You might also like
- IATF 16949:2016 Audit Guide and Checklist 2nd EditionFrom EverandIATF 16949:2016 Audit Guide and Checklist 2nd EditionRating: 4.5 out of 5 stars4.5/5 (10)
- Formel Q Quality Capability Supplier Assessment Guidelines 2005 PDFDocument152 pagesFormel Q Quality Capability Supplier Assessment Guidelines 2005 PDFAntonioNo ratings yet
- CQI-14, How To Perfom The AssesmentDocument4 pagesCQI-14, How To Perfom The AssesmentJose Cepeda50% (2)
- GM's Global APQP ProcessDocument127 pagesGM's Global APQP Processhmp90No ratings yet
- GM 1927 08 Potential Supplier Assessment (PSA)Document12 pagesGM 1927 08 Potential Supplier Assessment (PSA)Juan Carlos Murillo Larrota100% (1)
- Pass Through CharacteristicsDocument10 pagesPass Through CharacteristicsmirosekNo ratings yet
- GM 1927 Supplier Quality Manual PDFDocument109 pagesGM 1927 Supplier Quality Manual PDFYaisa Marrugo JimenezNo ratings yet
- VDA Flyer - 6 5 Product AuditDocument2 pagesVDA Flyer - 6 5 Product AuditEdwin Osogo100% (1)
- GM 1927-11 APQP Kick Off and SRV Workbook-GMDocument7 pagesGM 1927-11 APQP Kick Off and SRV Workbook-GMJOECOOL67No ratings yet
- Pass Through Characteristics PTCDocument1 pagePass Through Characteristics PTCSelvaraj SimiyonNo ratings yet
- GM Customer Specifics - Rev 05-07-15Document34 pagesGM Customer Specifics - Rev 05-07-15hugocronyNo ratings yet
- GM 1927 36 Group A ElementsDocument129 pagesGM 1927 36 Group A ElementsVanessa GurrolaNo ratings yet
- Cqi 20 Summary PDFDocument30 pagesCqi 20 Summary PDFR J100% (1)
- Core Tool Self AssessmentDocument1 pageCore Tool Self AssessmentNagarajanNo ratings yet
- APQP Control Plan Mar 2024Document3 pagesAPQP Control Plan Mar 2024Elango Uniquestar100% (2)
- Automotive Warranty Management: A Guideline For Industry Best PracticesDocument14 pagesAutomotive Warranty Management: A Guideline For Industry Best PracticesRobert Silaghi0% (1)
- CQI-9 - 2a. Edicion - Ingles PDFDocument69 pagesCQI-9 - 2a. Edicion - Ingles PDFIram Chavira100% (1)
- Cqi 10Document208 pagesCqi 10DearRed FrankNo ratings yet
- GM Supplier Quality PresentationDocument115 pagesGM Supplier Quality Presentationjd4u100% (7)
- CQI 10 Effective Problem Solving GuidelineDocument208 pagesCQI 10 Effective Problem Solving Guidelinehenrycht100% (4)
- PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 pagesPPAP Process Checklist / Sign Off Sheet InstructionsSantosh TiwariNo ratings yet
- COVER SHEET SUBMISSIONDocument6 pagesCOVER SHEET SUBMISSIONSeval GünaltayNo ratings yet
- BIQS Presentation Aug 2017Document202 pagesBIQS Presentation Aug 2017JOSENo ratings yet
- Supplier Audit Details and Problem Solving Effectiveness ReviewDocument14 pagesSupplier Audit Details and Problem Solving Effectiveness ReviewDuho ConsultoresNo ratings yet
- Training Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enDocument3 pagesTraining Module Aiag Cqi Licensed Training Partner Topqm Systems Overview enjpaulNo ratings yet
- VDA Volume 7Document55 pagesVDA Volume 7serchecko1No ratings yet
