You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Understanding Infrared Thermography Reading 6 (PDFDrive) PDFDocument510 pagesUnderstanding Infrared Thermography Reading 6 (PDFDrive) PDFINDRAJIT SAONo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Action Plan Sars-Cov 19: MANDATORY Else We Cannot Monitor Who Is Sick and Who Is Not!Document1 pageAction Plan Sars-Cov 19: MANDATORY Else We Cannot Monitor Who Is Sick and Who Is Not!INDRAJIT SAONo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Estad-Jsi 2014Document3 pagesEstad-Jsi 2014INDRAJIT SAONo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- V-Imp - USA-Diagonostics Important PaperDocument81 pagesV-Imp - USA-Diagonostics Important PaperINDRAJIT SAONo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Three Common Mistakes in LubricationDocument11 pagesThree Common Mistakes in LubricationINDRAJIT SAONo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Practical Approach For Evaluating Oil Analysis Results With Limit ValuesDocument12 pagesA Practical Approach For Evaluating Oil Analysis Results With Limit ValuesINDRAJIT SAONo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Tags and Labels Billet MarkingDocument2 pagesTags and Labels Billet MarkingINDRAJIT SAONo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Kaizen TrainingDocument5 pagesKaizen TrainingINDRAJIT SAONo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Coke Making in Byproduct Coke Oven Batteries - e Plant MaintenanceDocument13 pagesCoke Making in Byproduct Coke Oven Batteries - e Plant MaintenanceINDRAJIT SAO0% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Billet MarkerDocument4 pagesBillet MarkerINDRAJIT SAONo ratings yet
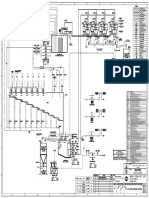
- Ash Handling P&IDDocument1 pageAsh Handling P&IDINDRAJIT SAONo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- NASA - Safety For Oxygen Systems GuidelinesDocument288 pagesNASA - Safety For Oxygen Systems GuidelinesINDRAJIT SAO100% (1)
- Ox Ygen System Safety: ScopeDocument4 pagesOx Ygen System Safety: ScopeINDRAJIT SAONo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Hiller DECANTERDocument4 pagesHiller DECANTERINDRAJIT SAO100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Planer MachineDocument37 pagesPlaner Machinemechfame89% (9)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- TAPCON® 240: Voltage Regulator For Regulating TransformersDocument6 pagesTAPCON® 240: Voltage Regulator For Regulating TransformerscastrojpNo ratings yet
- SIP Report-PRATYUSH (1950-113) - 1Document49 pagesSIP Report-PRATYUSH (1950-113) - 1LOKESH KUMAR SINHANo ratings yet
- Laptop Repair Part 2 OCRDocument336 pagesLaptop Repair Part 2 OCRAlvaro Amaya PérezNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Sternberg TheoryDocument20 pagesSternberg TheoryKhadijah ElamoreNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- THMT 3312: Research Methods For Tourism & Hospitality ManagementDocument13 pagesTHMT 3312: Research Methods For Tourism & Hospitality Managementmilrosebatilo2012No ratings yet
- Linux Lab-1Document32 pagesLinux Lab-1Naveen KumarNo ratings yet
- Thomson Catalog CompressedDocument210 pagesThomson Catalog CompressedCharlesNo ratings yet
- Gerador #LotofácilDocument10 pagesGerador #LotofácilEmanuel BezerraNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Problem Solving Essay Outline - ProcrastinationDocument2 pagesProblem Solving Essay Outline - ProcrastinationAniqaNo ratings yet
- CNC Programming Intro & Code PDFDocument127 pagesCNC Programming Intro & Code PDFAswath SridharNo ratings yet
- To Parts CatalogDocument18 pagesTo Parts CatalogaliNo ratings yet
- Tugas Mek I-9 OktDocument2 pagesTugas Mek I-9 OktAlifani SofiNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- MANUALrev Fviewing 1Document12 pagesMANUALrev Fviewing 1saleossNo ratings yet
- AHRICertificateDocument1 pageAHRICertificaterenatosustentechNo ratings yet
- Transient Thermal Analysis On Re-Entry Vehicle Nose Cone With Tps MaterialsDocument10 pagesTransient Thermal Analysis On Re-Entry Vehicle Nose Cone With Tps Materialssiva shankarNo ratings yet
- H-330 Field Installation Manual IndexDocument11 pagesH-330 Field Installation Manual IndexRamon JimenezNo ratings yet
- FrenchDocument2 pagesFrenchRashid BumarwaNo ratings yet
- Student Advisory Form: Institute of Space TechnologyDocument6 pagesStudent Advisory Form: Institute of Space Technologyjawad khalidNo ratings yet
- Ludo (Sorry) - Game StrategyDocument8 pagesLudo (Sorry) - Game Strategysuperyoopy100% (1)
- Nexys 2Document12 pagesNexys 2sacramusNo ratings yet
- Samsung Kct52a Chassis ct6846p TV SM PDFDocument34 pagesSamsung Kct52a Chassis ct6846p TV SM PDFFrank DiazNo ratings yet
- Assignment 2Document3 pagesAssignment 2Hannah Van GeeresteinNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Gep Primary Water Resource Aug12 NSWDocument50 pagesGep Primary Water Resource Aug12 NSWNitin AroraNo ratings yet
- Image Processing (Rry025)Document22 pagesImage Processing (Rry025)Babasrinivas GuduruNo ratings yet
- LGIT CatalogueDocument11 pagesLGIT CatalogueArjun SharmaNo ratings yet
- G-10 Biology, 3rd Work Sheet On Nervous SystemDocument3 pagesG-10 Biology, 3rd Work Sheet On Nervous SystemhannahNo ratings yet
- Grade 4 Social Sciences-Geography Term 2 Lesson PlansDocument9 pagesGrade 4 Social Sciences-Geography Term 2 Lesson Plansgobedimalapile02No ratings yet
- Practical Research 2 Module 1: Characteristics, Strengths, Weaknesses, and Kinds of Quantitative ResearchDocument6 pagesPractical Research 2 Module 1: Characteristics, Strengths, Weaknesses, and Kinds of Quantitative Research306947 Bancal Pugad ISNo ratings yet
- Letter B Lesson PlanDocument3 pagesLetter B Lesson Planapi-300212612100% (1)