialesAlvaro Gamboa PizánNo ratings yet
- Darwin TaladroDocument12 pagesDarwin TaladroUriel torres velardeNo ratings yet
- 9na CLASE ENSAYO-JOMINYDocument41 pages9na CLASE ENSAYO-JOMINYYeimi Ochoa QuintanaNo ratings yet
- Fresadora Torno y RoladoraDocument22 pagesFresadora Torno y RoladoraMichael SaldañaNo ratings yet
- Torno PDFDocument30 pagesTorno PDFLuisa Fernanda Vargas ArevaloNo ratings yet
- Sesion Virtual: Semana 17 Operación Y Calculos Del Proceso de RectificadoDocument11 pagesSesion Virtual: Semana 17 Operación Y Calculos Del Proceso de RectificadoIBAR SAUL MAMANI ALARCON100% (1)
- ForjaDocument29 pagesForjaMiguel LJNo ratings yet
- Manual Instrucciones mc200 Trifasica - 0 PDFDocument35 pagesManual Instrucciones mc200 Trifasica - 0 PDFLuis AlarconNo ratings yet
- Modelo FundiciónDocument5 pagesModelo FundiciónRoy Quispe HuayllapumaNo ratings yet
- Proyecto Prototipo de Un TaladroDocument15 pagesProyecto Prototipo de Un TaladroEdison GuachambozaNo ratings yet
- Mecanizado 2.Ppt Conceptos.Document25 pagesMecanizado 2.Ppt Conceptos.FranciscaNo ratings yet
- Joaquin Marin Pineda - CVDocument4 pagesJoaquin Marin Pineda - CVsareluis30No ratings yet
- MandrinadoraDocument43 pagesMandrinadoraBerly YupaNo ratings yet
- Insertos de CorteDocument16 pagesInsertos de CorteDaniel Patiño0% (1)
- Mecanizado de Una Pieza en TornoDocument2 pagesMecanizado de Una Pieza en TornoFernando TapiaNo ratings yet
- Tarea Diagrama HHCDocument4 pagesTarea Diagrama HHCAvecinos Prado0% (1)
- Tintas PenetrantesDocument11 pagesTintas PenetrantesAlexNo ratings yet
- Proceso de Conformado Por Deformación PlásticaDocument4 pagesProceso de Conformado Por Deformación PlásticaStoneNo ratings yet
- Recti Fica DoDocument21 pagesRecti Fica DoAngel DavidNo ratings yet
- Materiales para Herramientas de Corte Clasificación ISO de RecubrimientosDocument14 pagesMateriales para Herramientas de Corte Clasificación ISO de Recubrimientoskevin MontaluiaNo ratings yet
- Ensayo Jominy LabDocument8 pagesEnsayo Jominy LabGustavo Andres Farfan MesaNo ratings yet
- FORJADO - MonografiaDocument16 pagesFORJADO - MonografiaDelia Araoz Quiroz0% (1)
- Apicacion Del Sistema de Seguridad de 5 PuntosDocument17 pagesApicacion Del Sistema de Seguridad de 5 Puntosscarletlugo4751No ratings yet
- Practica 2 - Tratamientos TermicosDocument3 pagesPractica 2 - Tratamientos TermicosrivaldoNo ratings yet
- Diseño y Construccion de Un PisapapelesDocument7 pagesDiseño y Construccion de Un PisapapelesSaul AlvarezNo ratings yet
- Molino DibujoDocument18 pagesMolino DibujoELIZABETH COAGUILA AÑARINo ratings yet
- Máquina de Corte Por Chorro de Agua CNCDocument3 pagesMáquina de Corte Por Chorro de Agua CNCFely Saavedra AricaNo ratings yet
- Resumen FMEM50 Tornero FresadorDocument3 pagesResumen FMEM50 Tornero FresadorAntonio Romero CaleroNo ratings yet
- Brochadora MaquinaDocument6 pagesBrochadora MaquinaFederico Biocca0% (1)
- Hoja de Procesos Punta TripoideDocument13 pagesHoja de Procesos Punta TripoideCelso MosqueraNo ratings yet
- Sistemas de Fabricación para MecanizadoDocument69 pagesSistemas de Fabricación para MecanizadoignaunaqNo ratings yet
- Informe Practica de FundicionDocument23 pagesInforme Practica de Fundicionnicolas londoñoNo ratings yet
- Presentación SinterizaciónDocument17 pagesPresentación SinterizaciónVíctor H. Flores Mamani100% (1)