- AIAG Cqi 14 Warranty Key TermsDocument13 pagesAIAG Cqi 14 Warranty Key TermsLipeca75% (8)
- GM 1927 36 Group C Elements BIQSDocument52 pagesGM 1927 36 Group C Elements BIQSVanessa GurrolaNo ratings yet
- BIQ-S AuditDocument13 pagesBIQ-S AuditAngie Guerrero100% (1)
- GM 1927 36 Introduction and Foundational Elements of BIQSDocument46 pagesGM 1927 36 Introduction and Foundational Elements of BIQSErnesto Padilla100% (2)
- AIAG CQI-9 Special ProcessesDocument69 pagesAIAG CQI-9 Special Processesshule187% (23)
- Advanced Product Quality Planning and Control Plan: Second EditionDocument5 pagesAdvanced Product Quality Planning and Control Plan: Second EditionRenata Codruta0% (2)
- Manual Gp12 InglesDocument3 pagesManual Gp12 InglesdyolotzinNo ratings yet
- Cqi - 9Document63 pagesCqi - 9karina medi100% (2)
- GM Global Supplier Quality ManualDocument109 pagesGM Global Supplier Quality ManualMostafa Abd El Alem100% (3)
- Supplier APQP TrainingDocument29 pagesSupplier APQP Trainingfdsa01No ratings yet
- PV 3347 Englisch CleanlinessDocument12 pagesPV 3347 Englisch CleanlinessAnonymous 7ZTcBn100% (1)
- Apqp GMDocument73 pagesApqp GMpbvrNo ratings yet
- Alliance Supplier Guide 2.3Document3 pagesAlliance Supplier Guide 2.3MNo ratings yet
- GM 1927 36 Group D Elements BIQSDocument41 pagesGM 1927 36 Group D Elements BIQSVanessa GurrolaNo ratings yet
- CQI-27 Stakeholder Review FinalDocument15 pagesCQI-27 Stakeholder Review FinalSelvaraj Simiyon50% (4)
- GM Supplier Development General Procedure PolicyDocument12 pagesGM Supplier Development General Procedure Policympedraza-1No ratings yet
- IATF 16949 - 2016-Exam Paper With AnswersDocument11 pagesIATF 16949 - 2016-Exam Paper With Answersrashwin singhNo ratings yet
- Cqi 8 Layered Process Audits GuidelineDocument2 pagesCqi 8 Layered Process Audits GuidelinePraveen Malavae33% (3)
- Special Process: Heat Treat System Assessment: 2 EditionDocument70 pagesSpecial Process: Heat Treat System Assessment: 2 Editionelectro242No ratings yet
- Daimler Process Signoff DocumentDocument228 pagesDaimler Process Signoff DocumentWolf Villarin100% (1)
- CQI-12v2: Special Process: Coating System AssessmentDocument36 pagesCQI-12v2: Special Process: Coating System AssessmentHoang TanNo ratings yet
- VDA FFA RemarksDocument7 pagesVDA FFA RemarksTere ReyesNo ratings yet
- Minimum Automotive Quality Management System Requirements For Sub Tier Suppliers 2nded Rev2Document8 pagesMinimum Automotive Quality Management System Requirements For Sub Tier Suppliers 2nded Rev2R JNo ratings yet
- 2021-08 VDA 7 QDX EnglishDocument60 pages2021-08 VDA 7 QDX EnglishФедя ПлукчиNo ratings yet
- Questions Process Audit: P2. Project ManagementDocument11 pagesQuestions Process Audit: P2. Project ManagementR JNo ratings yet
- The Practitioners Guide: 2019 Aiag-Vda FmeasDocument10 pagesThe Practitioners Guide: 2019 Aiag-Vda Fmeaskrishnan100% (3)
- Core ToolsDocument15 pagesCore ToolsUn-peu de-toutNo ratings yet
- GM 1927-33 GM Global GP-12 Audit March 13, 2008Document8 pagesGM 1927-33 GM Global GP-12 Audit March 13, 2008Neumar NeumannNo ratings yet
