You might also like
- Formato POESDocument18 pagesFormato POESYakeline Bravo Rojas75% (4)
- 60 Palabras en Q'eqchiDocument1 page60 Palabras en Q'eqchiAxel Mus86% (7)
- Informe de Practicas-Coop NorandinoDocument63 pagesInforme de Practicas-Coop NorandinoYasmin Córdova Castro56% (9)
- Elaboracion de Nectar de MaracuyáDocument67 pagesElaboracion de Nectar de MaracuyáItamar Villagomez SandovalNo ratings yet
- Plan HACCP para salsa picanteDocument32 pagesPlan HACCP para salsa picanteHeriberto MurilloNo ratings yet
- Adapatacion Al Oeste de La NadaDocument213 pagesAdapatacion Al Oeste de La NadaGloria Monterrubio100% (2)
- ANGELICA CARDENAS GARCIA - 1538566 - Assignsubmission - File - TRABAJO HACCP PULPA DE MARACUYA-1Document52 pagesANGELICA CARDENAS GARCIA - 1538566 - Assignsubmission - File - TRABAJO HACCP PULPA DE MARACUYA-1Junior Daygoro Navarro IpanaqueNo ratings yet
- Obtencion de Harina A Partir de Cascara de CafeDocument41 pagesObtencion de Harina A Partir de Cascara de CafeHarumi AucaruriNo ratings yet
- Elaboración Del Nectar de TumboDocument18 pagesElaboración Del Nectar de TumboRuth Azañedo91% (11)
- Poes DespalilladoraDocument21 pagesPoes DespalilladoraSujei Ariana Boyer Fernandez100% (1)
- Origen y propiedades de la cebolla blancaDocument12 pagesOrigen y propiedades de la cebolla blancaJair Paredes RamirezNo ratings yet
- Empresa de ChiflesDocument34 pagesEmpresa de ChiflesOver50% (2)
- Visita San JacintoDocument26 pagesVisita San JacintoHernan RamosNo ratings yet
- Elaboración de néctar de cocona: proceso, características y análisisDocument14 pagesElaboración de néctar de cocona: proceso, características y análisisJUGODECIRUELA25% (4)
- Manual de PhsDocument6 pagesManual de PhsDaniela Arias Palomino100% (1)
- Plan Haccp Enfocado A La Produccion de Paltas PDFDocument32 pagesPlan Haccp Enfocado A La Produccion de Paltas PDFEvanns P. Azarte0% (1)
- Tecnologia Del AzucarDocument283 pagesTecnologia Del Azucaruljulio100% (6)
- Cultivo y exportación del rocoto en San PabloDocument8 pagesCultivo y exportación del rocoto en San PabloAntonio GoicocheaNo ratings yet
- Hidrólisis Acida y Enzimatica Del AlmidónDocument4 pagesHidrólisis Acida y Enzimatica Del AlmidónHambler Avendaño Caballero0% (2)
- Plan Haccp de Elaboracion de QuequesDocument22 pagesPlan Haccp de Elaboracion de QuequesJuaniix TQ100% (2)
- Producción de OcaDocument44 pagesProducción de OcaCathi CandiottiNo ratings yet
- Proyecto Vino PlatanoDocument42 pagesProyecto Vino Platanoleodan riojas huamanNo ratings yet
- Nuevas Tecnologías de Conservación de AlimentosDocument34 pagesNuevas Tecnologías de Conservación de AlimentosRodrigo José Flórez Coronado100% (2)
- Estudio de factibilidad planta agua mesa ChiclayoDocument57 pagesEstudio de factibilidad planta agua mesa ChiclayoMabi PCNo ratings yet
- Py Aliados Miel AyacuchoDocument26 pagesPy Aliados Miel AyacuchoJuan José Flores HuañaNo ratings yet
- La Cadena AlimentariaDocument57 pagesLa Cadena AlimentariaPercy Illanes Palomino100% (1)
- Motivacion HPDocument4 pagesMotivacion HPksantacruz9175% (4)
- Plan Haccp de JugoDocument9 pagesPlan Haccp de JugoJordi ClaudioNo ratings yet
- Tecnologia Poscosecha Del CaféDocument72 pagesTecnologia Poscosecha Del CaféalisNo ratings yet
- Aguaymanto Mermelada - ListoDocument43 pagesAguaymanto Mermelada - ListoJan Bejar100% (1)
- Etiqueta Mango y MaracuyaDocument12 pagesEtiqueta Mango y MaracuyaTatiana Castillo0% (1)
- Sequía en EE.UU. dispara precios trigoDocument8 pagesSequía en EE.UU. dispara precios trigoLucero Alejandra Floriano ValerioNo ratings yet
- Objetivos PiscoDocument76 pagesObjetivos PiscoFroilan Buitron Ccorisoncco0% (2)
- Tesis Fritura, Snacks o BoquitasDocument668 pagesTesis Fritura, Snacks o Boquitasedgargarcia100% (2)
- Informe Cafe Tostado Molido PDFDocument65 pagesInforme Cafe Tostado Molido PDFDanny Naivares100% (1)
- Informe de PPDocument52 pagesInforme de PPZaida MoralesNo ratings yet
