You might also like
- Article6 - Type of RoofDocument4 pagesArticle6 - Type of RoofSlamet WidodoNo ratings yet
- Memoria de Calculo Serpentin La Ensenada Ingles 20180921Document1 pageMemoria de Calculo Serpentin La Ensenada Ingles 20180921Jonatan LopezNo ratings yet
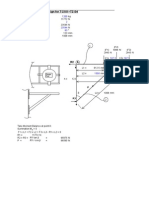
- Calculation For Gauge Pole SupportsDocument7 pagesCalculation For Gauge Pole SupportsrichardchiamNo ratings yet
- Reciprocating Pump (Api 674-2Nd) Data Sheet U.S. Customary UnitsDocument10 pagesReciprocating Pump (Api 674-2Nd) Data Sheet U.S. Customary UnitsÆmanuel J Silva100% (1)
- Nozzle Loads - Part 1 - Piping-EngineeringDocument5 pagesNozzle Loads - Part 1 - Piping-EngineeringShaikh AftabNo ratings yet
- Local Load Calculation of Shell Nozzles For Diesel Oil Storage Tank Tk-101 To Tk-108Document2 pagesLocal Load Calculation of Shell Nozzles For Diesel Oil Storage Tank Tk-101 To Tk-108NAVASNo ratings yet
- Flare Scrubber DSDocument8 pagesFlare Scrubber DSsudjonoNo ratings yet
- Mechanical SitesDocument9 pagesMechanical Sitessujeet_plmNo ratings yet
- FEA Ansys Axisymmetric Skirt ExampleDocument16 pagesFEA Ansys Axisymmetric Skirt Examplejohn_max03No ratings yet
- Finite Element Analysis of Skirt To Dished Junction in A Pressure VesselDocument4 pagesFinite Element Analysis of Skirt To Dished Junction in A Pressure VesselIJMERNo ratings yet
- Texas Flange - Product Catalog PDFDocument47 pagesTexas Flange - Product Catalog PDFFranco Saenz SolisNo ratings yet
- Orifice PlateDocument6 pagesOrifice PlateArbaz KhanNo ratings yet
- (DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enDocument8 pages(DIN 28050 - 2009-09) - Behà Lter Und Apparate - Maximal Zulã Ssiger Druck - 1, 0 Bar Bis +0, 5 Bar - Technische Lieferbedingungen - 0001.de - enNaveen Suresh KumarNo ratings yet
- (348490223) FEA-NotesDocument22 pages(348490223) FEA-Notesonezero111100% (1)
- Modeling and Stress Analysis of Nozzle ConnectionsDocument14 pagesModeling and Stress Analysis of Nozzle ConnectionsvijayanmksNo ratings yet
- Heat Exchangers: The Effectiveness - NTU Method: Sections 11.4 Through 11.7Document15 pagesHeat Exchangers: The Effectiveness - NTU Method: Sections 11.4 Through 11.7Joli SmithNo ratings yet
- Horizontal Pressure VesselDocument9 pagesHorizontal Pressure VesselMatataw DeditorNo ratings yet
- T-0622 4T Dosing Vessel 2: Project: Iocl Kolkata Lobp Design Check ForDocument11 pagesT-0622 4T Dosing Vessel 2: Project: Iocl Kolkata Lobp Design Check ForAnant KumbhejkarNo ratings yet
- Calculations For: Calculations No. Asme Viii Div 1 Ed 2019Document21 pagesCalculations For: Calculations No. Asme Viii Div 1 Ed 2019David Vanegas100% (1)
- MSS SP-6-2021Document10 pagesMSS SP-6-2021mehdipoorNo ratings yet
- Loadings and Sign Convention SummaryDocument9 pagesLoadings and Sign Convention SummaryGovindan KrishnamoorthybashyamNo ratings yet
- EN13445 TWR OutDocument124 pagesEN13445 TWR OutCosimoNo ratings yet
- Nozzle LoadDocument3 pagesNozzle LoadSnehasish MukherjeeNo ratings yet
- Coke Drum Skirt ExampleDocument10 pagesCoke Drum Skirt Example2009tamerNo ratings yet
- API 650 Tank Nozzle Stand OutDocument5 pagesAPI 650 Tank Nozzle Stand OutJunaid MateenNo ratings yet
- Heat Exchanger (Shell and Tube) 5Document39 pagesHeat Exchanger (Shell and Tube) 5vvkvaranasiNo ratings yet
- How to Use Code Case 2695 in PV Elite for ASME Section VIII Division 1 DesignDocument2 pagesHow to Use Code Case 2695 in PV Elite for ASME Section VIII Division 1 DesignMukeshChopraNo ratings yet
- Steel Pipe Dimensions - ANSI Schedule 40Document3 pagesSteel Pipe Dimensions - ANSI Schedule 40StevenAronNo ratings yet
- Expansion Loop IDocument50 pagesExpansion Loop IDar FallNo ratings yet
- Design and Static Analysis of Different Pressure Vessels and Materials Using Fem MethodDocument7 pagesDesign and Static Analysis of Different Pressure Vessels and Materials Using Fem MethodSuryaprakashNo ratings yet
