You might also like
- Tank Cleaning Methods Onboard Chemical TankersDocument6 pagesTank Cleaning Methods Onboard Chemical TankersJeet SinghNo ratings yet
- Tank Cleaning MethodDocument6 pagesTank Cleaning MethodSnehilNo ratings yet
- Tank Cleaning Guide by DR VerweyDocument0 pagesTank Cleaning Guide by DR Verweykostov_vladi63% (8)
- Standard Procedures For Tank Cleaning, Purging and Gas Free Operation For Oil TankersDocument8 pagesStandard Procedures For Tank Cleaning, Purging and Gas Free Operation For Oil TankersGopu Thalikunnath100% (3)
- Cargo Sampling On Chemical Tankers What When and How To DoDocument23 pagesCargo Sampling On Chemical Tankers What When and How To DoKunal SinghNo ratings yet
- BP Tank Cleaning GuideDocument21 pagesBP Tank Cleaning GuideIlyas Rangga Ramadhan100% (1)
- Crude Oil Tank CleaningDocument7 pagesCrude Oil Tank CleaningSandip Mahata100% (1)
- Tank Cleaning Guide - BP New 2006Document1 pageTank Cleaning Guide - BP New 2006reda hmr100% (1)
- Tank Cleaning GuidanceDocument8 pagesTank Cleaning Guidancedumitro67% (3)
- A Guide To Tank Cleaning From Vegetable Oil To MethanolDocument22 pagesA Guide To Tank Cleaning From Vegetable Oil To MethanolJeet SinghNo ratings yet
- Oil Record Book Cum Se Completeaza Corect 15.10.2018Document29 pagesOil Record Book Cum Se Completeaza Corect 15.10.2018Popa VasileNo ratings yet
- Tank Cleaning GuideDocument53 pagesTank Cleaning Guideschjhdfi38100% (1)
- Tank Cleaning Method For TankersDocument4 pagesTank Cleaning Method For TankersErsin SaltNo ratings yet
- Tank Cleaning Guide (BP 2004)Document1 pageTank Cleaning Guide (BP 2004)g66666100% (3)
- Chemical Tanker XeroxDocument37 pagesChemical Tanker XeroxASHOK BISHT100% (1)
- Inert Gas On Board Tankers - All You Need To Know!Document11 pagesInert Gas On Board Tankers - All You Need To Know!Giorgi KandelakiNo ratings yet
- TankCleaningManual TM TC 1 PDFDocument110 pagesTankCleaningManual TM TC 1 PDFDaniel Vaideanu100% (1)
- Chemical Tanker Tank CleaningDocument15 pagesChemical Tanker Tank CleaningJayakumar Sankaran100% (6)
- Tank Cleaning MatrixDocument54 pagesTank Cleaning MatrixWasim Shaikh100% (2)
- Miracle Tank Cleaning Guide (6th Ed 2008)Document1,159 pagesMiracle Tank Cleaning Guide (6th Ed 2008)Ricardo Alarcon Millan100% (10)
- Chemical Tanker Tank Cleaning PDFDocument15 pagesChemical Tanker Tank Cleaning PDFbuzbon100% (1)
- Cargo Tank Over&Under PressurisationDocument7 pagesCargo Tank Over&Under PressurisationArchie Smiley100% (2)
- Tanker Cargo Calculations - NewDocument5 pagesTanker Cargo Calculations - NewNakkolop100% (2)
- Tank Cleaning ProcedureDocument35 pagesTank Cleaning ProcedureAch Dja'far S93% (15)
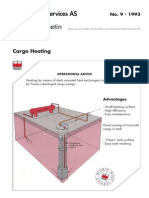
- 09 - Cargo Heating - Operational Advice PDFDocument4 pages09 - Cargo Heating - Operational Advice PDFrpichoNo ratings yet
- Oil Tanker Operations PDFDocument253 pagesOil Tanker Operations PDFSaurabh Yadav75% (4)
- JO Tankers Tank Cleaning GuideDocument48 pagesJO Tankers Tank Cleaning Guidekhebiloğlu100% (1)
- Wall Wash TestDocument5 pagesWall Wash Testutkarshgahtori100% (1)
- OES Crude Tank Cleaning ProceduresDocument3 pagesOES Crude Tank Cleaning ProceduresBach DoanNo ratings yet
- Chemical Tankers CourseDocument59 pagesChemical Tankers Coursenoz1989100% (2)
- Tank Wall Wash TestDocument6 pagesTank Wall Wash TestGiumba ClaudiuNo ratings yet
