You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- BEKO - WB 6106 XD, 6108 XE, 6110 XE - User GuideDocument20 pagesBEKO - WB 6106 XD, 6108 XE, 6110 XE - User GuideVlad Florescu100% (6)
- The Ice Cream Industry ReportDocument32 pagesThe Ice Cream Industry ReportAtul GuptaNo ratings yet
- GE Service Bulletin REF03-18Document1 pageGE Service Bulletin REF03-18ljschubyNo ratings yet
- Tanzania MANUFACTURER CERIFIED - MARCH 2020Document10 pagesTanzania MANUFACTURER CERIFIED - MARCH 2020Arvind Dharmaraj0% (1)
- HidesignDocument17 pagesHidesignamankanojia1992No ratings yet
- COFFE DAY New22 FinalDocument70 pagesCOFFE DAY New22 FinalSumeet S JainNo ratings yet
- Accomodation Operation-Housekeeping: Maid Cart TrolleyDocument15 pagesAccomodation Operation-Housekeeping: Maid Cart TrolleyMark Vincent SottoNo ratings yet
- Blue Home Booking 20210813Document2 pagesBlue Home Booking 20210813Eduard Garcia AriasNo ratings yet
- MKT Final PresentationDocument74 pagesMKT Final PresentationTanweer PervezNo ratings yet
- Supply Chain Management: Introduction & Course OutlineDocument22 pagesSupply Chain Management: Introduction & Course OutlineSaestuNo ratings yet
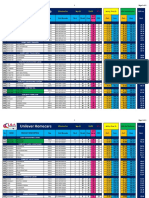
- Unilever Homecare: Co Code Product Description Size Unit Barcode Pack Shrink Case Sell UOM COO CaseDocument4 pagesUnilever Homecare: Co Code Product Description Size Unit Barcode Pack Shrink Case Sell UOM COO CaseMridul SharmaNo ratings yet
- Sumatif Bahasa InggrisDocument2 pagesSumatif Bahasa InggrisRiyan KazeknightSevenfoldNo ratings yet
- Mosquito Coil - US PatentDocument4 pagesMosquito Coil - US PatentKarthikSuresh100% (1)
- Plan Training Session TemplateDocument41 pagesPlan Training Session Templatewilliam LabayaniNo ratings yet
- Tutorial Pinaforedressandpants2021Document5 pagesTutorial Pinaforedressandpants2021mariarodNo ratings yet
- Assigment 11: Angélica Johana Ballesteros RamírezDocument4 pagesAssigment 11: Angélica Johana Ballesteros RamírezSmmNo ratings yet
- WALMARTDocument37 pagesWALMARTAbhishek TamoliNo ratings yet
- Compoint Camera Door Station: Instruction ManualDocument16 pagesCompoint Camera Door Station: Instruction Manualfrankjg_20No ratings yet
- ENG Paper 2 TrialDocument17 pagesENG Paper 2 TrialstudentmbsNo ratings yet
- Armstrong Mai12 Tif 13Document30 pagesArmstrong Mai12 Tif 13jindjaan100% (1)
- Knitting January 2018Document132 pagesKnitting January 2018kikoba69100% (23)
- Food Fanatics Fall 2015 - DiscountsDocument2 pagesFood Fanatics Fall 2015 - Discountsartodd1No ratings yet
- Thesis DocumentationDocument68 pagesThesis DocumentationRosaleo Tolibas71% (14)
- Better Interiors - November 2014 inDocument80 pagesBetter Interiors - November 2014 inNils yorkNo ratings yet
- Export Country Restriction ListDocument37 pagesExport Country Restriction ListDevildriver666No ratings yet
- Chapter-7 - Knitting DerivativesDocument39 pagesChapter-7 - Knitting DerivativesMD Shakil Khan0% (1)
- Fag Maximum Retail Price List in en PDFDocument20 pagesFag Maximum Retail Price List in en PDFrscm752292No ratings yet
- Pool Burger's MenuDocument2 pagesPool Burger's MenuNadia ChaudhuryNo ratings yet
- Food Pantry Manual FinalDocument44 pagesFood Pantry Manual Finalapi-241733242No ratings yet
- Syllabus Explorers 2Document1 pageSyllabus Explorers 2MontseNo ratings yet