- Points To Be Considered During Stress AnalysisDocument24 pagesPoints To Be Considered During Stress AnalysismishtinilNo ratings yet
- Understanding ASME UG-45Document3 pagesUnderstanding ASME UG-45Ahmad DanielNo ratings yet
- Introduction To WRC 107 Concepts Limitations and FormulaDocument5 pagesIntroduction To WRC 107 Concepts Limitations and FormulamoryNo ratings yet
- PVElite RefDocument6 pagesPVElite RefakhilNo ratings yet
- General Data: Bending StessesDocument3 pagesGeneral Data: Bending Stessesprajakt_pieNo ratings yet
- Specific Size Agitator Selection Process & Specification PDFDocument28 pagesSpecific Size Agitator Selection Process & Specification PDFParth ThakarNo ratings yet
- Hazen - William Coeficiente FBEDocument10 pagesHazen - William Coeficiente FBEOrlandoNo ratings yet
- Design, Fabrication and Testing of Helical Tube in Tube Coil Heat ExchangerDocument6 pagesDesign, Fabrication and Testing of Helical Tube in Tube Coil Heat ExchangererpublicationNo ratings yet
- Andritz Rapport-Annuel PDFDocument136 pagesAndritz Rapport-Annuel PDFIR MA Al AzharNo ratings yet
- Facilities On Offshore Installations: Guide For Building and ClassingDocument209 pagesFacilities On Offshore Installations: Guide For Building and ClassingKarthick VenkatswamyNo ratings yet
- In Elastic Buckling of Geometrically Imperfect TubesDocument16 pagesIn Elastic Buckling of Geometrically Imperfect TubesSiva RajNo ratings yet
- Process Equipment DesignDocument21 pagesProcess Equipment DesignAsila Ahmed0% (1)
- Heat Exchanger Specification SheetDocument1 pageHeat Exchanger Specification SheetGreisly MarrugoNo ratings yet
- Joint Efficiency - EDocument6 pagesJoint Efficiency - EPaul NeedhamNo ratings yet
- HandbookDocument80 pagesHandbookVocem LuxNo ratings yet
- Escoa Fintube Corporation, An Oklahoma Corporation v. Tranter, Inc., A Michigan Corporation, 631 F.2d 682, 10th Cir. (1980)Document22 pagesEscoa Fintube Corporation, An Oklahoma Corporation v. Tranter, Inc., A Michigan Corporation, 631 F.2d 682, 10th Cir. (1980)Scribd Government DocsNo ratings yet
- Piping Engineering - Tank Nozzle Loads 1Document1 pagePiping Engineering - Tank Nozzle Loads 1Nasrul AdliNo ratings yet
- Question For An IterviewDocument4 pagesQuestion For An IterviewAkshay GatkalNo ratings yet
- Floating Roof Design CalculationsDocument5 pagesFloating Roof Design Calculationsvinay1999No ratings yet
- Basic PV Elite TrainingDocument54 pagesBasic PV Elite TrainingcayovinNo ratings yet
- Design Category and Service Class Selection For Below-the-Hook Lifting DevicesDocument5 pagesDesign Category and Service Class Selection For Below-the-Hook Lifting DevicesjdcervantesNo ratings yet
- Prediction of Thermal Fatigue Life of A Turbine Nozzle Guide VaneDocument9 pagesPrediction of Thermal Fatigue Life of A Turbine Nozzle Guide VanejswxieNo ratings yet
- Etab RSM Eccc Basics SCMDocument2 pagesEtab RSM Eccc Basics SCMsathiyaseelann.sNo ratings yet
- Analysis Methods For Calculating Flexibility Factors of Nozzles and BranchesDocument111 pagesAnalysis Methods For Calculating Flexibility Factors of Nozzles and BranchesfileseekerNo ratings yet
- Acum#2 RoladoDocument1 pageAcum#2 RoladoJuan PabloNo ratings yet
- MDMT of Ammonia ReservoirDocument5 pagesMDMT of Ammonia ReservoiryogacruiseNo ratings yet
- ASME Section VIII, Division 2Document23 pagesASME Section VIII, Division 2Saeed Rehman100% (1)
- 16 Mirski Banys Falek Piwowarczyk-fem-Aided Design of Welded Pressure Vessels According To Asme BPVC RegulationsDocument8 pages16 Mirski Banys Falek Piwowarczyk-fem-Aided Design of Welded Pressure Vessels According To Asme BPVC RegulationsAgniva DuttaNo ratings yet
- Detecting Corrosion with Piezoelectric SensorsDocument12 pagesDetecting Corrosion with Piezoelectric Sensorsamirreza_eng3411No ratings yet