- VDA Minimizing Risks in The Supply ChainDocument0 pagesVDA Minimizing Risks in The Supply Chaintimkoid100% (1)
- Register Forum Home Page Post Attachment Files All Help Lost PasswordDocument3 pagesRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanNo ratings yet
- VDA 6.7-2020 - V3 - English Process Audit - Production Equipment (过程审核)Document13 pagesVDA 6.7-2020 - V3 - English Process Audit - Production Equipment (过程审核)cdmingNo ratings yet
- GMW15049 Agst 2016Document12 pagesGMW15049 Agst 2016Gabriel Medina Encalada75% (4)
- Instructions © 2010 Knowware International Inc: Sheet 2253 S Oneida ST Ste 3D Denver, Co 80224Document7 pagesInstructions © 2010 Knowware International Inc: Sheet 2253 S Oneida ST Ste 3D Denver, Co 80224IrmaMedinaNo ratings yet
- Cost of Quality Report for 21st Century ContainersDocument14 pagesCost of Quality Report for 21st Century ContainersrmdarisaNo ratings yet
- Cost of Quality Report for 21st Century ContainersDocument14 pagesCost of Quality Report for 21st Century ContainersrmdarisaNo ratings yet
- Ece R46 - 10.7.2010Document52 pagesEce R46 - 10.7.2010Juan EgaraNo ratings yet
- Vda 4 - Fmea (2012) PDFDocument126 pagesVda 4 - Fmea (2012) PDFLukas63283% (6)
- Transition 16949 April 2016Document11 pagesTransition 16949 April 2016Juan EgaraNo ratings yet
- Whats New Graph-EnDocument7 pagesWhats New Graph-EnJuan EgaraNo ratings yet
- Escalation ProcedureDocument5 pagesEscalation ProcedureJuan EgaraNo ratings yet
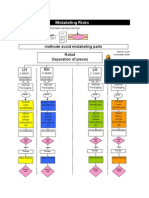
- Methode Avoid Mislabeling Parts Robot Separation of Pieces LH RH LH RHDocument1 pageMethode Avoid Mislabeling Parts Robot Separation of Pieces LH RH LH RHJuan EgaraNo ratings yet
- Achieve Quality Goals with Supplier ManualDocument39 pagesAchieve Quality Goals with Supplier ManualJuan Egara100% (1)
- TS16949 2ndDocument46 pagesTS16949 2ndJuan EgaraNo ratings yet
- PesDocument4 pagesPesJuan EgaraNo ratings yet
- VDA Volume 4 8D-MethodDocument23 pagesVDA Volume 4 8D-MethodJuan Egara100% (8)
- FORMATO DINA4 Case Study Tanks Model AnswerDocument8 pagesFORMATO DINA4 Case Study Tanks Model AnswerJuan EgaraNo ratings yet
- WestJet Airlines - Ivey Publishing - Case Study SolutionsDocument7 pagesWestJet Airlines - Ivey Publishing - Case Study SolutionsNest Imperial100% (1)
- (Full Paper) Greek Tourism Under Crisi - Strategies and The Way OutDocument24 pages(Full Paper) Greek Tourism Under Crisi - Strategies and The Way OutSotiris VarelasNo ratings yet
- Annex 8 (IFRS 9 Reporting TemplatesDocument16 pagesAnnex 8 (IFRS 9 Reporting TemplatesBelkis RiahiNo ratings yet
- Namma Kalvi 12th Economics Unit 1 Surya Economics Guide em PDFDocument27 pagesNamma Kalvi 12th Economics Unit 1 Surya Economics Guide em PDFAakaash C.K.No ratings yet
- Mark Mitchell - The Miscreants' Global Bust-Out (Chapter 1-21) (2011)Document679 pagesMark Mitchell - The Miscreants' Global Bust-Out (Chapter 1-21) (2011)Wekkel100% (1)
