You might also like
- Sobha Developers construction manualDocument152 pagesSobha Developers construction manualChimakurthy Nagarapanchayat100% (2)
- Building ConstructionDocument29 pagesBuilding ConstructionArpit100% (1)
- Uality Manual: Jklakshmi Power Mix (Ready Mix Concrete)Document41 pagesUality Manual: Jklakshmi Power Mix (Ready Mix Concrete)patel vimal100% (1)
- Final Report On Road ConstructionDocument34 pagesFinal Report On Road ConstructionAbhishekAnand0% (1)
- RMC Batching PlantDocument28 pagesRMC Batching PlantPradip ParidaNo ratings yet
- Check List of PQCDocument2 pagesCheck List of PQCkrishna67% (3)
- Planning & Design of Vertical Farm Building: A Project Report ONDocument69 pagesPlanning & Design of Vertical Farm Building: A Project Report ONsunny86% (14)
- Conexion 1Document262 pagesConexion 1luisfdogaviriaNo ratings yet
- Guide To Fixings For GRC CladdingDocument55 pagesGuide To Fixings For GRC CladdingThompson Lai100% (4)
- Equipment in Highway ConstructionDocument19 pagesEquipment in Highway Constructionghaghra bridge75% (4)
- PQC - Road ConcreteDocument10 pagesPQC - Road Concretemangeshshinde124100% (1)
- MivanDocument15 pagesMivanMohammed rafeeq75% (4)
- Computer Application in Land SurveyingDocument14 pagesComputer Application in Land Surveyingsunny92% (24)
- Ready Mix Concrete (Civil Engineering)Document22 pagesReady Mix Concrete (Civil Engineering)Pavan Kumar100% (5)
- Hot Mix PlantDocument28 pagesHot Mix PlantAdusumalli Surendra Babu100% (1)
- MIVAN Aluminum Formwork Speeds Mass HousingDocument32 pagesMIVAN Aluminum Formwork Speeds Mass HousingMohan K N50% (2)
- Casting of Mortar CubesDocument2 pagesCasting of Mortar Cubeswajid100% (1)
- RMC Plant Visit ReportDocument6 pagesRMC Plant Visit ReportRushikesh Chevale100% (1)
- Is:4990-1993, Plywood For Concrete Shuttering Work - SpecificationDocument22 pagesIs:4990-1993, Plywood For Concrete Shuttering Work - Specificationrpagarwal2100% (1)
- Vizag Grinding Unit, Gobburupalem Village, Visakhapatnam Andhra Pradesh (0.95 MTPA) Plant DetailsDocument35 pagesVizag Grinding Unit, Gobburupalem Village, Visakhapatnam Andhra Pradesh (0.95 MTPA) Plant Detailsvijay kumar100% (1)
- Residential Building Cost EstimateDocument51 pagesResidential Building Cost EstimateVishnu Vishnu100% (4)
- Concrete Mix Design M40 Grade PWD Jalgaon ProjectDocument41 pagesConcrete Mix Design M40 Grade PWD Jalgaon ProjectJalgaon60% (5)
- 17-Project Profile-RMC PlantDocument5 pages17-Project Profile-RMC PlantMohan LakshmanaNo ratings yet
- Investment Guidelines For CLC BlockDocument38 pagesInvestment Guidelines For CLC BlockSibiyarasu Rock Rider100% (2)
- 1 Building Const 2Document89 pages1 Building Const 2Iyan Kenet HerodicoNo ratings yet
- Cement Concrete Road Construction: Materials, Processes & TestingDocument29 pagesCement Concrete Road Construction: Materials, Processes & TestingRafi Rebal Shaik100% (2)
- Executive SummaryDocument14 pagesExecutive Summaryfaraz khanNo ratings yet
- Construction of CC RoadDocument21 pagesConstruction of CC RoadRavi Gupta100% (2)
- Shapoorji Pallonji & Co. LTD: Summer Training ReportDocument51 pagesShapoorji Pallonji & Co. LTD: Summer Training ReportBharat Chandra SahuNo ratings yet
- Architectural Design 1 - Lecture 6 - Elements of ArchitectureDocument21 pagesArchitectural Design 1 - Lecture 6 - Elements of ArchitectureAL HAYUDININo ratings yet
- Concerned Person DesignationDocument21 pagesConcerned Person DesignationPasolite0% (1)
- Overhead Standards As Per Standard Rate Analysis Book (MoRTH)Document3 pagesOverhead Standards As Per Standard Rate Analysis Book (MoRTH)murugeshuniv90% (10)
