You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 2015, Simple One-Pot Sonochemical Synthesis of CopperDocument9 pages2015, Simple One-Pot Sonochemical Synthesis of CopperZainab ejazNo ratings yet
- Propylene Glycol FFGDocument2 pagesPropylene Glycol FFGchandan sahooNo ratings yet
- MST MCQ U1Document8 pagesMST MCQ U1AyrenNo ratings yet
- Design of RCC FoundationsDocument10 pagesDesign of RCC FoundationsARVIND VAISHNAVNo ratings yet
- Chapter 1 Introduction - Concept of StressDocument25 pagesChapter 1 Introduction - Concept of StressJordan Junot100% (1)
- Chemical Compatibility ChartDocument1 pageChemical Compatibility ChartVinit Kumar MishraNo ratings yet
- CHM 3201 - Lab #1 The Prep. of Copper 1 Chloride WRDocument12 pagesCHM 3201 - Lab #1 The Prep. of Copper 1 Chloride WRRaja GokhulNo ratings yet
- Ray P. Prasad (Auth.) - Surface Mount Technology - Principles and Practice-Springer Netherlands (1989)Document616 pagesRay P. Prasad (Auth.) - Surface Mount Technology - Principles and Practice-Springer Netherlands (1989)Muhammad Fatiyan RizkilahNo ratings yet
- Use of Ruber in Automobile IndustryDocument3 pagesUse of Ruber in Automobile Industryanon_22360568No ratings yet
- Steel Bridge Design HandbookDocument26 pagesSteel Bridge Design HandbookmtNo ratings yet
- Book Catalogue 2021Document79 pagesBook Catalogue 2021navecNo ratings yet
- Zones of ScrewDocument111 pagesZones of Screwzubi0585100% (2)
- FN Range Switch Disconnector FuseDocument48 pagesFN Range Switch Disconnector FusesalesNo ratings yet
- Structural Crack StudyDocument9 pagesStructural Crack StudyNurmuliana Abdul WahabNo ratings yet
- Concrete Design ProkonDocument206 pagesConcrete Design ProkonBoon Fui100% (2)
- Total Tube Length Reduced: Clamp CylinderDocument25 pagesTotal Tube Length Reduced: Clamp CylinderHoàng ThếNo ratings yet
- Astm C 881c881mDocument6 pagesAstm C 881c881mJavier AlexanderNo ratings yet
- Chapter 10: The S-Block ElementsDocument13 pagesChapter 10: The S-Block Elementsgyogi1989No ratings yet
- MAT E 202 W18 Syllabus v2Document12 pagesMAT E 202 W18 Syllabus v2TahirNo ratings yet
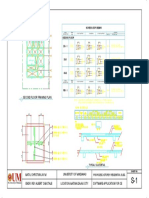
- Second Floor Framing Plan: Schedule of BeamsDocument1 pageSecond Floor Framing Plan: Schedule of BeamsChristian MataNo ratings yet
- Mechanical ConcreteDocument5 pagesMechanical ConcreteAnonymous xEI5OJw7YNo ratings yet
- Design Retaining WallDocument98 pagesDesign Retaining WallAnkush SharmaNo ratings yet
- XRF 02Document4 pagesXRF 02Kartik KuteNo ratings yet
- Hot Rolled Products of Structural SteelsDocument28 pagesHot Rolled Products of Structural SteelsAli MarsousiNo ratings yet
- Aerosil R812 SDocument6 pagesAerosil R812 SRoxanaNo ratings yet
- Design of Friction Slab On Cut Rock Wall - Rs 39A: Width of Foundation Width of Toe 0.00 MDocument7 pagesDesign of Friction Slab On Cut Rock Wall - Rs 39A: Width of Foundation Width of Toe 0.00 MSravanthi MeharNo ratings yet
- 111column DesignDocument16 pages111column DesignAbdirahman Ahmed IsseNo ratings yet
- Epd Pa66 gf25 Recycled EnglishDocument26 pagesEpd Pa66 gf25 Recycled EnglishShantha Kumar ParameswaranNo ratings yet
- Metal Injection Molding Material PropertiesDocument12 pagesMetal Injection Molding Material Propertiesdbfreelancer1195No ratings yet
- Optoelectronics: Chapter #6 Optical Sources 1: The LaserDocument14 pagesOptoelectronics: Chapter #6 Optical Sources 1: The LaserMehroz FatimaNo ratings yet