You might also like
- Introduction To Pressure VesselsDocument52 pagesIntroduction To Pressure VesselsAkankshya Mishra100% (4)
- Inspection and Testing Plan Pressure VesselDocument6 pagesInspection and Testing Plan Pressure Vesselmuhammad afrizalNo ratings yet
- Pressure Vessel Inspection and DesignDocument48 pagesPressure Vessel Inspection and DesignMohammed Raje100% (2)
- Pressure Equipment IMDocument43 pagesPressure Equipment IMInspection EngineerNo ratings yet
- Failure - Mechanisms - of - C-Steels - API - 571 - .Xls - Filename UTF-8''Failure Mechanisms of C-Steels (API 571)Document100 pagesFailure - Mechanisms - of - C-Steels - API - 571 - .Xls - Filename UTF-8''Failure Mechanisms of C-Steels (API 571)أحمد صبحى100% (3)
- 2017 Pressure Vessel Inspection Hand OutDocument43 pages2017 Pressure Vessel Inspection Hand Outpvvyesubabu100% (2)
- Sop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Document10 pagesSop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Iksan Adityo MulyoNo ratings yet
- Welding Inspection Pressure VesselDocument37 pagesWelding Inspection Pressure Vesselken100% (3)
- SW-121B HIFU User ManualDocument8 pagesSW-121B HIFU User ManualJoe Purnomo67% (3)
- Unit 3 Wear Debris AnalysisDocument4 pagesUnit 3 Wear Debris AnalysisVenkadeshwaran KuthalingamNo ratings yet
- API 510 - Petrosync CourseDocument301 pagesAPI 510 - Petrosync CourseThân Kha100% (15)
- NDT and InspectionDocument41 pagesNDT and InspectionchuahuipengNo ratings yet
- Inspection of Unfired Pressure VesselsDocument35 pagesInspection of Unfired Pressure Vesselstbmari100% (7)
- Maintenanc and Repair of Pressure VesselsDocument93 pagesMaintenanc and Repair of Pressure VesselsVimin Prakash100% (12)
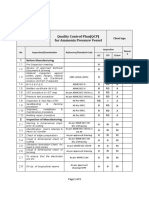
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Asme API 579 SI HandoutsDocument196 pagesAsme API 579 SI Handoutsronfrend94% (17)
- Ut ProcedureDocument4 pagesUt Procedureأحمد صبحىNo ratings yet
- Corrosion Under Insulation of Plant and Pipework v3Document6 pagesCorrosion Under Insulation of Plant and Pipework v3patrick6364No ratings yet
- API 570 Atual Exam 2015Document38 pagesAPI 570 Atual Exam 2015أحمد صبحى100% (4)
- Pressure Vessel Fabrication InspectionDocument82 pagesPressure Vessel Fabrication InspectionHrishikesan100% (3)
- Astm D6132-08 PDFDocument4 pagesAstm D6132-08 PDFdang2172014100% (4)
- Basic Pressure Vessel ConceptsDocument18 pagesBasic Pressure Vessel ConceptsjishnunelliparambilNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- ITP-PRESSURE VESSEL ExistingDocument2 pagesITP-PRESSURE VESSEL ExistingArisNo ratings yet
- Pressure Vessel Inspection PDF FreeDocument44 pagesPressure Vessel Inspection PDF FreemabroukNo ratings yet
- Edif Plant Inspector Career and Training Guide PDFDocument38 pagesEdif Plant Inspector Career and Training Guide PDFCHABBA_KALLANo ratings yet
- Process Piping Inspection Procedure Rev.2 PDFDocument34 pagesProcess Piping Inspection Procedure Rev.2 PDFLevi Porter100% (6)
- 2017PressureVesselInspectionHandout PDFDocument43 pages2017PressureVesselInspectionHandout PDFpvvyesubabuNo ratings yet
- Heat Exchanger InspectionDocument11 pagesHeat Exchanger InspectionVivek Bhangale100% (1)
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsFrom EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (12)
- Internal & External Inspection GuidelinesDocument5 pagesInternal & External Inspection Guidelinesgeverett2765No ratings yet
- Piping Inspection-MTDocument73 pagesPiping Inspection-MTInstech Premier Sdn BhdNo ratings yet
- On Stream InspectionDocument17 pagesOn Stream Inspectionrajeshmohana100% (1)
- Risk Based Inspection of Pressure Vessels, PipingDocument20 pagesRisk Based Inspection of Pressure Vessels, PipingBen0% (1)
- Fitness For Service of Crack Like Flaws, 579 Part 9-M.hosseini Seminar-1390Document48 pagesFitness For Service of Crack Like Flaws, 579 Part 9-M.hosseini Seminar-1390전상문100% (4)
- Pressure Vessel Inspection Procedure Rev.2Document24 pagesPressure Vessel Inspection Procedure Rev.2Ariq Fauzan100% (7)
