You might also like
- SSPC-PA1 (Español) PDFDocument16 pagesSSPC-PA1 (Español) PDFPer DC100% (4)
- Procedimiento de Recepcion de Materiales y EquiposDocument3 pagesProcedimiento de Recepcion de Materiales y EquiposPer DC50% (2)
- Ti-I-174 Inspección Visual Remota (Boroscopio) Rev 2Document6 pagesTi-I-174 Inspección Visual Remota (Boroscopio) Rev 2Pedro Martín Carvajal Jiménez100% (1)
- Asnt Practica EscritaDocument26 pagesAsnt Practica EscritaGerardoYanez100% (4)
- GCZ-114-MEC-P-001 Procedimiento de Ultrasonido Mediante La Tecnica de Arreglo de Fases UTPA Rev.0 PDFDocument41 pagesGCZ-114-MEC-P-001 Procedimiento de Ultrasonido Mediante La Tecnica de Arreglo de Fases UTPA Rev.0 PDFEnrique Salazar Cabañas100% (1)
- SSPC-Guía 15Document13 pagesSSPC-Guía 15Ch C Luis100% (1)
- SSPC-Guía 15Document13 pagesSSPC-Guía 15Ch C Luis100% (1)
- SSPC-Guía 15Document13 pagesSSPC-Guía 15Ch C Luis100% (1)
- Welding Map EjemploDocument1 pageWelding Map EjemploPer DCNo ratings yet
- Formato de Inspeccion Visual SoldaduraDocument1 pageFormato de Inspeccion Visual SoldaduraPablo Jiménez MalpicaNo ratings yet
- 7se-2700 (Astm e 2700-09)Document15 pages7se-2700 (Astm e 2700-09)BeNo16No ratings yet
- Reporte Adherencia PinturaDocument23 pagesReporte Adherencia PinturaJosé Roberto Urrutia MeléndezNo ratings yet
- Registro de Liquidos Penetrantes - InG - CMII - 005Document8 pagesRegistro de Liquidos Penetrantes - InG - CMII - 005Luis Alexander Cristobal UbaldoNo ratings yet
- Visual InspectionDocument293 pagesVisual Inspectionhenry091289No ratings yet
- Procedimiento Haz RectoDocument28 pagesProcedimiento Haz RectoGerardo Noe Sales Montes100% (2)
- Trabajo ArmandoDocument14 pagesTrabajo ArmandoVairon QuezadaNo ratings yet
- Procedimiento de Revestimiento en Caliente Caucho NaturalDocument6 pagesProcedimiento de Revestimiento en Caliente Caucho NaturalPer DC100% (1)
- Procedimiento de Inspeccion Por UltrasonidoDocument16 pagesProcedimiento de Inspeccion Por UltrasonidoPer DC50% (2)
- Procedimiento de Preparación Superficial y PinturaDocument9 pagesProcedimiento de Preparación Superficial y PinturaPer DCNo ratings yet
- Procedimiento de Fabricacion de SpoolsDocument12 pagesProcedimiento de Fabricacion de SpoolsPer DC100% (5)
- Elementos Basicos de Las Maquinas HerramientasDocument44 pagesElementos Basicos de Las Maquinas Herramientasanon-38768379% (14)
- Diapositivas Curso Aws d1.1Document122 pagesDiapositivas Curso Aws d1.1Gustavo Orbea100% (2)
- PRO-PINS-04 Calificación y Certificación de Personal de PNDDocument12 pagesPRO-PINS-04 Calificación y Certificación de Personal de PNDEspecialista AICO100% (2)
- WPS PernosDocument1 pageWPS PernosCharlyNo ratings yet
- Verificación de Maquinas de Soldar, Almacenamiento y Control de Materiales de AporteDocument9 pagesVerificación de Maquinas de Soldar, Almacenamiento y Control de Materiales de AporteJose Juan Gaspar100% (1)
- Formato Inspeccion VisualDocument1 pageFormato Inspeccion VisualDaniel Fernando Godoy JimenezNo ratings yet
- Prctica Escrita Lab. JabaDocument17 pagesPrctica Escrita Lab. JabaLehi LunaNo ratings yet
- CWI-Modulo IDocument29 pagesCWI-Modulo IrodolfoNo ratings yet
- In-06-F Formato Particulas MagneticasDocument1 pageIn-06-F Formato Particulas MagneticasLevi HernandezNo ratings yet
- Registro de Inspección Líquidos Penetrantes FluorescentesDocument3 pagesRegistro de Inspección Líquidos Penetrantes FluorescentesLinis Maris DcfNo ratings yet