- Recubrimientos Por Conversion QuimicaDocument12 pagesRecubrimientos Por Conversion QuimicaAndres Gonzalez ArdilaNo ratings yet
- RodamientosDocument63 pagesRodamientosJavier MedinaNo ratings yet
- Proceso FresadoDocument24 pagesProceso Fresado3dx4rdo.obNo ratings yet
- Operaciones en El TornoDocument6 pagesOperaciones en El TornorozureNo ratings yet
- Tipos de TornosDocument15 pagesTipos de TornosEddy MBNo ratings yet
- Práctica 9 Proceso de Fundición PDFDocument8 pagesPráctica 9 Proceso de Fundición PDFJaime MontielNo ratings yet
- Taladrado de Una PiezaDocument11 pagesTaladrado de Una PiezaD Alexander TorresNo ratings yet
- Los Videojuegos Son Una Pérdida de TiempoDocument2 pagesLos Videojuegos Son Una Pérdida de TiempoCarlos VargasNo ratings yet
- MODBUSDocument6 pagesMODBUSCarlos VargasNo ratings yet
- Razonamiento EspacialDocument13 pagesRazonamiento EspacialCarlos VargasNo ratings yet
- Módulo Aptitud AbstractaDocument24 pagesMódulo Aptitud AbstractaMiguel Aucancela Saldana67% (3)
- Paper Pendulo Invertido ProyectoDocument5 pagesPaper Pendulo Invertido ProyectoCarlos VargasNo ratings yet
- MacrolocalizaciónDocument2 pagesMacrolocalizaciónCarlos VargasNo ratings yet
- Diseño EjempoDocument1 pageDiseño EjempoCarlos VargasNo ratings yet
- Histotia de La RoboticaDocument2 pagesHistotia de La RoboticaCarlos VargasNo ratings yet
- Sistemas PID MatlabDocument13 pagesSistemas PID MatlabCarlos VargasNo ratings yet
- Ejercicios FatigaDocument3 pagesEjercicios FatigaCarlos VargasNo ratings yet
- Tipos de FormatosDocument2 pagesTipos de FormatosCarlos Vargas100% (1)
- Tecnica de La EsculturaDocument1 pageTecnica de La EsculturaCarlos VargasNo ratings yet
- Potencia EléctricaDocument9 pagesPotencia EléctricaCarlos VargasNo ratings yet
- Virus Hack - Redes Neuronales, Conceptos Básicos y AplicacionesDocument55 pagesVirus Hack - Redes Neuronales, Conceptos Básicos y AplicacionesjudasnakeNo ratings yet
- Tecnicas de Puesta A TierraDocument5 pagesTecnicas de Puesta A TierraCarlos VargasNo ratings yet
- Cuestionario Sistemas HidráulicosDocument5 pagesCuestionario Sistemas HidráulicosCarlos VargasNo ratings yet
- Sistemas SobreamortiguadosDocument7 pagesSistemas SobreamortiguadosCarlos VargasNo ratings yet
- Ejercicios Formas Onda FourierDocument15 pagesEjercicios Formas Onda FourierAlejandro RodriigzNo ratings yet
- Partes Del Sistema FestoDocument4 pagesPartes Del Sistema FestoCarlos VargasNo ratings yet
- Acondicionamiento de SeñalDocument6 pagesAcondicionamiento de SeñalCarlos VargasNo ratings yet
- Electronica de PotenciaDocument4 pagesElectronica de PotenciaCarlos VargasNo ratings yet
- Materales CompuestosDocument5 pagesMaterales CompuestosCarlos VargasNo ratings yet
- Clasificacion Aceros Aisi PDFDocument5 pagesClasificacion Aceros Aisi PDFRodrigo Cea MedinaNo ratings yet
- Electronica de Potenica: Alumno: Carlos Eduardo Vargas Corrales NIVEL: 6to "A" Ing. MecatrónicaDocument2 pagesElectronica de Potenica: Alumno: Carlos Eduardo Vargas Corrales NIVEL: 6to "A" Ing. MecatrónicaCarlos VargasNo ratings yet
- Integrales de Funciones TrigonométricasDocument9 pagesIntegrales de Funciones TrigonométricasCarlos VargasNo ratings yet
- Vargas GTODocument2 pagesVargas GTOCarlos VargasNo ratings yet
- Tipos de LiderazgoDocument6 pagesTipos de LiderazgoCarlos VargasNo ratings yet
