You might also like
- NTC 3783 Defensas Metálicas para Carreteras. Parales de Acero para La Instalación de Defensas VialesDocument13 pagesNTC 3783 Defensas Metálicas para Carreteras. Parales de Acero para La Instalación de Defensas VialesLudwing Cáceres Ker IngenieriaNo ratings yet
- Bronce Al Silicio PDFDocument5 pagesBronce Al Silicio PDFLuisa Sierra100% (1)
- La hermandad oscura (La conjura de las sombras 1)From EverandLa hermandad oscura (La conjura de las sombras 1)Rating: 5 out of 5 stars5/5 (1)
- WPS PrecalificadoDocument20 pagesWPS PrecalificadoJuan Diego Carvajal100% (1)
- Cap Tulo 10 Car Os CompletoDocument46 pagesCap Tulo 10 Car Os CompletofredyNo ratings yet
- Warcraft II Tabla de MandosDocument130 pagesWarcraft II Tabla de MandosVíctor SandovskyNo ratings yet
- Ventajas Vs Desventajas de La Minería en El PerúDocument3 pagesVentajas Vs Desventajas de La Minería en El PerúVíctor Sandovsky47% (15)
- WPS - Asme IxDocument2 pagesWPS - Asme IxNilton Luis0% (1)
- Informe de MacrografíaDocument24 pagesInforme de MacrografíaWilliam DuckNo ratings yet
- Warcraft I y II Canon y TrucosDocument18 pagesWarcraft I y II Canon y TrucosVíctor SandovskyNo ratings yet
- RS2Document16 pagesRS2Víctor Sandovsky50% (2)
- Fundamentos de La Inspeccion de Uniones SoldadasDocument10 pagesFundamentos de La Inspeccion de Uniones SoldadasJs Grimaldo Lima100% (1)
- Tubero IndustrialDocument14 pagesTubero IndustrialDavis Glenn Aquino Bonilla0% (1)
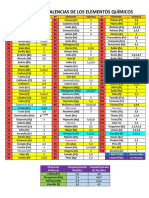
- Tabla de Los Valencias de Los Elementos Quimicos 2016Document2 pagesTabla de Los Valencias de Los Elementos Quimicos 2016Víctor Sandovsky100% (2)
- Las Ultimas 8 Leyes de Jhon C MaxwellDocument20 pagesLas Ultimas 8 Leyes de Jhon C MaxwellVíctor Sandovsky0% (1)
- Inspeccion Visual de Uniones SoldadasDocument107 pagesInspeccion Visual de Uniones SoldadasEder Arturo Changano LinaresNo ratings yet
- Ejercicios Desarrollados de RumbosDocument3 pagesEjercicios Desarrollados de RumbosVíctor SandovskyNo ratings yet
- Practica de Geologia Estructural RUMBOSDocument2 pagesPractica de Geologia Estructural RUMBOSVíctor Sandovsky100% (2)
- Practica de Geologia Estructural RUMBOSDocument2 pagesPractica de Geologia Estructural RUMBOSVíctor Sandovsky100% (2)
- Trabajo Final (Mansilla)Document9 pagesTrabajo Final (Mansilla)Antony LlNo ratings yet
- Ensayo Sobre La Inmigración de Venezolanos en El PeruDocument9 pagesEnsayo Sobre La Inmigración de Venezolanos en El PeruVíctor Sandovsky100% (4)
- Calculos de Geologia EstructuralDocument14 pagesCalculos de Geologia EstructuralVíctor Sandovsky100% (1)
- Curvas TTTDocument19 pagesCurvas TTTChristiam Bernal MurilloNo ratings yet
- Metodo Geoestadistico KriggingDocument5 pagesMetodo Geoestadistico KriggingVíctor SandovskyNo ratings yet
- Informe Proceso Soldeo Alerone y Paranates AntaminaDocument27 pagesInforme Proceso Soldeo Alerone y Paranates AntaminaEdgar Calsina EstañaNo ratings yet
- Examen para Aspirantes A Supervisor Guia (1) (1) (3) - 1-1Document15 pagesExamen para Aspirantes A Supervisor Guia (1) (1) (3) - 1-1GrupoC RYFNo ratings yet
- Inta-Produccionovina IntaDocument221 pagesInta-Produccionovina IntaGiorgio SánchezNo ratings yet