- Inspeccion VisualDocument42 pagesInspeccion VisualSeleneNo ratings yet
- Astm E797 - E797m Estandar Practice For Mesuring Thickness by Manual Ut Pulse-Echo Contact Method - Leg EspañolDocument8 pagesAstm E797 - E797m Estandar Practice For Mesuring Thickness by Manual Ut Pulse-Echo Contact Method - Leg EspañolGabriel Perez CruzNo ratings yet
- Procedimiento de Prueba de Vacío Api 650Document5 pagesProcedimiento de Prueba de Vacío Api 650EnriqueMacoteCarhuasNo ratings yet
- Inspección Visual de Soldadura Aws D1.1 - 2020Document39 pagesInspección Visual de Soldadura Aws D1.1 - 2020لوبيز إديسونNo ratings yet
- Avance Anexo S Aws d1.1Document37 pagesAvance Anexo S Aws d1.1TonyRiverosBecerraNo ratings yet
- Prueba Neumatica Corregido 4Document4 pagesPrueba Neumatica Corregido 4Mendoza MVNo ratings yet
- WPS Iswa Ii Gtaw 1GDocument2 pagesWPS Iswa Ii Gtaw 1GJuan Eduardo JeRico100% (1)
- Procedimiento de Inspeccion DimensionalDocument4 pagesProcedimiento de Inspeccion DimensionalCesar Cruz Romero100% (1)
- Procedimiento Liquidos Penetrantes PDFDocument5 pagesProcedimiento Liquidos Penetrantes PDFomarcastellonNo ratings yet
- ASNT TC 1A Rev2Document62 pagesASNT TC 1A Rev2xavier castroNo ratings yet
- Tabla 6 1 Criterio de Aceptacion de Inspeccion VisualDocument2 pagesTabla 6 1 Criterio de Aceptacion de Inspeccion VisualcristobalNo ratings yet
- Formato Inspección Visual-RfDocument2 pagesFormato Inspección Visual-Rfjesus100% (1)
- Curso de Leak Testing (LT) Nivel I y II - Módulo 1 Emisión de BurbujaDocument93 pagesCurso de Leak Testing (LT) Nivel I y II - Módulo 1 Emisión de BurbujaOverhaul Mining Eirl100% (1)
- Calibracion Maquinas de SoldarDocument2 pagesCalibracion Maquinas de SoldarGedalías MartínezNo ratings yet
- ANEXO 6.41 - Formato de Inspección Visual de SoldaduraDocument2 pagesANEXO 6.41 - Formato de Inspección Visual de SoldaduraRikrdo Andres Marimon100% (1)
- Practica Escrita ENDIICSAC Rev.1Document16 pagesPractica Escrita ENDIICSAC Rev.1Wilians Rosales ChavezNo ratings yet
- Aws D1.5 PDFDocument13 pagesAws D1.5 PDFsergioNo ratings yet
- PR-GC-015 Verificación y Calibración de Equipos de SoldaduraDocument9 pagesPR-GC-015 Verificación y Calibración de Equipos de SoldaduraWilder Frank Paredes Norabuena100% (2)
- Medicion de DurezaDocument6 pagesMedicion de DurezaChristine BrownNo ratings yet
- PPS - SGC.PC.015 Control Dimensional Rev.0Document7 pagesPPS - SGC.PC.015 Control Dimensional Rev.0wilianNo ratings yet
- Epc-Fr-Ged-045 Inspección de Pinturas y Recubrimientos EpcDocument10 pagesEpc-Fr-Ged-045 Inspección de Pinturas y Recubrimientos EpcLuis AcevedoNo ratings yet
- 437409770-Practica-Escrita-Secapruh Asnt-Tc-1a CP 105Document11 pages437409770-Practica-Escrita-Secapruh Asnt-Tc-1a CP 105robert100% (1)
- Aceros Inoxidables-WpsDocument103 pagesAceros Inoxidables-WpsHoover Ortiz100% (1)
- Formato Inspeccion Visual de Soldadura Rev.0Document1 pageFormato Inspeccion Visual de Soldadura Rev.0Luis Blas Alva100% (2)
- Instructivo de Inspeccion Visual de SoldaduraDocument7 pagesInstructivo de Inspeccion Visual de SoldaduraBrian Escuel RengifoNo ratings yet
- TSG 204 Procedimiento Especifico de ULTRASONIDODocument6 pagesTSG 204 Procedimiento Especifico de ULTRASONIDOjaime huertas50% (2)
