You might also like
- SolderingDocument7 pagesSolderingjitendrakitawatNo ratings yet
- Process of Jewelry Manufacturing - CastingDocument3 pagesProcess of Jewelry Manufacturing - CastingS Sonia100% (1)
- Studying Soldering TechniquesDocument4 pagesStudying Soldering Techniquesyaseen sheikhNo ratings yet
- Brazing SolderingDocument13 pagesBrazing SolderingRUDRESHNo ratings yet
- SolderingAnnealing 1544008648860Document12 pagesSolderingAnnealing 1544008648860Cristal MuranoNo ratings yet
- Brazing & Soldering: by Ashrav GuptaDocument22 pagesBrazing & Soldering: by Ashrav GuptaAshrav GuptaNo ratings yet
- Top 7 Welding and Metal Joining ProcessesDocument20 pagesTop 7 Welding and Metal Joining Processesvikasbhadoria9894No ratings yet
- SolderDocument11 pagesSolderahmedNo ratings yet
- Rust Removal Using ElectrolysisDocument4 pagesRust Removal Using Electrolysisbvd1940No ratings yet
- CopperbandringDocument2 pagesCopperbandringapi-250295080No ratings yet
- Basic Electronics and Circuits Ele 1201Document45 pagesBasic Electronics and Circuits Ele 1201Salman Mahmood QaziNo ratings yet
- Overview of Brazing and Soldering TechniquesDocument53 pagesOverview of Brazing and Soldering TechniquesNasir MaqsoodNo ratings yet
- Experiment 1 - ElectrostaticsDocument6 pagesExperiment 1 - Electrostaticsichase11No ratings yet
- Learn About Gold Jewellery Purity and HallmarkingDocument2 pagesLearn About Gold Jewellery Purity and HallmarkingJoshua JohnsonNo ratings yet
- Types of TransformerDocument14 pagesTypes of TransformeryuyuyuyuNo ratings yet
- Dony WatssDocument49 pagesDony WatssvbugaianNo ratings yet
- How Can I Build A Powerful Electromagnet Using A Nine Volt Battery and Easily Available Material - Yahoo! AnswersDocument2 pagesHow Can I Build A Powerful Electromagnet Using A Nine Volt Battery and Easily Available Material - Yahoo! AnswersDayal SaranNo ratings yet
- Soldering and Brazing ProcessesDocument11 pagesSoldering and Brazing ProcessesAdiNo ratings yet
- Nontraditional Machining Processes: Mr. D. N. PatelDocument53 pagesNontraditional Machining Processes: Mr. D. N. PatelrrameshsmitNo ratings yet
- STEFFAN'S TESLA COIL SITEDocument109 pagesSTEFFAN'S TESLA COIL SITEban bekasNo ratings yet
- Moving Pulse GeneratorDocument99 pagesMoving Pulse Generatorabc1000100% (1)
- Islam Subhan-Battery RegenerationDocument4 pagesIslam Subhan-Battery RegenerationscribdisdonNo ratings yet
- Welding, Brazing and Soldering PDFDocument103 pagesWelding, Brazing and Soldering PDFAtul KumarNo ratings yet
- How To Make A Lifting Electromagnet - Ehow PDFDocument4 pagesHow To Make A Lifting Electromagnet - Ehow PDFNaga RajuNo ratings yet
- Build A Four Transistor Metal DetectorDocument19 pagesBuild A Four Transistor Metal Detectorkamelferes100% (1)
- How To Make Cemenite From Network WireDocument1 pageHow To Make Cemenite From Network WireAji CondroNo ratings yet
- Brazing and SolderingDocument18 pagesBrazing and SolderingbendutsNo ratings yet
- Ultrasonic Cleaning of JewelleryDocument12 pagesUltrasonic Cleaning of Jewellerygrandfather_clocksNo ratings yet
- 1 100TransistorCircuits PDFDocument133 pages1 100TransistorCircuits PDFAnonymous mqsR6k1q6No ratings yet