- TurbulenceDocument69 pagesTurbulenceRegis NgenziNo ratings yet
- Sequence of Steps in The Pitting of Aluminum by Chloride Ions PDFDocument18 pagesSequence of Steps in The Pitting of Aluminum by Chloride Ions PDFamirreza_eng3411No ratings yet
- CO2 Absorption Rate and Solubility in MonoethanolaminePiperazineWateDocument17 pagesCO2 Absorption Rate and Solubility in MonoethanolaminePiperazineWateamirreza_eng3411No ratings yet
- ME304 1 Introduction Diff AnalysisDocument20 pagesME304 1 Introduction Diff AnalysisSilver BlazeNo ratings yet
- In-service Condition Monitoring of Piping SystemsDocument13 pagesIn-service Condition Monitoring of Piping Systemsamirreza_eng3411No ratings yet
- Capital Protection Scheme: Abc of InsuranceDocument1 pageCapital Protection Scheme: Abc of Insuranceamirreza_eng3411No ratings yet
- Internal Report Analysis of Two-equation Eddy-Viscosity Turbulence ModelsDocument46 pagesInternal Report Analysis of Two-equation Eddy-Viscosity Turbulence Modelsamirreza_eng3411No ratings yet
- Mass Conservation in Cylinderical SystemDocument4 pagesMass Conservation in Cylinderical Systemamirreza_eng3411No ratings yet
- Bimetallic CorrosionDocument20 pagesBimetallic CorrosionchristophedepaepeNo ratings yet
- Controlling Vessels and TanksDocument20 pagesControlling Vessels and TanksAndrew LarsonNo ratings yet
- HTMP 2012Document9 pagesHTMP 2012amirreza_eng3411No ratings yet
- Choosing The Proper Nondestructive Testing TechniquesDocument11 pagesChoosing The Proper Nondestructive Testing Techniquesho-faNo ratings yet
- Condenser and Heat Exchanger Tube RestorationDocument6 pagesCondenser and Heat Exchanger Tube RestorationspalaniyandiNo ratings yet
- TCEQ March 2001 Draft RG-169 Abrasive Blast CleaningDocument14 pagesTCEQ March 2001 Draft RG-169 Abrasive Blast Cleaningamirreza_eng3411No ratings yet
- Respiratory Protection For Abrasive BlastingDocument14 pagesRespiratory Protection For Abrasive Blastingamirreza_eng3411No ratings yet
- Mae5230 CFD Intro Notes PDFDocument17 pagesMae5230 CFD Intro Notes PDFDebabrata PaulNo ratings yet
- Inspection of Unfired Pressure VesselsDocument35 pagesInspection of Unfired Pressure Vesselstbmari100% (7)
- CFD Algorithms For Hydraulic EngineDocument0 pagesCFD Algorithms For Hydraulic EnginelgroscheNo ratings yet
- Niigata - Replacing Bottom Plates of Oil Storage TanksDocument7 pagesNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (2)
- Piping Chevron OffDocument44 pagesPiping Chevron OffdfdflkNo ratings yet
- Integrity Testing FactsheetDocument9 pagesIntegrity Testing Factsheetamirreza_eng3411No ratings yet
- Calculation of Flow Rate From Differential Pressure Devices - Orifice PlatesDocument26 pagesCalculation of Flow Rate From Differential Pressure Devices - Orifice Platesamirreza_eng3411No ratings yet
- Hydrotesting Not Required Under New API-653 Procedure: TechnologyDocument4 pagesHydrotesting Not Required Under New API-653 Procedure: Technologyamirreza_eng3411No ratings yet
- Steel Tube and PipeDocument63 pagesSteel Tube and PipeHasan AhmedNo ratings yet
- CHP 01Document54 pagesCHP 01amirreza_eng3411No ratings yet
- Direct Numerical Simulation of Turbulence/radiation Interaction in Premixed Combustion SystemsDocument8 pagesDirect Numerical Simulation of Turbulence/radiation Interaction in Premixed Combustion Systemsamirreza_eng3411No ratings yet
- Server Setting For Starsat HD2000 ACEDocument1 pageServer Setting For Starsat HD2000 ACEamirreza_eng3411No ratings yet
- Modeling Radiation Heat Transfer in a Boiler FurnaceDocument14 pagesModeling Radiation Heat Transfer in a Boiler Furnacedurga323No ratings yet
- Reul Randolph Geotechnique2003Document15 pagesReul Randolph Geotechnique2003YuryPasichnyNo ratings yet