- INTERPRETACION RADIOGRAFICA-ArenasAlanisEdithDenyseDocument12 pagesINTERPRETACION RADIOGRAFICA-ArenasAlanisEdithDenyseDenys ArenasNo ratings yet
- 362 Especificación Técnica de FerreteriaDocument7 pages362 Especificación Técnica de FerreteriaEvelyn Dennise Del Pino BuenoNo ratings yet
- PLAN DE CALIDAD Cañerias Nch303Document10 pagesPLAN DE CALIDAD Cañerias Nch303Cornejo ShelNo ratings yet
- Procedimientos de SoldaduraDocument22 pagesProcedimientos de SoldaduraLUCIANO DOROTEO SANTIAGONo ratings yet
- Reconociemto de Materiales Siderurgicos PDFDocument12 pagesReconociemto de Materiales Siderurgicos PDFRobinson DecenaNo ratings yet
- Reconociemto de Materiales Siderurgicos PDFDocument12 pagesReconociemto de Materiales Siderurgicos PDFRobinson DecenaNo ratings yet
- Microsoft Powerpoint - Recuperacion Catalina - Trujillo ( 1Document49 pagesMicrosoft Powerpoint - Recuperacion Catalina - Trujillo ( 1Lizandro Umberto Inga50% (2)
- NCh1159 1977Document11 pagesNCh1159 1977Felipe Andres Zumelzu VergaraNo ratings yet
- Practica 4 MetafisicaDocument12 pagesPractica 4 MetafisicayanfrankNo ratings yet
- IM GH Informe 2Document26 pagesIM GH Informe 2SARAH VASQUEZ SHANKSNo ratings yet
- Tr1 de Normas y Codigos Estructurales - AcostaDocument10 pagesTr1 de Normas y Codigos Estructurales - AcostabocanegraculquitantealexanderjNo ratings yet
- Evaluacion Del Doble SelladoDocument21 pagesEvaluacion Del Doble Selladodiegosaro23No ratings yet
- Inspección Visual de Soldadura y Criterios de AceptaciónDocument2 pagesInspección Visual de Soldadura y Criterios de AceptacióndavidrussovNo ratings yet
- Aisi 4140Document6 pagesAisi 4140Carlos Cayo100% (1)
- No Dis Ma 2205 PDFDocument7 pagesNo Dis Ma 2205 PDFAlmaAbacNo ratings yet
- Plantilla de Informe Cummins 6CTDocument2 pagesPlantilla de Informe Cummins 6CTSpraycrom TradingNo ratings yet
- Practica Liquidos PenetrantesDocument12 pagesPractica Liquidos PenetrantesArmandoFernandezGonzalezNo ratings yet
- NCH 209 Of72 Acero - Planchas Gruesas - Especif PDFDocument11 pagesNCH 209 Of72 Acero - Planchas Gruesas - Especif PDFMarioNo ratings yet
- SELLADODocument20 pagesSELLADOPipe Acevedo100% (1)
- Pernos Molino Sag Mantos de OroDocument49 pagesPernos Molino Sag Mantos de OroMiguel Lamas ChacanaNo ratings yet
- 1 - CC 188475 - Tumi - Perno - 5.16x 1 - GR.8 - ZincadoDocument1 page1 - CC 188475 - Tumi - Perno - 5.16x 1 - GR.8 - ZincadoErick Frank Dueñas CudeñaNo ratings yet
- Wps OAW Nº1Document1 pageWps OAW Nº1Vicente CidNo ratings yet
- Certificados C. VALMET OC20232-00489Document5 pagesCertificados C. VALMET OC20232-00489Erick Frank Dueñas CudeñaNo ratings yet
- 1 Entregable MetalurgiaDocument12 pages1 Entregable MetalurgiaCarlos VillonNo ratings yet
- Tema 3Document4 pagesTema 3pardocarr4091No ratings yet
- Trabajo Final (Gonzales)Document9 pagesTrabajo Final (Gonzales)Antony Ll0% (1)
- Wps 1-2Document2 pagesWps 1-2Christian GramNo ratings yet
- E05 Ensayo ErichsenDocument6 pagesE05 Ensayo ErichsenNico ArceNo ratings yet
- Modelo EstructuralDocument6 pagesModelo EstructuralDrive 2No ratings yet
- Montura GafasDocument2 pagesMontura GafasNathalyn Paola Bertel MorenoNo ratings yet
- PendejosDocument4 pagesPendejosJhon Jhampieer Gil HuamaniNo ratings yet