- Modelo Plan de Inspeccion y Ensayo Pie QA QCDocument12 pagesModelo Plan de Inspeccion y Ensayo Pie QA QCLuis Eduardo BalderramaNo ratings yet
- F-CON-061 - V1 Formato de Registro de Inspección Con Holiday DetectorDocument1 pageF-CON-061 - V1 Formato de Registro de Inspección Con Holiday DetectorRogerMachaD100% (2)
- PQR HojaDocument2 pagesPQR Hojacarlos caiza100% (1)
- YugoDocument2 pagesYugoCarlos Lluen AquinoNo ratings yet
- CWIDocument23 pagesCWIxavifoxNo ratings yet
- A 609 EspañolDocument27 pagesA 609 EspañolCynthia Cabrera100% (3)
- Hivisa Procedimiento de Liquidos PenetrantesDocument24 pagesHivisa Procedimiento de Liquidos Penetranteswmgb249529No ratings yet
- Procedimiento de UltrasonidoDocument11 pagesProcedimiento de Ultrasonidowillsmith87No ratings yet
- Astm e 2491 EspañolDocument24 pagesAstm e 2491 EspañolCherie Johnson100% (1)
- Inspección Visual Soldadura Rev. 0Document7 pagesInspección Visual Soldadura Rev. 0yahirrocagalindoNo ratings yet
- Procedimiento Inspeccion Visual de SoldaDocument11 pagesProcedimiento Inspeccion Visual de SoldaJonathan Espinoza MejiaNo ratings yet
- Procedimiento Inspeccion Visual de SoldaduraDocument11 pagesProcedimiento Inspeccion Visual de SoldaduraMarilyn CoroNo ratings yet
- Ensayos de Calificacion de SoldaduraDocument8 pagesEnsayos de Calificacion de Soldaduralourdes ramosNo ratings yet
- Procedimiento Inspección Visual de Soldadura Segun AWS D1.5 PDFDocument7 pagesProcedimiento Inspección Visual de Soldadura Segun AWS D1.5 PDFPer DCNo ratings yet
- BS-SCO-14 Reparacion de Soldadura... CorregidoDocument6 pagesBS-SCO-14 Reparacion de Soldadura... CorregidoDaniel BalderramaNo ratings yet
- CPP-DT-P19 Detección Iones FierroDocument2 pagesCPP-DT-P19 Detección Iones FierroPer DCNo ratings yet
- Apuntes Mantenimiento PDFDocument23 pagesApuntes Mantenimiento PDFPer DCNo ratings yet
- CPP-DT-P18 Prueba Discontinuidad de Alto VoltajeDocument4 pagesCPP-DT-P18 Prueba Discontinuidad de Alto VoltajePer DCNo ratings yet
- Tolerancia SDocument16 pagesTolerancia SAlberto FornésNo ratings yet
- Enderezado de Planchas y PerfilDocument2 pagesEnderezado de Planchas y PerfilPer DC0% (1)
- Procedimiento para Trabajos de SoldaduraDocument9 pagesProcedimiento para Trabajos de SoldaduraPer DCNo ratings yet
- Prec A Lent Amien ToDocument14 pagesPrec A Lent Amien Toing_macbNo ratings yet
- Prec A Lent Amien ToDocument14 pagesPrec A Lent Amien Toing_macbNo ratings yet
- Prec A Lent Amien ToDocument14 pagesPrec A Lent Amien Toing_macbNo ratings yet
- Traducción AISC - Código de Practicas EstandaresDocument70 pagesTraducción AISC - Código de Practicas EstandaresPer DCNo ratings yet
- Mapa de Procesos AlmacenDocument1 pageMapa de Procesos AlmacenPer DCNo ratings yet
- Manual de TanquesDocument285 pagesManual de Tanquesarredondofr100% (11)
- Mediciones Seis SigmaDocument25 pagesMediciones Seis SigmaPer DCNo ratings yet
- Procedimiento de Medición de La Adhesión Por TracciónDocument2 pagesProcedimiento de Medición de La Adhesión Por TracciónPer DCNo ratings yet
- Instructivo de Decapado y Pasivado de Acero InoxidableDocument3 pagesInstructivo de Decapado y Pasivado de Acero InoxidablePer DC100% (3)
- Procedimiento Inspección Visual de Soldadura Segun AWS D1.5 PDFDocument7 pagesProcedimiento Inspección Visual de Soldadura Segun AWS D1.5 PDFPer DCNo ratings yet
- Procedimiento de SoldaduraDocument5 pagesProcedimiento de SoldaduraPer DCNo ratings yet
