You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Week Logical FallaciesDocument79 pagesWeek Logical FallaciesSaqib AbbasNo ratings yet
- Spare Parts ListDocument29 pagesSpare Parts ListRonaldNo ratings yet
- New Met-Online Api RP 580 Rbi Cert: Matthews Training LTDDocument2 pagesNew Met-Online Api RP 580 Rbi Cert: Matthews Training LTDThomas TuckerNo ratings yet
- Sullair 1600H AF User Manual PDFDocument88 pagesSullair 1600H AF User Manual PDFhacknote100% (1)
- ZF 2000 Series: Product DetailsDocument4 pagesZF 2000 Series: Product DetailsJhonAlexRiveroNo ratings yet
- Corrosion LoopDocument14 pagesCorrosion LoopThomas Tucker67% (3)
- Blast Injury ManagementDocument16 pagesBlast Injury Managementheart wisdomNo ratings yet
- Ethylene Furnance InspectionfgDocument6 pagesEthylene Furnance InspectionfgThomas TuckerNo ratings yet
- Company Profile Bureau Veritas ThailandDocument13 pagesCompany Profile Bureau Veritas ThailandPitichai PakornrersiriNo ratings yet
- Topic: Atoms and Molecules Sub-Topic: Mole: Lesson PlanDocument4 pagesTopic: Atoms and Molecules Sub-Topic: Mole: Lesson PlanPushpa Kumari67% (3)
- API 571 Study GuideDocument8 pagesAPI 571 Study GuideThomas Tucker100% (3)
- Creep and Life Assessment of Engineering Components in Power Plants and Process IndustriesDocument30 pagesCreep and Life Assessment of Engineering Components in Power Plants and Process IndustriesThomas TuckerNo ratings yet
- (EW609) - Pocket Welding Guidsse - A Guide To Better Welding-Hobart Institute of Welding Technology (Yasser Tawfik)Document149 pages(EW609) - Pocket Welding Guidsse - A Guide To Better Welding-Hobart Institute of Welding Technology (Yasser Tawfik)Thomas Tucker100% (1)
- NABARD Dairy Farming ProjectDocument17 pagesNABARD Dairy Farming ProjectThomas TuckerNo ratings yet
- HIGH CARBON 35Cr-45Ni-1Nb: Alloy TypeDocument2 pagesHIGH CARBON 35Cr-45Ni-1Nb: Alloy TypeSaravanan Pitchandi100% (1)
- HIGH CARBON 35Cr-45Ni-1Nb: Alloy TypeDocument2 pagesHIGH CARBON 35Cr-45Ni-1Nb: Alloy TypeSaravanan Pitchandi100% (1)
- Risk Based Inspection ApplicationDocument12 pagesRisk Based Inspection Applicationelvis hidalgoNo ratings yet
- API 580 - All ContentsDocument2 pagesAPI 580 - All ContentsThomas TuckerNo ratings yet
- All in 1Document1 pageAll in 1Bulls MadhanNo ratings yet
- Subject: Job Safety AnalysisDocument4 pagesSubject: Job Safety AnalysisThomas TuckerNo ratings yet
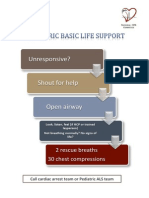
- Pediatric BLS1Document1 pagePediatric BLS1Thomas TuckerNo ratings yet
- Guidelines For Mental Care Onboard Merchant Ships: ContentDocument12 pagesGuidelines For Mental Care Onboard Merchant Ships: ContentSona NarulaNo ratings yet
- General Lecture - Paper Deep RiversDocument13 pagesGeneral Lecture - Paper Deep RiversAJ TabuenaNo ratings yet
- We Live in An Electromagnetic WorldDocument7 pagesWe Live in An Electromagnetic Worlddocorof634No ratings yet
- IRC CodesDocument23 pagesIRC CodesabhijithavalNo ratings yet
- Professional Regulation Commission: Republic of The Philippines ManilaDocument6 pagesProfessional Regulation Commission: Republic of The Philippines ManilaRapplerNo ratings yet
- RET541 543ParlistENaDocument145 pagesRET541 543ParlistENaMatthew Mason100% (1)
- À Bout de Souffle (Breathless) : Treatment by François TruffautDocument10 pagesÀ Bout de Souffle (Breathless) : Treatment by François TruffautAlex KahnNo ratings yet
- Singapore Airlines PDFDocument10 pagesSingapore Airlines PDF....No ratings yet
- Chairs Line Plot: Data and Graphing WorksheetDocument2 pagesChairs Line Plot: Data and Graphing WorksheetVaishnavi YelchurNo ratings yet
- Clean and GreenDocument75 pagesClean and Greenkevin ray danielNo ratings yet
- Notes Microwave Engineering Unit 5 PDFDocument14 pagesNotes Microwave Engineering Unit 5 PDFKujur RebecaNo ratings yet
- Quiz ErrorsDocument5 pagesQuiz Errorsanon_843459121No ratings yet
- Byzantium Notes CultureDocument6 pagesByzantium Notes Culturepatrick cairoliNo ratings yet
- Anwar Ali Khan ProposalDocument65 pagesAnwar Ali Khan ProposalAnwar Ali TanhaNo ratings yet
- CEP Presentation AOL 2023Document143 pagesCEP Presentation AOL 2023Josh DezNo ratings yet
- Arquitectura de SoftwareDocument6 pagesArquitectura de SoftwareDiego Alejandro Muñoz ToroNo ratings yet
- MEV 015 Environmental Pollution 1Document281 pagesMEV 015 Environmental Pollution 1satabdiNo ratings yet
- Media Use in The Middle East: An Eight-Nation Survey - NU-QDocument30 pagesMedia Use in The Middle East: An Eight-Nation Survey - NU-QOmar ChatriwalaNo ratings yet
- Understanding Culture, Society and Politics: Prepared By: Ms. Shiela Mae B. CombalicerDocument31 pagesUnderstanding Culture, Society and Politics: Prepared By: Ms. Shiela Mae B. CombalicerAzeLuceroNo ratings yet
- Guidelines For Execution of Adapt-Pt: Structural Concrete Software SystemDocument6 pagesGuidelines For Execution of Adapt-Pt: Structural Concrete Software SystemJoe IztadaNo ratings yet
- Generic List - MOH PHCs-March-2023Document11 pagesGeneric List - MOH PHCs-March-2023drabdulrabbNo ratings yet
- Module Virus Viroids PrionsDocument17 pagesModule Virus Viroids PrionsJennifer MartinNo ratings yet
- Surf Excel ND AirelDocument13 pagesSurf Excel ND AirelPratibha Chandil100% (1)