- UD3 CALIDAD Normas Aplicables A Los Procesos de Soldadura y CaldereríaDocument17 pagesUD3 CALIDAD Normas Aplicables A Los Procesos de Soldadura y Caldereríagili4994No ratings yet
- NCh859 1972Document13 pagesNCh859 1972Carolina BeatrizNo ratings yet
- Informe de Tintes PenetrantesDocument7 pagesInforme de Tintes PenetrantesCarolina PB100% (1)
- Informe de Tintes PenetrantesDocument7 pagesInforme de Tintes PenetrantesCarolina PBNo ratings yet
- Problemas Rotor de Planta de Sintesis de Amoniaco Industrial Cachimayo Saa (14 Noviembre 2017)Document10 pagesProblemas Rotor de Planta de Sintesis de Amoniaco Industrial Cachimayo Saa (14 Noviembre 2017)Nick Dipe0% (1)
- Grupo 1 - KahootDocument9 pagesGrupo 1 - KahootSanti KvNo ratings yet
- 5to InformeDocument13 pages5to InformeJoséChallcoNo ratings yet
- Contenido Del Módulo II Submódulo IIIDocument1 pageContenido Del Módulo II Submódulo IIIOSCAR SALVADORNo ratings yet
- Act. 1 (Clase 2) - Hoja de Especificación de ProductoDocument2 pagesAct. 1 (Clase 2) - Hoja de Especificación de Productoemanuel alejandro VillalvaNo ratings yet
- Memoria Box Culvert 4x1.5Document6 pagesMemoria Box Culvert 4x1.5Bruce Lee AntonioNo ratings yet
- Especificaciones Inst Electricas Ok JulDocument30 pagesEspecificaciones Inst Electricas Ok Juleudes condori lopezNo ratings yet
- Información Técnica Tubería y PerfilesDocument52 pagesInformación Técnica Tubería y PerfilesTernium100% (2)
- Tabla de EntalpiaDocument1 pageTabla de EntalpiaVíctor SandovskyNo ratings yet
- Ejercicios de Modelos de Transporte Esquina Noroeste 02Document6 pagesEjercicios de Modelos de Transporte Esquina Noroeste 02Víctor SandovskyNo ratings yet
- Aplicación de VectoresDocument1 pageAplicación de VectoresVíctor SandovskyNo ratings yet
- Trabajo Conceptual de FisicaDocument5 pagesTrabajo Conceptual de FisicaVíctor SandovskyNo ratings yet
- Capitulo 1 Historia de La Minería en El PerúDocument19 pagesCapitulo 1 Historia de La Minería en El PerúVíctor Sandovsky100% (2)
- Funciones y Atribuciones de La GFM y El TASTEM Parte 01Document10 pagesFunciones y Atribuciones de La GFM y El TASTEM Parte 01Víctor SandovskyNo ratings yet
- Introducción A La Ingeniería de MinasDocument107 pagesIntroducción A La Ingeniería de MinasVíctor SandovskyNo ratings yet
- Solubilidad de Los MineralesDocument3 pagesSolubilidad de Los MineralesVíctor SandovskyNo ratings yet
- Solubilidad de Los MineralesDocument3 pagesSolubilidad de Los MineralesVíctor SandovskyNo ratings yet
- Capitulo 2 Procesos de Formacion de Los Yacimientos Minerales en El Peru Parte 1Document13 pagesCapitulo 2 Procesos de Formacion de Los Yacimientos Minerales en El Peru Parte 1Víctor SandovskyNo ratings yet
- Ensayo Presiométrico I (Primera Parte)Document9 pagesEnsayo Presiométrico I (Primera Parte)Víctor SandovskyNo ratings yet
- Aplicación Del GEOCATMIN en La Unidad Minera OricalcoDocument8 pagesAplicación Del GEOCATMIN en La Unidad Minera OricalcoVíctor SandovskyNo ratings yet
- Plan Cierre Resumen Tucari AruntaniDocument20 pagesPlan Cierre Resumen Tucari AruntaniVíctor SandovskyNo ratings yet
- Teoría de Las Placas Tectónicas y Evolucion de La Corteza ContinentalDocument4 pagesTeoría de Las Placas Tectónicas y Evolucion de La Corteza ContinentalVíctor SandovskyNo ratings yet