- Modelo: Producción de Esparragos en Talsa S.ADocument66 pagesModelo: Producción de Esparragos en Talsa S.AwalterNo ratings yet
- Presentacion Norma Tecnica Aceite Sacha InchiDocument14 pagesPresentacion Norma Tecnica Aceite Sacha InchiBioComercioPeru100% (1)
- Pan de MoldeDocument30 pagesPan de MoldeMaricarmenNo ratings yet
- POES sanitización heladeríasDocument15 pagesPOES sanitización heladeríasCinthiaLissetSantacruzSoto50% (2)
- Elaboracion de NectarDocument3 pagesElaboracion de NectarLuz Martinez MartinezNo ratings yet
- AlmidónDocument90 pagesAlmidónDanny Subieta100% (2)
- Harinas RefinadasDocument2 pagesHarinas RefinadasAdriàn Guillermo Mantilla Roa100% (1)
- Marco TeóricoDocument2 pagesMarco TeóricoAngie CharryNo ratings yet
- Tarea 9Document2 pagesTarea 9Gabriel AcostaNo ratings yet
- Haccp Molino CastilloDocument10 pagesHaccp Molino CastilloalexandersteveNo ratings yet
- Valor Nutricional de La MaracuyáDocument4 pagesValor Nutricional de La MaracuyáPatty Vásquez100% (1)
- Diagrama de Flujo Salsa HawaianaDocument1 pageDiagrama de Flujo Salsa HawaianaK. Alexandra CaleroNo ratings yet
- Usos y Aplicaciones Del Almidon de YucaDocument10 pagesUsos y Aplicaciones Del Almidon de YucaXavier Guerrero Valdez50% (2)
- Mermelada de Chirimoya TesisDocument23 pagesMermelada de Chirimoya TesisAnay C. PereiraNo ratings yet
- Antecedentes de HojuelaDocument2 pagesAntecedentes de HojuelaFabricioAguilarNo ratings yet
- Norma panadería cumplimientoDocument58 pagesNorma panadería cumplimientofrank valdivia100% (1)
- Proyecto AguaymantoDocument9 pagesProyecto AguaymantoAnonymous ksufm9PaQxNo ratings yet
- Reingeniería de procesos en Altomayo Perú SACDocument9 pagesReingeniería de procesos en Altomayo Perú SACDracoNo ratings yet
- Produccion Del Glutamato SodicoDocument20 pagesProduccion Del Glutamato SodicoLess ManriqueNo ratings yet
- Ficha Técnica de Manjar BlancoDocument2 pagesFicha Técnica de Manjar BlancoEdgar Dayvi Vásquez BazánNo ratings yet
- Objetivo Del Proyecto - MONICA-KARINDocument4 pagesObjetivo Del Proyecto - MONICA-KARINMónica SotoNo ratings yet
- Flujo Grama Comedor UniversitarioDocument1 pageFlujo Grama Comedor UniversitarioFernando PortillaNo ratings yet
- Planta Procesadora de Arandanos PeruanosDocument38 pagesPlanta Procesadora de Arandanos PeruanoscindyNo ratings yet
- Harina de OcaDocument3 pagesHarina de Ocadaniel ivan100% (1)
- Ficha Tecnica - Papa PeruanitaDocument7 pagesFicha Tecnica - Papa PeruanitaPariona Cliber0% (1)
- Proceso de Alcachofa ConservaDocument3 pagesProceso de Alcachofa ConservaLuis Miguel Alvarado YupanquiNo ratings yet
- Penca o TunaDocument75 pagesPenca o TunaRobert William Parillo100% (1)
- BPM de Plagas AguasDocument10 pagesBPM de Plagas AguasPaolita Raquel Ibañez Villagomez100% (1)
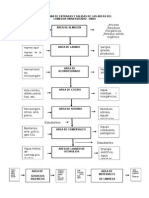
- Plano de Operación de HarinasDocument2 pagesPlano de Operación de HarinasYakeline Bravo Rojas100% (1)
- Mejoramiento de Las Caracteristicas de La Pasta para Sopas Con La Adicion de Caldo de Pollo Concentrado y OréganoDocument3 pagesMejoramiento de Las Caracteristicas de La Pasta para Sopas Con La Adicion de Caldo de Pollo Concentrado y OréganoYakeline Bravo RojasNo ratings yet
- Frejol Canario PDFDocument2 pagesFrejol Canario PDFYakeline Bravo RojasNo ratings yet
- RH MN 01 Manual de FuncionesDocument12 pagesRH MN 01 Manual de FuncionesYakeline Bravo RojasNo ratings yet
- Elaboración de Néctar de Tuna Bajo en CaloriasDocument49 pagesElaboración de Néctar de Tuna Bajo en CaloriasYakeline Bravo RojasNo ratings yet
- Mejoramiento de Las Caracteristicas de La Pasta para Sopas Con La Adicion de Caldo de Pollo Concentrado y OréganoDocument3 pagesMejoramiento de Las Caracteristicas de La Pasta para Sopas Con La Adicion de Caldo de Pollo Concentrado y OréganoYakeline Bravo RojasNo ratings yet
- RH PR 01 Procedimiento CapacitacionesDocument3 pagesRH PR 01 Procedimiento CapacitacionesYakeline Bravo RojasNo ratings yet