- Procedimiento de Trabajos de SoldaduraDocument8 pagesProcedimiento de Trabajos de SoldaduraPer DCNo ratings yet
- Procedimiento de Rolado y BiseladoDocument5 pagesProcedimiento de Rolado y BiseladoPer DCNo ratings yet
- Identificacion de TornillosDocument9 pagesIdentificacion de TornillosCésar Vladimir Reynoso CastañedaNo ratings yet
- TornoDocument7 pagesTornoCarla Vizcarra LeoNo ratings yet
- Fabricación de Eje Mapa de ProcesoDocument4 pagesFabricación de Eje Mapa de ProcesoMartita AlvarezNo ratings yet
- Batería Preguntas Sobre TornoDocument2 pagesBatería Preguntas Sobre TornoDaniel Alca MatiasNo ratings yet
- Tema 3.roscado TrapezoidalDocument15 pagesTema 3.roscado TrapezoidalVictor JoelNo ratings yet
- Diccionari Tècnic Angles Frances Aleman ItalianoDocument7 pagesDiccionari Tècnic Angles Frances Aleman ItalianoAlbert SolsonaNo ratings yet
- Silabo Conformado de San Agustin de ArequipaDocument7 pagesSilabo Conformado de San Agustin de ArequipaFranklin Charca MamaniNo ratings yet
- Mecánica de BancoDocument43 pagesMecánica de BancoJulio OruéNo ratings yet
- Fdocuments - Es - Apuntes Tecnologia Mecanica IDocument199 pagesFdocuments - Es - Apuntes Tecnologia Mecanica IMia SwigiNo ratings yet
- Trabajo de Investigacion de Dibujo TecnicoDocument12 pagesTrabajo de Investigacion de Dibujo TecnicoSebastián TrejosNo ratings yet
- Que Es La MetalmecanicaDocument4 pagesQue Es La MetalmecanicaAlberto HerreraNo ratings yet
- Teja EspanolaDocument7 pagesTeja EspanolaALEJANDRO PEREZ LUQUENo ratings yet
- SFV - Gutterkel. Ficha Tecnica Sistema de Fachada Ventilada Porcelanicos y PiedraDocument41 pagesSFV - Gutterkel. Ficha Tecnica Sistema de Fachada Ventilada Porcelanicos y PiedraJ Ferreyra LibanoNo ratings yet
- Unidad 62Document8 pagesUnidad 62Misael Galicia Flores33% (3)
- Inv - Tolerancias en Elementos RoscadosDocument3 pagesInv - Tolerancias en Elementos RoscadosLuis Alberto Aguayo TorrezNo ratings yet
- Práctica No.4 (Recocido)Document5 pagesPráctica No.4 (Recocido)Alexis MuñozNo ratings yet
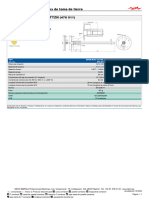
- Datos Técnicos: Puntos Fijos de Toma de Tierra EFPM M10 12 V4A L230 STTZN (478 011)Document1 pageDatos Técnicos: Puntos Fijos de Toma de Tierra EFPM M10 12 V4A L230 STTZN (478 011)GerardoNo ratings yet
- Hoja Catálogo TECNA - Cajas de Paso Nema 7Document1 pageHoja Catálogo TECNA - Cajas de Paso Nema 7Keny AnchanteNo ratings yet
- Sellos Del Eje de Control de Carga 4230!!!Document5 pagesSellos Del Eje de Control de Carga 4230!!!Oswaldo PalaciosNo ratings yet
- Manual MANILITDocument89 pagesManual MANILITRafael aristides diaz pineresNo ratings yet
- Evaluacion de Instructores FinalDocument12 pagesEvaluacion de Instructores FinalMecanizado Sena0% (1)
- Proceso Saw PresentacionDocument23 pagesProceso Saw Presentacionwilialexis771No ratings yet
- Sistemas de Moldeo III PDFDocument25 pagesSistemas de Moldeo III PDFCristian Rojas UlloaNo ratings yet
- Catalogo 2022 2023Document152 pagesCatalogo 2022 2023Frank Ayala GalindoNo ratings yet
- FresadoraDocument28 pagesFresadoraJohn GmNo ratings yet
- As-Bl1 B PDFDocument2 pagesAs-Bl1 B PDFGretty CasasNo ratings yet
- RoscasDocument8 pagesRoscaskkantabroNo ratings yet
- Trabajo GrupalDocument2 pagesTrabajo GrupalAlonso TorreblancaNo ratings yet
- Operaciones Básicas de TorneadoDocument5 pagesOperaciones Básicas de TorneadoJose FelicianoNo ratings yet