- Stephen Walker - Gordon Matta-Clark - Art, Architecture and The Attack On Modernism-I. B. Tauris (2009) PDFDocument221 pagesStephen Walker - Gordon Matta-Clark - Art, Architecture and The Attack On Modernism-I. B. Tauris (2009) PDFIan GeikeNo ratings yet
- Tranning Report Civil EnggineeringDocument121 pagesTranning Report Civil Enggineeringabhishekmathur_er75% (28)
- What Is PQC PDFDocument19 pagesWhat Is PQC PDFLASA VADODARANo ratings yet
- What Is The Difference Between WBM and WMM With Respect To Civil EngineeringDocument2 pagesWhat Is The Difference Between WBM and WMM With Respect To Civil Engineeringprasadnn2001No ratings yet
- DESIGN AND DEVELOPMENT OF RICE STRAW - Final PDFDocument64 pagesDESIGN AND DEVELOPMENT OF RICE STRAW - Final PDFRevilo Silec100% (1)
- Minor Project For Civil EngineeringDocument52 pagesMinor Project For Civil EngineeringRupesh GenesisNo ratings yet
- Project Report On Aac Block Manufacturing PlantDocument7 pagesProject Report On Aac Block Manufacturing PlantEIRI Board of Consultants and PublishersNo ratings yet
- PP20063 InternshipDocument22 pagesPP20063 InternshipGaurav Dhembare100% (2)
- Bitumen Road ConstructionDocument40 pagesBitumen Road Constructionsai kiranNo ratings yet
- Ultratech RMCDocument59 pagesUltratech RMCChanchal Vishnoi100% (2)
- Jewish Funerary Customs Practices and Rites in The Second Temple Period Supplements To The Journal For The Study of JudaismDocument710 pagesJewish Funerary Customs Practices and Rites in The Second Temple Period Supplements To The Journal For The Study of JudaismPaula Castiglioni100% (4)
- Construction of FlyoverDocument26 pagesConstruction of FlyoverDevendra Sharma86% (28)
- Bituminous Road Report Provides InsightsDocument20 pagesBituminous Road Report Provides InsightsSurya Pratap33% (3)
- Internship Report On CC PavementsDocument39 pagesInternship Report On CC PavementsPrakashNo ratings yet
- Training Report PDFDocument23 pagesTraining Report PDFabhishek verma100% (1)
- 3D Printed Houses: A Concise HistoryDocument22 pages3D Printed Houses: A Concise HistoryShain100% (2)
- Ready Mix Concrete PPT 01Document28 pagesReady Mix Concrete PPT 01Pavan Kumar88% (16)
- Project Report On Pavers Block ManufacturingDocument11 pagesProject Report On Pavers Block ManufacturingEIRI Board of Consultants and Publishers100% (2)
- Unpaved Road Condition Assessment MethodsDocument14 pagesUnpaved Road Condition Assessment MethodssunnyNo ratings yet
- NICMAR-PGP-ACM-Brochure2014, COUSRE CONTENT PDFDocument22 pagesNICMAR-PGP-ACM-Brochure2014, COUSRE CONTENT PDFshardultagalpallewarNo ratings yet
- Ready Mix ConcreteDocument5 pagesReady Mix ConcreteSanu GhoshNo ratings yet
- Internship Report VedantDocument59 pagesInternship Report Vedantvgsuryawanshib20No ratings yet
- Summer Internship Report PDFDocument66 pagesSummer Internship Report PDFsri balajee71% (7)
- Rajiv RMC ProjectDocument75 pagesRajiv RMC Projectbhosalerajiv63% (8)
- Summer Internship ReportDocument17 pagesSummer Internship ReportSiddh NayakNo ratings yet
- RMC PlantDocument6 pagesRMC PlantKushNo ratings yet
- Jyothi Constructions Internship ReportDocument19 pagesJyothi Constructions Internship ReportAnnaiah Revanth100% (1)
- Internship ReportDocument30 pagesInternship ReportAbhishek SengarNo ratings yet
- Decorative Concrete SeminarDocument8 pagesDecorative Concrete SeminarMahaManthra100% (2)
- InternshipDocument32 pagesInternshipPurna Chowdary Vootla50% (4)
- M60 Self Compacting ConcreteDocument42 pagesM60 Self Compacting ConcreteAsif HussainNo ratings yet
- An Internship Project Report On Residential BuildingDocument14 pagesAn Internship Project Report On Residential Buildingrupesh singhNo ratings yet
- PWD Training Report CivilDocument24 pagesPWD Training Report CivilKushal 00725% (4)