- Guidelines For VOC Management Plan - Final - 2010Document31 pagesGuidelines For VOC Management Plan - Final - 2010Cari RiveraNo ratings yet
- Capt. Vadakyil Wall Wash MethodDocument3 pagesCapt. Vadakyil Wall Wash Methodpushkarsidhaye100% (2)
- Marine Cargo OperationDocument15 pagesMarine Cargo OperationJohn Raj100% (1)
- Wall Wash Test ProceduresDocument5 pagesWall Wash Test Proceduresrabi4457No ratings yet
- Cargo and Ballast Operations Manual - Primary Process 6Document10 pagesCargo and Ballast Operations Manual - Primary Process 6Chris EdisonNo ratings yet
- Tank Cleaning Guide For Oil and Chemical TankerDocument28 pagesTank Cleaning Guide For Oil and Chemical TankerRuyinggly100% (12)
- Survey Guidelines For TankersDocument164 pagesSurvey Guidelines For TankersReetam BoseNo ratings yet
- 5468-Tank Cleaning ChecklistDocument3 pages5468-Tank Cleaning ChecklistMaaloul FakherNo ratings yet
- Tanker Operation ProcedureDocument2 pagesTanker Operation ProcedureAnand KhotNo ratings yet
- Understanding Crude Oil Washing Operation On Oil Tanker ShipsDocument4 pagesUnderstanding Crude Oil Washing Operation On Oil Tanker Shipsนัทเดช เรืองสวน100% (1)
- MARPOL Online Training 05.04.2020 PDFDocument11 pagesMARPOL Online Training 05.04.2020 PDFRen Mark ZuniegaNo ratings yet
- DCOM Dry CargoDocument352 pagesDCOM Dry CargoVasiMacovei100% (2)
- Tank Cleaning ChemicalDocument37 pagesTank Cleaning Chemicalukal100% (1)
- Cargo Tank Cleaning Guide EnglDocument1 pageCargo Tank Cleaning Guide EnglSat Partner100% (3)
- Vessel S Guide To Vetting InspectionsDocument11 pagesVessel S Guide To Vetting Inspectionsmatan55100% (5)
- Fixed Tank Cleaning Machine Pm-10Document89 pagesFixed Tank Cleaning Machine Pm-10Mustafa YıldırımNo ratings yet
- Tank Cleaning MethodsDocument9 pagesTank Cleaning MethodsAmr A. Nader100% (1)
- Oil Tanker Cargo Loading ProcedureDocument7 pagesOil Tanker Cargo Loading ProcedureAnonymous UCveMQ100% (5)
- Cargo Line Clearance Safe Procedure For Chemical TankersDocument8 pagesCargo Line Clearance Safe Procedure For Chemical TankersJeet SinghNo ratings yet
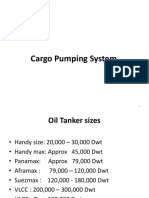
- Cargo Pumping SystemDocument24 pagesCargo Pumping SystemMedha Jog Katdare100% (1)
- Drew Marine Tank Cleaning ManualDocument102 pagesDrew Marine Tank Cleaning ManualStasio8090% (10)
- Marine FuelDocument17 pagesMarine FuelviviwulanNo ratings yet
- 063 - Vessel Inspection Check-ListDocument49 pages063 - Vessel Inspection Check-Listadriancovalciuc486392% (13)
- 3.cleaning Organic CoatingsDocument8 pages3.cleaning Organic CoatingsКолиш НиколайNo ratings yet
- Sampling On Chemical TankersDocument8 pagesSampling On Chemical TankersorangebigNo ratings yet
- Am Spec Washing Walls Vs Wall WashDocument5 pagesAm Spec Washing Walls Vs Wall Washc rk100% (1)
- Hold CleaningDocument5 pagesHold CleaningBiplab SharmaNo ratings yet
- Wall - Wash - Sampling - and - Analysis - Procedures COMPLETEDocument27 pagesWall - Wash - Sampling - and - Analysis - Procedures COMPLETESadik OzdamarNo ratings yet
- User'S Manual Operating & Maintenance: RGL-L: Runway Guard Light (Led)Document21 pagesUser'S Manual Operating & Maintenance: RGL-L: Runway Guard Light (Led)Javier Eduardo Alzate BogotaNo ratings yet
- Bell Gossett, Serie E-1532, Curvas Características - B-262H-e-1532-curvesDocument38 pagesBell Gossett, Serie E-1532, Curvas Características - B-262H-e-1532-curvesJavier CastilloNo ratings yet
- CH 4Document29 pagesCH 4choopo100% (1)