- Inspección Nº3 Identificación de Materiales Peligrosos en El Laboratorio de MetalurgiaDocument2 pagesInspección Nº3 Identificación de Materiales Peligrosos en El Laboratorio de MetalurgiaVíctor SandovskyNo ratings yet
- Historia Geologica DesarrolladaDocument3 pagesHistoria Geologica DesarrolladaVíctor SandovskyNo ratings yet
- Nociones Basicas de Introduccion A La AlgoritmiaDocument12 pagesNociones Basicas de Introduccion A La AlgoritmiaVíctor SandovskyNo ratings yet
- Inspección Nº2 Identificación de Peligros y Riesgos en El Taller de MetalurgiaDocument7 pagesInspección Nº2 Identificación de Peligros y Riesgos en El Taller de MetalurgiaVíctor SandovskyNo ratings yet
- Acero SiemensDocument3 pagesAcero Siemensabelz4No ratings yet
- Especificaciones de Tuberias, Bridas, Aberturas, Empacaduras y Otros AccesoriosDocument10 pagesEspecificaciones de Tuberias, Bridas, Aberturas, Empacaduras y Otros AccesoriosARTURO LEONNo ratings yet
- Velocidades de MaterialesDocument1 pageVelocidades de MaterialesCARMEN MILAGROS YAURI CHACONNo ratings yet
- Acero de Alto Carbono-Sae 1070 PDFDocument3 pagesAcero de Alto Carbono-Sae 1070 PDFJUSTFORGEEKS100% (1)
- OXIDOSDocument3 pagesOXIDOSDavid Bautizta LozanoNo ratings yet
- Cama de Plomo - PirometalurgiaDocument10 pagesCama de Plomo - PirometalurgiaDennis Ruben Vilcapoma RomoNo ratings yet
- Tarea 4 - PirometalurgiaDocument16 pagesTarea 4 - PirometalurgiaMaría Argomedo ReyesNo ratings yet
- ZAR Revestidos - GalvanizadoDocument6 pagesZAR Revestidos - GalvanizadoLeonela CasiavilaniNo ratings yet
- Grupo 7 - Proceso de Fabricacion Del AceroDocument43 pagesGrupo 7 - Proceso de Fabricacion Del AceroAdrianzhiito Cabañas LeonNo ratings yet
- Usos de Los HidroxidosDocument1 pageUsos de Los HidroxidosLeo ZalazarNo ratings yet
- Maestro de Materiales OficialDocument44 pagesMaestro de Materiales OficialTomas GamezNo ratings yet
- Ballena DJDocument3 pagesBallena DJhugoNo ratings yet
- Filtro 'Y'.CATALOGO Y ROSCADOSDocument2 pagesFiltro 'Y'.CATALOGO Y ROSCADOSDAVID VIZCARRA ARVIZUNo ratings yet
- TornoDocument26 pagesTornoCAROLINA ACOSTANo ratings yet
- Estados LimitesDocument9 pagesEstados LimitesJuan RojasNo ratings yet
- Herramientas FADAL 4020Document34 pagesHerramientas FADAL 4020Jesus D. Gutierrez G.No ratings yet
- Metalurgia I Semana 2Document15 pagesMetalurgia I Semana 2Enrique Velasquez FelipeNo ratings yet
- Investigacion Unidad 1Document19 pagesInvestigacion Unidad 1Johan ReyesNo ratings yet
- Afilado de Herramientas ManualDocument81 pagesAfilado de Herramientas ManualAna Molina0% (1)
- Emprimir 4Document1 pageEmprimir 4J h o n a t a nNo ratings yet
- AmalgamaDocument5 pagesAmalgamaJoOn BrightsideNo ratings yet
- Solución Al Quinto TallerDocument3 pagesSolución Al Quinto TallerCalo OrtizNo ratings yet
- Defectos Por Fundicion y HornosDocument11 pagesDefectos Por Fundicion y Hornosfernando gualdronNo ratings yet
- Acero A36Document6 pagesAcero A36Frack Starsky Coronel LeonNo ratings yet
- Guia Afilado GubiasDocument14 pagesGuia Afilado Gubiascamistas futbol100% (1)
- Técnica de Soldadura MIG Por Corto Circuit1Document3 pagesTécnica de Soldadura MIG Por Corto Circuit1Alexander Muñoz SánchezNo ratings yet