- Heat Exchanger InspectionDocument43 pagesHeat Exchanger Inspectionabdul aziz100% (6)
- 5 16259779815014437Document26 pages5 16259779815014437Hafizul Hisyam Maysih Luzifah100% (1)
- Dead LegsDocument1 pageDead Legsأحمد صبحى100% (1)
- Pressure Vessel InspectionsDocument29 pagesPressure Vessel InspectionsStephanie Webb100% (2)
- Heat Exchanger InspectionDocument27 pagesHeat Exchanger Inspectionglazetm100% (23)
- Chevron Vessel InspectionDocument100 pagesChevron Vessel Inspectionjeffry100% (11)
- Inspection of ValvesDocument85 pagesInspection of ValvesAnand Kesarkar86% (7)
- Fitness For Service Per API 579Document4 pagesFitness For Service Per API 579Sajal Kulshrestha100% (1)
- Introduction To ASMEDocument33 pagesIntroduction To ASMEFajar Sri Lestari PangukirNo ratings yet
- Vessel Inspection ProcedureDocument16 pagesVessel Inspection Procedurekptl6185No ratings yet
- Part 2. Basic Thinning Assessments - Shell & HeadDocument30 pagesPart 2. Basic Thinning Assessments - Shell & Headpeach5100% (2)
- Inspection of Relief DevicesDocument50 pagesInspection of Relief Deviceslpatarroyo55783% (6)
- API 598 Testing Procedure-20130720-032647Document2 pagesAPI 598 Testing Procedure-20130720-032647JOMAGUES100% (1)
- ASME VIII Div. 1 - 6 Pressure TestingDocument26 pagesASME VIII Div. 1 - 6 Pressure Testingعصمت ضيف الله75% (4)
- 2015 Critical Care Ultrasound PDFDocument527 pages2015 Critical Care Ultrasound PDFAlan Espíndola Cruz100% (1)
- Principles of Food Preservation, Processing and PackagingDocument46 pagesPrinciples of Food Preservation, Processing and PackagingAshok Yadav100% (1)
- Feild Inspection of Shell and Tube Heat ExchangersDocument4 pagesFeild Inspection of Shell and Tube Heat ExchangersMatthew BennettNo ratings yet
- Api 575 NotlariDocument12 pagesApi 575 NotlariErdi ErdoganNo ratings yet
- Corrosion Coupon Installation ProcedureDocument31 pagesCorrosion Coupon Installation ProcedureIqbal Mohammad100% (2)
- API Inspectors Toolbox EE - User GuideDocument273 pagesAPI Inspectors Toolbox EE - User Guidekirans60100% (3)
- TML ProcedureDocument19 pagesTML Procedurejeswin100% (1)
- Failure - Mechanisms - of - C-Steels - API - 571 - .Xls - Filename UTF-8''Failure Mechanisms of C-Steels (API 571)Document100 pagesFailure - Mechanisms - of - C-Steels - API - 571 - .Xls - Filename UTF-8''Failure Mechanisms of C-Steels (API 571)أحمد صبحى100% (2)
- Ultrasonic Sensors PDFDocument17 pagesUltrasonic Sensors PDFHarsh Sharma50% (2)
- 10.400.413 Unfired Pressure Vessel Inspection ProcedureDocument17 pages10.400.413 Unfired Pressure Vessel Inspection ProcedureedwinsazzzNo ratings yet
- A Pi 510 External Inspection Checklist SampleDocument3 pagesA Pi 510 External Inspection Checklist SampleMetallurgist007100% (3)
- Heat Exchanger InspectionDocument7 pagesHeat Exchanger InspectionHamid Albashir100% (1)
- Api 510 2016Document2 pagesApi 510 2016أحمد صبحىNo ratings yet
- CPE 601 - Pressure VesselDocument126 pagesCPE 601 - Pressure VesselI-hana D'yana100% (1)
- 10080-1-SS-PP-018 - PMI Procedure PDFDocument23 pages10080-1-SS-PP-018 - PMI Procedure PDFDrM Design2No ratings yet
- Part II Chapter 1 API RP 572Document9 pagesPart II Chapter 1 API RP 572Amr Mohamed SolimanNo ratings yet
- CuiDocument6 pagesCuiأحمد صبحىNo ratings yet
- API - RP - 571 - Edited - 42 - Questions - PDF - Filename UTF-8''API RP 571 Edited - 42 QuestionsDocument5 pagesAPI - RP - 571 - Edited - 42 - Questions - PDF - Filename UTF-8''API RP 571 Edited - 42 Questionsأحمد صبحى100% (1)
- Chemical Solution, Inc. Technical Data Sheet: Inspecting Boilers and Related EquipmentDocument2 pagesChemical Solution, Inc. Technical Data Sheet: Inspecting Boilers and Related Equipmentböhmit0% (1)
- Duties and Responsibilities of Hospital Dietitian Outpatient Hospital ClinicsDocument3 pagesDuties and Responsibilities of Hospital Dietitian Outpatient Hospital Clinicsأحمد صبحىNo ratings yet
- PQR Asme Ix - CompletedDocument3 pagesPQR Asme Ix - CompletedCarlos Nombela Palacios100% (1)