- The National Academies PressDocument231 pagesThe National Academies PressCatalin SfatNo ratings yet
- Industrial Scientific - 17152355-1Document20 pagesIndustrial Scientific - 17152355-1Prejit RadhakrishnaNo ratings yet
- Norbro40 PDFDocument11 pagesNorbro40 PDFMargaret DaughertyNo ratings yet
- Chemistry en 2secDocument4 pagesChemistry en 2secchemistry masterNo ratings yet
- What's The Difference Between Conduction, Convection, and Radiation - What's The Difference Between..Document4 pagesWhat's The Difference Between Conduction, Convection, and Radiation - What's The Difference Between..Blue DarkNo ratings yet
- MR MESSKO - Digital Thermometer EPT202Document4 pagesMR MESSKO - Digital Thermometer EPT202OpscenarJMD100% (1)
- Basic Principlesand Calculations in Process Technology PDFDocument81 pagesBasic Principlesand Calculations in Process Technology PDFSampathkumar Attuluri100% (1)
- 32-SAMSS-007 Manufacture of Heat ExchangerDocument39 pages32-SAMSS-007 Manufacture of Heat ExchangerAwais Jamil50% (2)
- JPCL Internship Report Farhan Hussain JamaliDocument11 pagesJPCL Internship Report Farhan Hussain JamaliFarhan Hussain100% (1)
- EDF Green Freight HandbookDocument67 pagesEDF Green Freight HandbookManu MadaanNo ratings yet
- ENSC 14A - Chapter 1Document40 pagesENSC 14A - Chapter 1deusleanNo ratings yet
- How I Distill Ipa: WarningDocument6 pagesHow I Distill Ipa: WarningAidenNo ratings yet
- Instruments and Institutions For Groundwater ManagementDocument20 pagesInstruments and Institutions For Groundwater ManagementDiego BálsamoNo ratings yet
- Differential Expansion of Steam Turbine GeneratorsDocument4 pagesDifferential Expansion of Steam Turbine GeneratorsJurun_Bidanshi100% (1)
- Sepam 1000 Commissioning PDFDocument28 pagesSepam 1000 Commissioning PDFAndiAttaNo ratings yet
- Optimal Control of A CSTR ProcessDocument14 pagesOptimal Control of A CSTR ProcessYahya ZabenNo ratings yet
- A330/A340-200/300 Airbus: Auxiliary Power Unit 49Document34 pagesA330/A340-200/300 Airbus: Auxiliary Power Unit 49Balmo GironNo ratings yet
- Sicat ContactDocument8 pagesSicat ContactDHARMENDRANo ratings yet
- UN3480 - PI965 UN 3481 - PI966 UN3481 - PI967 Section PI965-Section IB PI966 - Section II PI967 - Section IIDocument1 pageUN3480 - PI965 UN 3481 - PI966 UN3481 - PI967 Section PI965-Section IB PI966 - Section II PI967 - Section IIzubeen RIZVINo ratings yet
- ELEC9713-11 Lec05 Fault Calculation Method - Industrial & Commercial Power SystemDocument32 pagesELEC9713-11 Lec05 Fault Calculation Method - Industrial & Commercial Power Systemknsb100% (1)
- 40 CÂU TỔNG ÔN NGỮ PHÁP- KHÓA 8 NGÀY 02122021-CÔ PHẠM LIỄUDocument3 pages40 CÂU TỔNG ÔN NGỮ PHÁP- KHÓA 8 NGÀY 02122021-CÔ PHẠM LIỄUPhương DungNo ratings yet
- Compressors Basic Principles1Document46 pagesCompressors Basic Principles1Guillermo ZapataNo ratings yet
- Valencia Knutsen - Cargo Operat - AdministratorDocument328 pagesValencia Knutsen - Cargo Operat - AdministratorDarioNo ratings yet
- Basic Pneumatic Cascade)Document14 pagesBasic Pneumatic Cascade)Elda Belina Perangin-angin0% (1)
- 12 Standards - Technical Seminar For Cathodic Protection To GOGC DesignDocument13 pages12 Standards - Technical Seminar For Cathodic Protection To GOGC DesignkbenjikaNo ratings yet
- Constant Rate Pressure Injection TestDocument1 pageConstant Rate Pressure Injection TestToddy SamuelNo ratings yet
- Reading Quiz 1Document5 pagesReading Quiz 1June CostalesNo ratings yet