- Bank Mergers and Acquisitions Trends Under Recent CrisesDocument6 pagesBank Mergers and Acquisitions Trends Under Recent CrisesBrightside100% (1)
- PERF AlberquerqueDocument91 pagesPERF AlberquerqueDoxCak3No ratings yet
- Sovereign Risk, Elections, and ContagionDocument27 pagesSovereign Risk, Elections, and ContagionAsian Development BankNo ratings yet
- ECPR 2012 Conference ProgrammeDocument20 pagesECPR 2012 Conference ProgrammeEcon ScanNo ratings yet
- Jspes DDM Bkrev ConfidgameDocument4 pagesJspes DDM Bkrev ConfidgameDwight MurpheyNo ratings yet
- Herding in Financial Markets: Rational and Behavioral Theories (SpyrouDocument62 pagesHerding in Financial Markets: Rational and Behavioral Theories (SpyrouOkay KiygiNo ratings yet
- Foreign Exchange Rates, Introduction ToDocument202 pagesForeign Exchange Rates, Introduction ToKulbir Singh100% (1)
- 2019+이화여대+재외국민 인문계열 영어국어Document9 pages2019+이화여대+재외국민 인문계열 영어국어Sung Hwan LeeNo ratings yet
- Micro FinanceDocument24 pagesMicro Financeemmanuela m. licayanNo ratings yet
- Answers To Chapter 7 QuestionsDocument7 pagesAnswers To Chapter 7 QuestionsAnna OsmanNo ratings yet
- Shreya Bhotica Mba CFDDocument12 pagesShreya Bhotica Mba CFDNancy Verma100% (1)
- International Construction Market Survey 2017Document100 pagesInternational Construction Market Survey 2017crainsnewyorkNo ratings yet
- Chap009 Quiz PDFDocument17 pagesChap009 Quiz PDFLê Chấn PhongNo ratings yet
- Tourism Industry in IndiaDocument21 pagesTourism Industry in Indiaj_sachin09No ratings yet
- Samriti Goel Mba LecturerDocument12 pagesSamriti Goel Mba LecturersamritigoelNo ratings yet
- Using The PESTEL Framework Carry Out An Analysis of The Target Country From The OrganisationDocument21 pagesUsing The PESTEL Framework Carry Out An Analysis of The Target Country From The OrganisationpracashNo ratings yet
- MBC2 - 18 Sem1Document23 pagesMBC2 - 18 Sem1Aref MaghmoumahNo ratings yet
- 1 Crisis Management IntroductionDocument16 pages1 Crisis Management IntroductionROOPESHVN100% (1)
- (Stefan Hedlund) Invisible Hands, Russian ExperienDocument326 pages(Stefan Hedlund) Invisible Hands, Russian ExperienpenthesileiaNo ratings yet
- Self-Fulfilling Prophecy in Indonesian BankingDocument3 pagesSelf-Fulfilling Prophecy in Indonesian BankingRian SopianNo ratings yet
- ScenarioPlanning - FinalDocument54 pagesScenarioPlanning - FinalLurveLava Moorthy100% (1)
- IM - Tea To EgyptDocument25 pagesIM - Tea To EgyptBadar Qureshi100% (1)
- Welcoming Versus Restricting Sovereign Wealth Fund InvestmentDocument6 pagesWelcoming Versus Restricting Sovereign Wealth Fund InvestmentAnca MindroceanuNo ratings yet
- The Relationship of India With International Monetary Fund (Imf) Over The YearsDocument3 pagesThe Relationship of India With International Monetary Fund (Imf) Over The YearsUdhithaa S K KotaNo ratings yet
- A Recession Is When Your Neighbour Loses His Job. A Depression Is When You Lose Your JobDocument83 pagesA Recession Is When Your Neighbour Loses His Job. A Depression Is When You Lose Your JobAppurva SharmaNo ratings yet