- API 510 Rerating Extract PDFDocument3 pagesAPI 510 Rerating Extract PDFmjmehta81No ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Part II-Chapter 1-API-RP 5 72Document11 pagesPart II-Chapter 1-API-RP 5 72Amr SolimanNo ratings yet
- Cooling Tower Check ListDocument8 pagesCooling Tower Check ListTim KuNo ratings yet
- Api Exam-Part 1Document1 pageApi Exam-Part 1أحمد صبحىNo ratings yet
- 570 VisualDocument1 page570 Visualأحمد صبحىNo ratings yet
- 570 VisualDocument1 page570 Visualأحمد صبحىNo ratings yet
- Version 7: One Program For All TasksDocument3 pagesVersion 7: One Program For All Tasksأحمد صبحىNo ratings yet
- Introduction To Tank Design Material DesignDocument1 pageIntroduction To Tank Design Material Designأحمد صبحىNo ratings yet
- Brucellosis: Presented byDocument12 pagesBrucellosis: Presented byأحمد صبحىNo ratings yet
- LEVEL (1) Vibration Analys: (Predictive Maintenance)Document2 pagesLEVEL (1) Vibration Analys: (Predictive Maintenance)أحمد صبحىNo ratings yet
- Pathophysiology and Results ofDocument2 pagesPathophysiology and Results ofأحمد صبحىNo ratings yet
- DysphagiaDocument2 pagesDysphagiaأحمد صبحىNo ratings yet
- Catalog Tubing Inspection Probes enDocument32 pagesCatalog Tubing Inspection Probes enMohammed Ilyas MohiuddinNo ratings yet
- Manual ts3 PDFDocument26 pagesManual ts3 PDFecarrera1975No ratings yet
- Comparative Analysis of Manual Strapping Method (MSM) and Electro-Optical Distance Ranging (EODR) Method of Tank CalibrationDocument39 pagesComparative Analysis of Manual Strapping Method (MSM) and Electro-Optical Distance Ranging (EODR) Method of Tank CalibrationShifat UllahNo ratings yet
- (RM) 1 Non Invasive Ultrasound NeuromodulationDocument15 pages(RM) 1 Non Invasive Ultrasound NeuromodulationOak TreeNo ratings yet
- Long Range Ultrasonic To Detect Corrosion in Tank Annular PlatesDocument2 pagesLong Range Ultrasonic To Detect Corrosion in Tank Annular PlatesGistek MarcoNo ratings yet
- Siemens Acuson NX3 Transducer ProbeDocument11 pagesSiemens Acuson NX3 Transducer ProbeMed CWTNo ratings yet
- Model: VPE-1000: User'S ManualDocument25 pagesModel: VPE-1000: User'S ManualCharles MatosNo ratings yet
- Hypothesis About Electron Quantum Tunneling During Sonochemical Splitting of Water MoleculeDocument12 pagesHypothesis About Electron Quantum Tunneling During Sonochemical Splitting of Water MoleculeMichel AertsNo ratings yet
- Beijing Quanxin Ultrasonic CO.,LTD: More Information of Ultrasonic TransducerDocument4 pagesBeijing Quanxin Ultrasonic CO.,LTD: More Information of Ultrasonic TransducerbG gNo ratings yet
- SRF05 Technical DocumentationDocument4 pagesSRF05 Technical Documentationt8823pc100% (1)
- Vortag Stockholm May-2014Document11 pagesVortag Stockholm May-2014manandesNo ratings yet
- U-Ndt With LabviewDocument8 pagesU-Ndt With LabviewAndrew UntalanNo ratings yet
- Smart Cane ProposalDocument5 pagesSmart Cane ProposalSethbaldovinoNo ratings yet
- Dyp - ds1309Document11 pagesDyp - ds1309alaska112No ratings yet
- Flyer Rosemount Wireless Permasense Corrosion Erosion Monitoring System For Refineries en 5390998Document2 pagesFlyer Rosemount Wireless Permasense Corrosion Erosion Monitoring System For Refineries en 5390998ah1525No ratings yet
- Chapter-2-LEVEL MEASUREMENTDocument26 pagesChapter-2-LEVEL MEASUREMENTMohammed YusufNo ratings yet
- Detection of Coating Defects in Pipelines Using In-Line Inspection ToolsDocument3 pagesDetection of Coating Defects in Pipelines Using In-Line Inspection ToolsmohdrameNo ratings yet
- Elmasonic S 50 RDocument1 pageElmasonic S 50 RmlaorrcNo ratings yet
- Experiment 1 UpdatedDocument22 pagesExperiment 1 Updatedyoho hohoNo ratings yet
- Piezo Ultrasonic Oral SurgeryDocument26 pagesPiezo Ultrasonic Oral SurgeryandreeapaduraruNo ratings yet
- FEM Acoustic Analysis - NDT Angle Beam ExampleDocument28 pagesFEM Acoustic Analysis - NDT Angle Beam ExampleN DNo ratings yet
- Product Catalogue: Medical Equipment SpecialistsDocument56 pagesProduct Catalogue: Medical Equipment Specialistsأياام زمانNo ratings yet
- Ultrasonic Flaw Detectors (Ufds)Document8 pagesUltrasonic Flaw Detectors (Ufds)api-26788960No ratings yet