- Electrical WorkDocument16 pagesElectrical WorkGalip KuyukNo ratings yet
- Introduction To CeramicsDocument3 pagesIntroduction To CeramicsHarini MunasingheNo ratings yet
- Wall Mounted PDFDocument5 pagesWall Mounted PDFAhmed AzadNo ratings yet
- 3.BSEEP Passive Design GuidebookDocument194 pages3.BSEEP Passive Design GuidebookDennis Lai Zhan WenNo ratings yet
- Doha Clinic-Revised (7 Months)Document4 pagesDoha Clinic-Revised (7 Months)DU A NENo ratings yet
- CDKB Case StudyDocument3 pagesCDKB Case StudyFederico De MartiniNo ratings yet
- Shri G.S. Institute of Technology & Science, Indore-452003 (An Autonomous Institute, Established in 1952)Document59 pagesShri G.S. Institute of Technology & Science, Indore-452003 (An Autonomous Institute, Established in 1952)MUKUL SURYAVANSHI gs2017060No ratings yet
- BOMA BESt Questionnaire Light IndustrialDocument43 pagesBOMA BESt Questionnaire Light IndustrialJulio RicardoNo ratings yet
- GE Circuit Breaker EnclosuresDocument8 pagesGE Circuit Breaker Enclosuresdiscovery198No ratings yet
- My Lecturenozle - NewDocument10 pagesMy Lecturenozle - NewSafaa Hameed Al NaseryNo ratings yet
- AISC Design Guides: A Resource For Practicing EngineersDocument40 pagesAISC Design Guides: A Resource For Practicing EngineersSergio Manuel Céh ChaleNo ratings yet
- Letlok Tube Fitting Catalog 2017Document94 pagesLetlok Tube Fitting Catalog 2017chipulinoNo ratings yet
- Assignment 1Document3 pagesAssignment 1Ansuman SahooNo ratings yet
- Design and Analysis of Reinforced Concrete Multistory Commercial Building Using Aci-318 Metric Manually and Extensive Design by Robot AnalysisDocument178 pagesDesign and Analysis of Reinforced Concrete Multistory Commercial Building Using Aci-318 Metric Manually and Extensive Design by Robot AnalysisAbdul Azeem Baig100% (2)
- Electric Circuits Multiple Choice QuestionsDocument6 pagesElectric Circuits Multiple Choice QuestionsmonethNo ratings yet
- EDI FlexAir Threaded Spec SheetDocument2 pagesEDI FlexAir Threaded Spec Sheetomega AlfaNo ratings yet
- Chapter 6 Introduction To Thermodynamics PDFDocument17 pagesChapter 6 Introduction To Thermodynamics PDFSaurav PaulNo ratings yet
- Save Time and Cost With Mod Code 429 Space Grade Micro-D's: A B C D E F G H J K L M N P QDocument4 pagesSave Time and Cost With Mod Code 429 Space Grade Micro-D's: A B C D E F G H J K L M N P QRoad BlasterNo ratings yet
- A Project Report On Cost Reduction in Melting - A SQC and Six Sigma ApproachDocument107 pagesA Project Report On Cost Reduction in Melting - A SQC and Six Sigma ApproachArun Prince100% (1)
- Heavy-Duty Safety Rope Pull Switches for Long ConveyorsDocument3 pagesHeavy-Duty Safety Rope Pull Switches for Long ConveyorsMasood NizamNo ratings yet
- Film Coextrusion Troubleshooting 7832Document29 pagesFilm Coextrusion Troubleshooting 7832OscarLucianoNo ratings yet
- Parker Pneumatic Stainless Steel FRL Catalogue PDE2504TCUKDocument24 pagesParker Pneumatic Stainless Steel FRL Catalogue PDE2504TCUKJas SumNo ratings yet
- PEP-SP-SAL-CV-CAL-202 - Rev.0 Calculation For Bund WallDocument43 pagesPEP-SP-SAL-CV-CAL-202 - Rev.0 Calculation For Bund WallfaridferdiansyahNo ratings yet
- Thermosyphon Oil CoolingDocument22 pagesThermosyphon Oil CoolingRenato MendesNo ratings yet
- FCL y Un50 13Document7 pagesFCL y Un50 13DuskoNo ratings yet
- Bolt Tightening Handbook Linear Motion ADocument44 pagesBolt Tightening Handbook Linear Motion AMarcos MorachickNo ratings yet
- Design of Steel Stool by SAP2000: Finite Shell Element Model Applied LoadingDocument8 pagesDesign of Steel Stool by SAP2000: Finite Shell Element Model Applied LoadingLavender HoneyNo ratings yet
- Background: The Duct Tape BookDocument5 pagesBackground: The Duct Tape BookCloudine IzonNo ratings yet
- Spur Gears Component GeneratorDocument4 pagesSpur Gears Component GeneratorRodrigo NavarreteNo ratings yet