- Elaboración de Néctar de Tuna Bajo en CaloriasDocument47 pagesElaboración de Néctar de Tuna Bajo en CaloriasYakeline Bravo RojasNo ratings yet
- Matriz de InvestigacionDocument2 pagesMatriz de InvestigacionYakeline Bravo RojasNo ratings yet
- Fideos ListoDocument12 pagesFideos ListoYakeline Bravo RojasNo ratings yet
- Extracción de ColorantesDocument8 pagesExtracción de ColorantesYakeline Bravo RojasNo ratings yet
- Operacionalizacio de DeosDocument1 pageOperacionalizacio de DeosYakeline Bravo RojasNo ratings yet
- PROCEDIMIENTO DESCONGELACION DE CARNE v01Document3 pagesPROCEDIMIENTO DESCONGELACION DE CARNE v01Sol Acevedo PerezNo ratings yet
- Infosheet Minimizing The Effects of Heat Stress SPN Nov2016Document4 pagesInfosheet Minimizing The Effects of Heat Stress SPN Nov2016Angie AguileraNo ratings yet
- Problemas de matemáticas con operaciones básicas (21 problemasDocument2 pagesProblemas de matemáticas con operaciones básicas (21 problemasAllison PaolaNo ratings yet
- NormasDocument30 pagesNormasJesús castroNo ratings yet
- Acta Constitutiva Del Bodegon en San FelipeDocument6 pagesActa Constitutiva Del Bodegon en San FelipeAgueda MedinaNo ratings yet
- optimized title for document on set theory problems and solutions less than 40 charsDocument12 pagesoptimized title for document on set theory problems and solutions less than 40 charswendyNo ratings yet
- Foro de Debate - Campos EfusDocument18 pagesForo de Debate - Campos EfusOsmar Mijael Campos EfusNo ratings yet
- Anteproyecto Avance Saúl 2022Document35 pagesAnteproyecto Avance Saúl 2022Giovanni Abrahám Bogado MartinezNo ratings yet
- La Paella 1. ObjetivoDocument5 pagesLa Paella 1. ObjetivoLiz GuzmanNo ratings yet
- TAREA 1 y 2 CARNE 201700341Document17 pagesTAREA 1 y 2 CARNE 201700341Alejandro VasquezNo ratings yet
- Casa Leon - Carta Bodegon AGODocument11 pagesCasa Leon - Carta Bodegon AGOEugenia FloresNo ratings yet
- Taller Higiene Personal, de La Vivienda ULTIMODocument28 pagesTaller Higiene Personal, de La Vivienda ULTIMONicanor CcochachiNo ratings yet
- Espacio Publicitario - Coca Cola Felicidad Es MoverseDocument1 pageEspacio Publicitario - Coca Cola Felicidad Es MoverseАня РатоваNo ratings yet
- Restaurante Don Teobaldo reconocido como mejor preparador de cuy en TrujilloDocument3 pagesRestaurante Don Teobaldo reconocido como mejor preparador de cuy en TrujilloCarmencita FerNo ratings yet
- La Gran Fiesta Del A.S.S. (Supernatural Beasts and Bullies 5.5) by Caroline Peckham Susanne ValentiDocument69 pagesLa Gran Fiesta Del A.S.S. (Supernatural Beasts and Bullies 5.5) by Caroline Peckham Susanne Valentifrancina paolilloNo ratings yet
- Anamnesis Psicologica AdultoDocument14 pagesAnamnesis Psicologica AdultoSarita Marisol Aranda MauricioNo ratings yet
- Keyfood 1Document5 pagesKeyfood 1Roy Erik Talenas TuctoNo ratings yet
- PDF Ficha Tecnica de Uchuva DeshidratadaDocument1 pagePDF Ficha Tecnica de Uchuva Deshidratadasthefany gonzalezNo ratings yet
- Historia de La RestoraciónDocument16 pagesHistoria de La RestoraciónMatias Anibal Aguillon PrestaNo ratings yet
- Dalias 3Document1 pageDalias 3Juana Taquichiri PonceNo ratings yet
- Folleto Torrezno 23Document2 pagesFolleto Torrezno 23DanielNo ratings yet
- Manejo cultivo maízDocument15 pagesManejo cultivo maízDayra De la TorreNo ratings yet
- Traducción Español - InglésDocument7 pagesTraducción Español - InglésAngelNo ratings yet
- Manual Kitchenaid Espanol PDFDocument14 pagesManual Kitchenaid Espanol PDFMiriam BarrientosNo ratings yet
- Practica de Carne 9 Jamon de Pais MariaDocument8 pagesPractica de Carne 9 Jamon de Pais MariahillaryNo ratings yet
- Chicha de jora, bebida de los incasDocument2 pagesChicha de jora, bebida de los incasWilfredo Cusipuma CuencaNo ratings yet
- Fortalecimiento lecheroDocument12 pagesFortalecimiento lecheroReynaldo HuancaNo ratings yet