- Aplicación de La Mecatrónica en El Ámbito NacionalDocument12 pagesAplicación de La Mecatrónica en El Ámbito NacionalCarlos VargasNo ratings yet
- Generador en Derivacion de CD Con AutoexcitacionDocument7 pagesGenerador en Derivacion de CD Con AutoexcitacionCarlos VargasNo ratings yet
- Tornillo de BancoDocument16 pagesTornillo de BancoLeo St Dominguez LeyvaNo ratings yet
- Preguntas Pag 292Document3 pagesPreguntas Pag 292Juanjo Silva0% (2)
- TroquelaciónDocument16 pagesTroquelaciónjavbuitNo ratings yet
- Orden Operacional de Las PastillasDocument2 pagesOrden Operacional de Las PastillasDaniel ValenciaNo ratings yet
- FMEH0209Document37 pagesFMEH0209Samuel David Jaramillo RodríguezNo ratings yet
- A8 Parametro Planos de TallerDocument15 pagesA8 Parametro Planos de Tallerjoalsaay100% (1)
- Unidad 25, 33, 41Document12 pagesUnidad 25, 33, 41Alexandra Galdos0% (1)
- MANUAL DE TORnoDocument38 pagesMANUAL DE TORnoraziel67% (3)
- Examen Procesos de Fabricación - Tratamientos TérmicosDocument2 pagesExamen Procesos de Fabricación - Tratamientos TérmicosJesús FloresNo ratings yet
- Dossier de Ejemplos Fagor 8055 F (Vicente Aldaco) PDFDocument29 pagesDossier de Ejemplos Fagor 8055 F (Vicente Aldaco) PDFSamuel GallegoNo ratings yet
- Temario Curso MecanizadoDocument8 pagesTemario Curso MecanizadoChristian PoloNo ratings yet
- Hardox 400Document2 pagesHardox 400AndresNo ratings yet
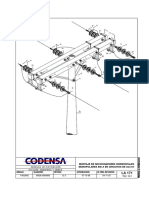
- La 171 PDFDocument2 pagesLa 171 PDFSandra MilenaNo ratings yet
- Catalogo Soporteria MetalectroDocument18 pagesCatalogo Soporteria MetalectroXavier Pérez EsparzaNo ratings yet
- Teória de Parámetros de Corte en Operaciones de Mecanizado.Document7 pagesTeória de Parámetros de Corte en Operaciones de Mecanizado.David BedoyaNo ratings yet
- Software en Ingenieria Cad Cae PDFDocument14 pagesSoftware en Ingenieria Cad Cae PDFRoy Edward Colque ChuraNo ratings yet
- Discontinuidaes y Defectos PDFDocument83 pagesDiscontinuidaes y Defectos PDFJuan CarlosNo ratings yet
- ROSCAS - PPT (Modo de Compatibilidad)Document30 pagesROSCAS - PPT (Modo de Compatibilidad)miguelNo ratings yet
- Plancha de Conexion Perfil-Concreto A TopeDocument27 pagesPlancha de Conexion Perfil-Concreto A TopeMariano DiazNo ratings yet
- Taller EjerciciosDocument7 pagesTaller EjerciciosEduardo Luis Romero LunaNo ratings yet
- Tipos de RoscasDocument6 pagesTipos de Roscaskhaterine Quispe CalcinaNo ratings yet
- CNC - Unidad3 - Pablo Manuel Pereyra SánchezDocument3 pagesCNC - Unidad3 - Pablo Manuel Pereyra SánchezPablo PereyraNo ratings yet
- Abrazaderas07 PDFDocument25 pagesAbrazaderas07 PDFCesarin L ANo ratings yet
- PLANO CERCO PERIMÉTRICO FIERRO GALVANIZADO (DWG) - Enlace de Descarga en La DescripciónDocument1 pagePLANO CERCO PERIMÉTRICO FIERRO GALVANIZADO (DWG) - Enlace de Descarga en La DescripciónEdgar Vasquez100% (1)
- Despiece GEX 150 ACDocument7 pagesDespiece GEX 150 ACcotelaNo ratings yet
- Grate Informe InvestigacionDocument4 pagesGrate Informe InvestigacionJhon Cristian CcosiNo ratings yet
- Indice de Dossier Estructuras MetalicasDocument1 pageIndice de Dossier Estructuras MetalicasVioletaNo ratings yet
- El TornoDocument25 pagesEl TornoAlex Manrique100% (2)
- Insumos 4Document6 pagesInsumos 4nelson neyuraNo ratings yet
- Cab TangencialDocument8 pagesCab TangencialCarlos FarineNo ratings yet