- Soldering 101 - Oxidation, Flux and Fire Scale PreventionDocument12 pagesSoldering 101 - Oxidation, Flux and Fire Scale PreventionEdu2k7No ratings yet
- Resistance WeldingDocument21 pagesResistance WeldingAyush KumarNo ratings yet
- DIYMetalBrake 1Document4 pagesDIYMetalBrake 14U6ogj8b9snylkslkn3nNo ratings yet
- Electricity LectureDocument59 pagesElectricity LectureTanuj GuptaNo ratings yet
- POWERLABS' High Voltage Solid State Flyback DriverDocument11 pagesPOWERLABS' High Voltage Solid State Flyback DriverArnab Acharya50% (2)
- Arc WeldingDocument73 pagesArc WeldingAzaad MaverickNo ratings yet
- Make A 3 Phase GeneratorDocument12 pagesMake A 3 Phase GeneratorLaterNo ratings yet
- Mendocino Motor Control ApproachesDocument6 pagesMendocino Motor Control ApproachesAngélica María CastrillónNo ratings yet
- 507 Mechanical Movemets PDFDocument132 pages507 Mechanical Movemets PDFDario_ScribNo ratings yet
- 3B Scientific® Physics: U15310 Wimshurst MachineDocument2 pages3B Scientific® Physics: U15310 Wimshurst MachineScience HouseNo ratings yet
- Soft and Hard Soldering +brazingDocument28 pagesSoft and Hard Soldering +brazingJoseph Magbanua Dato-on67% (3)
- A Simple Inverter For Flour..Document8 pagesA Simple Inverter For Flour..Daniel Vladimir MaciucaNo ratings yet
- How To Solder Silver - 8 Steps (With Pictures) - WikiHowDocument3 pagesHow To Solder Silver - 8 Steps (With Pictures) - WikiHowtigerlo75No ratings yet
- Magnetic Motor PlansDocument24 pagesMagnetic Motor PlansFrau SchassbergerNo ratings yet
- PowerLabs Flyback Driver: A Simple High Voltage GeneratorDocument8 pagesPowerLabs Flyback Driver: A Simple High Voltage GeneratorJayam SonaniNo ratings yet
- Slip Ring and Split RingDocument5 pagesSlip Ring and Split RingboltuNo ratings yet
- 500W Royer Induction Heater PDFDocument6 pages500W Royer Induction Heater PDFDidid Ikhsan Adhie SeputroNo ratings yet
- Applications of Ferroelectric Ceramic MaterialsDocument40 pagesApplications of Ferroelectric Ceramic Materialssamir_kumar_40% (1)
- Ambient Background EnergyDocument1 pageAmbient Background EnergyBruce A. PerreaultNo ratings yet
- Jewelry ManufacturingDocument18 pagesJewelry ManufacturingHuỳnh Hồng HanhNo ratings yet
- MrTeslonian - YouTubeDocument10 pagesMrTeslonian - YouTubeMayu PoleNo ratings yet
- Friction Welding, Explosive WeldingDocument7 pagesFriction Welding, Explosive WeldingASHUTOSH KUMAR SHRIVASTWANo ratings yet
- The Richard Clem EngineDocument24 pagesThe Richard Clem EngineDimple Soni100% (1)
- Electrical Repair ShopDocument17 pagesElectrical Repair ShopRaj Kishore LaguriNo ratings yet
- Bsse Knowledge How - The - Stan - Meyer - Tech - Works 2 July 2018Document120 pagesBsse Knowledge How - The - Stan - Meyer - Tech - Works 2 July 2018Jumpman OutletNo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- Honing GuideDocument6 pagesHoning Guidepilapil_jNo ratings yet
- Solder Wiki Inc Solder Melting PointsDocument57 pagesSolder Wiki Inc Solder Melting PointsPJFNo ratings yet
- MIMSDocument8 pagesMIMShardeep_gNo ratings yet
- Soldering March IntakeDocument49 pagesSoldering March IntakeoriverbmwasotemwasoteNo ratings yet