- Planning & Cost Analysis For Setting Up of A New RMC Plant - MangaloreDocument18 pagesPlanning & Cost Analysis For Setting Up of A New RMC Plant - MangaloreRaj ConsultancyNo ratings yet
- Method Statement Wet Mix Macadam PatelDocument2 pagesMethod Statement Wet Mix Macadam Patelp.v.n. lakshman0% (1)
- PROJECT PPT (New)Document41 pagesPROJECT PPT (New)Mitali Parkhiya83% (6)
- LOW COST BRICKDocument19 pagesLOW COST BRICKYashaswi M Gowda100% (1)
- Hot Mix Plant ReportDocument19 pagesHot Mix Plant ReportRiya TripathiNo ratings yet
- 1.1 Brief Introduction To Concrete Construction IndustryDocument12 pages1.1 Brief Introduction To Concrete Construction IndustryGauresh GawasNo ratings yet
- More Economic Approach For Road Condition AssessmentDocument2 pagesMore Economic Approach For Road Condition AssessmentsunnyNo ratings yet
- Eco HouseDocument8 pagesEco HousesunnyNo ratings yet
- The Curse of Cogston House - Reading Questions and Discussion PromptsDocument43 pagesThe Curse of Cogston House - Reading Questions and Discussion PromptsMahjabeen BashaNo ratings yet
- Dermacryl: Product DescriptionDocument2 pagesDermacryl: Product DescriptionAbdelmuneimNo ratings yet
- Lecture 6 & 7 Permit and InspectionDocument40 pagesLecture 6 & 7 Permit and InspectionUtsav modhNo ratings yet
- Division 11 Equipment Section 11A Trash Chute 1. General: 1.1. DescriptionDocument3 pagesDivision 11 Equipment Section 11A Trash Chute 1. General: 1.1. DescriptionPatrick MutieNo ratings yet
- Engineering Achievements in The Early CivilizationDocument3 pagesEngineering Achievements in The Early Civilizationafrizalh3744No ratings yet
- Time Table-December-2022 ExaminationDocument5 pagesTime Table-December-2022 Examinationlima chakkuNo ratings yet
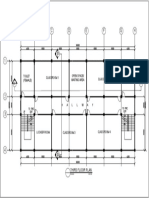
- Third floor plan layout and dimensionsDocument1 pageThird floor plan layout and dimensionsDidNo ratings yet
- Power Infrastructure - 170220 LowDocument25 pagesPower Infrastructure - 170220 LowrajamasaNo ratings yet
- Tower Crane SketchDocument20 pagesTower Crane SketchShafiqNo ratings yet
- "What I Really Like Is Speed" - in Conversation With Odile Decq - ArchDaily PDFDocument16 pages"What I Really Like Is Speed" - in Conversation With Odile Decq - ArchDaily PDFCristo BglezNo ratings yet
- Ardes 5: Saint Louis CollegeDocument6 pagesArdes 5: Saint Louis CollegeDennis Roel T. DulayNo ratings yet
- What Is Sustained Load?: 1 AnswerDocument1 pageWhat Is Sustained Load?: 1 AnswerDonald HamiltonNo ratings yet
- Protective & Marine Coatings: General Polymers 3479Document2 pagesProtective & Marine Coatings: General Polymers 3479Post MaloneeNo ratings yet
- Estimation of Brickwork in Single Storey Buildings Stone Masonry General SpeDocument46 pagesEstimation of Brickwork in Single Storey Buildings Stone Masonry General SpeShailendra Shambhu71% (7)
- Ground Floor Plan-R.C. Detail of Slabs: LegendDocument1 pageGround Floor Plan-R.C. Detail of Slabs: LegendAburvarajNo ratings yet
- What Are The Advantages and Disadvantages of Concrete Flooring - CivilblogDocument8 pagesWhat Are The Advantages and Disadvantages of Concrete Flooring - CivilblogNaveen BansalNo ratings yet
- Passive PDFDocument95 pagesPassive PDFVandhi DevanNo ratings yet
- Rahul From Lalitpur With Love FuDocument2 pagesRahul From Lalitpur With Love FugoudtsriNo ratings yet
- HistoryDocument7 pagesHistorymhaye1405746No ratings yet
- Advanced Computer ArchitectureDocument2 pagesAdvanced Computer ArchitecturebhargaviNo ratings yet
- Cadiz-Template - Learning Activity 3 GE ARTS (Week 3-4)Document2 pagesCadiz-Template - Learning Activity 3 GE ARTS (Week 3-4)Lyndon John Abrio CadizNo ratings yet
- Byzantine Architecture Guide: Domes, Plans and Ornaments (300-1453 ADDocument119 pagesByzantine Architecture Guide: Domes, Plans and Ornaments (300-1453 ADZaid SaadehNo ratings yet