- Soldering TutorialDocument15 pagesSoldering Tutorialyrikki100% (1)
- Rolling Machine Creates CylindersDocument8 pagesRolling Machine Creates CylindersTanviNo ratings yet
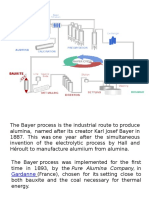
- Alumina RefiningDocument9 pagesAlumina RefiningAtik Faysal AyonNo ratings yet
- Wire Bar DrawingDocument15 pagesWire Bar DrawingRafiqueNo ratings yet
- Lead-Free Solder Paste for Ultra Fine FeaturesDocument3 pagesLead-Free Solder Paste for Ultra Fine Featuresnormans00No ratings yet
- EPOXY FINISH PAINT - FiveDocument4 pagesEPOXY FINISH PAINT - FiveR K Heavy Engineering Private LimitedNo ratings yet
- Small Arms Factory Produces AmmunitionDocument7 pagesSmall Arms Factory Produces AmmunitionAnis BadshahNo ratings yet
- Types of Drawing Process-Wire Drawing, Rod Drawing and Tube DrawingDocument12 pagesTypes of Drawing Process-Wire Drawing, Rod Drawing and Tube DrawingMr.N.S. NateshNo ratings yet
- Aws D10.4 (E-86, R-00) PDFDocument43 pagesAws D10.4 (E-86, R-00) PDFDanilo Brito100% (1)
- Kill Sheet Bayu SurahmanDocument3 pagesKill Sheet Bayu SurahmanYusuf ArifinNo ratings yet
- Nioec-Sp-50-09 Piping Material Purchase-PipeDocument9 pagesNioec-Sp-50-09 Piping Material Purchase-PipeRae ArevalosNo ratings yet
- Aluminizedt1201802 PDFDocument6 pagesAluminizedt1201802 PDFsachedalNo ratings yet
- 18CH036 Hydrotreating ProcessDocument17 pages18CH036 Hydrotreating ProcessSuleka RanasingheNo ratings yet
- Material SpecificationDocument10 pagesMaterial SpecificationMuthu GaneshNo ratings yet
- KETTLITZ-Pertac/GR: - Technical LeafletDocument1 pageKETTLITZ-Pertac/GR: - Technical LeafletFatehNo ratings yet
- Engpedia - Ir: Engineering Chromium ElectroplatingDocument6 pagesEngpedia - Ir: Engineering Chromium ElectroplatingMehdi-867138No ratings yet
- VLSI Wafer Prep: Crystal Growth to PolishingDocument5 pagesVLSI Wafer Prep: Crystal Growth to PolishingVimalNo ratings yet
- F-PR-5000 Metal X 3D Printer SpecificationsDocument1 pageF-PR-5000 Metal X 3D Printer SpecificationsKKK BitchNo ratings yet
- General 3Document5 pagesGeneral 3AnandNo ratings yet
- Flowcom - Ranurada y BridadaDocument1 pageFlowcom - Ranurada y BridadaErickNo ratings yet
- Welbilt ABM3000 Breadmaker ManualDocument56 pagesWelbilt ABM3000 Breadmaker Manualkc27075% (4)
- Injection Molding Processing GuideDocument12 pagesInjection Molding Processing GuidezagnNo ratings yet
- Wodd Working 101Document120 pagesWodd Working 101uzaimyNo ratings yet
- Katalog Iwa Tools-6Document37 pagesKatalog Iwa Tools-6金永神No ratings yet
- Interline 982+ds+eng PDFDocument4 pagesInterline 982+ds+eng PDFMohamed NouzerNo ratings yet
- 18ee2128 Waste To EnergyDocument1 page18ee2128 Waste To Energys sNo ratings yet
- Stakeholders LetterDocument24 pagesStakeholders LetterEmilyn Mae PerezNo ratings yet
- Castrol Iloform PN 49: DescriptionDocument2 pagesCastrol Iloform PN 49: DescriptionEmin MešićNo ratings yet
- Catalogue 2022 2023 en CompressedDocument731 pagesCatalogue 2022 2023 en CompressedLucija KrklecNo ratings yet
- Cement Air Slide DesignDocument4 pagesCement Air Slide DesignAhmedRizkNo ratings yet
- The Welding Procedure and Its QualificationDocument51 pagesThe Welding Procedure and Its QualificationMohd Faya100% (8)